Результат интеллектуальной деятельности: УНИВЕРСАЛЬНАЯ СПЕЦИАЛИЗИРОВАННАЯ ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ДЛЯ ЛАЗЕРНОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОЙ ПРОСТРАНСТВЕННОЙ КОНФИГУРАЦИИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к технологической оснастке, и в частности к универсальной специализированной технологической оснастке, предназначенной для лазерной размерной обработки тонкостенных деталей сложной пространственной конфигурации. Технологическая оснастка может быть использована в станочной части лазерной технологической установки.
Уровень техники
Лазерная размерная обработка деталей сложной пространственной конфигурации обеспечивает полное устранение ручного труда, исключает влияние человеческого фактора, повышает качество обработки за счет отсутствия силового воздействия на обрабатываемую деталь, позволяет существенно сократить цикл подготовки производства новых изделий. По сравнению с механообработкой лазерная технология размерной обработки позволяет снизить трудоемкость и производственные затраты за счет увеличения скорости обработки.
Для фиксации обрабатываемой детали, такой как тонкостенная деталь сложной пространственной конфигурации, применяется специализированная технологическая оснастка, позволяющая точно позиционировать обрабатываемую деталь и производить необходимые операции лазерной размерной обработки. Однако существует проблема обеспечения достаточно точного размещения и надежной фиксации обрабатываемой детали на оснастке при снижении риска повреждения или деформации детали средствами ее фиксации.
Ближайшим аналогом к заявляемому техническому решению является универсальный автоматизированный комплекс для базирования и механической обработки крупногабаритных листовых деталей, описанный в патенте РФ №2247018 (опубл. 27.02.2005), который предназначен для базирования крупногабаритных обводообразующих деталей одинарной и двойной кривизны из металлического листа или композиционного материала, при этом в известном комплексе предусмотрены подвижные секции с рядами опор, установленные на столе станка с ЧПУ на стойках с возможностью поворота секции в цапфах на этих стойках по программе на заданный угол, а оси подвижных опор расположены на поворотных секциях в двух рядах в радиальных направлениях таким образом, что вакуумные чашки в исходном положении располагаются по дугам цилиндрический поверхности; опоры имеют централизованный привод и фиксацию. При этом в известном решении оси подвижных опор расположены на поворотных секциях в двух рядах в радиальных направлениях таким образом, что вакуумные чашки в исходном положении располагаются по дугам цилиндрический поверхности. Расположение осей подвижных опор в радиальных направлениях так, чтобы вакуумные чашки на концах этих опор располагались по дугам цилиндрической поверхности ограничивает спектр возможных форм обрабатываемых известным комплексом деталей теми формами, которые по существу близки к дугам цилиндра, и не вполне подходит для обработки деталей, имеющих поверхность двойной кривизны или сложных форм. Кроме того, в известном решении для установки опор в соответствии с формой обрабатываемой детали, которую необходимо разместить в известной оснастке, применяется траверса с упорами, которая устанавливается в одну из позиций стоек оснастки в соответствии с программой. Штоки упоров траверсы и штоки опор выдвигаются для обеспечения необходимого положения опор, в котором опоры упираются в упоры траверсы. После этого опоры фиксируются в полученном положении, и траверса перемещается в следующую позицию для выставления следующего ряда опор. Это обусловливает значительную сложность известной конструкции оснастки, поскольку необходимо применение дополнительных деталей для предварительной настройки положений всех опор перед размещением обрабатываемой детали на оснастке.
Таким образом, к недостаткам известного решения можно отнести ограниченный спектр возможных форм обрабатываемых деталей и сложность конструкции и способа работы известной оснастки.
Раскрытие изобретения
Задача изобретения состоит в создании конструкции универсальной специализированной технологической оснастки для лазерной размерной обработки тонкостенных деталей сложной пространственной конфигурации, отличающейся точностью размещения и надежностью фиксации обрабатываемой детали на оснастке при снижении риска повреждения или деформации детали.
Технический результат, достигаемый при реализации заявляемого изобретения, заключается в обеспечении минимальной деформации детали при фиксации на оснастке. Кроме того, достигается упрощение конструкции оснастки.
Для решения поставленной задачи предложена конструкция специализированной технологической оснастки для лазерной размерной обработки тонкостенных деталей сложной пространственной конфигурации. Технологическая оснастка предназначена для фиксации тонкостенной детали при размерной обработке и содержит основание с одной или более подвижными опорами, причем каждая подвижная опора содержит подвижный пневмоцилиндр, выполненный с возможностью перемещения вдоль вертикальной оси, при этом каждая подвижная опора содержит один или более пневматический линейный привод, выполненный с возможностью обеспечения перемещения подвижного пневмоцилиндра вдоль вертикальной оси, и один или более пневматический тормоз, выполненный с возможностью фиксации пневмоцилиндра в заданном положении. Отличие от ближайшего аналога состоит в том, что на верхнем конце пневмоцилиндра установлена полусферическая опора, заключенная в вакуумную присоску. Вакуумная присоска предпочтительно выполнена с возможностью деформации и имеет по существу чашеобразную форму. В варианте выполнения оснастка может содержать блок управления, подающий команды на пневматические линейные приводы и пневматические тормоза каждой подвижной опоры.
Краткое описание чертежей
Ниже приведено описание заявляемого технического решения, проиллюстрированное чертежами, на которых одинаковые или аналогичные элементы отмечены одинаковыми ссылочными позициями. Чертежи выполнены не в масштабе. Пропорции и размеры отдельных элементов могут быть преувеличены для наглядности. Чертежи являются схематичными и упрощенными. Необходимо отметить, что объем изобретения определяется исключительно прилагаемой формулой изобретения, в то время как нижеследующее подробное описание и чертежи служат лишь для иллюстрации изобретения и для обеспечения наилучшего понимания примерных вариантов его выполнения, но не для определения или ограничения его объема. На чертежах показано:
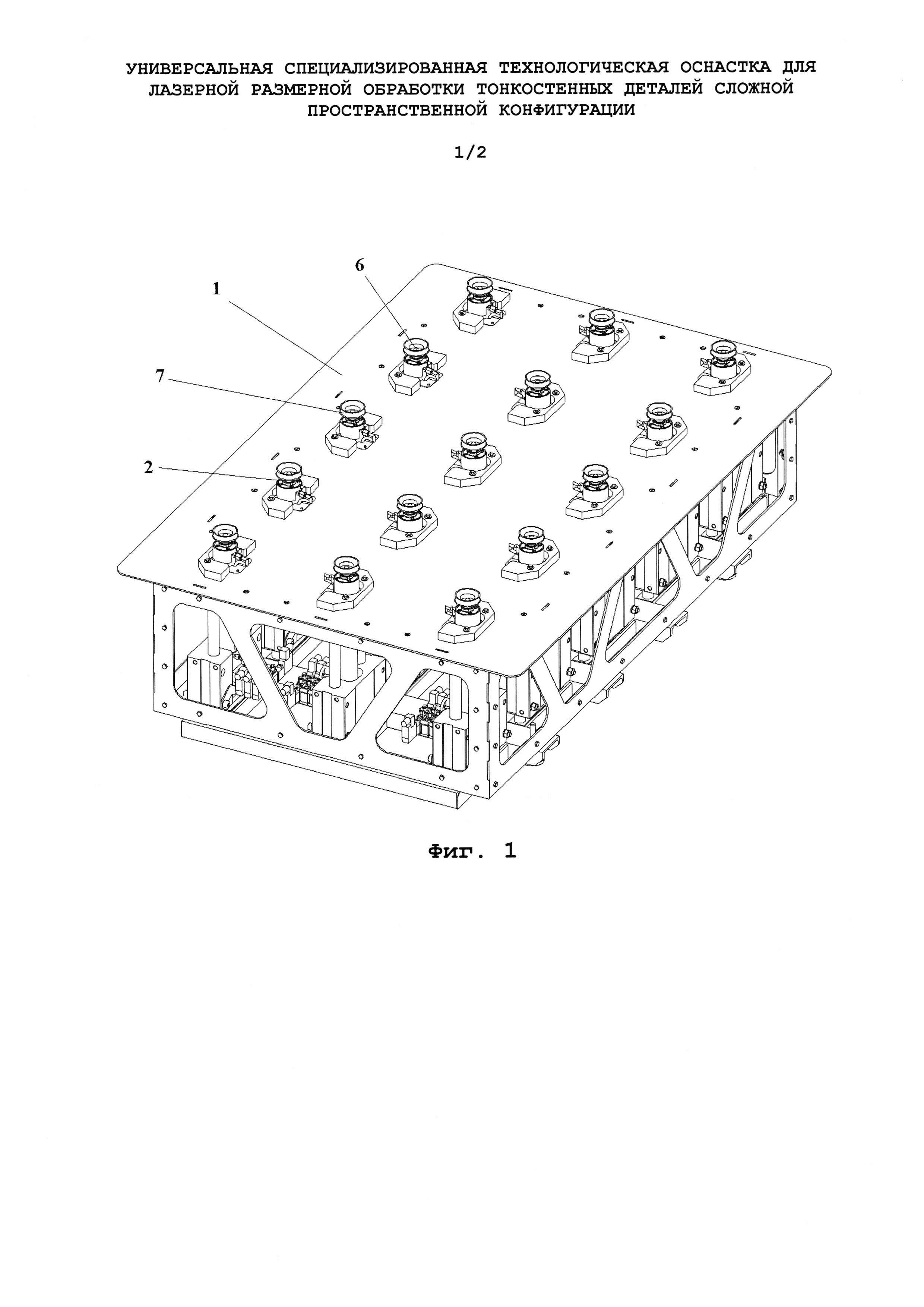
На Фиг. 1 представлена принципиальная схема конструкции универсальной специализированной технологической оснастки для лазерной размерной обработки тонкостенных деталей сложной пространственной конфигурации согласно изобретению.
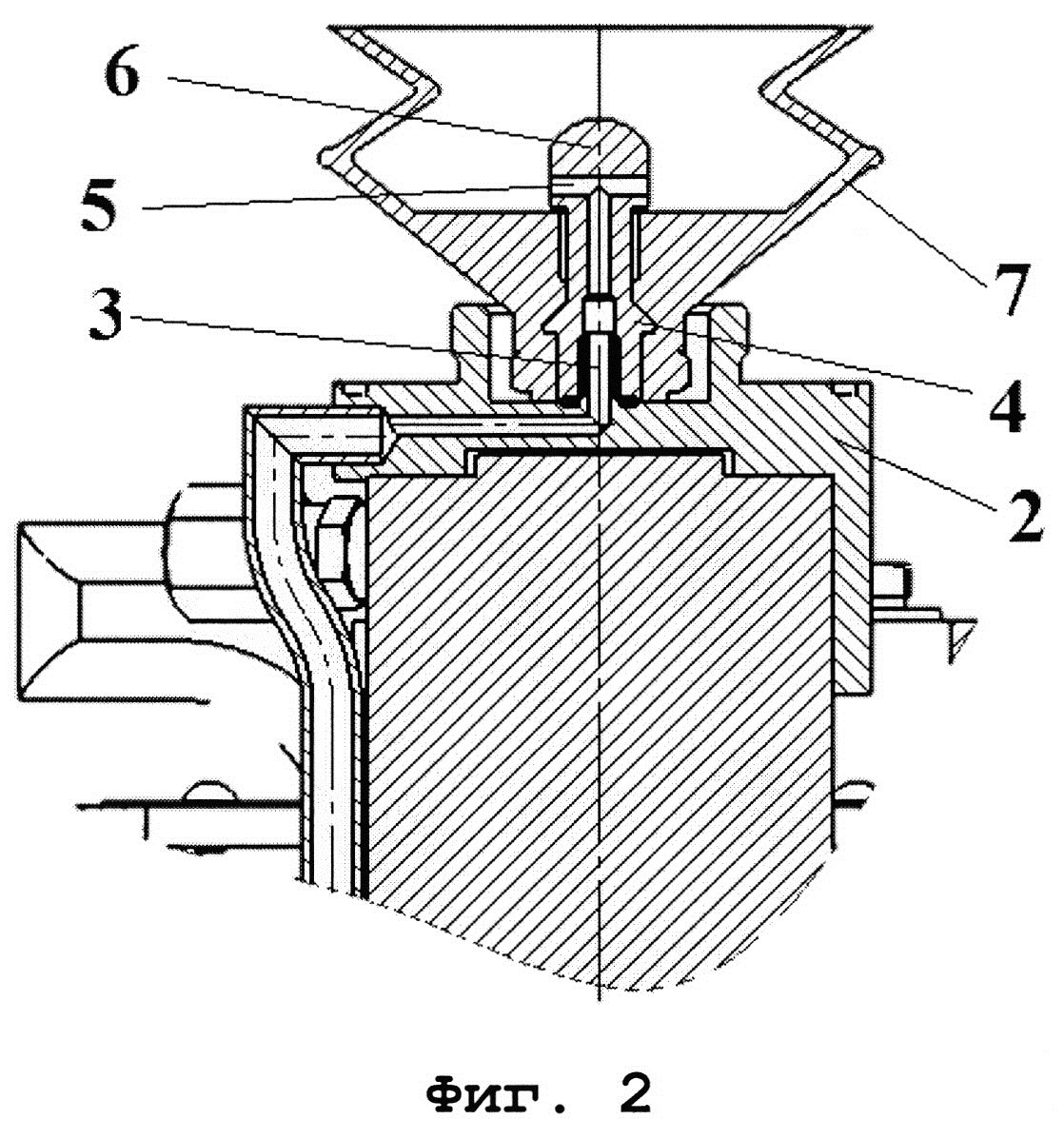
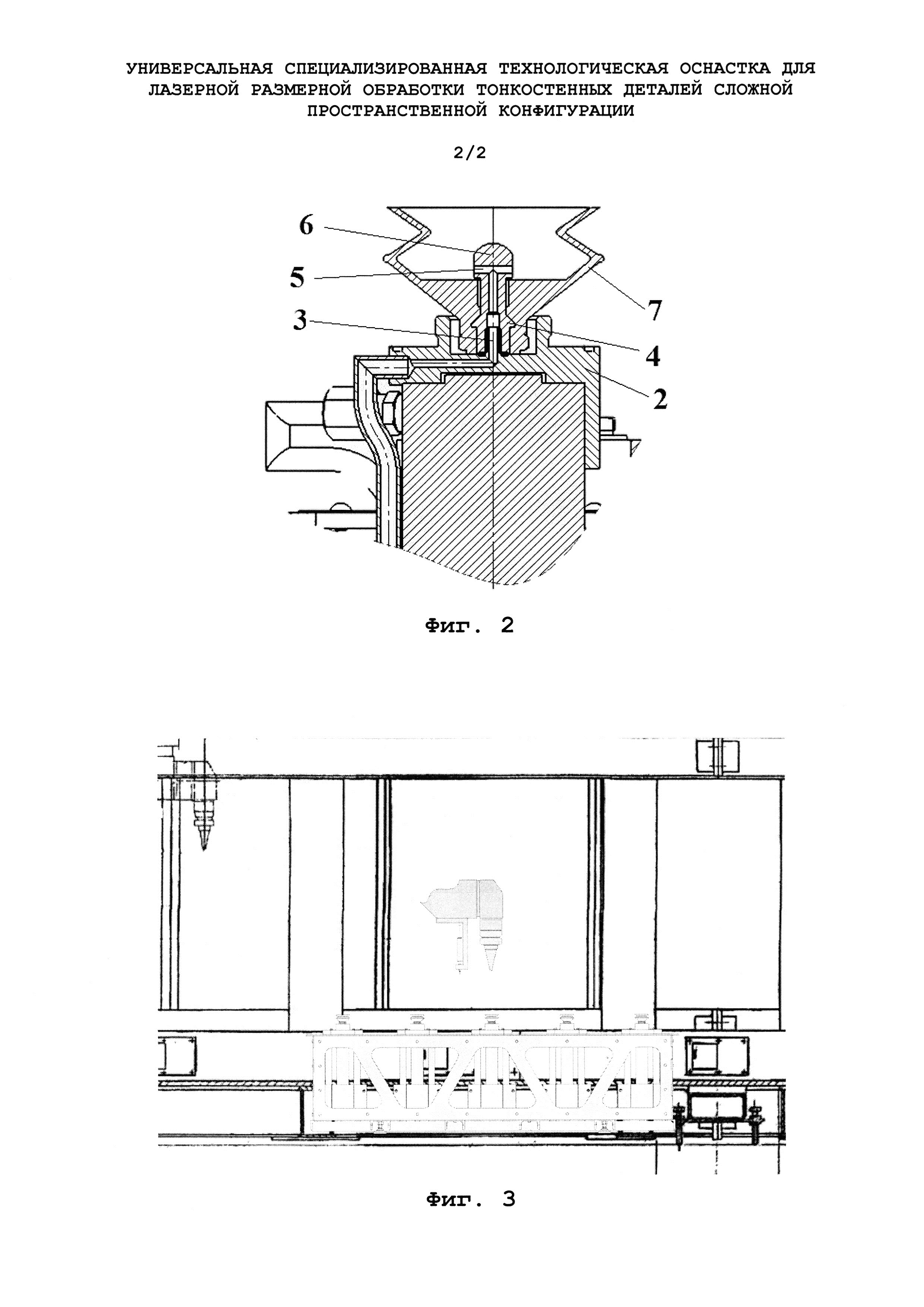
На Фиг. 2 показан вид в разрезе узла подвижной опоры, содержащего пневматический линейный привод, пневматический тормоз, пневмоцилиндр, полусферическую опору и вакуумную присоску.
На Фиг. 3 представлен вариант расположения универсальной специализированной технологической оснастки на лазерной установке.
Осуществление изобретения
Специализированная технологическая оснастка для лазерной размерной обработки тонкостенных деталей сложной пространственной конфигурации, показанная на фиг. 1, содержит основание 1 с подвижными опорами 2, имеющими возможность перемещаться вдоль вертикальной оси. Основание 1 расположено в горизонтальной плоскости и имеет форму в плане, близкую к прямоугольной. Каждая подвижная опора содержит пневмоцилиндр 5, на верхнем подвижном конце которого установлена полусферическая опора 6, заключенная в вакуумную присоску 7, как показано на фиг. 2. Перемещение пневмоцилиндров 5 обеспечивается пневматическими линейными приводами 3, и кроме того предусмотрены пневматические тормоза 4, выполненные с возможностью фиксации пневмоцилиндров 5 в заданном положении.
Принцип работы универсальной технологической оснастки для лазерной размерной обработки тонкостенных деталей сложной пространственной конфигурации основан на формировании криволинейного поля, соответствующего форме фиксируемой детали, посредством подвижных опор 2, выполненных с возможностью перемещения вдоль вертикальной оси посредством пневматических линейных приводов 3 и фиксации в заданном положении посредством пневматических тормозов 4. При этом тонкостенная деталь сложной пространственной конфигурации помещается на предварительно сформированное и выставленными в заданные положения подвижными опорами 2 поле криволинейной или иной формы и фиксируется путем прижатия поверхности детали к подвижным опорам 2 вакуумными присосками 7.
Для исключения деформации детали вакуумными присосками 7 каждая опора 6 пневмоцилиндра, представляющая собой предпочтительно металлическую полусферу, помещена внутрь вакуумной присоски 7 таким образом, что прижим осуществляется за область детали, окружающую опору со всех сторон, что обеспечивает минимальные деформации детали при фиксации.
Взаиморасположение присоски и опоры позволяет присоске деформироваться, обеспечивая присасывание детали при наклоне касательной к поверхности к горизонту на угол до 45°.
Пневмоцилиндр 5 соединен с основанием 1 через подвижную опору (2) и выставляется с высокой точностью как по положению относительно основания, так и по наклонам его оси к плоскости основания. Перемещение подвижного пневмоцилиндра 5 осуществляется посредством пневматических линейных приводов 3.
Управление пневматическими линейными приводами 3, перемещающими пневмоцилиндры 5, и пневматическими тормозами 4 осуществляется посредством блока управления, подающего команды на пневматические линейные приводы 3 и пневматические тормоза 4, в качестве примера, но не ограничения, в форме аналогового электрического сигнала, приводящего в действие исполнительные механизмы пневматических линейных приводов 3 и пневматических тормозов 4, при этом упомянутый аналоговый электрический сигнал формируется в блоке управления на основании цифровых данных, например на основании соответствующих команд программного и/или микропрограммного обеспечения, посредством которого блок управления осуществляет управление пневматическими линейными приводами 3 и/или пневматическими тормозами 4, а также, в качестве примера, но не ограничения, на основании параметров тонкостенной детали сложной пространственной конфигурации, которая должна быть установлена на оснастку согласно изобретению, таким образом, что каждый подвижный пневмоцилиндр 5 устанавливается на определенную высоту относительно плоскости основания 1, определяемую формой соответствующего участка детали, подлежащей установке на оснастку. Специалистам в данной области техники известно множество вариантов реализации блока управления и аппаратного, программного и/или микропрограммного обеспечения для работы блока управления в соответствии с настоящим изобретением. Кроме того, следует понимать, что, как известно в уровне техники, такой блок управления может быть реализован различными материально-техническими средствами, и в частности различными сочетаниями аппаратных средств (таких как, не ограничиваясь, интегральные схемы, процессоры, микропроцессоры, один или более компьютеров общего назначения или один или более специализированных компьютеров, программируемые логические интегральные схемы и т.п.) и программных средств (таких как одна или более программ на одном или более языках программирования, в виде набора команд и/или машинного кода). При этом одна или более программ могут быть сохранены на машиночитаемом носителе данных, являющемся частью блока управления или внешнем по отношению к нему, и/или могут быть переданы в блок управления проводными и/или беспроводными средствами связи. Варианты реализации блока управления, кратко перечисленные выше, являются лишь примерными, и возможны изменения, дополнения и/или эквивалентные замены, не выходящие за рамки объема изобретения.
В соответствии с принципом работы оснастки согласно изобретению, при подаче соответствующей команды пневмоцилиндр 5 начинает движение вверх. При достижении подвижной опорой 2 заданной высоты движение останавливается, и пневмоцилиндр 5 фиксируется пневматическим тормозом 4. Для выставления каждой из подвижных опор 2 на заданную высоту в соответствии с командами блока управления в предпочтительном варианте выполнения изобретения используется сенсорная головка. Процедура последовательно повторяется для каждой из одной или более подвижных опор 2.
Возможные материально-технические средства реализации пневматических линейных приводов 3 и пневматических тормозов 4 в соответствии с изобретением известны специалистам в данной области техники. В качестве линейного привода может быть использован любой пневматический линейный привода, выполненный с возможностью приведения в движение частей машин и механизмов по линейному поступательному движению. Преимущество пневматического линейного привода состоит в обеспечении возможности точного управления перемещением пневмоцилиндра 5, причем может быть обеспечена точность в пределах 2,5 мм и повторяемость в пределах 0,25 мм. Пневматический линейный привод 3 может быть выполнен, например, из алюминия или стали и может создавать значительную силу (порядка до 100 тысяч Н), что достаточно для перемещения пневмоцилиндра 5.
Пневматический тормоз 4 в соответствии с изобретением может иметь различные варианты конструкции, и в частности он может быть выполнен с возможностью обжатия пневмоцилиндра 5 с силой, достаточной для его надежной фиксации под нагрузкой, которую может оказывать на него обрабатываемая тонкостенная деталь, помещаемая на оснастку согласно изобретению.
Вакуумные присоски 7 предпочтительно выполнены из гибкого упругого материала, такого как резина или силикон, и может иметь чашеобразную форму или иную форму, обеспечивающую равномерный прижим осуществляется за область детали, окружающую полусферическую опору 6 со всех сторон. Возможно выполнение вакуумной присоски 7 более сложной формы, например имеющей на виде сбоку форму «гармошки», как проиллюстрировано, в частности, на Фиг. 2.
На Фиг. 3 показан пример размещения технологической оснастки согласно изобретению на лазерной установке для лазерной размерной обработки.
При том, что выше описаны примерные варианты выполнения заявляемого изобретения, специалистам в данной области техники очевидно, что возможны различные изменения, не выходящие за рамки сущности и объема предложенного технического решения. Перечисленные выше материалы, из которых выполнены компоненты оптической системы заявляемого доплеровского сканирующего лидара, а также конкретные параметры и режимы работы описанных выше элементов, являются примерными, и специалистам в данной области техники будет очевидна возможность использования других материалов с аналогичными свойствами и/или режимов, не выходящая за рамки объема настоящего изобретения. Все такие возможные изменения наряду с полным объемом эквивалентов вышеуказанных признаков считаются входящими в объем заявляемого изобретения, который определяется нижеприведенной формулой изобретения и не ограничен конкретными примерами, описанными выше и показанными на прилагаемых чертежах.
Состав для защитного покрытия
Препрег антифрикционного органопластика и изделие, выполненное из него
Керамический композиционный материал
Стеклокерамический композиционный материал
Высокопрочная немагнитная сталь
Теплостойкая подшипниковая сталь
Радиопоглощающий материал
Способ защиты деталей газовых турбин из никелевых сплавов
Способ получения листовых изделий из никелевых жаропрочных сплавов
Беспилотный самолёт
Перестраиваемый лазерный резонатор

