Результат интеллектуальной деятельности: СПОСОБ ПЛАЗМЕННО-АКУСТИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ
Вид РИД
Изобретение
Способ относится к области ультразвуковой и плазменной обработки и может применяться для обработки внешней и внутренней поверхности изделий из различных типов материалов.
Из существующего уровня техники известен способ ультразвуковой очистки защитного снаряжения (Патент РФ RU 2557752 C2, опубликованный 27.07.2015). Способ характеризуется тем, что включает в себя последовательную очистку элементов защитной экипировки в двух ультразвуковых установках. В первой установке очистку осуществляют в водном растворе экологически чистого моющего средства концентрацией 50-100 г/л, температурой 30-40°С с наложением движущегося ультразвукового поля интенсивностью 20-25 Вт/л в течение 30-60 минут с циклическим барботированием моющего раствора воздухом Р=0,02-0,05 МПа. Во второй установке очистку проводят в чистой воде при температуре 30-40°С с наложением движущегося ультразвукового поля интенсивностью 20-25 Вт/л в течение 10-30 минут с циклическим барботированием воздухом Р=0,02-0,05 МПа с последующей промывкой проточной водой с одновременным барботированием. Обеспечиваются очистка защитной экипировки без механического воздействия от грязи, пота, крови, спортивных напитков и уничтожение плесени, грибков, болезнетворных микроорганизмов и бактерий.
Недостатком данного технического решения является то, что данный способ неэффективен для очистки поверхности от неорганических и органических загрязнений с сильными адгезионными свойствами.
Так же известен способ ультразвуковой очистки изделий (Патент РФ RU 2378058 C1, опубликованный 10.01.2010). Способ характеризуется тем, что на изделие, помещенное в рабочую емкость с моющей жидкостью, воздействуют ультразвуковыми колебаниями от основного высокоамплитудного источника излучения с амплитудных колебательных смещений 15-50 мкм и частотой 20-30 кГц, создавая направленный на изделие поток жидкости с кавитационными свойствами, одновременно на изделие направляют поток дополнительной энергии. При этом используют энергию ультразвукового низкоамплитудного излучения, создающего совместно с излучением основного источника общую, удаленную от него зону устойчивого кавитационного воздействия на изделие за счет взаимодействия двух потоков акустического излучения.
Недостатком данного технического решения является то, что данный способ неэффективен для очистки поверхности от неорганических и органических загрязнений с сильными адгезионными свойствами.
Так же известен способ электролитно-плазменной обработки детали (Патент РФ RU 2010103299 A, опубликованный 10.08.2011). Способ характеризуется тем, что алюминиевый или алюминий содержащий анод и омедненный стальной катод погружают в электролитическую ванну и на них подают напряжение 250-340 В при анодной плотности тока 0,4-0,7А/см2 и при температуре водного раствора электролита 60-90°С, при этом в качестве электролита используют водный раствор, содержащий, мас. %: хлористый аммоний 5-10, хлористый калий 2-6, щавелевую кислоту 1-4 и воду.
Недостатком данного технического решения является то что, в случае необходимости длительной обработки детали, температура алюминиевого или алюминий содержавшего электрода достигает температуры его плавления и электрод выходит из строя.
Так же известен способ электролитно-плазменной обработки деталей (Патент РФ RU 2355828 C2, опубликованный 20.05.2009). Способ включает погружение детали в электролит, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки и зажигание плазменного разряда в парогазовой оболочке, парогазовую оболочку и плазменный разряд формируют токами высокой частоты от 0,1 до 20 МГц.
Недостатком данного технического решения является то, что данный способ не позволяет произвести равномерную обработку труднодоступных, внутренних зон деталей. Это связанно с тем, что только при погружении электролит не доходит до углубленных, пористых зон малого диаметра и не переходит в парогазовую фазу и разряд в этих зонах не взаимодействует с поверхностью.
Так же известен способ комбинирования электролитно-плазменной обработки детали (Патент РФ RU2010131807A, опубликованный 10.02.2012) включающий погружение детали в электролит, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки и зажигание разряда между обрабатываемой деталью и электролитом путем подачи на деталь электрического потенциала, электролитно-плазменную обработку детали совмещают с электроимпульсной обработкой, причем электроимпульсную обработку проводят при плотности электрического тока от 10 МА/м2 до 200 МА/м2.
Недостатком данного технического решения является то, что данный способ не позволяет произвести равномерную обработку труднодоступных, внутренних зон деталей. Это связанно с тем, что только при погружении электролит не доходит до углубленных, пористых зон малого диаметра и не переходит в парогазовую фазу и разряд в этих зонах не взаимодействует с поверхностью.
В качестве прототипа по способу плазменно-акустической обработки изделий выбран наиболее близкий к заявленному техническому решению патент РФ RU 2621744 C2, опубликованный 04.05.2017. Способ включает зажигание разряда между обрабатываемым изделием, изготовленным путем сплавления мелкодисперсных порошков металлов или сплавов, и катодом путем подачи на изделие положительного потенциала, при этом обрабатываемое изделие закрепляют на проводящей подвеске, погружают в ванну с электролитом, содержащую катод в виде проводящей пластины, и вращают, устанавливают напряжение в диапазоне 100≤U≤1000 В, ток разряда - в диапазоне 0,015≤I≤250 А и обрабатывают изделие не менее 15 секунд, причем в качестве электролита применяют раствор с водородным показателем в диапазоне 2≤рН≤11.
Недостатком данного технического решения является то, что для эффективной обработки внутренней поверхности изделий необходимо обеспечить наличие там парогазовой среды, что в предложенной системе генерации разряда является трудно реализуемой, в результате этого обработанная поверхность получается неоднородной.
Решаемая техническая задача (технический результат), на решение которой направлено заявляемое изобретение, является обеспечение плазменно-акустической обработки внешних, внутренних и пористых зон поверхности изделий.
Технический результат в предлагаемом способе плазменно-акустической обработки изделий, включающем одновременное воздействие ультразвуковых волн и низкотемпературной плазмы на изделие, достигается тем, что обрабатываемое изделие предварительно закрепляют и погружают в рабочую емкость с раствором, в котором раствор является электролитическим катодом, устанавливают напряжение между твердым анодом, которым является обрабатываемое изделие и электролитом-катодом в диапазоне напряжений 100≤U≤1000 В, устанавливают ток разряда в диапазоне 0,015≤I≤250А, одновременно на емкость с раствором и обрабатываемым изделием воздействуют ультразвуковыми колебаниями от генератора с частотой в диапазоне 18-120 кГц, обработку изделия осуществляют не менее 10 секунд, в качестве электролита применяют раствор с водородным показателем в диапазоне 2≤рН≤11.
На фиг. 1 представлена функциональная схема устройства, в которой осуществляют способ плазменно-акустической обработки изделий. Устройство состоит из: 1 - подвески; 2 - обрабатываемое изделие; 3 - ванна с электролитом; 4 - пластины для подвода отрицательного потенциала; 5 - ультразвуковой излучатель; 6 - ультразвуковой генератор.
Рассмотрим осуществление предлагаемого способа плазменно-акустической обработки изделий, с использованием устройства, изображенной на фиг.1. Зажигают разряд между обрабатываемым изделием 2 и электролитическим катодом путем подачи на изделие положительного потенциала, при этом обрабатываемое изделие 2 закрепляют на проводящей подвеске 1, погружают в ванну с электролитом 3, содержащую катод в виде проводящей пластины 2, устанавливают напряжение в диапазоне 100≤U≤1000 В, ток разряда - в диапазоне 0,015≤I≤250 А и обрабатывают изделие 2 не менее 15 секунд, причем в качестве электролита применяют раствор с водородным показателем в диапазоне 2≤рН≤11 отличающийся тем, что на ванну с электролитом и изделием одновременно воздействуют ультразвуковыми колебаниями от излучателя 5 с генератором 6 с частотой в диапазоне 18-120 кГц.
Выбор конкретного значения напряжения, тока, частоты ультразвукового воздействия, состава и концентрации водного раствора электролита устанавливаются исходя из оптимальных условий для плазменно-акустической обработки изделий.
Отличительной особенностью способа плазменно-акустической обработки изделий является одновременное воздействие ультразвуковых волн и низкотемпературной плазмы на изделие в жидкости. Одной из ключевых проблем электролитно-плазменного формирования микрорельефа изделий является получение равномерно обработанной внешней и внутренней поверхности изделия. Для получения равномерно обработанной поверхности необходимо формирование однородной пароплазменной оболочки по всей площади обрабатываемой поверхности, что трудно достижимо для существующих методов генерации плазмы. Добавление в систему ультразвукового воздействия позволяет за счет кавитации жидкости увеличить однородность обволакиваемой изделие пароплазменной оборочки.
Способ плазменно-электролитной обработки изделий, включающий зажигание разряда между обрабатываемым изделием и электролитическим катодом путем подачи на изделие положительного потенциала, при этом обрабатываемое изделие закрепляют на проводящей подвеске, погружают в ванну с электролитом, содержащую катод в виде проводящей пластины, и вращают, устанавливают напряжение в диапазоне 100≤U≤1000 В, ток разряда - в диапазоне 0,015≤1≤250 А и обрабатывают изделие не менее 15 секунд, причем электролит применяют в виде раствора с водородным показателем в диапазоне 2≤рН≤11, отличающийся тем, что на ванну с электролитом и изделием воздействуют одновременно ультразвуковыми колебаниями с частотой в диапазоне 18-120 кГц посредством излучателя с генератором.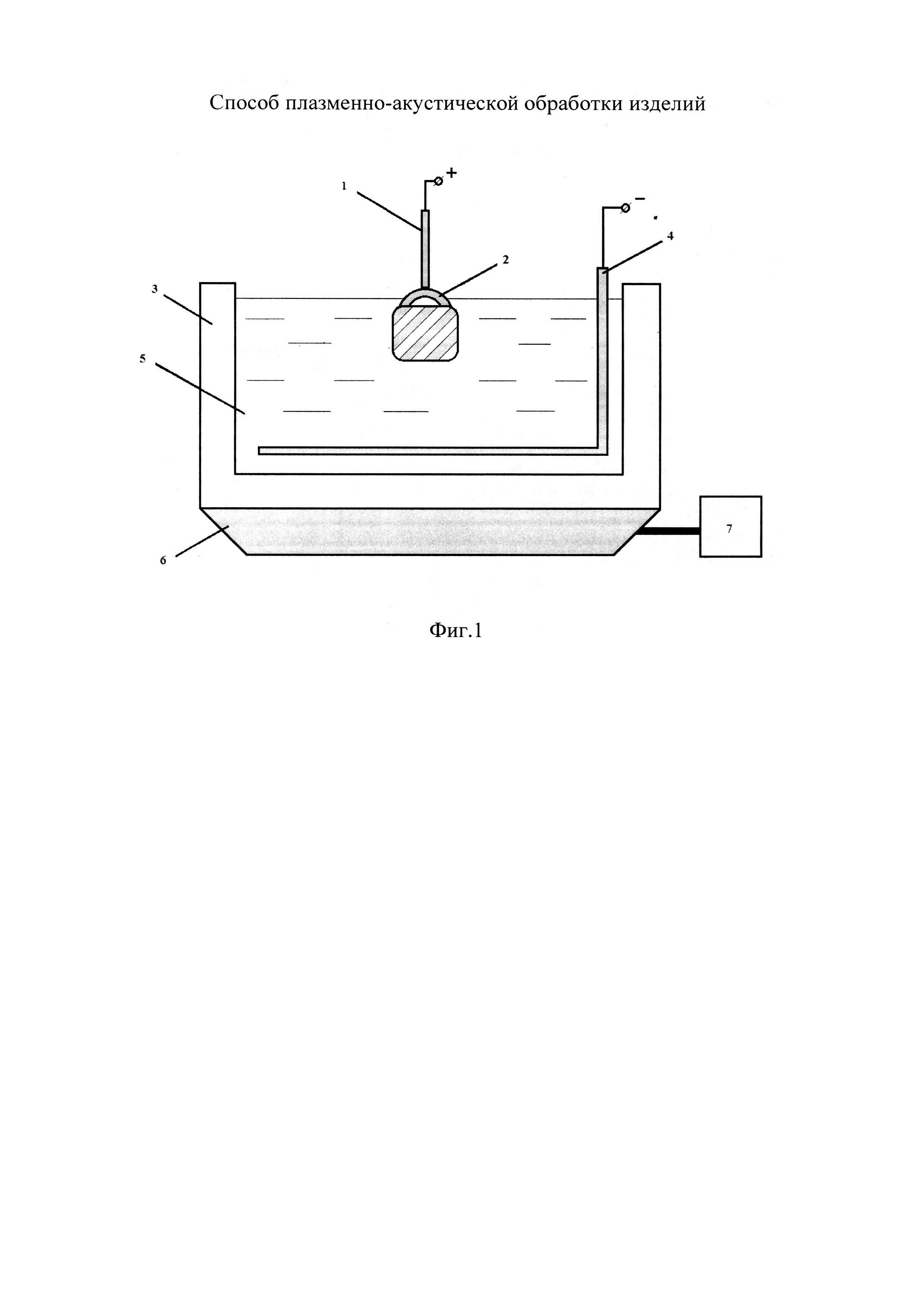
Устройство для изготовления структурно-градиентных порошковых материалов (варианты)
Способ изготовления структурно-градиентных порошковых материалов (варианты)
Способ обучения лексическому минимуму иностранных языков и устройство для его реализации
Способ лазерной обработки изделия и устройство его реализующее
Способ обработки внутренней и внешней поверхности изделий, изготовленных аддитивным методом, и устройство, его реализующее
Способ изготовления структурно-градиентных и дисперсно-упрочненных порошковых материалов (варианты)
Способ создания структурно-градиентных порошковых материалов

