Результат интеллектуальной деятельности: Способ изготовления структурно-градиентных порошковых материалов (варианты)
Вид РИД
Изобретение
Изобретение относится к способам получения структурно-градиентных (композитных) порошковых материалов методом испарения - конденсации материала в высокочастотной индукционной плазме.
Известен способ получения металлокерамической порошковой композиции (Патент RU 2 644 834 C1, B22F 9/04 (2006.01), С22С 1/04 (2006.01), B22F 1/02 (2006.01), С22С 19/03 (2006.01), С22С 29/02 (2006.01) опубликован 14.02.2018 Бюл. №5), включающий приготовление порошковой смеси и механический синтез смеси в планетарной мельнице, отличающийся тем, что в качестве исходных компонентов порошковой смеси используют порошок высокожаропрочного сплава на основе никеля и порошок армирующих наночастиц MeCN и/или МеС, где Me - элементы Ni, Ti, Та, Mo, Hf, V, Si, при этом механический синтез порошковой смеси проводят в планетарной мельнице при частоте вращения 200-250 об/мин в течение 15-30 мин в среде аргона в размольных кюветах с применением размольных шаров из стали ШХ15 диаметром 5 мм, причем соотношение массы обрабатываемой смеси и шаров составляет 1:8, а соотношение объема шаров к объему размольной кюветы составляет 1:5. Недостатками данного способа получения структурно-градиентного порошкового материала типа ядро-оболочка является дискретно-точечный характер получаемой оболочки в виде наночастиц, механически запрессованных в поверхность ядра, зависимость качества металлургического контакта между ядром и оболочкой от твердости материалов, их образующих, а также потенциальная возможность загрязнения конечного продукта материалом размольных шаров в планетарной мельнице.
Известен способ плазменно-растворного получения наночастиц типа сердцевина/оболочка (Патент RU 2620318 С2, B22F 9/24 (2006.01), B22F 1/02 (2006.01), H01L 35/14 (2006.01), B82Y 30/00 (2011.01) опубликован 24.05.2017 Бюл. №15), включающий генерирование плазмы в растворе, содержащем два типа растворенных солей металлов, с обеспечением высаживания первого металла и второго металла, причем сначала генерируют плазму путем приложения первой мощности с обеспечением селективного высаживания упомянутого первого металла, который имеет больший окислительно-восстановительный потенциал, чем упомянутый второй металл, для формирования сердцевин наночастиц, а затем генерируют плазму путем приложения второй мощности, которая больше первой мощности, с обеспечением высаживания упомянутого второго металла, который имеет меньший окислительно-восстановительный потенциал, чем упомянутый первый металл, на поверхности упомянутых сердцевин из первого металла для формирования оболочек наночастиц. Известный способ позволяет получить наноразмерные металлические частицы типа сердцевина/оболочка, однако не позволяет создавать микрочастицы с подобной структурой и ограничен в выборе химического состава сердцевины/оболочки - невозможно использовать керамические материалы.
Известен способ вакуумно-плазменного нанесения покрытий (Патент RU №2145362, МПК С23С 14/34, опубл. 10.02.2000), включающий осаждение покрытия в инертном газе с помощью системы, состоящей из обрабатываемой детали и экрана в виде сетки, при этом осаждение ведут в сочетании с ионной бомбардировкой подложки при давлении инертного газа 10-2÷10-1 Па. Устройство для реализации данного способа содержит источник, в вакуумной камере находятся катод из напыляемого материала, анод, обрабатываемая деталь с экраном, установленным на определенном расстоянии от детали, находятся под отрицательным потенциалом источника. Изобретение позволяет получать покрытия с нанокристаллической структурой. Недостатками данного способа является высокая вероятность агрегации получаемого порошка в плотном поверхностном слое, существенный разброс толщины наносимого покрытия между частицами в поверхностном и глубинном слое и необходимость осуществления процесса в вакууме.
Наиболее близким к предлагаемому способу изготовления структурно-градиентных порошковых материалов является способ получения наночастиц с ядром из ферромагнитного металла и диэлектрической оболочкой из оксида алюминия (Патент RU 2582870 С2, B22F 9/12 (2006.01), B22F 1/02 (2006.01), B82Y 30/00 (2011.01) опубликован 27.04.2016 Бюл. №12), включающий переконденсацию исходного материала, отличающийся тем, что проводят плазменную переконденсацию в токе инертного газа частиц порошка оксида алюминия с нанесенным на их поверхность покрытием из ферромагнитного металла с массовой долей от 25 до 75 мас. % с обеспечением послойного испарения частиц порошка оксида алюминия с нанесенным на их поверхность покрытием из ферромагнитного металла и последующего образования наночастиц путем первичной конденсации кластеров из ферромагнитного металла и конденсации на них паров оксида алюминия.
Недостатком способа изготовления структурно-градиентных порошковых материалов по прототипу является необходимость приготовления для него исходной шихты в виде структур ядро-оболочка.
Технической проблемой, на решение которой направлено предлагаемое техническое решение, является целенаправленное получение структурно-градиентных порошковых материалов, формируемых в процессе обработки исходной шихты в потоке высокочастотной индуктивно-связанной плазмы путем испарения и конденсации вещества.
Технический результат предлагаемого способа изготовления структурно-градиентных порошковых материалов по его трем вариантам, заключается в получении из исходной шихты структурно-градиентных порошковых материалов микрометрового диапазона.
Технический результат в способе изготовления структурно-градиентных порошковых материалов по его первому варианту, включающий направленную подачу в поток индуктивно-связанной плазмы порошка для формирования ядра и присадочного материала для образования оболочки за счет процессов испарения присадочного материала в потоке плазмы и конденсации его паров на поверхности ядра, отличающийся тем, что в качестве присадочного материала используется порошок металла микронного или субмикронного размера.
Технический результат в способе изготовления структурно-градиентных порошковых материалов по его второму варианту, включающий направленную подачу в поток индуктивно-связанной плазмы порошка для формирования ядра и присадочного материала для образования оболочки за счет процессов испарения присадочного материала в потоке плазмы и конденсации его паров на поверхности ядра, отличающийся тем, что в качестве присадочного материала используется аэрозоль раствора соли металла.
Технический результат в способе изготовления структурно-градиентных порошковых материалов по его третьему варианту, включающий направленную подачу в поток индуктивно-связанной плазмы порошка для формирования ядра и присадочного материала для образования оболочки за счет процессов испарения присадочного материала в потоке плазмы и конденсации его паров на поверхности ядра, отличающийся тем, что используется присадочный материал в газообразном состоянии.
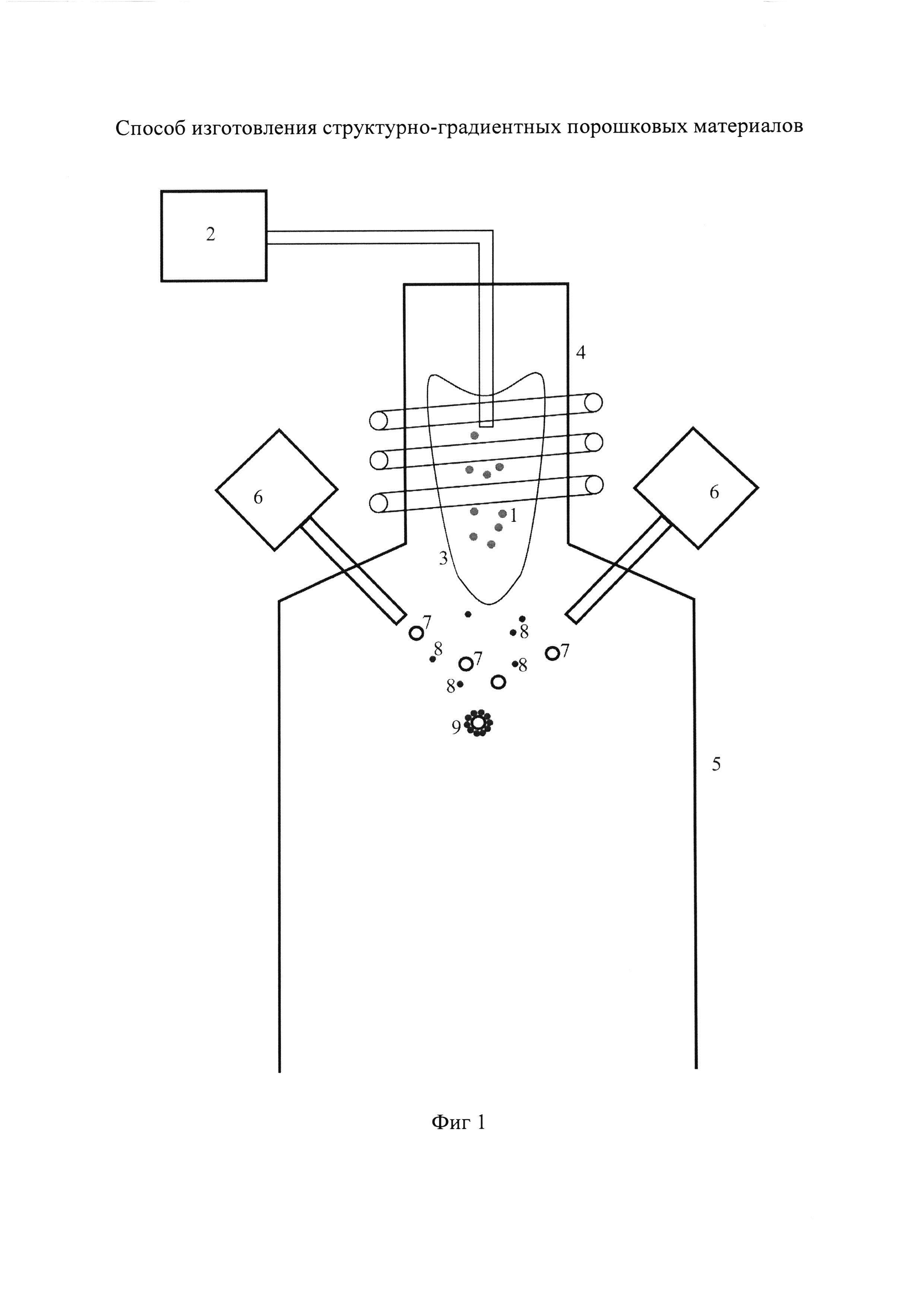
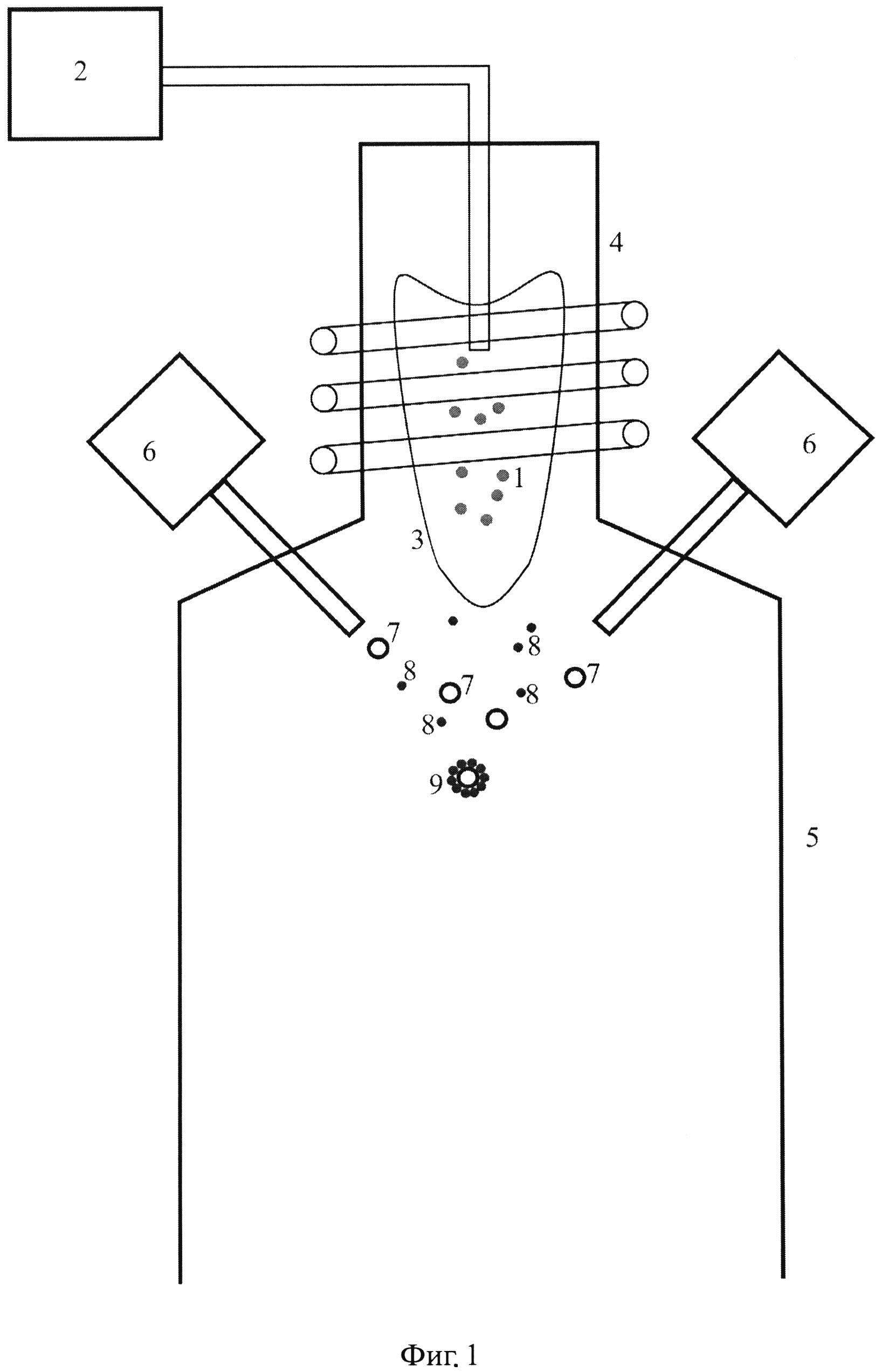
На Фиг.1 схематически изображен процесс осуществления предлагаемого способа изготовления структурно-градиентных порошковых материалов по его первому варианту.
Порошок присадочного материала 1 посредством устройства подачи 2 вводится в поток индуктивно-связанной плазмы 3, создаваемый высокочастотным плазматроном 4. В потоке плазмы частицы порошка присадочного материала за счет высокой температуры (5000-8000 К) нагреваются и испаряются. Пары присадочного материала направляются в конденсационную камеру 5. В конденсационной камере в поток плазмы посредством устройства подачи 6 вводят порошок для формирования ядра 7. За счет большой разности температуры (1000-4000К) частиц порошка 7 и паров присадочного материала 8, последние диффундируют к частицам 7 и конденсируются на их поверхности, формируя оболочку 9.
Рассмотрим осуществление способа изготовления структурно-градиентных порошковых материалов по его первому варианту. Перед началом осуществления предлагаемого способа изготовления структурно-градиентных порошковых материалов в высокочастотном плазматроне 4 зажигаем разряд, устанавливаем требуемые значения расходов плазмообразующего газа (например, аргона). После того, как разряд в плазматроне стабилизировался, посредством устройства подачи 2 в поток индуктивно-связанной плазмы 3 вводят порошок присадочного материала 1, который переходит в парообразное состояние. Скорость испарения порошкового материала в потоке плазмы напрямую зависит от размеров его частиц - чем меньше диаметр частиц, тем быстрее они испаряются. Этот эффект позволяет создавать заявляемым способом самые различные комбинации структурно-градиентных частиц типа ядро-оболочка: тугоплавкое ядро-легкоплавкая оболочка или, наоборот, легкоплавкое ядро-тугоплавкая оболочка. Вторая комбинация реализуется с применением мелкодисперсного (субмикронного) присадочного материала 1. Далее в поток плазмы посредством устройства подачи 6 вводят порошок для формирования ядра 7. За счет большой разности температуры частиц 7 и паров присадочного материала 8 последние конденсируются на частицах 7, образуя оболочку 9. Толщина оболочки 9 определяется временем нахождения частицы 7 в потоке плазмы и концентрацией паров присадочного материала и регулируется в устройствах подачи 2 и 6.
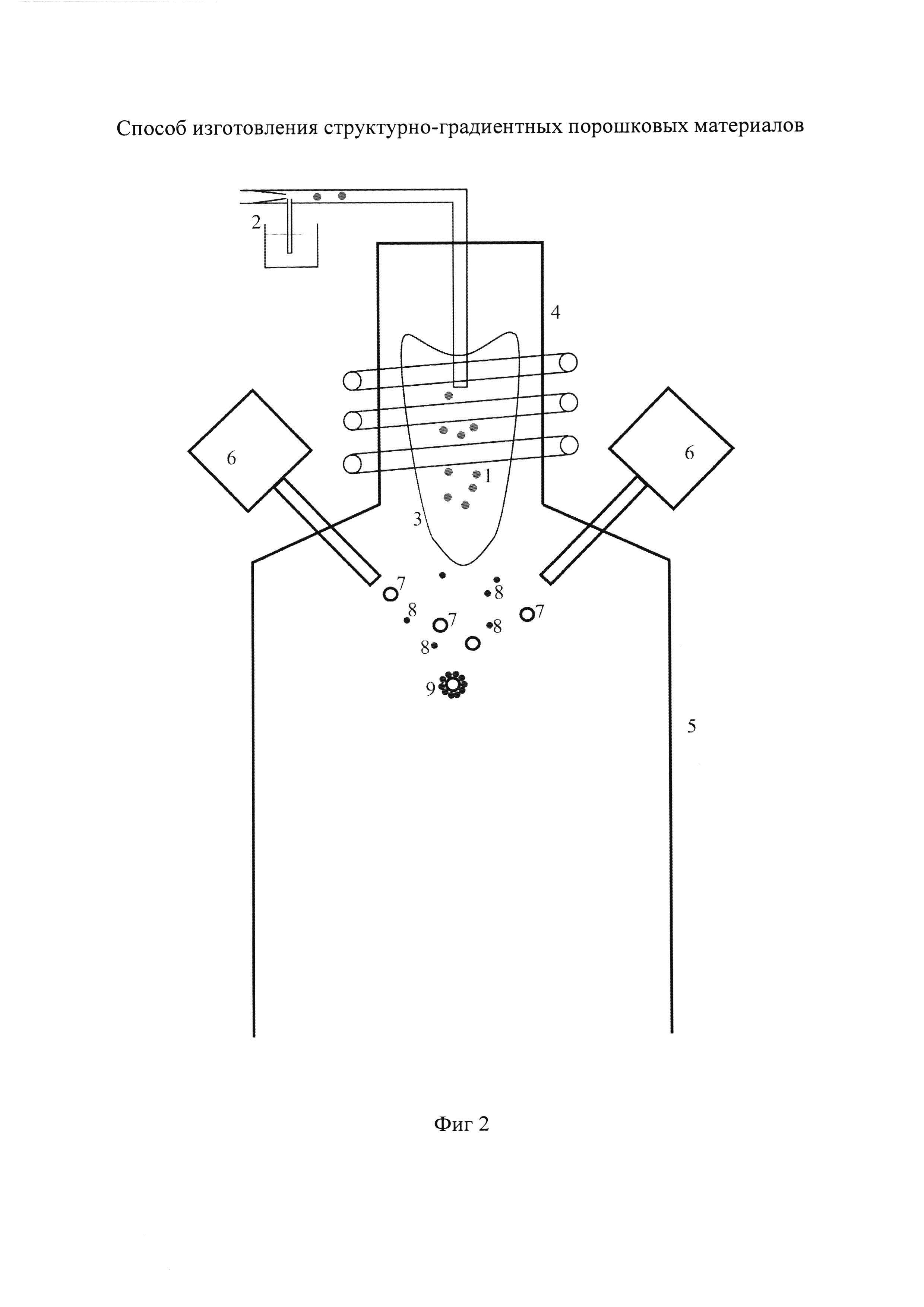
На Фиг.2 схематически изображен процесс осуществления предлагаемого способа изготовления структурно-градиентных порошковых материалов по его второму варианту.
Присадочный материал в виде аэрозоля раствора соли металла 1 посредством распылителя 2 вводится в поток индуктивно-связанной плазмы 3, создаваемый высокочастотным плазматроном 4. В потоке плазмы частицы аэрозоля присадочного материала за счет высокой температуры (5000-8000 К) нагреваются, испаряются и атомизируются. Присадочный материал в виде атомного пара направляется в конденсационную камеру 5. В конденсационной камере в поток плазмы посредством устройства подачи 6 вводят порошок для формирования ядра 7. За счет большой разности температуры (1000-4000К) частиц порошка 7 и атомов присадочного материала 8, последние диффундируют к частицам 7 и конденсируются на их поверхности, формируя оболочку 9.
Рассмотрим осуществление способа изготовления структурно-градиентных порошковых материалов по его второму варианту. Перед началом осуществления предлагаемого способа изготовления структурно-градиентных порошковых материалов в высокочастотном плазматроне 4 зажигаем разряд, устанавливаем требуемые значения расходов плазмообразующего газа (например, аргона). После того, как разряд в плазматроне стабилизировался, посредством распылителя 2 в поток индуктивно-связанной плазмы 3 вводят присадочный материал в виде аэрозоля раствора соли металла 1, который переходит в атомарное состояние. Далее в поток плазмы посредством устройства подачи 6 вводят порошок для формирования ядра 7. За счет большой разности температуры частиц 7 и атомов присадочного материала 8 последние конденсируются на частицах 7, образуя оболочку 9. Толщина оболочки 9 определяется временем нахождения частицы 7 в потоке плазмы и концентрацией атомов присадочного материала 8 и регулируется в распылителе 2 и устройстве подачи 6.
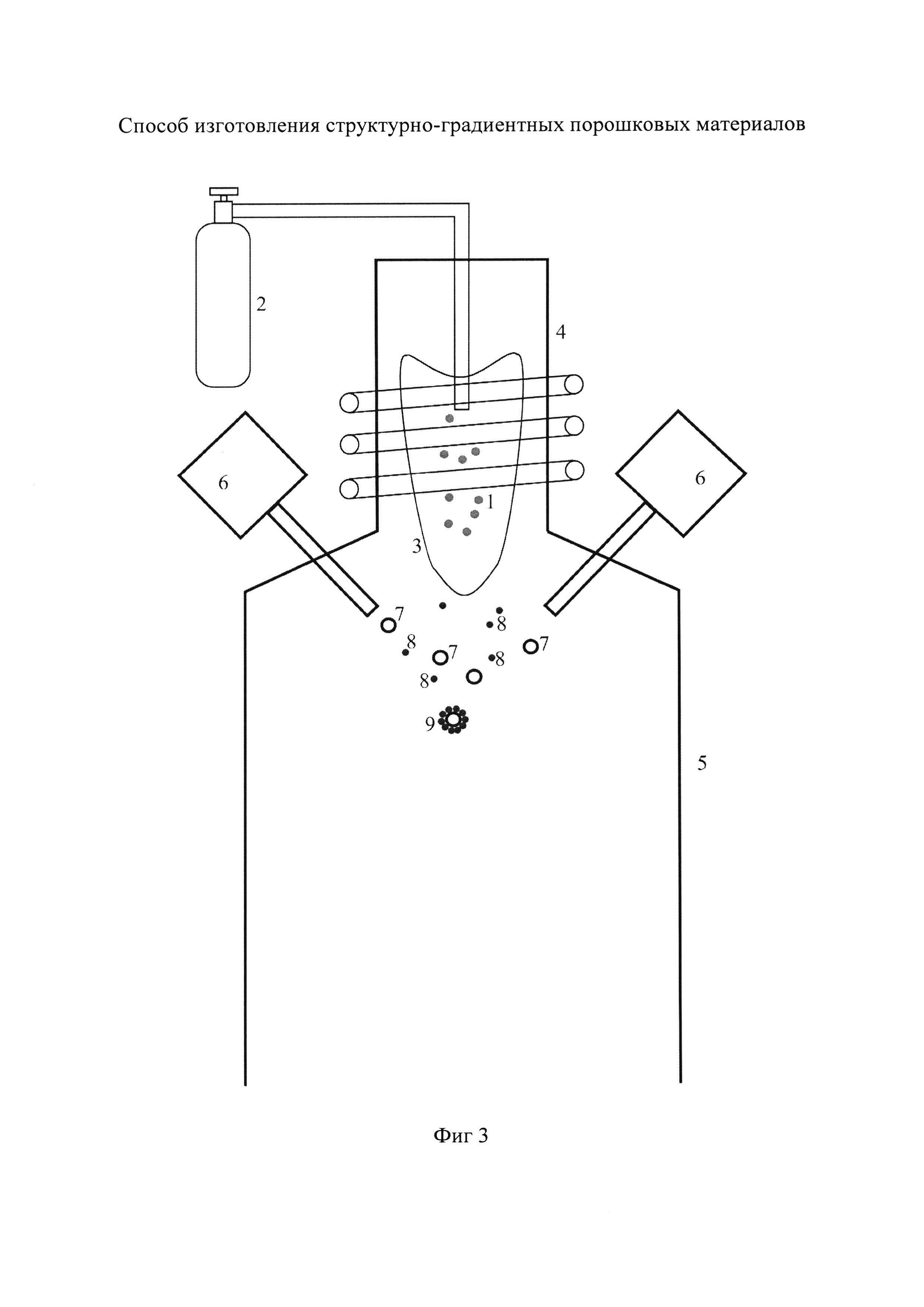
На Фиг.3 схематически изображен процесс осуществления предлагаемого способа изготовления структурно-градиентных порошковых материалов по его третьему варианту.
Газообразный присадочный материал 1 (например, азот, водород, кислород или метан) посредством устройства подачи 2 вводится в поток индуктивно-связанной плазмы 3, создаваемый высокочастотным плазматроном 4. В потоке плазмы газообразный присадочный материал за счет высокой температуры (5000-8000 К) разлагается (в случае сложного соединения, например метана на атомы водорода и углерода) и атомизируется. Продукты разложения присадочного материала направляются в конденсационную камеру 5. В конденсационной камере в поток плазмы посредством устройства подачи 6 вводят порошок для формирования ядра 7. За счет большой разности температуры (1000-4000К) частиц порошка 7 и продуктов разложения присадочного материала 8, последние диффундируют к частицам 7 и конденсируются на их поверхности, формируя оболочку 9. Например, при использовании в качестве присадочного материала 1 углеводородного газа метана продукт его разложения углерод 8 формирует на поверхности ядер 7 карбидную оболочку 9. Если в качестве присадочного материала 1 используются простые газы (например, азот, кислород или водород), то они в потоке плазмы, как правило, не разлагаются и в конденсационной камере 5 химически реагируют с поверхностным слоем частиц 7, формируя нитридную, оксидную или металлическую, восстановленную из оксидов, оболочку, соответственно.
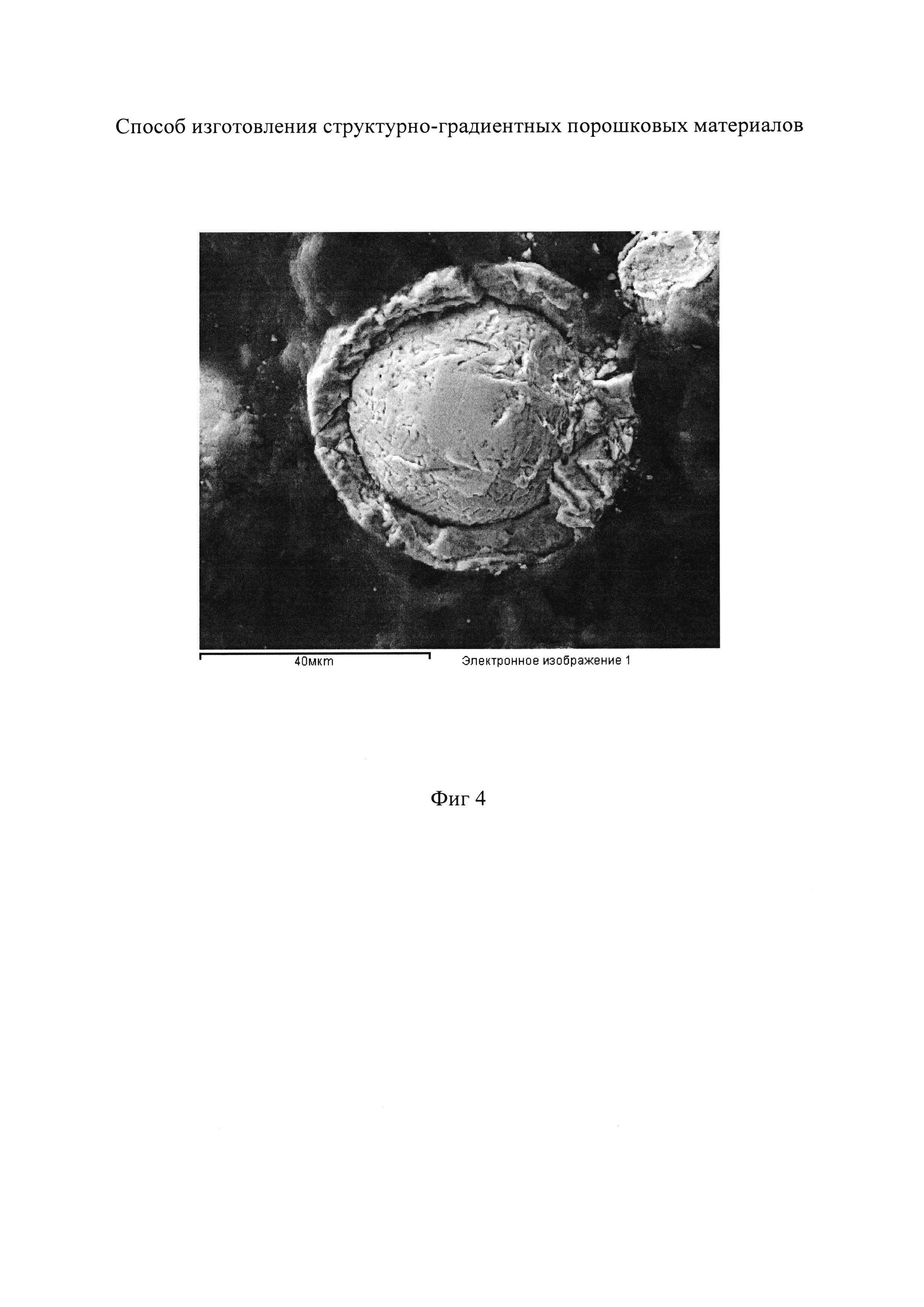
Рассмотрим осуществление способа изготовления структурно-градиентных порошковых материалов по его третьему варианту. Перед началом осуществления предлагаемого способа изготовления структурно-градиентных порошковых материалов в высокочастотном плазматроне 4 зажигаем разряд, устанавливаем требуемые значения расходов плазмообразующего газа (например, аргона). После того, как разряд в плазматроне стабилизировался, посредством устройства подачи 2 в поток индуктивно-связанной плазмы 3 вводят газообразный присадочный материал 1, который в плазме разлагается (в случае сложного соединения) и атомизируется. Например, при подаче в плазму в качестве присадочного материала метана, происходит его пиролиз с выделением атомарного углерода и водорода. Далее в поток плазмы посредством устройства подачи 6 вводят порошок для формирования ядра 7. За счет большой разности температуры частиц 7 и атомов присадочного материала 8 последние конденсируются на частицах 7, образуя оболочку 9. Толщина оболочки 9 определяется временем нахождения частицы 7 в потоке плазмы и регулируется расходом транспортного газа в устройстве подачи 6. Например, на Фиг.4 приведено изображение шлифа частиц порошка жаропрочного никелевого сплава Инконель 718, покрытых оболочкой из углерода. Толщина полученной оболочки менее 1 мкм. На Фиг.4 отчетливо видно ядро структурно-градиентной частицы и ее оболочка.
Применение предлагаемого способа изготовления структурно-градиентных (композитных) порошковых материалов, по сравнению с прототипом, позволит путем направленной подачи в поток индуктивно-связанной плазмы порошка для формирования ядра и присадочного материала в виде порошка, аэрозоля или газа для образования оболочки за счет процессов испарения присадочного материала в потоке плазмы и конденсации его паров на поверхности ядра создавать структурно-градиентные порошковые материалы с заранее заданными свойствами.
Резцовая головка для удаления внутреннего грата в электросварных трубах
Камера сгорания газотурбинного двигателя с регулируемым распределением воздуха
Способ переноса изображений с трансферной пленки на металлоизделия объемной конструкции электротермовакуумной обработкой
Шаговый электродвигатель
Магнитный редуктор
Разборная оправка для формообразования полых изделий
Способ монтажа оконных и дверных блоков в домах из бревен и бруса
Инструмент для соединения деталей из листового металла клинчеванием
Способ проведения экзотермических и эндотермических каталитических процессов частичного превращения углеводородов и реакторная группа для его осуществления
Устройство для определения механических свойств полимерных материалов
Способ получения никелевой волоконной электродной основы с развитой поверхностью волокон для химических источников тока и полученная этим способом никелевая волоконная основа электрода
Способ заряда химического источника тока с водным электролитом
Способ лазерной обработки изделия (варианты) и устройство для его осуществления (варианты)
Способ электролитно-плазменной обработки изделий, изготовленных с применением аддитивных технологий
Способ лазерного упрочнения полой металлической заготовки
Способ изготовления тавровой балки лазерным лучом
Способ лазерной сварки заготовок больших толщин
Способ лазерной термической обработки металлического листа
Способ лазерной наплавки покрытий на образец и устройство для его осуществления
Устройство для гибридного лазерно-акустического создания функционально-градиентного материала

