Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ ТЕМПЕРАТУРЫ УДЛИНЕННОГО МЕТАЛЛИЧЕСКОГО ПРОКАТНОГО МАТЕРИАЛА И ЧИСТОВОЙ ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ И/ИЛИ ОБРАБОТКИ УДЛИНЕННОГО МЕТАЛЛИЧЕСКОГО ПРОКАТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к устройству для повышения температуры удлиненного металлического прокатного материала, включающему в себя нагревательное устройство, имеющее элементы индукционного нагрева для нагрева прокатного материала вдоль участка нагрева, и подающее устройство, имеющее роликовые элементы привода и/или рольганга в качестве активных или пассивных подающих элементов для перемещения прокатного материала в продольном распространении участка нагрева, причем элементы индукционного нагрева расположены в продольном распространении участка нагрева соответственно на расстоянии друг от друга через свободное пространство.
Кроме того, изобретение относится к чистовому прокатному стану для изготовления и/или обработки удлиненного металлического прокатного материала с устройством для повышения температуры удлиненного металлического прокатного материала.
В частности, соответствующие типу устройства хорошо известны из уровня техники, для того чтобы желаемым образом нагревать удлиненный металлический прокатный материал, как, например, полосы, слябы или тому подобное. При этом удлиненный металлический прокатный материал зачастую должен проходить ряд элементов индукционного нагрева с выбранной относительно узкой высотой прохода элементов индукционного нагрева, для того чтобы была возможность проходить наиболее близко мимо элементов индукционного нагрева, вследствие чего может достигаться наиболее высокий коэффициент полезного действия в отношении нагревательного устройства. Это имеет место, в частности, в том случае, если более тонкие полосы с толщиной, например, от 8 мм до 30 мм должны нагреваться при помощи индукционного нагрева с продольным полем. Известно, что если смотреть в направлении подачи, перед соответствующим участком элементов индукционного нагрева, говоря кратко перед участком нагрева, возможные неровности, выпуклости и/или загибы полосы в отношении удлиненного металлического прокатного материала могут уменьшаться, например, правильной машиной для полосы или выравнивающим устройством и/или при помощи разреза на головной части полосы. Тем не менее, в зависимости от преобладающих краевых условий соответствующего устройства выпуклости, загибы полосы или тому подобное могут все еще иметься в наличии. Сверх этого, выпуклость удлиненного металлического прокатного материала может также изменяться или увеличиваться в пределах более длинного, например длиной в 3 м, участка элементов индукционного нагрева, например, вследствие неравномерного нагрева или асимметричных тепловых потерь между верхней и нижней стороной удлиненного металлического прокатного материала. Далее при неисправности в расположенных ниже в прокатном стане агрегатах, при нарушениях массового расхода, при сбое питания во время подачи прокатного материала или тому подобном может образовываться петля полосы в области участка элементов индукционного нагрева.
Эти разъясненные лишь в качестве примера эффекты могут приводить к тому, что удлиненный металлический прокатный материал может входить в контакт с одним или несколькими элементами индукционного нагрева и нагревательное устройство может получать значительные повреждения.
Для того чтобы в пределах участка элементов индукционного нагрева уменьшать опасность контакта между удлиненным металлическим прокатным материалом и элементами индукционного нагрева, из CA 2633942 C известно устройство, включающее в себя нагрев кромок полосы элементами индукционного нагрева, которые расположены с обеих сторон от средней продольной линии участка нагрева устройства. Как перед, так и за элементами индукционного нагрева размещены конструктивные элементы выравнивающего устройства для выравнивания прокатного материала. Дополнительно эти конструктивные элементы еще соединены друг с другом при помощи удлиненного среднего конструктивного элемента выравнивающего устройства, так что выравнивающее устройство в целом распространяется вдоль участка элементов индукционного нагрева насквозь от входной области перед участком элементов индукционного нагрева до выходной области за участком элементов индукционного нагрева. Благодаря этому сконструированному таким образом выравнивающему устройству прокатный материал во время нагрева своих областей кромок может дополнительно выравниваться. Тем не менее, устройство из-за выполненного сквозным выравнивающего устройства имеет достаточно большую конструкцию. Кроме того, при помощи выполненного таким образом выравнивающего устройства, в частности, при более тонких прокатных материалах, как например, при более тонких полосах или тому подобном, не может исключаться то, что боковые области более тонкого прокатного материала при соответствующей деформации, несмотря на средний конструктивный элемент, все равно входят в контакт с элементами индукционного нагрева. В этом отношении показанное в упомянутом тексте устройство никоим образом не подходит для повышения температуры более тонких прокатных материалов при помощи индукции с продольным полем. Сверх этого, это выравнивающее устройство оказывает отрицательное воздействие на нагрев прокатного материала, так как удлиненный средний конструктивный элемент расположен в окружении участка нагрева. Таким образом, этот средний конструктивный элемент невыгодным образом также подвержен чрезмерному тепловому воздействию. Далее ввиду расположения удлиненного среднего конструктивного элемента выравнивающего устройства эта конструкция пригодна лишь в сочетании с нагревом кромок полосы. При проходящих насквозь по плоскости от одной стороны к другой стороне элементах индукционного нагрева известное из CA 2633942 C выравнивающее устройство и вовсе не может использоваться.
Далее из японского реферата JP 11123438 A известна другая установка горячей прокатки, которая имеет устройство индукционного нагрева с несколькими катушками индукционного нагрева для нагрева удлиненного металлического прокатного материала. При этом удлиненный металлический прокатный материал подается в направлении подачи через соответствующий зазор катушки индукционного нагрева. Для того чтобы исключать опасность того, что удлиненный металлический прокатный материал непреднамеренно наталкивается на внутренние стороны катушек индукционного нагрева, между каждой из катушек индукционного нагрева и как верхней, так и нижней стороной удлиненного металлического прокатного материала соответственно расположено два или более трубчатых элемента. Расположенные в каждой катушке индукционного нагрева на верхней и на нижней стороне удлиненного металлического прокатного материала трубчатые элементы проходят с точки зрения своего продольного распространения в направлении подачи удлиненного металлического прокатного материала и расположены рядом на расстоянии друг от друга поперек к направлению подачи. При этом трубчатые элементы изогнуты в U-образную форму и своими концами отвернуты от соответствующей катушки индукционного нагрева. На концах предусмотрены места подсоединения охлаждающего среда, так как через трубчатые элементы для их охлаждения проходит охлаждающая среда. Также это является обязательно необходимым, так как трубчатые элементы размещены в области индукционного поля между внутренними сторонами катушек индукционного нагрева и удлиненным металлическим прокатным материалом. Таким образом, трубчатые элементы непосредственно подвержены соответствующей тепловой нагрузке. Недостатком является также то, что вследствие этого ухудшается мощность нагрева индукционного устройства. Кроме того, благодаря трубчатым элементам дополнительно суживается размер прохода индуктора.
Сверх этого, из EP 0810044 A1 известно, в частности, устройство для производства горячекатаного стального листа, причем устройства включают в себя нагревательные устройства, между которыми расположены боковые направляющие, для того чтобы необработанную полосу проводить с боковым направлением.
Из EP 1707282 A1 известно дальнейшее устройство для производства стальных листов, включающее в себя блоки индукционного нагрева, причем между блоками индукционного нагрева расположены прижимные ролики и/или приводные ролики, при помощи которых стальные листы проводятся между элементами индукционного нагрева.
В основе изобретения лежит задача по усовершенствованию устройств для нагрева вытянутого металлического прокатного материала, в частности более тонких металлических полос, как, например, тонких стальных полос, в том отношении, что на плоскости может предотвращаться опасность соприкосновения и возможного повреждения, в частности, элементов индукционного нагрева удлиненным металлическим прокатным материалом.
Задача изобретения решается с помощью устройства для повышения температуры удлиненного металлического прокатного материала, включающего в себя нагревательное устройство, имеющее элементы индукционного нагрева для нагрева прокатного материала вдоль участка нагрева, и подающее устройство, имеющее роликовые элементы привода и/или рольганга в качестве активных или пассивных подающих элементов для перемещения прокатного материала в продольном распространении участка нагрева, причем элементы индукционного нагрева расположены в продольном распространении участка нагрева соответственно на расстоянии друг от друга через свободное пространство, и причем в свободном пространстве соответственно, в частности, полностью расположен отклоняющий элемент скольжения, для того чтобы предотвращать соприкосновение поданного прокатного материала с элементами индукционного нагрева.
Благодаря отклоняющему элементу скольжения, размещенному, в частности, таким образом между двумя элементами индукционного нагрева, расположенными в продольном распространении участка нагрева друг за другом, фактический участок нагрева свободен от создающих помехи конструктивных элементов, вследствие чего обеспечен, в частности, плоскостной нагрев удлиненного металлического прокатного материала и эффективный нагрев вследствие минимального размера прохода на участке нагрева. Тем не менее, пресечена, в частности, опасность того, что удлиненный металлический прокатный материал во время своей подачи через участок нагрева непреднамеренно столкнется с одним из элементов индукционного нагрева, например, на широкополосном стане горячей прокатки. Целесообразно в первую очередь перемещение более тонких полос или тому подобного через участок нагрева проектируется более безопасно.
То же самое имеет место, если устройство включает в себя боковые направляющие элементы, которые находятся в свободном пространстве друг против друга и расположены между двумя непосредственно соседними элементами индукционного нагрева. При помощи расположенных таким образом боковых направляющих элементов хорошо обеспечено боковое направление поданного прокатного материала поперек к участку нагрева. Возможность направления прервана в этом случае лишь элементами индукционного нагрева.
Вследствие того что отклоняющий элемент скольжения расположен предпочтительно полностью в соответствующем свободном пространстве между двумя элементами индукционного нагрева, отклоняющий элемент скольжения предпочтительно не оказывает отрицательного влияния на мощность нагрева воздействующих на прокатный материал элементов индукционного нагрева, так как отклоняющий элемент скольжения расположен рядом с элементами индукционного нагрева, а не между ними и прокатным материалом. В этом отношении отклоняющий элемент скольжения расположен за пределами соответствующей поверхности нагрева соответствующего элемента индукционного нагрева.
Понятие "полностью" описывает в свете изобретения то, что взаимодействующие, в частности, с прокатным материалом отклоняющие поверхности скольжения или другие соответствующие области отклоняющего элемента скольжения расположены в пределах области свободных пространств между элементами индукционного нагрева.
Таким образом, предпочтительно, если отклоняющий элемент скольжения расположен за пределами обращенных к прокатному материалу поверхностей элементов индукционного нагрева.
В этом отношении соответствующее изобретению устройство может эксплуатироваться существенно более технически безопасно, чем это до сих пор возможно в уровне техники. В итоге вследствие этого может более безопасно эксплуатироваться прокатная установка, вследствие чего тем самым также в соответствующем чистовом прокатном стане для изготовления удлиненного металлического прокатного материала может увеличиваться производительность.
В данном случае свободные пространства и элементы индукционного нагрева расположены в продольном распространении участка нагрева попеременно относительно друг друга, то есть они чередуются друг с другом.
Задача решается также с помощью чистового прокатного стана для изготовления и/или обработки удлиненного металлического прокатного материала с устройством для повышения температуры удлиненного металлического прокатного материала, причем чистовой прокатный стан включает в себя устройство для повышения температуры удлиненного металлического прокатного материала по одному из описанных здесь признаков.
В частности, если чистовой прокатный стан включает в себя установку непрерывного литья и проката, неполадки из-за проблемы в области участка нагрева устройства для повышения температуры могут останавливать все производство, например могут приводить к остановке литья при непрерывной прокатке полос. В этом отношении предпочтительно, если представленное устройство используется в связи с такой установкой непрерывного литья и проката.
Понятие "удлиненный металлический прокатный материал" описывает в данном случае изготовленные посредством горячей прокатки металлические и соответственно стальные полосы или металлические и соответственно стальные листы, слябы, заготовки или тому подобное, которые для последующей обработки должны подвергаться повышению температуры.
Для подобного повышения температуры устройство имеет нагревательное устройство с множеством элементов индукционного нагрева, предпочтительно мест индукционного нагрева продольным полем. Таким образом, понятие "нагревательное устройство", в частности, также относится предпочтительно к индукционному нагреву продольным полем, который согласно изобретению используется в соответствующем изобретению устройстве. Таким образом, соответствующее изобретению устройство наиболее хорошо подходит для повышения температуры удлиненного металлического прокатного материала с толщиной прокатного материала более чем 6 мм.
Понятие "отклоняющий элемент скольжения" описывает в свете изобретения любые элементы, при помощи которых возможно удерживать поданный прокатный материал на расстоянии от элементов индукционного нагрева, не осуществляя посредством снабженного двигателем привода или посредством движения прокатного материала существенное собственное движение, как, например, вращательное движение.
В этом отношении отклоняющий элемент скольжения отличается, в частности, тем, что он выполнен относительно поданного прокатного материала предпочтительно полностью неподвижным и, в частности, без возможности вращения, в частности, если поданный прокатный материал вступает в действующий контакт с отклоняющим элементом скольжения, если прокатный материал перемещается или подается через участок нагрева в направлении подачи. В этом отношении отклоняющий элемент воздействует на движение прокатного материала в качестве тормоза.
От этого отклоняющего элемента скольжения активные или пассивные подающие элементы подающего устройства отличаются тем, что эти подающие элементы содействуют движению прокатного материала через участок нагрева и даже инициируют это движение. Так, активные подающие элементы включают в себя, например, приводимые в движение двигателем роликовые элементы привода, при помощи которых прокатный материал может укоряться. Пассивные же подающие элементы включают в себя, например, роликовые элементы рольганга, по которым прокатный материал может катиться.
Предпочтительный альтернативный вариант осуществления предусматривает то, что отклоняющий элемент скольжения расположен между одним из активных или пассивных подающих элементов и одним из элементов индукционного нагрева. При этом отклоняющий элемент скольжения предпочтительно расположен на высоте роликовых элементов привода и/или рольганга и элементов индукционного нагрева таким образом, что удлиненный металлический прокатный материал не только наиболее хорошо может удерживаться на расстоянии от отдельных элементов индукционного нагрева, но и сверх этого предпочтительно подводиться к активным или пассивным подающим элементам, если таковые имеются.
Следует понимать, что отклоняющий элемент скольжения может иметь разнообразные конструкции. Тем не менее, наиболее предпочтительно, если отклоняющий элемент скольжения включает в себя неподвижную относительно поданного прокатного материала отклоняющую головную часть. Этой отклоняющей головной частью отклоняющий элемент скольжения может лишь частично вдаваться в участок нагрева.
Отклоняющий элемент скольжения или соответствующая отклоняющая головная часть может состоять среди прочего из устойчивого к деформациям пластинчатого элемента или нескольких пластинчатых элементов.
Или отклоняющий элемент скольжения или соответствующая отклоняющая головная часть может быть выполнена в виде по меньшей мере одного узкого элемента-ребра. Если предусмотрено несколько элементов-ребер, то между отдельными элементами-ребрами могут быть расположены термоизоляционные плиты или маты, вследствие чего предпочтительно могут выполняться две функции, а именно, с одной стороны, функция отклоняющего элемента скольжения, а с другой стороны, функция термоизоляции.
Кроме того, отклоняющий элемент скольжения может быть изготовлен из термостойкого материала.
Предпочтительно, по меньшей мере, эта отклоняющая головная часть имеет внутреннее жидкостное охлаждение, так что она лучше защищена от критического нагрева теплотой излучения, например, нагретого сляба, или горячего листа, или тому подобного.
Подвод охлаждающей среды, в частности, регулируемой отклоняющей головной части предпочтительно осуществляется при помощи гибкого шлангового соединения.
Далее является исключительно предпочтительным, если отклоняющий элемент скольжения имеет скат с заходной наклонной поверхностью, так что прокатный материал может лучше отклоняться в предусмотренную плоскость подачи.
Соответствующий элемент индукционного нагрева может наиболее хорошо защищаться на плоскости от столкновения с прокатным материалом, если отклоняющий элемент скольжения своей длинной стороной расположен поперек продольного распространения участка нагрева в свободном пространстве.
Наиболее целесообразно, если отклоняющий элемент скольжения расположен, распространяясь более чем на 60%, предпочтительно более чем на 90%, по ширине участка нагрева. То есть отклоняющий элемент скольжения распространяется при этом поперек участка нагрева или поперек продольного распространения участка нагрева.
Если отклоняющий элемент скольжения расположен в находящихся выше и/или ниже плоскости подачи участка нагрева свободных пространствах между двумя непосредственно соседними элементами индукционного нагрева, то прокатный материал может предпочтительно проводиться через участок нагрева как напротив верхних областей элементов индукционного нагрева, так и напротив нижних областей элементов индукционного нагрева.
Сверх этого, далее предпочтительно, если по меньшей мере два отклоняющих элемента скольжения расположены в виде отклоняющего блока друг против друга в вертикальном направлении - относительно участка нагрева. Благодаря подобному расположению имеющиеся сверху и снизу элементы индукционного нагрева могут наиболее хорошо защищаться от механического повреждения.
Зачастую также роликовый элемент рольганга на нижней стороне и отклоняющий элемент скольжения на верхней стороне располагаются друг против друга между двумя элементами индукционного нагрева.
Далее предпочтительно, если несколько отклоняющих блоков, состоящих из противоположных в вертикальном направлении отклоняющих элементов скольжения, образуют проходящее вдоль продольного распространения участка нагрева устройство ограничения высоты. Благодаря этому устройству ограничения высоты может наиболее хорошо ограничиваться высота прохода участка нагрева, так что как верхние, так и нижние области элементов индукционного нагрева очень хорошо защищены от механических повреждений.
Далее предпочтительно, если по меньшей мере два отклоняющих элемента скольжения расположены в виде отклоняющего блока на противоположной стороне от роликовых элементов рольганга - относительно участка нагрева.
Сверх этого, дальнейшее предпочтительное расположение предусматривает то, что отклоняющие элементы скольжения и элементы индукционного нагрева расположены вдоль участка нагрева, чередуясь друг с другом. Благодаря этому попеременному расположению может обеспечиваться то, что, если смотреть в направлении подачи или в продольном распространении участка нагрева, как перед, так и за соответствующим элементом индукционного нагрева расположен отклоняющий элемент скольжения, вследствие чего защита отдельных элементов индукционного нагрева может дополнительно улучшаться.
Следует понимать, что положение отклоняющего элемента скольжения относительно ближайшего элемента индукционного нагрева может выбираться по-разному. Тем не менее, было обнаружено, что положение отклоняющего элемента скольжения установлено наиболее предпочтительно, если устройство отличается горизонтальным расстоянием AГор между отклоняющим элементом скольжения и непосредственно соседним элементом индукционного нагрева, расстоянием AИНДГор между элементами индукционного нагрева и шириной B отклоняющего элемента скольжения, причем AГор=1/2×(AИНДГор-B)=(0-25%)×AИНДГор.
В частности оказалось предпочтительным, если, в частности, нижний подающий элемент расположен от ближайшего элемента индукционного нагрева или ближайших элементов индукционного нагрева на расстоянии, если смотреть в направлении подачи, менее чем 100 мм, предпочтительно менее чем 40 мм.
Сверх этого, столкновение прокатного материала с одним из элементов индукционного нагрева может еще лучше предотвращаться, если устройство отличается высотой HИНД прохода элементов индукционного нагрева, а также вертикальным расстоянием AВертAили AВертF между верхним отклоняющим элементом скольжения и нижним отклоняющим элементом скольжения или нижним подающим элементом, причем AВертAили AВертF≤HИНД.
Далее оказалось преимуществом, если при высоте HИНД прохода элементов индукционного нагрева <200 мм, предпочтительно <80 мм, в одном из свободных пространств расположен по меньшей мере один отклоняющий элемент скольжения. Вследствие этого возникшие или уже имеющиеся на прокатном материале неровности могут лучше отклоняться.
Сверх этого, предпочтительно, если устройство отличается разностью Δx между высотой HИНД прохода элементов индукционного нагрева и толщиной h прокатного материала, причем Δx=HИНД-h≤125 мм.
Равным образом предпочтительно отношение V толщины h прокатного материала к высоте HИНД прохода элементов индукционного нагрева с V=(h/HИНД)≤0,5 или предпочтительно с V=(h/HИНД)≤0,25.
В частности конструктивное исполнение данного устройства может дополнительно упрощаться, если отклоняющий элемент скольжения включает в себя роликовый элемент привода и/или рольганга.
Далее предпочтительно, если отклоняющий элемент скольжения может регулироваться по высоте относительно плоскости подачи участка нагрева и/или может относительно смещаться по отношению к элементам индукционного нагрева.
Предпочтительно устройство может дополнительно отличаться горизонтальным расстоянием AГорS между боковым направляющим элементом и непосредственно соседним элементом индукционного нагрева, шириной BИНД прохода элементов индукционного нагрева и шириной BF прохода боковых направляющих, причем AГорS=1/2×(BИНД-BF)=(0-25%)×BИНД.
Далее крайне предпочтительно, если несколько боковых направляющих блоков, состоящих из противоположных друг другу в горизонтальном направлении боковых направляющих элементов, образуют проходящее вдоль продольного распространения участка нагрева устройство ограничения ширины. Благодаря этому устройству ограничения ширины может наиболее хорошо ограничиваться ширина прохода участка нагрева, так что прокатный материал также хорошо проведен в пределах плоскости подачи с боковым ограничением.
Ширина прохождения в идеале установлена несколько более узкой, чем внутренний размер ширины элемента индукционного нагрева, предпочтительно меньше или равна 100 мм.
Далее предпочтительно, если боковые направляющие элементы неподвижно закреплены в максимальном положении. Или внутренний размер ширины предпочтительно может поблочно устанавливаться в зависимости от ширины прокатного материала.
Сверх этого, боковые направляющие элементы могут быть также изготовлены без охлаждения из термостойкого материала. Или они имеют внутреннее охлаждение.
Следует понимать, что данные отклоняющие элементы скольжения или отклоняющие блоки, а также боковые направляющие элементы или боковые направляющие блоки совместно или по отдельности могут быть выполнены конструктивно разнообразно.
Исключительно безопасное прохождение через участок нагрева и без контакта с элементами индукционного нагрева может обеспечиваться, если состоящий по меньшей мере из двух противоположных друг другу в вертикальном направлении отклоняющих элементов скольжения отклоняющий блок и/или состоящий из двух противоположных друг другу в горизонтальном направлении боковых направляющих элементов боковой направляющий блок совместно или соответственно по отдельности образуют, по меньшей мере, частично входную воронку прокатного материала. В остальном то же самое имеет место также в отношении прохода из по меньшей мере одного отклоняющего элемента скольжения и одного противоположного в вертикальном направлении роликового элемента рольганга.
При этом отклоняющий блок и соответствующий этому отклоняющему блоку боковой направляющий блок могут образовывать совместный блок или же могут быть также выполнены соответственно по отдельности.
В этом месте следует еще упомянуть, что в связи с использованным в данном устройстве нагревательным устройством могут использоваться различные типы элементов индукционного нагрева, в частности закрытой или открытой конструкции.
При элементах индукционного нагрева закрытой конструкции удлиненный металлический прокатный материал должен, как правило, перемещаться через отверстие прямоугольной, замкнутой, жесткой рамы элемента индукционного нагрева. Чтобы прокатный материал мог без проблем попадать вовнутрь отверстия этой рамы, головная часть полосы прокатного материала заранее отрезается ножницами и/или прокатный материал проводится через отдельную правильную машину, состоящую из, например, от трех до пяти правильных роликов. До и в пределах участка нагрева сверху и при необходимости снизу располагаются отклоняющие элементы скольжения, и/или на обеих сторонах участка нагрева располагаются дополнительные боковые направляющие элементы между предпочтительно каждым элементом индукционного нагрева, для того чтобы вследствие этого осуществлять перемещение через участок нагрева технически безопасно. Благодаря этой мере образуется в некотором роде туннель, который сверху, снизу и при необходимости также по бокам хорошо предотвращает попадание прокатного материала на элементы индукционного нагрева или другие конструктивные элементы или даже застревание в элементах индукционного нагрева. Таким образом, отклоняющие элементы скольжения и боковые направляющие элементы, с одной стороны, а также элементы индукционного нагрева, с другой стороны, чередуются в своем расположении в направлении продольного распространения участка нагрева. Дополнительно или же альтернативно отклоняющим элементам скольжения перед и/или между отдельными элементами индукционного нагрева при необходимости могут быть также расположены подающие элементы, для того чтобы вследствие этого улучшать прохождение прокатного материала через участок нагрева и/или делать возможным отклонение, прижатие и соответственно центрирование прокатного материала, в частности, в области свободных пространств.
С другой стороны, могут также использоваться составные и предпочтительно регулируемые элементы индукционного нагрева открытой конструкции, которые состоят из двух половин, в частности нижней части и верхней части, которые могут охватывать прокатный материал в виде C-образной формы. В этом случае соответствующее электромагнитное продольное поле создается посредством расположенных с пространственным разделением половин элементов индукционного нагрева. Таким образом, соответствующее обратное течение тока осуществляется с одной стороны прокатного материала внутри закрытого корпуса. Составные элементы индукционного нагрева имеют по сравнению с закрытыми элементами индукционного нагрева то преимущество, что высота прохода элементов индукционного нагрева может регулироваться. То есть верхние и нижние половины элементов индукционного нагрева или верхняя и нижняя часть элемента индукционного нагрева расположены с возможностью физического перемещения относительно друг друга. При этом исполнении можно отказаться, например, от выравнивающего устройства или правильной машины для полосы или обрезных ножниц перед участком нагрева, или безопасность подачи дополнительно повышается при использовании всех мер. В частности, это имеет место, если речь идет о нагревательном устройстве с элементами индукционного нагрева в установке непрерывного литья и проката, при которой длина головной части полосы крайне мала по сравнению с общей длиной бесконечной полосы. В этом случае в первую очередь головная часть полосы должна безопасно проводиться через участок нагрева, причем это предпочтительно может происходить вследствие того, что в области текущего положения головной части полосы элементы индукционного нагрева дополнительно раскрываются, для того чтобы пропускать загиб, выпуклость полосы или тому подобное. Затем, прежде всего, если в области участка нагрева создано соответствующее натяжение полосы, отдельные элементы индукционного нагрева снова закрываются, устанавливаются в рабочее положение и затем активируются. При этом принципе индукции продольного поля высота прохода элементов индукционного нагрева может регулироваться в наиболее узком диапазоне, вследствие чего может предпочтительно увеличиваться коэффициент полезного действия элементов индукционного нагрева и тем самым общая, действующая на прокатный материал тепловая мощность. Дополнительно безопасность заключается в том, что при неисправностях или отклонениях прокатного материала любого типа соответствующий элемент индукционного нагрева может раскрываться, вследствие чего он может лучше защищаться от дальнейшего механического повреждения посредством контакта с прокатным материалом. До и, в частности, в пределах участка нагрева дополнительно сверху и при необходимости снизу расположены отклоняющие элементы скольжения, и при необходимости дополнительно на обеих сторонах расположены боковые направляющие элементы между предпочтительно каждым из имеющихся элементов индукционного нагрева, для того чтобы таким образом осуществлять перемещение через участок нагрева наиболее безопасно и сверху, снизу и по бокам предотвращать застревание или столкновение прокатного материала в одном из элементов индукционного нагрева. Наиболее предпочтительно, если в случае неисправности элементы индукционного нагрева можно широко раскрыть. Это может осуществляться, например, вследствие того, что, к примеру, верхние половины элементов индукционного нагрева могут полностью подниматься или откидываться. Дополнительно или альтернативно элементы индукционного нагрева могут линейно выдвигаться в сторону поперек продольного распространения участка нагрева.
Следует понимать, что отклоняющие элементы скольжения, а также дополнительные боковые направляющие элементы могут встраиваться и соответственно закрепляться в данном устройстве практически произвольно. Например, отклоняющие элементы скольжения и элементы индукционного нагрева могут быть закреплены на одном общем несущем каркасе. Вследствие этого в идеале они совместно расположены с возможностью регулировки по высоте, с возможностью смещения в стороны поперек продольного распространения участка нагрева или с возможностью откидывания в сторону. Альтернативно также возможна отдельная регулировка положения отклоняющих элементов скольжения, боковых направляющих элементов, а также элементов индукционного нагрева. Сверх этого, также возможно то, что отклоняющие элементы скольжения занимают неподвижное положение, то есть расположены неподвижно в устройстве, причем в этом случае лишь элементы индукционного нагрева могут регулироваться соответствующим образом.
В этом отношении, в частности, отклоняющие элементы скольжения могут быть расположены неподвижно, с возможностью ступенчатой или плавной регулировки по высоте.
Таким образом, предпочтительно, если отклоняющие элементы скольжения расположены с возможностью вертикальной регулировки.
При этом целесообразно, если отклоняющие элементы скольжения отдельно или в корпусе вместе с регулируемыми элементами индукционного нагрева расположены с возможностью вертикальной регулировки.
Отклоняющие элементы скольжения, а также боковые направляющие элементы могут быть изготовлены предпочтительно из ферритного или предпочтительно из аустенитного материала, например из легированной стали, сплава на основе никеля, сплава хром-никель-железо, а также из огнеупорного бетона, керамики или тому подобного.
Поэтому предпочтительно, если отклоняющие элементы скольжения изготовлены из термостойкого материала и/или имеют внутреннее охлаждение, причем подвод охлаждающей среды охлаждаемого отклоняющего элемента скольжения имеет шланговое соединение.
Шланговое соединение может конструктивно просто реализовывать гибкое подсоединение относительно регулируемых в вертикальном направлении по высоте отклоняющих элементов.
Далее предпочтительно, если отклоняющие элементы скольжения и боковые направляющие элементы электрически изолированы от других металлических конструктивных элементов. Или принимаются другие меры, для того чтобы разрывать индуктированную цепь тока.
Предпочтительно внутреннее жидкостное охлаждение могут иметь не только отклоняющие элементы скольжения и при необходимости также боковые направляющие элементы, но и дальнейшие подающие элементы, как, например, роликовые элементы привода, рольганга, а также прижимные роликовые элементы.
Сверх этого, предпочтительно, если устройство сразу же включает в себя правильное устройство для правки прокатного материала. Однако от подобного правильного устройства можно также предпочтительно отказаться, если нагревательное устройство включает в себя составные элементы индукционного нагрева.
Предпочтительно при помощи данного устройства может постоянно технически безопасно предотвращаться самопроизвольный контакт между удлиненным металлическим прокатным материалом и элементами индукционного нагрева вне зависимости от конструкции элементов индукционного нагрева.
Сверх этого, наиболее хорошо уменьшена также опасность общего повреждения удлиненного металлического прокатного материала, как, например, застревание удлиненного металлического прокатного материала уже в головной части полосы внутри участка нагрева.
Дальнейшие преимущества, цели и свойства данного изобретения разъясняются при помощи чертежей и последующего описания, в которых в качестве примера изображено и описано устройство для повышения температуры с элементами индукционного нагрева и с неподвижными относительно подаваемого прокатного материала отклоняющими элементами скольжения, которые расположены в свободных пространствах, образованных посредством расположенных друг за другом вдоль участка нагрева элементов индукционного нагрева.
При этом компоненты, которые на отдельных чертежах, по меньшей мере, по существу совпадают с точки зрения своей функции, могут быть обозначены одинаковыми ссылочными позициями, причем компоненты должны быть снабжены ссылочными позициями и разъяснены не на всех чертежах.
НА ЧЕРТЕЖАХ ПОКАЗАНЫ:
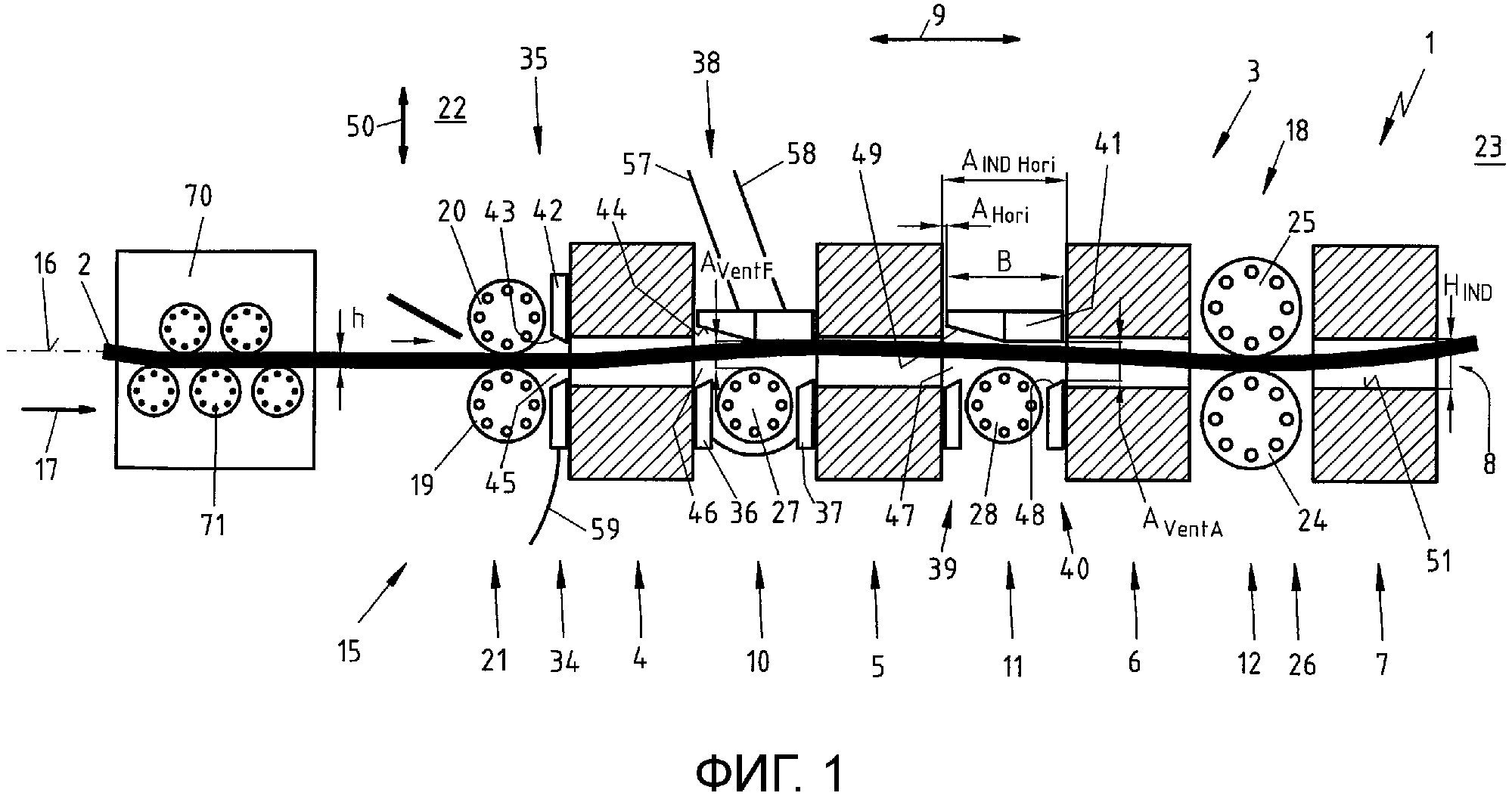
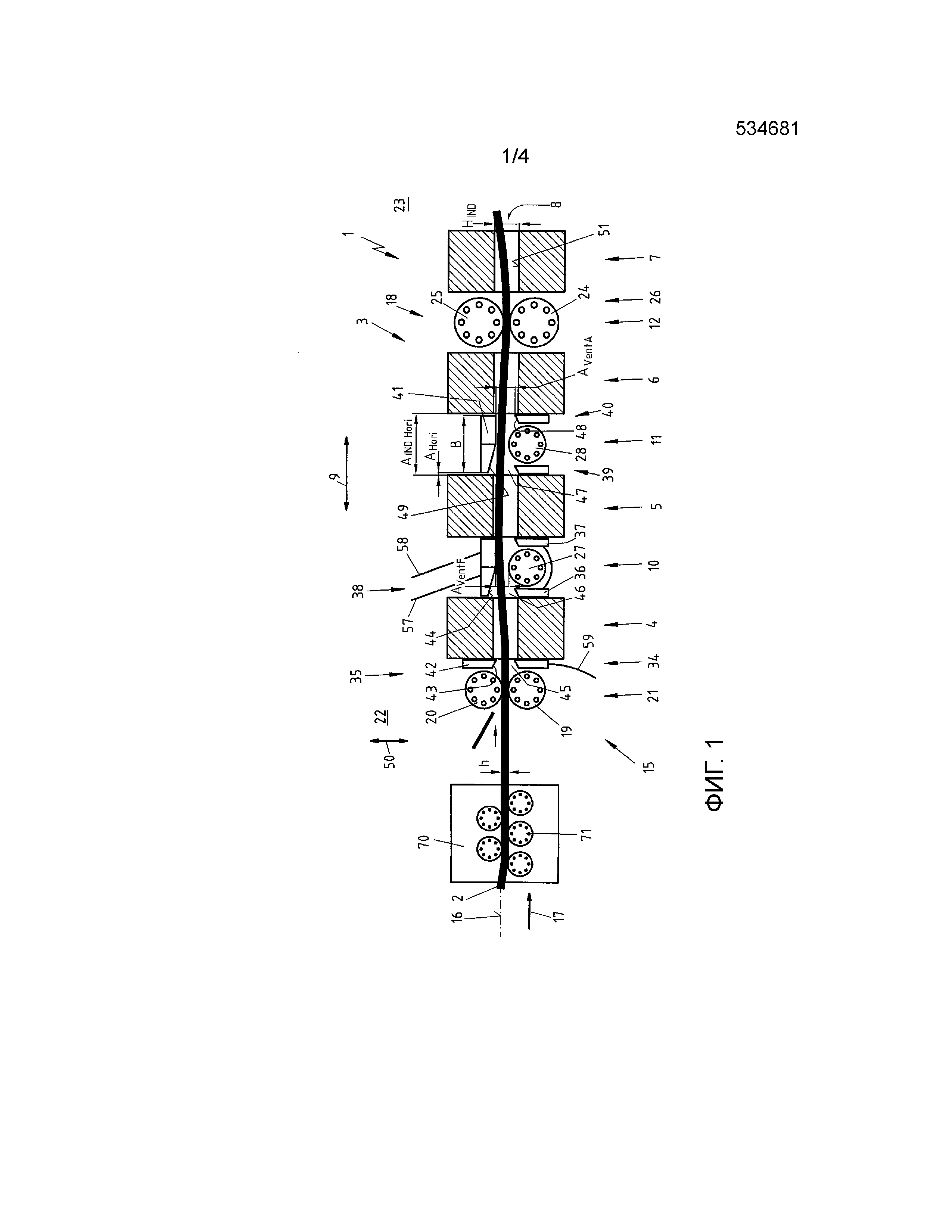
фиг. 1 - схематично вид сбоку устройства повышения температуры с расположенными друг за другом вдоль участка нагрева и имеющими форму кольца, состоящими из одной части элементами индукционного нагрева и с расположенными между ними отклоняющими элементами скольжения;
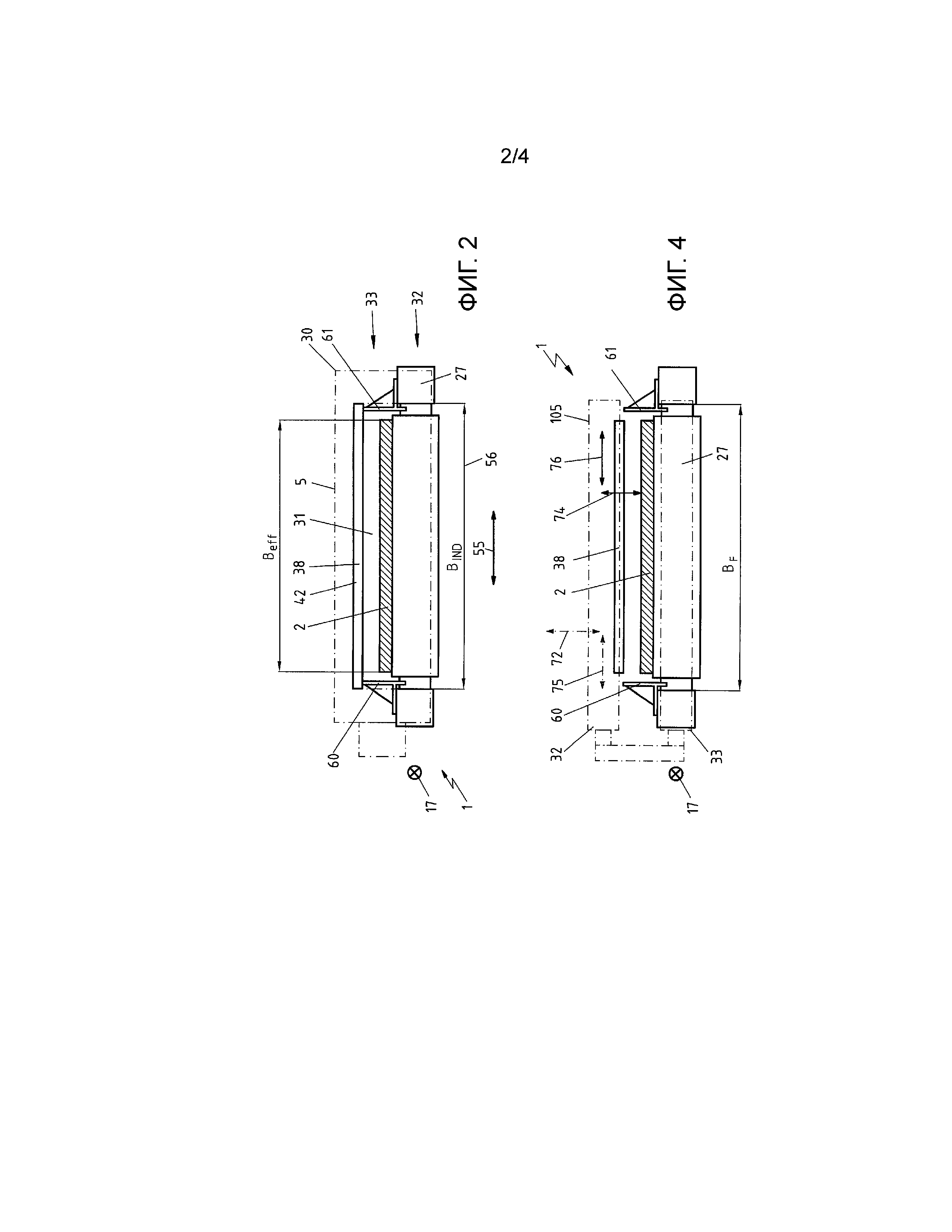
фиг. 2 - схематично вид поперечного разреза устройства из фиг. 1 с дополнительно установленными боковыми направляющими элементами;
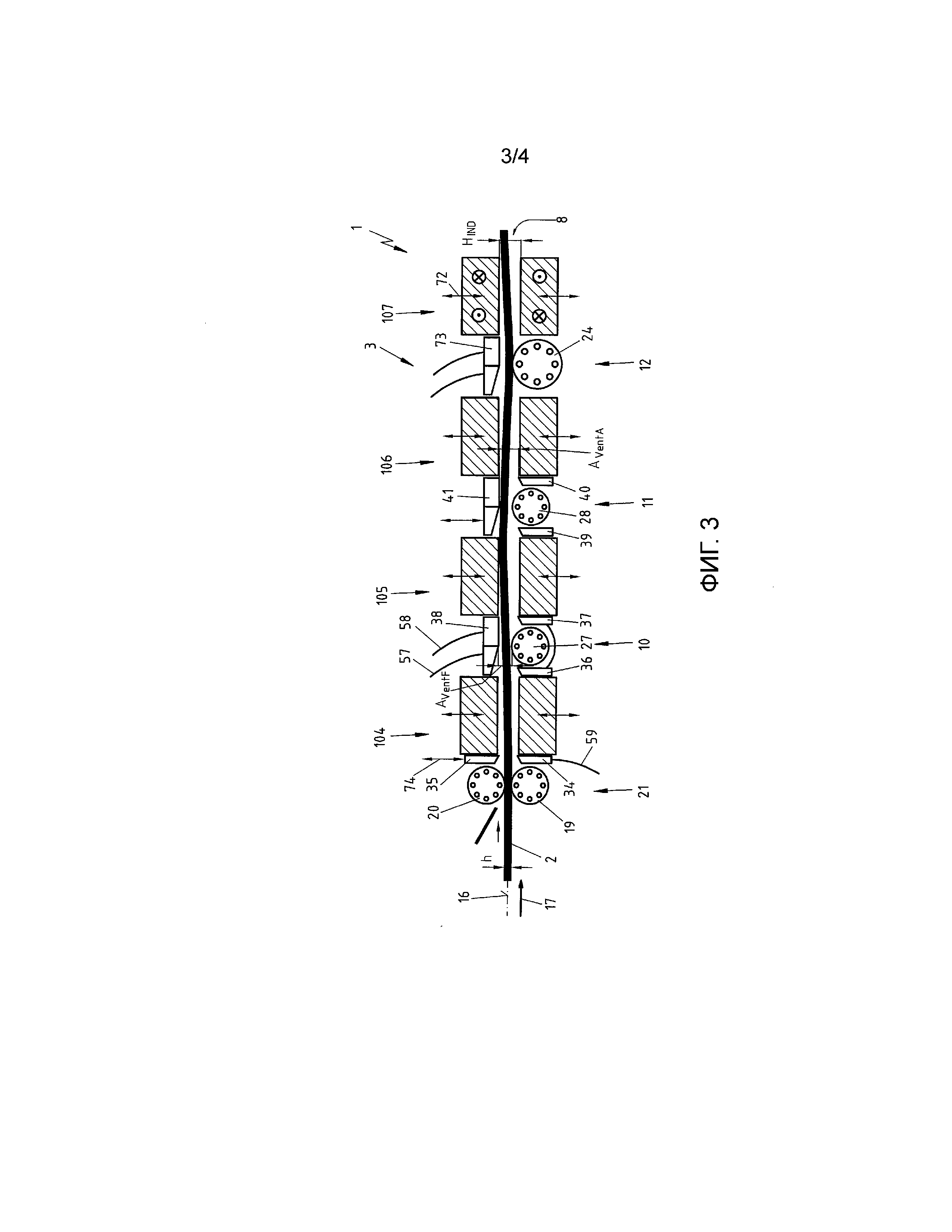
фиг. 3 - схематично вид сбоку устройства повышения температуры из фиг. 1 и 2 с расположенными друг за другом вдоль участка нагрева и состоящими из двух частей и тем самым альтернативными элементами индукционного нагрева (обратное течение тока внутри соответствующей половины индуктора);
фиг. 4 - схематично вид поперечного разреза устройства из фиг. 3;
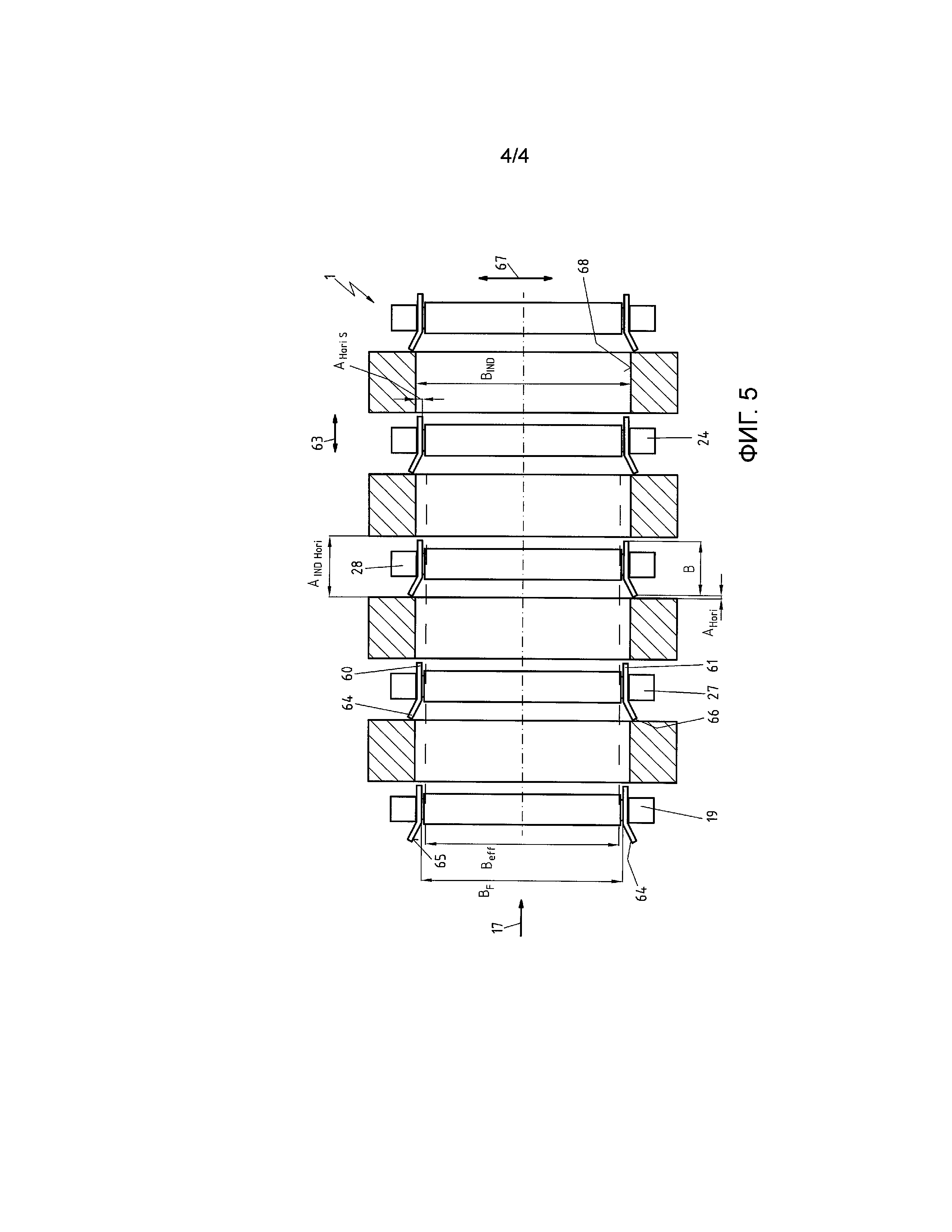
фиг. 5 - схематично примерный вид сверху возможного в связи с устройством повышения температуры из фиг. с 1 по 4 участка нагрева с расположенными друг за другом элементами индукционного нагрева и с расположенными между ними отклоняющими элементами скольжения и боковыми направляющими элементами.
Показанное на фиг. 1 и 2 устройство 1 для повышения температуры удлиненного металлического прокатного материала 2 имеет нагревательное устройство 3, которое в целом включает в себя четыре элемента 4, 5, 6 и 7 индукционного нагрева. Четыре элемента с 4 по 7 индукционного нагрева расположены друг за другом вдоль участка 8 нагрева нагревательного устройства 3 или, выражаясь иначе, в продольном распространении 9 участка 8 нагрева, так что при помощи совокупности четырех элементов 4, 5, 6 и 7 индукционного нагрева образован индукционный нагрев продольным полем (в данном случае отдельно не обозначен ссылочной позицией). Четыре элемента 4, 5, 6 и 7 индукционного нагрева размещены таким образом в устройстве 1 относительно друг друга, что они вдоль участка 8 нагрева расположены через горизонтальное расстояние AИНДГор друг от друга, вследствие чего между обоими элементами 4 и 5 индукционного нагрева получается соответствующее переднее свободное пространство 10, между обоими элементами 5 и 6 индукционного нагрева соответствующее среднее свободное пространство 11 и между обоими элементами 6 и 7 индукционного нагрева, наконец, еще одно соответствующее заднее свободное пространство 12.
Далее устройство 1 имеет подающее устройство 15, при помощи которого удлиненный металлический прокатный материал 2 перемещается в ориентированной горизонтально плоскости 16 подачи в направлении 17 подачи через участок 8 нагрева и в соответствии с этим мимо элементов с 4 по 7 индукционного нагрева. В этом примере осуществления продающее устройство 15 снабжено для этого как активными, так и пассивными подающими элементами 18 (обозначены ссылочной позицией лишь в качестве примера).
В качестве активных подающих элементов 18 в данном случае предусмотрены роликовые элементы 19 и 20 привода переднего приводного блока 21 во входной области 22 участка 8 нагрева, а в выходной области 23 участка 8 нагрева нижний роликовый элемент 24 привода и прижимной роликовый элемент 25 заднего приводного блока 26.
В качестве пассивных подающих элементов 18 ниже плоскости 16 подачи предусмотрены два роликовых элемента 27 и 28 рольганга.
В этом примере осуществления четыре элемента с 4 по 7 индукционного нагрева соответственно имеют закрытую конструкцию, то есть включают в себя прямоугольную замкнутую деталь 30 корпуса (см., в частности, фиг. 2) с неизменным проходным отверстием 31 для прокатного материала. Это означает, что верхняя часть 32 и нижняя часть 33 соответствующего элемента 4, 5, 6 и 7 индукционного нагрева расположены неподвижно относительно друг друга и, таким образом, неразъемно соединены друг с другом.
Чтобы приведенный в движение в направлении 17 подачи через участок 8 нагрева и при определенных условиях искривленный прокатный материал 2 подавался через неизменные проходные отверстия 31 для прокатного материала четырех элементов 4, 5, 6 и 7 индукционного нагрева все-таки технически безопасно и без соприкосновений, а именно не вступал в механический контакт с верхними или нижними частями 33 или 32 четырех элементов 4, 5, 6 и 7 индукционного нагрева, устройство 1 имеет множество расположенных неподвижно относительно поданного прокатного материала 2 отклоняющих элементов 34, 35, 36, 37, 38, 39, 40 и 41 скольжения, которые расположены в свободных пространствах 10 и 11 между элементами 4, 5 и соответственно 6 индукционного нагрева и дополнительно или альтернативно между активными или пассивными подающими элементами 18 и этими элементами 4, 5 или 6 индукционного нагрева.
Расположенные в вертикальном направлении на противоположных сторонах соответственно сверху и снизу отклоняющие элементы 34 и 35, а также 36 или 37 и 38, а также 39 или 40 и 41 скольжения соответственно образуют отклоняющий блок (отдельно не снабжен ссылочной позицией).
Таким образом, отклоняющие элементы 34, 35, 36, 37, 38, 39, 40, 41 скольжения соответствующего отклоняющего блока и элементы 4, 5, 6, 7 индукционного нагрева расположены вдоль участка 8 нагрева, чередуясь друг с другом или попеременно друг за другом.
Отклоняющие элементы 34, 35, 36, 37, 38, 39, 40 и 41 скольжения соответственно отличаются пластинчатой отклоняющей головной частью 42 (снабжена ссылочной позицией лишь в качестве примера), которые расположены ближе к плоскости 16 подачи, чем элементы с 4 по 7 индукционного нагрева. Уже вследствие этого уменьшается опасность того, что прокатный материал 2 столкнется с этими элементами с 4 по 7 индукционного нагрева.
Соответствующая пластинчатая отклоняющая головная часть 42 отклоняющих элементов 34, 35, 36, 37, 38, 39, 40 и 41 скольжения имеет скос 43 (также обозначен ссылочной позицией лишь в качестве примера) с заходной наклонной поверхностью 44, которая направлена против направления 17 подачи.
Скос 43 и плоскость 16 подачи в идеале образуют угол, например, более чем 5° или более чем 10°. Это означает, что заходная наклонная поверхность 44 и плоскость 16 подачи расположены под углом друг к другу и не с параллельным прохождением относительно друг друга.
В этом отношении по меньшей мере два противоположных в вертикальном направлении отклоняющих элемента 34 и 35, а также 36 и 38, а также 39 и 41 скольжения образуют своими отклоняющими головными частями 42 соответственно воронкообразную входную область 45 (передний отклоняющий блок), 46 (средний отклоняющий блок) и 47 (задний отклоняющий блок), так что поданный прокатный материал 2 может предпочтительно отклоняться снабженными скосами 43 отклоняющими элементами 34, 35, 36, 37, 38, 39, 40 и 41 скольжения, если он перемещается в направлении 17 подачи вдоль участка 8 нагрева.
Перекашивание или застревание поданного в направлении 17 подачи прокатного материала 2 на обращенном к плоскости 16 подачи краю 48 отклоняющих элементов 34, 35, 36, 37, 38, 39, 40 и 41 скольжения предотвращено вследствие того, что, по меньшей мере, начальная область 49 скоса 43 отстает в вертикальном направлении 50 от элементов 4, 5, 6 или 7 индукционного нагрева или расположена, по меньшей мере, на одинаковой высоте с обращенной к плоскости 16 подачи внутренней стороной 51 одного из элементов 4, 5, 6 или 7 индукционного нагрева.
Другими словами, это означает, что этот обращенный к плоскости 16 подачи край 48 соответствующего отклоняющего элемента с 34 по 41 скольжения расположен на большем удалении от плоскости 16 подачи, чем соответствующая внутренняя сторона 51 элементов 4, 5, 6 или 7 индукционного нагрева.
Вследствие этого уменьшается опасность того, что прокатный материал 2 ввиду механического контакта с одним из отклоняющих элементов 34, 35, 36, 37, 38, 39, 40 и 41 скольжения дополнительно искривляется или изгибается и вследствие этого образуется петля или тому подобное внутри участка 8 нагрева.
Как, в частности, можно хорошо увидеть из изображения согласно фиг. 2, отклоняющие элементы 34, 35, 36, 37, 38, 39, 40 и 41 скольжения своей соответствующей длинной стороной 55 распространяются поперек продольного распространения 9 участка 8 нагрева.
При этом соответствующий отклоняющий элемент 34, 35, 36, 37, 38, 39, 40 и 41 скольжения распространяется почти на всю ширину 56 участка нагрева устройства 1, так что поперек продольного распространения 9 участка 8 нагрева обеспечено очень хорошее и технически безопасное плоскостное проведение прокатного материала 2.
В этом примере осуществления отклоняющие элементы 34, 35, 36, 37, 38, 39, 40, 41 скольжения или, по меньшей мере, их соответствующая отклоняющая головная часть 42 выполнены с жидкостным охлаждением. Это обозначено показанными в качестве примера и снабженными ссылочными позициями линиями 57, 58 и 59 подачи охлаждающей среды.
Далее устройство 1 отличается горизонтальным расстоянием AГор (показано лишь в качестве примера) между отклоняющими элементами 34, 35, 36, 37, 38, 39, 40 или 41 скольжения и одним из непосредственно соседних элементов 4, 5, 6, 7 индукционного нагрева, расстоянием AИНДГор между элементами индукционного нагрева и шириной B отклоняющего элемента скольжения, которые находятся в следующем соотношении относительно друг друга: AГор=1/2×(AИНДГор-B)=(0-25%)×AИНДГор. В этом примере осуществления AГор составляет менее чем 40 мм.
Также устройство 1 отличается высотой HИНД прохода элементов индукционного нагрева, а также вертикальным расстоянием AВертAмежду верхним отклоняющим элементом 35, или 38, или 41 скольжения и нижним отклоняющим элементом 34, или 36, или 37, или 39, или 40 скольжения или дальнейшим вертикальным расстоянием AВертF между верхним отклоняющим элементом 38 или 41 скольжения и одним из нижних подающих элементов 27 или 28, причем AВертAили AВертF≤HИНД. В этом примере осуществления HИНД составляет менее чем 80 мм.
Относительно элементов с 4 по 7 индукционного нагрева может обеспечиваться не только бесконтактное вертикальное проведение прокатного материала 2, но и боковое горизонтальное проведение, так как устройство 1 наряду с уже описанными, расположенными выше и ниже плоскости 16 подачи отклоняющими элементами 34, 35, 36, 37, 38, 39, 40, 41 скольжения помимо этого еще включает в себя боковые направляющие элементы 60 и 61 (в данном случае обозначены ссылочными позициями лишь в качестве примера), которые соответственно расположены в пределах свободных пространств 10, 11 или 12 между двумя непосредственно соседними элементами 4 и 5 или 5 и 6 индукционного нагрева, что, в частности, можно хорошо увидеть из изображения согласно фиг. 5.
Соответственно два непосредственно противоположных боковых направляющих элемента 60 и 61 совместно образуют боковой направляющий блок, причем в этом случае несколько боковых направляющих блоков, состоящих из противоположных друг другу в горизонтальном направлении боковых направляющих элементов 60 и 61, образуют проходящее вдоль продольного распространения 9 участка 8 нагрева устройство ограничения ширины.
Оба боковых направляющих элемента 60, 61 своей соответствующей длинной стороной 63 (см. фиг. 5) находятся на одной прямой с продольным распространением 9 участка 8 нагрева, причем боковые направляющие элементы 60 и 61 с точки зрения своей длинной стороны 63 полностью расположены в соответствующем свободном пространстве 10, 11 или 12 между элементами 4, 5, 6 и 7 индукционного нагрева. Также боковые направляющие элементы 60 и 61 имеют боковой скат 64 с заходной боковой наклонной поверхностью 65, чья входная область 66 в горизонтальном направлении 67 отстает от элементов 4, 5, 6 или 7 индукционного нагрева или, по меньшей мере, расположена на одинаковой высоте с обращенной к участку 8 нагрева стороной 68 одного из элементов 4, 5, 6 или 7 индукционного нагрева.
В этом отношении из этого образуются в итоге три входных воронки прокатного материала (отдельно не снабжены ссылочными позициями), которые реализованы посредством отклоняющего блока, состоящего из по меньшей мере двух противоположных в вертикальном направлении отклоняющих элементов 34 и 35 (передняя входная воронка прокатного материала), или 36 и 38 (средняя входная воронка прокатного материала), или 39 и 41 (задняя входная воронка прокатного материала) скольжения, и дополнительно соответственно посредством бокового направляющего блока, состоящего из двух противоположных в горизонтальном направлении боковых направляющих элементов 60, 61.
В любом случае, устройство 1 отличается горизонтальным расстоянием AГорS между боковым направляющим элементом 60 или 61 и непосредственно соседним элементом 4, 5, 6 или 7 индукционного нагрева, шириной BИНД прохода элементов индукционного нагрева и шириной BF прохода боковых направляющих элементов, которые можно увидеть в следующем соотношении относительно друг друга: AГорS=1/2×(BИНД-BF)=(0-25%)×BИНД.
Оба боковых направляющих элемента 60, 61 соответственно определяют эффективно используемую ширину Bэфф участка нагрева, которая меньше, чем внутренний размер BИНД элементов с 4 по 7 индукционного нагрева, что показано на изображении согласно фиг. 5.
Так как, в частности, в этом примере осуществления именно высота HИНД прохода элементов индукционного нагрева задана неизменной и не может регулироваться, устройство 1 дополнительно оснащено обычным выравнивающим устройством 70, включающим в себя пять правильных валков 71 (снабжены ссылочной позицией лишь в качестве примера), которое размещено перед непосредственным участком 8 нагрева. При помощи выравнивающего устройства 70 удлиненный металлический прокатный материал 2 выравнивается по существу известным образом, прежде чем он достигнет переднего приводного блока 21.
Второй пример осуществления изображен на фиг. 3 и 4, причем в дальнейшем разъясняются по существу лишь те признаки, которыми этот второй пример осуществления отличается от первого примера осуществления (см. фиг. 1 и 2).
Альтернативно первому примеру осуществления в показанном на фиг. 3 и 4 устройстве 1 можно отказаться от подобного выравнивающего устройства 70, если нагревательное устройство 3 оснащено другими элементами 104, 105, 106 и 107 индукционного нагрева открытой конструкции. Это означает, что каждый из элементов 104, 105, 106 и 107 индукционного нагрева имеет верхнюю часть 32 и нижнюю часть 33, которые относительно друг друга могут смещаться таким образом, что высота HИНД прохода элементов индукционного нагрева может вариативно регулироваться.
Для этого элементы с 104 по 107 индукционного нагрева установлены в дополнительно не показанном здесь корпусе устройства 1, так что их верхние и нижние части 32 или 33 могут также независимо друг от друга осуществлять вертикальные движения согласно вертикальным стрелкам 72 (лишь одна стрелка снабжена ссылочной позицией в качестве примера).
Далее также, по меньшей мере, верхние отклоняющие элементы 35, 38, 41 и 73 скольжения могут также независимо друг от друга осуществлять вертикальные движения согласно дельнейшим вертикальным стрелкам 74 (лишь одна стрелка снабжена ссылочной позицией в качестве примера), так что они могут регулироваться по высоте относительно нижних отклоняющих элементов 34, 36, 37, 39 и 40 скольжения, а также относительно роликовых элементов 27 и 28 рольганга. Элементы с 104 по 107 индукционного нагрева могут независимо друг от друга смещаться в боковых направлениях согласно направлению 75 стрелки, а верхние отклоняющие элементы 35, 38, 41 и 73 скольжения - согласно направлению 76 стрелки.
В этом месте следует явно указать на то, что признаки описанных выше или в пунктах формулы изобретения и/или на чертеже решений могут при необходимости также комбинироваться, для того чтобы соответствующим образом дополнительно была возможность реализовывать или достигать разъясненные признаки, эффекты и преимущества.
Следует понимать, что, говоря о разъясненных выше примерах осуществления, речь идет лишь о первых вариантах осуществления соответствующего изобретению устройства. В этом отношении исполнение изобретения не ограничивается этими примерами осуществления.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 - устройство
2 - прокатный материал
3 - нагревательное устройство
4 - первый элемент индукционного нагрева
5 - второй элемент индукционного нагрева
6 - третий элемент индукционного нагрева
7 - четвертый элемент индукционного нагрева
8 - участок нагрева
9 - продольное распространение
10 - переднее свободное пространство
11 - среднее свободное пространство
12 - заднее свободное пространство
15 - подающее устройство
16 - плоскость подачи
17 - направление подачи
18 - активные или пассивные подающие элементы
19 - нижний роликовый элемент привода
20 - верхний роликовый элемент привода
21 - передний приводной блок
22 - входная область
23 - выходная область
24 - нижний задний роликовый элемент привода или рольганга
25 - прижимной роликовый элемент
26 - задний приводной блок
27 - передний роликовый элемент рольганга
28 - задний роликовый элемент рольганга
30 - прямоугольная замкнутая деталь корпуса
31 - неизменное проходное отверстие для прокатного материала
32 - нижняя часть
33 - верхняя часть
34 - первый отклоняющий элемент скольжения
35 - второй отклоняющий элемент скольжения
36 - третий отклоняющий элемент скольжения
37 - четвертый отклоняющий элемент скольжения
38 - пятый отклоняющий элемент скольжения
39 - шестой отклоняющий элемент скольжения
40 - седьмой отклоняющий элемент скольжения
41 - восьмой отклоняющий элемент скольжения
42 - отклоняющая головная часть
43 - скос
44 - заходная наклонная поверхность
45 - передняя воронкообразная входная область
46 - средняя воронкообразная входная область
47 - задняя воронкообразная входная область
48 - край
49 - начальная область
50 - вертикальное направление
51 - внутренняя сторона
55 - длинная сторона
56 - ширина участка нагрева
57 - первая линия подачи охлаждающей среды
58 - вторая линия подачи охлаждающей среды
59 - дальнейшая линия подачи охлаждающей среды
60 - левый боковой направляющий элемент
61 - правый боковой направляющий элемент
63 - длинная сторона
64 - боковой скат
65 - заходная боковая наклонная поверхность
66 - входная область
67 - горизонтальное направление
68 - сторона
70 - выравнивающее устройство
71 - правильные валки
72 - вертикальные стрелки
73 - девятый отклоняющий элемент скольжения
74 - дальнейшие вертикальные стрелки
75 - направление стрелки
76 - направление стрелки
104 - другой первый элемент индукционного нагрева
105 - другой второй элемент индукционного нагрева
106 - другой третий элемент индукционного нагрева
107 - другой четвертый элемент индукционного нагрева
AГор - горизонтальное расстояние
AИНДГор - расстояние между элементами индукционного нагрева
B - ширина отклоняющего элемента
AВертA - вертикальное расстояние между верхним отклоняющим элементом и нижним отклоняющим элементом
AВертF - дальнейшее вертикальное расстояние между отклоняющим элементом и подающим элементом
HИНД - высота прохода элементов индукционного нагрева
AГорS - горизонтальное расстояние
BF - ширина прохода боковых направляющих элементов
V - отношение
h - толщина прокатного материала
Bэфф - ширина полосы
BИНД - ширина прохода элементов индукционного нагрева
Шлицевое зубчатое зацепление для работы с углом отклонения и способ изготовления
Вал с карданным шарниром
Привод прокатной клети с зубчатым шарнирным шпинделем
Способ и установка для изготовления металлической полосы
Установка для разливки и прокатки лент непрерывного действия
Опорный узел
Способ очистки и/или удаления окалины с плоской заготовки или черновой полосы с помощью устройства для гидросбива окалины и устройство для гидросбива окалины
Подушка для опоры валка в станине прокатной клети
Дезоксидация подвергнутых косовалковой прокатке полых заготовок
Способ и устройство для оптического измерения внутренних размеров трубы
Шлицевое зубчатое зацепление для работы с углом отклонения и способ изготовления
Вал с карданным шарниром
Привод прокатной клети с зубчатым шарнирным шпинделем
Способ и установка для изготовления металлической полосы
Установка для разливки и прокатки лент непрерывного действия
Опорный узел
Способ очистки и/или удаления окалины с плоской заготовки или черновой полосы с помощью устройства для гидросбива окалины и устройство для гидросбива окалины
Подушка для опоры валка в станине прокатной клети
Дезоксидация подвергнутых косовалковой прокатке полых заготовок
Способ и устройство для оптического измерения внутренних размеров трубы

