Результат интеллектуальной деятельности: ВАЛКОВОЕ УСТРОЙСТВО
Вид РИД
Изобретение
Изобретение относится к валковому устройству для прокатки прокатываемого материала на прокатном стане согласно ограничительной части пункта 1 формулы изобретения.
Уровень техники
В подшипниках жидкостного трения в том виде, как их обычно применяют в прокатных клетях для металлического прокатываемого материала в качестве опор для опорных валков, шейка валка вращается в неподвижной опорной втулке, причем опорная втулка расположена в подушке прокатной клети. Разница между диаметрами шейки валка и опорной втулки составляет обычно в пределах 1% от диаметра подшипника, что соответствует зазору примерно в 1 мм при диаметре подшипника, равном одному метру, и при этом образуется соответствующий кольцевой зазор между шейкой валка и опорной втулкой. Кольцевой зазор обычно заполняют смазочным веществом, например маслом, для создания в кольцевом зазоре масляной пленки.
Если во время эксплуатации прокатной клети на опору воздействует внешняя сила, например усилие прокатки, прежде всего вращающаяся шейка валка сдвигается с отклонением от оси опорной втулки в радиальном направлении, противоположном направлению действия внешней силы. При этом кольцевой зазор между шейкой валка и опорной втулкой имеет на одной стороне минимальное поперечное сечение, а на расположенной точно напротив стороне - максимальное поперечное сечение. Масло, подводимое к кольцевому зазору через гидродинамические маслосборники к кольцевому зазору, вследствие прилипания к вращающейся поверхности шейки валка переносится в область самого узкого поперечного сечения. Поскольку поперечное сечение зазора постепенно уменьшается в направлении самого узкого места, масло выдавливается в сторону подшипника. Однако одновременно с этим возрастает также давление в масляной пленке, благодаря чему подшипник оказывается в состоянии выдерживать повышенное внешнее силовое воздействие. Масло, которое выдавливается к обеим сторонам подшипника, обычно именуют боковым потоком подшипника.
В публикациях ЕР 1031389 В1, ЕР 1699575 В1 и DE 19831301 А1 описаны уплотнительные устройства для валков в прокатных станах.
В публикации DE 3117746 А1 описан гидродинамический радиальный подшипник.
В технической документации "ПОДШИПНИКИ ЖИДКОСТНОГО ТРЕНИЯ ДЛЯ ПРОКАТНЫХ СТАНОВ", авторское право 1967 г. Американского общества инженеров по смазке (подготовлена Советом сталелитейной отрасли Американского Общества инженеров по смазке) описаны гидростатические подшипники жидкостного трения для валков в прокатном стане.
Масляная пленка между шейкой валка и опорной поверхностью, принимающей шейку валка, именуется в дальнейшем также "смазочной пленкой". Недостатком систем без сокращения бокового потока является интенсивный боковой поток смазочного вещества - даже в случае, когда не требуется его охлаждения. Для обеспечения достаточного количества смазочных веществ потребовались бы большие затраты на снабжение и большой объем периферийных средств. При низких частотах вращения требуется дополнительная гидростатическая опора для обеспечения возможности воспринимать повышенные усилия прокатки; иначе, несущая способность подшипника является скорее сравнительно низкой. К тому же специфические монтажные габариты возрастают в зависимости от требуемого усилия прокатки.
Недостатком систем с полностью герметичным кольцевым зазором без возможности отвода для смазочного вещества является среди прочего то, что рабочая температура смазочного вещества и шейки валка возрастает в первую очередь при повышенных частотах вращения, и поэтому для ограничения или, соответственно, обеспечения равномерности повышения температуры требуются дорогостоящие системы охлаждения. Вследствие повышения температуры снижается вязкость смазочного вещества. Вследствие этого уменьшается также давление смазочного вещества, и снижается несущая способность опоры. В большинстве случаев в системах закрытого типа встраивают обратные клапаны с целью предотвращения холостого хода контура охлаждения.
Задача изобретения
Задача изобретения состоит в усовершенствовании известного валкового устройства таким образом, что его несущая способность и, соответственно, усилие прокатки могут быть повышены при сохранении и даже уменьшении его конструктивного размера без перегрева валкового устройства. Соответствующее изобретению валковое устройство должно быть к тому же удобным в монтаже и иметь возможность встраивания в существующие установки.
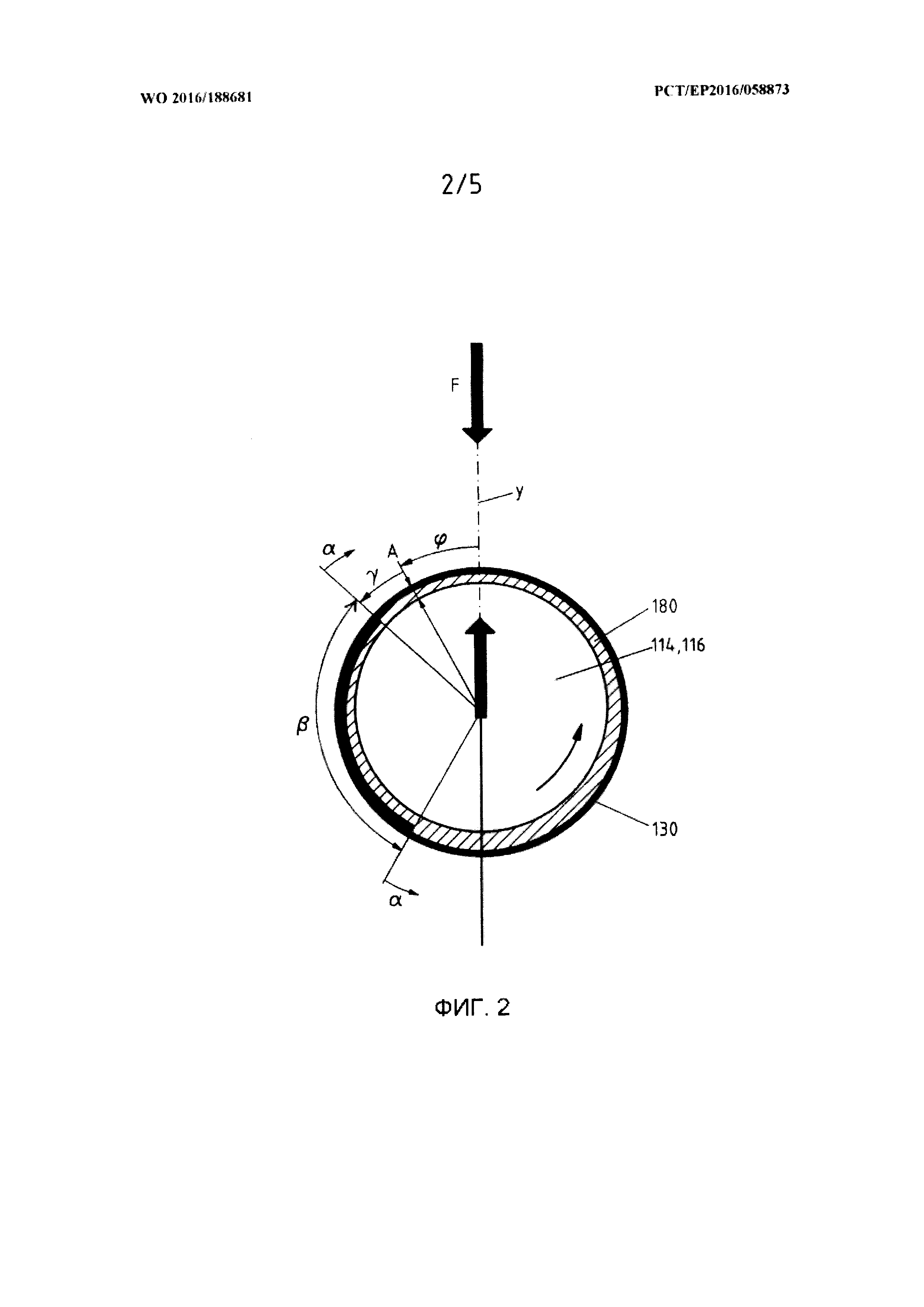
Эта задача решена предметом изобретения по п. 1 формулы изобретения. Отличительным признаком валкового устройства, соответствующего изобретению, является то, что опорная втулка при рассмотрении ее в окружном направлении разделена на пропускную угловую область и запорную угловую область; причем опорная втулка в пропускной угловой области имеет по меньшей мере один отводящий канал для отвода смазочного вещества из кольцевого зазора в пространство для приема масла; причем пропускная угловая область граничит с запорной угловой областью и охватывает угловую область величиной 360° за вычетом запорной угловой области; при этом запорная угловая область α, исходя из того, что ее величина составляет А+γ, где 10°<γ<25°, проходит в направлении, противоположном направлению вращения валка, максимум на 270°, причем А определяет опорную точку нагрузки, которая представляет собой угловое положение А самого узкого зазора (hmin) в случае нагрузки между шейкой валка и подушкой.
Соответствующее изобретению валковое устройство приводит прежде всего к повышению давления смазочного вещества в кольцевом зазоре в области опорной точки нагрузки и тем самым к повышению нагрузочной способности и, соответственно, повышению усилия прокатки валкового устройства благодаря запиранию бокового потока смазочного вещества посредством уплотнительных колец. Одновременно повышается плотность смазочного вещества в области опорной точки нагрузки и тем самым повышается эксплуатационная надежность, например, по отношению к кантователю и в отношении пусковых свойств. В частности, в передних прокатных клетях прокатного стана, в которых вследствие относительно низкого числа оборотов образуется лишь незначительное количество тепла в подшипнике и поэтому требуется также лишь незначительное охлаждение, установка уплотнительных колец позволяет простым и преимущественным образом реализовать нарастание давления.
С помощью соответствующей вычислительной модели, основывающейся на долгосрочном опыте и испытаниях, возможно уже при проектировании валкового устройства определить с помощью отводящих каналов для смазочного вещества запорную область и пропускную область для опорной втулки таким образом, чтобы обеспечить требуемую несущую способность валкового устройства также при повышенном числе оборотов без перегрева валкового устройства. Внесение изменений в конструкцию подушки и/или валка при этом, как правило, не требуется. По мере роста величины угла для запорной области сокращается проходной поток смазочного вещества из кольцевого зазора. Сокращение или, соответственно, дросселирование бокового потока смазочного вещества внутри опоры приводит преимущественно к повышению нагрузочной способности валкового устройства.
Это повышение несущей способности преимущественным образом достигается без опасений возможного перегрева опоры. Это справедливо потому, что в дополняющей запорную угловую область пропускной угловой области опорной втулки, равной 360° за вычетом запорной угловой области, в соответствии с изобретением размер по меньшей мере одного отводящего канала выбран или выбирается таким образом, что он допускает достаточный боковой отвод смазочного вещества, который в свою очередь обеспечивает достаточный отвод тепла из подшипника.
Изобретение позволяет преимущественным образом легко доукомплектовывать существующие установки. Можно, например, без увеличения монтажных габаритов в рамках мер по модернизации повысить в существующих прокатных установках усилие прокатки и тем самым производительность существующего прокатного стана на величину до 40 процентов. Существующие установки могут быть легко и экономично переоборудованы под повышенные требования к усилию прокатки, например, путем обработки материалов другого вида или другой толщины. Существующая опорная втулка может быть легко заменена опорной втулкой по настоящему изобретению. Кроме того, существующие валковые устройства могут быть дополнительно оснащены уплотнительным кольцом на стороне бочки валка и на удаленной от нее стороне.
Если повышенное усилие прокатки не требуется, то в новых установках валковое устройство может быть заранее выполнено с уменьшенными габаритами, чтобы обеспечить такую же несущую способность, что и прежде. Это экономит прежде всего монтажное пространство, сокращает материальные затраты и время изготовления.
Согласно первому варианту реализации, предусмотрена втулка шейки для насаживания на шейку валка. Втулку шейки можно в случае износа заменить преимущественно простым и экономичным способом. Кольцевой зазор образуется в этом случае между опорной втулкой и втулкой шейки.
Согласно другому варианту реализации, опорная точка А нагрузки в случае нагрузки размещена в угловой области ϕ=+/-25° относительно центральной оси Y валка, проходящей перпендикулярно относительно плоскости прокатываемого материала.
Согласно еще одному варианту реализации изобретения, в опорной втулке в пропускной угловой области имеется по меньшей мере один отводящий канал на стороне бочки для соединения по текучей среде кольцевого зазора с пространством для приема масла на стороне бочки и по меньшей мере один отводящий канал на стороне, удаленной от бочки валка, для соединения по текучей среде кольцевого зазора с удаленным от бочки пространством для приема масла. Оба отводящих канала обеспечивают преимущественно радиальный и боковой отвод масла из кольцевого зазора опорной втулки. Вместе со стекающим маслом отводится большее количество тепла из кольцевого зазора, чем через коллекторный возвратный канал в подушке без такого отвода, и таким образом надежно предотвращается перегрев кольцевого зазора и, в частности, втулки шейки и шейки валка даже при повышенной нагрузочной способности.
Расположенные, в частности, радиально отводящие каналы преимущественно размещены с распределением в окружной угловой области втулки шейки в окружном направлении и, соответственно, проходят в окружном направлении. Они могут, например, иметь поперечное сечение в форме щели, которая проходит внутри пропускной угловой области в окружном направлении, либо может быть предусмотрено большое количество отводящих каналов, которые расположены в окружном направлении рядом друг с другом на стороне бочки или на стороне, удаленной от бочки, в пропускной угловой области опорной втулки.
Опорная втулка может в пропускной угловой области на своей обращенной к шейке валка внутренней стороне содержать камеру маслосборника, а по меньшей мере один отводящий канал в этом случае расположен так, что он может отводить масло из камеры маслосборника в пространство для приема масла.
Валком валкового устройства по настоящему изобретению может являться рабочий валок, опорный валок или промежуточный валок.
Другие преимущественные варианты реализации изобретения являются предметами зависимых пунктов формулы изобретения.
Описание дополнено пятью фигурами, на которых изображены:
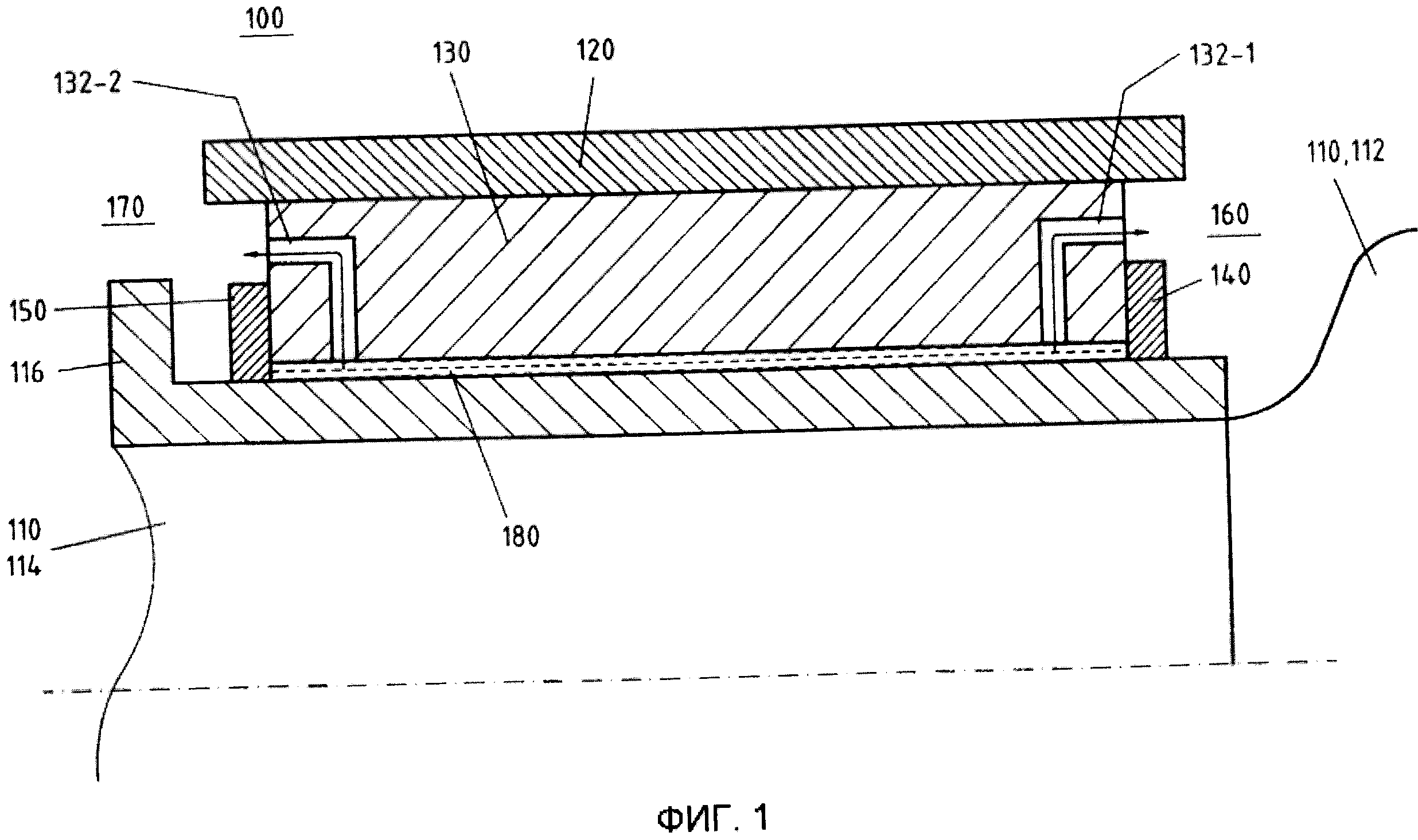
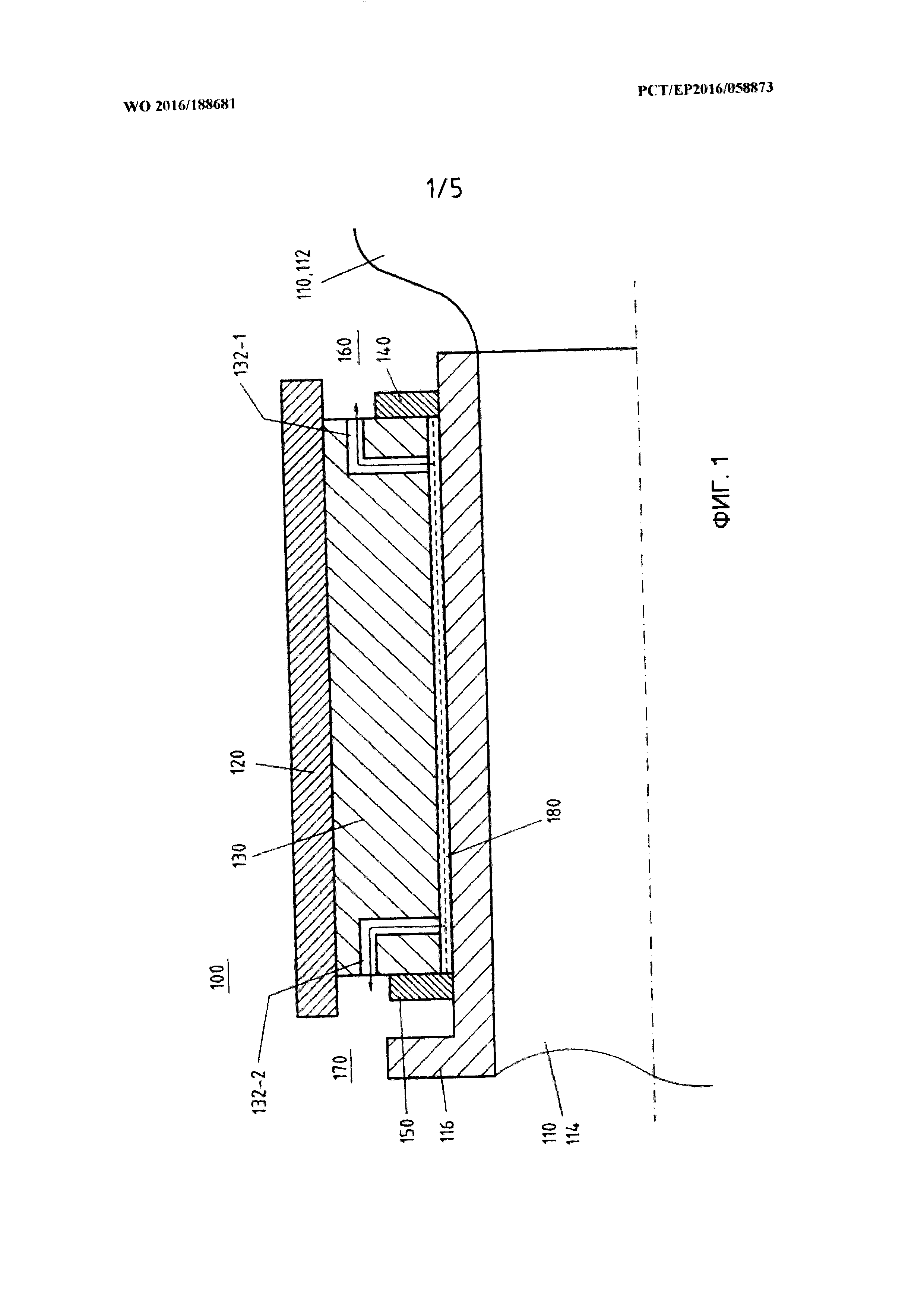
Фигура 1 Продольное сечение соответствующего изобретению валкового устройства согласно первому варианту реализации изобретения;
Фигура 2 Поперечное сечение соответствующего изобретению валкового устройства;
Фигура 3 Соответствующее изобретению валковое устройство согласно второму примеру реализации;
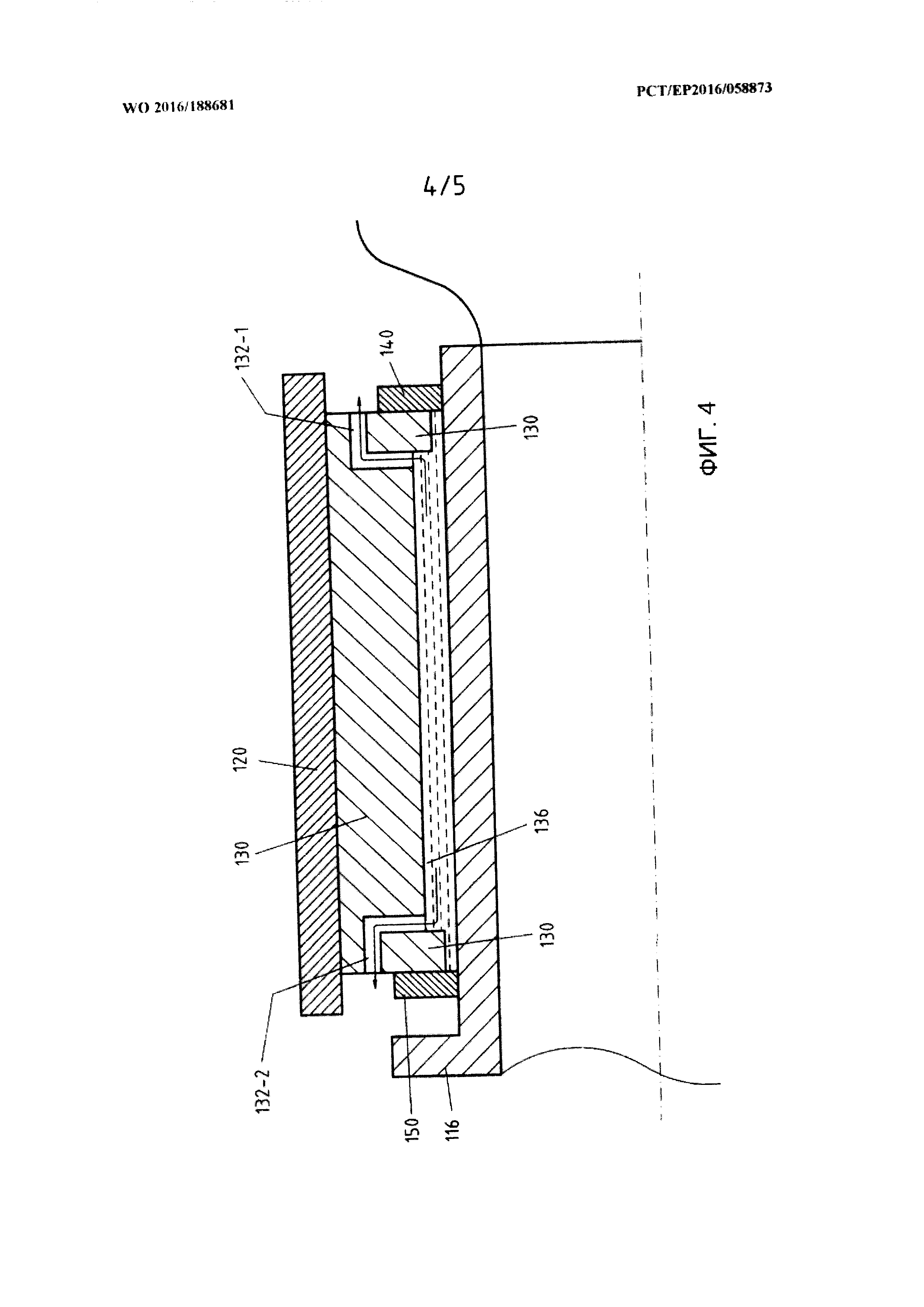
Фигура 4 Соответствующее изобретению валковое устройство согласно третьему примеру реализации.
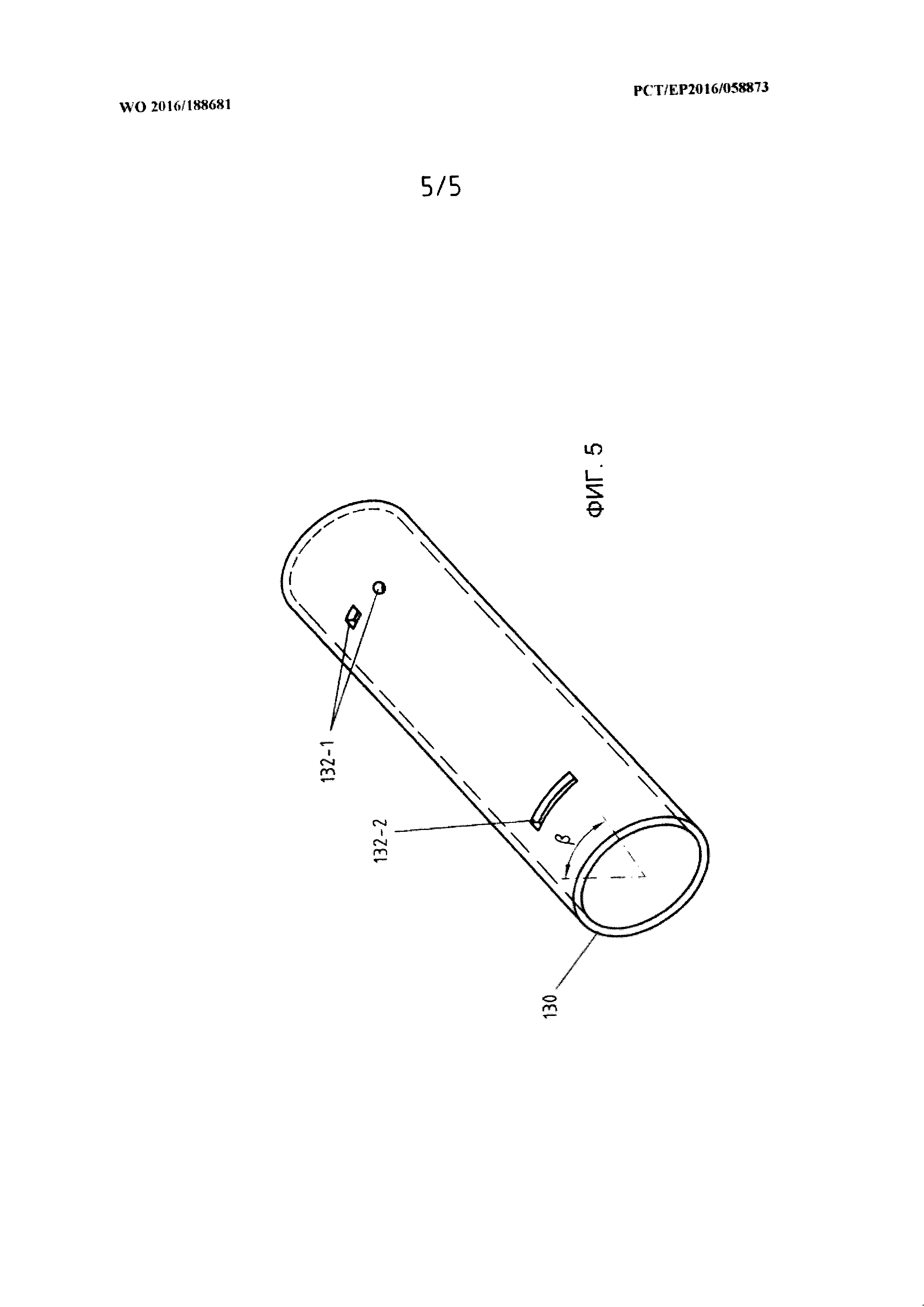
Фигура 5 Соответствующая изобретению опорная втулка с различными вариантами отводящих каналов.
В дальнейшем изобретение подробно описывается в форме различных вариантов исполнения со ссылкой на указанные фигуры. На всех фигурах одни и те же технические элементы обозначены одинаковыми ссылочными обозначениями.
На фиг. 1 изображено валковое устройство 100 по настоящему изобретению в первой форме исполнения. Валковое устройство 100 содержит прокатный валок 110 с бочкой 112 валка и шейкой 114 валка. В прокатной клети валок расположен с возможностью вращения в подушке 120 прокатной клети, точнее в опорной втулке 130, неподвижно смонтированной в подушке прокатной клети. Опорная втулка 130 содержит приемное отверстие для размещения шейки 114 валка, причем внутренний диаметр приемного отверстия выбран по отношению к наружному диаметру шейки валка и соответственно насаженной на ней втулке 116 шейки с таким превышением, что между опорной втулкой и шейкой валка или, соответственно, втулкой 116 шейки оставлен кольцевой зазор 180 для приема смазочного вещества, обычно масла - см. фиг. 2.
В расположенной на стороне бочки валка торцовой стороне приемного отверстия установлено уплотнительное кольцо 140 для местного уплотнения кольцевого зазора по отношению к расположенному на стороне бочки пространству 160 для приема масла. Аналогично на торцовой стороне приемного отверстия, удаленной от бочки валка, установлено дополнительное уплотнительное кольцо 150 для местного уплотнения кольцевого зазора по отношению к местному пространству 170 для приема масла, удаленному от бочки валка.
Как показано на фиг. 1, опорная втулка 130 содержит по меньшей мере один отводящий канал 132 для отвода смазочного вещества из кольцевого зазора в одно из пространств 160, 170 для приема масла. В иллюстрируемом фигурой 1 первом варианте реализации предусмотрены расположенный со стороны бочки валка отводящий канал 132-1, а также расположенный на стороне, удаленной от бочки валка, отводящий канал 132-2 для отвода масла из кольцевого зазора 180. Для этой цели отводящие каналы сообщаются по текучей среде с кольцевым зазорами и соответствующим пространством 160, 170 для приема масла. Как показано на фиг. 1, отводящие каналы проходят, например на участках, в радиальном и осевом направлениях.
На фиг. 2 показано поперечное сечение соответствующего изобретению валкового устройства под нагрузкой усилия F прокатки, которой здесь для примера действует в направлении средней плоскости у. Согласно взаимодействию действующей и противодействующей составляющих силы F прокатки шейка 114 валка сдвигается, при определенных условиях вместе с втулкой 116 шейки, с отклонением от оси внутри опорной втулки 130 так, что возникает асимметричный кольцевой зазор 180 и, соответственно, асимметричная масляная пленка. Кольцевой зазор 180 в положении опорной точки А нагрузки имеет минимальную высоту или, соответственно, толщину hmin.
В соответствии с изобретением опорная втулка 130 при рассмотрении в окружном направлении разделена на пропускную угловую область β и запорную угловую область α, равняющуюся разности между 360 градусами и пропускной угловой областью β. Запорная угловая область α проходит, начиная от величины А+γ, где 10°<γ<25°, в направлении, противоположном направлению вращения валка, максимум на 270° В соответствии с этим, пропускная угловая область определяется в виде угловой области, комплементарной к запорной угловой области, т.е. как разность между величиной 360° и запорной угловой областью α.
Опорная точка А нагрузки располагается в случае нагрузки в угловой области ϕ=+/-25° по отношению к центральной оси прокатного валка, расположенной перпендикулярно к плоскости прокатываемого материала.
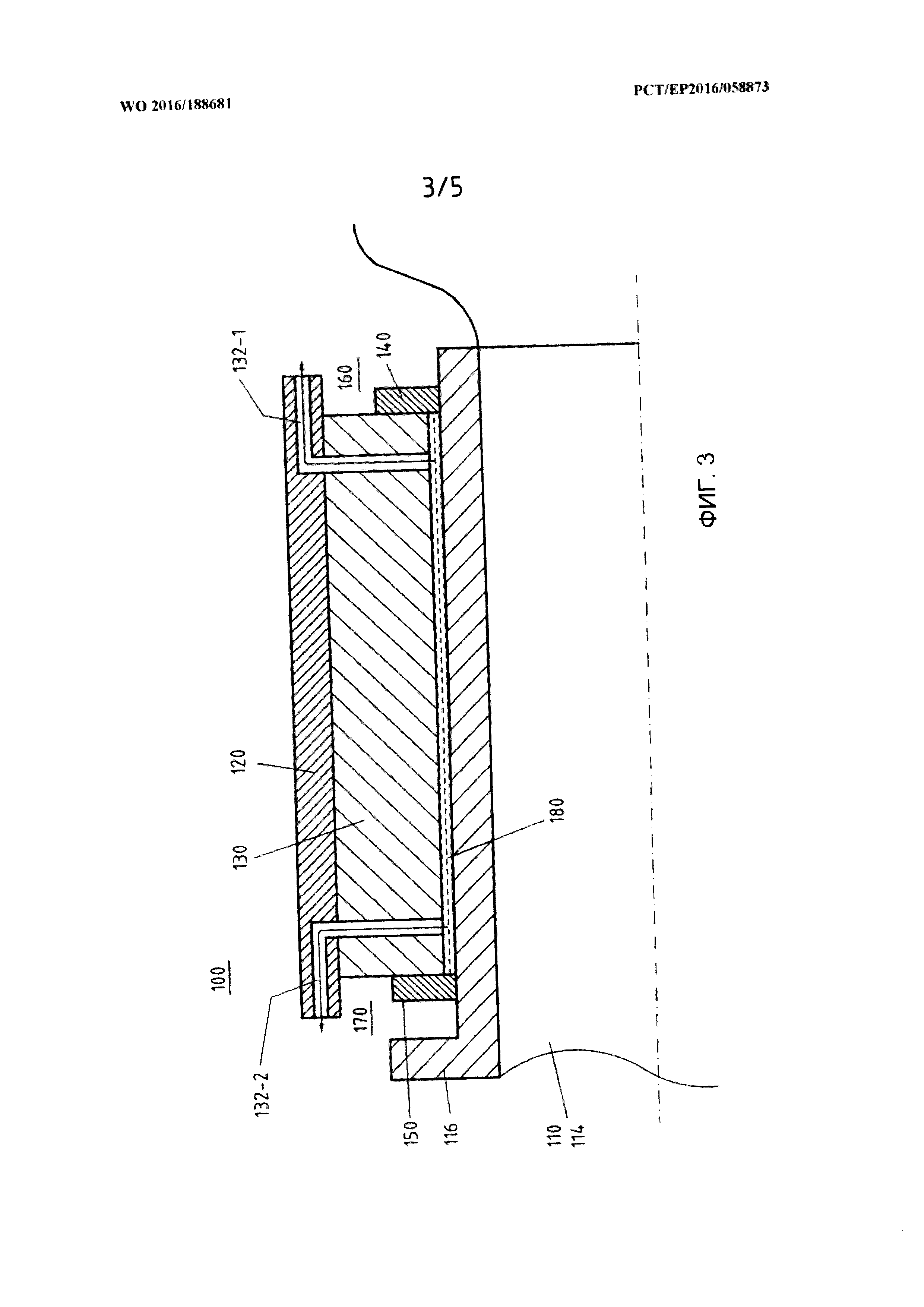
На фиг. 3 представлен второй пример реализации для валкового устройства - точнее для возможного прохождения отводящих каналов 132. Конкретно во втором примере реализации показано, что отводящий канал (131-2, 132-2) на стороне бочки валка и на стороне, удаленной от бочки валка, проходит - начиная от кольцевого зазора 180 - не только в радиальном направлении через опорную втулку 130, но далее от нее также через подушку 120 прокатной клети, чтобы на ее торцовых сторонах выйти в соответствующее пространство 160, 170 для приема масла, предпочтительно в осевом направлении.
Фиг. 4 иллюстрирует третий пример реализации соответствующего изобретению устройства, в частности, возможного прохождения отводящих каналов. В качестве особенности здесь следует отметить, что опорная втулка 130 содержит на ее внутренней стороне, обращенной к шейке 114 прокатного валка, камеру 136 маслосборника, и что по меньшей мере один отводящий канал 132-1, 132-2 сообщается по текучей среде с камерой 136 маслосборника. Под камерой маслосборника понимают локальную полость на внутренней стороне опорной втулки, и при этом камера маслосборника действует для обеспечения локального увеличения объема кольцевого зазора; в зоне камеры маслосборника толщина кольцевого зазора 180 и соответственно толщина находящейся в нем пленки масла увеличена.
Согласно изобретению, отводящие каналы 132, 132-1, 132-2 всегда образованы только в пропускной угловой области β и никогда в запорной угловой области α.
Фиг. 5 иллюстрирует возможные варианты расположения и формы поперечного сечения отводящих каналов. Изображенные там формы поперечного сечения в виде щели, круга или прямоугольника следует воспринимать исключительно в качестве примеров; естественно, форма поперечного сечения отводящих каналов может быть любой. Предпочтительно, когда отводящие каналы проходят в окружном направлении опорной втулки, будь то отводящие каналы с поперечным сечением в виде щели, как показано слева на фиг. 5, или в форме множества распределенных в окружном направлении одиночных отводящих каналов, как показано справа на фиг. 5.
Перечень обозначений:
100 Валковое устройство
110 Прокатный валок
112 Бочка валка
114 Шейка валка
116 Втулка шейки
120 Подушка прокатной клети
130 Опорная втулка
132 Отводящий канал
132-1 Отводящий канал на стороне бочки валка
132-2 Отводящий канал на стороне, удаленной от бочки
136 Камера маслосборника
140 Уплотнение на стороне бочки валка
150 Уплотнение на стороне, удаленной от бочки валка
160 Пространство для приема масла на стороне бочки валка
170 Пространство для приема масла на стороне, удаленной от бочки валка
180 Кольцевой зазор
α Запорная угловая область
β Пропускная угловая область
ϕ Угловая область для опорной точки нагрузки
А Опорная точка нагрузки
γ Угол
Способ изготовления металлической полосы
Опора для валка прокатного стана
Способ и устройство для изготовления металлической полосы методом непрерывной разливки, совмещенной с прокаткой
Устройство для повышения температуры удлиненного металлического прокатного материала и чистовой прокатный стан для изготовления и/или обработки удлиненного металлического прокатного материала
Способ установки правильного валка валковой правильной машины
Отклоняющее устройство для полосы и валковая система
Способ и устройство для изготовления металлической полосы непрерывным способом литья и прокатки
Мотальное устройство и способ для наматывания полосового материала
Устройство для наматывания металлической полосы
Способ и устройство для бесконтактной проверки состояния металлургического литого изделия
Опорный узел прокатного валка
Опорный узел
Опора для валка прокатного стана
Отклоняющее устройство для полосы и валковая система
Устройство и способ для охлаждения ролика
Способ и устройство для регулирования параметра прокатываемого материала
Клапан регулирования объемного расхода
Металлургическое устройство
Устройство и способ охлаждения металлических полос или листов

