Результат интеллектуальной деятельности: Способ изготовления секций несущей решетки реверсера тяги
Вид РИД
Изобретение
Изобретение относится к области авиационного машиностроения, а именно к конструкции авиационных двигателей и тормозных устройств самолетов, и может быть использовано для разработки и производства элементов газотурбинного двигателя самолета.
Из уровня техники известны реверсеры тяги самолета по книге «Авиационные газотурбинные двигатели» М.М. Масленников, Ю.И. Шальман, М., «Машиностроение», 1975 г., стр. 457…461.
Известны реверсеры тяги самолета по патентам RU 2069782 от 19.08.1992, Франции N А-2486 153, МПК7 F02K 1/56.
Известны воздушно-реактивные двигатели с реверсом тяги по патентам RU 2232282 от 26.03.2003, US 5392991 А, 28.02.1995, DE 4200645 А1, 06.08.1992, МПК7 F02K 1/60.
Известны секции решетки реверсера тяги самолета из полимерных композиционных материалов и способ их изготовления по патентам RU №2363580 от 19.04.2005, ЕР 0916477 А1 от 19.05.1999, US 4596621 А от 24.06.1986 МПК7 F02F 1/64.
Известны секции решетки элементов самолета из перекрещивающихся углеродных волокон, пропитанных полимерным связующим, способы их изготовления и оснастка для осуществления способа по патентам RU 2312790 от 14.06.2006, US 6464170 А от 07.03.2001, МПК7 В64С 1/00.
Наиболее близким к заявленному техническому решению и взятым за прототип является способ изготовления секций несущей решетки реверсера тяги самолета из полимерных композиционных материалов, в котором в продольные и поперечные канавки оправки непрерывным жгутом из однонаправленных, например, углеродных нитей, пропитанных полимерным связующим, наматывают перекрещивающиеся продольные и поперечные слои ребер и лопаток секции решетки, цепляя жгут за штифты при изменении направления намотки, причем канавки различного сечения, от прямоугольного для несущих торцевых лопаток до с-образного и изогнутого, с различной степенью изогнутости, каплевидного для аэродинамических лопаток и ребер, глубиной, соразмерной расстоянию между канавками, с поднутрением, также соразмерным этому расстоянию, выполняют в разделительном слое из антиадгезионного эластичного материала с образованием расположенных между канавками для ребер рядов штырей, разделенных в этих рядах канавками для лопаток и армированных металлическими клыками, которые вставляют порядно в основание оправки, ориентируя их, например, в прямоугольных выемках основания ножками, например, прямоугольного сечения, закрепляя каждую ножку клыка в основании винтом, после сборки оправки осуществляют намотку секции, укладывая жгут за несколько проходов в каждую продольную или поперечную канавку с количеством проходов, пропорциональным текущей ширине канавки для слоя соответствующего уровня, при укладке слоя жгуты уплотняют, прочеканивая их в поперечном направлении и заглубляя в канавку гибким плоским чеканом, аналогично укладывают остальные слои, после полимеризации материала секции решетки обрезают жгуты, обернутые вокруг штифтов, откручивают винты ножек клыков, снимают конструкцию совместно с разделительным слоем и клыками с основания оправки, снимают клыки по индивидуальной траектории извлечения, выдавливают из ячеек решетки штыри антиадгезионного эластичного материала, складывая их за счет эластичности в пространство, освобожденное клыками, удаляют технологические припуски, зачищают поверхности ребер и лопаток, удаляя облой, при этом каждый ряд штырей предварительно изготавливают в форме для заливки антиадгезионного эластичного материала, которую выполняют в виде многосекционного ящика с внутренними поверхностями боковых стенок, по форме поверхности соответствующего ребра, разделенных перегородками, сечения которых идентичны сечению соответствующей лопатки, причем форму собирают из секций швеллерообразного сечения со скошенными полками с образованием из стенок швеллера общего днища формы, устанавливая секции поочередно в направляющих, затем в выемки, идентичные прямоугольным выемкам оправки, выполненные в днище секций, вставляют клыки оправки в щели между секциями, выполненными по конфигурации сечения соответствующей перегородки на торцах скошенных полок, преимущественно параллельно днищу поперек полок вставляют эти перегородки, выбирают технологические зазоры между секциями и перегородками, сжимая последние в направляющих с помощью нажимных винтов, заполняют литьевой композицией ячейки между скошенными полками и перегородками с образованием монолитной конструкции ряда штырей за счет затекания композиции в предусмотренные зазоры между перегородками и общим днищем, затем после полимеризации антиадгезионного эластичного материала ослабляют нажимные виты, вынимают перегородки, снимают с одной из сторон скошенные полки, которые предварительно выполняют съемными, извлекают монолитный ряд штырей с клыками, при этом остальные ряды комплекта изготавливают аналогично, патент RU 2509649 от 20.03.2014 г.
Недостатком общего известного уровня техники и прототипа для способа является низкая технологичность изготовления секций решеток из полимерных композиционных материалов, с креплением ребер и лопаток взаимной заделкой их армирующих волокон. Известный способ предусматривает намотку волокон в канавки, выполненные в разделительном слое из антиадгезионного эластичного материала. Для обеспечения известных аэродинамических параметров решетки требуются канавки также известного, различного сечения, от прямоугольного торцевой лопатки до с-образного и изогнутого, с различной степенью изогнутости, каплевидного для аэродинамических лопаток и ребер, глубиной, соразмерной расстоянию между канавками, с поднутрением, превышающим это расстояние. В этом случае наиболее трудоемкой является операция по удалению разделительного слоя из ячеек решетки. Этот разделительный слой, даже из высоко эластичного материала (силиконовой резины) удалить без его разрушения практически невозможно. Принудительное же его разрушение также сильно затруднено из-за наличия его загибов и поднутрений. Известная операция по намотке волокон является низко технологичной, так как не обеспечивает оптимального качества укладки волокон в изогнутые канавки переменной толщины. Также недостатком является низкая технологичность известного способа изготовления разделительного слоя в специальных формах, не обеспечивающего оформления канавок различного сечения требуемой формы.
Поставленная задача с достижением технического результата заявленного изобретения решается тем, что способ изготовления секций несущей решетки реверсера тяги самолета из полимерных композиционных материалов, при котором в продольные и поперечные канавки оправки непрерывным жгутом из однонаправленных, например, углеродных нитей, пропитанных полимерным связующим, наматывают под определенным, заранее выставленным на шпулярнике, натяжением перекрещивающиеся продольные и поперечные слои ребер и лопаток секции решетки, цепляя жгут за установленные под определенным углом к основанию оправки и оси ребер и лопаток штифты при изменении направления намотки, причем канавки различного сечения, от прямоугольного для несущих торцевых лопаток до с-образного и изогнутого, с различной степенью изогнутости, каплевидного для аэродинамических лопаток и ребер, глубиной, соразмерной расстоянию между канавками, с поднутрением, также соразмерным этому расстоянию, выполняют в разделительном слое из антиадгезионного эластичного материала с образованием расположенных между канавками для ребер, рядов штырей, разделенных в этих рядах канавками для лопаток и армированных металлическими клыками, которые вставляют порядно в основание оправки, ориентируя их, например, в прямоугольных выемках основания ножками, например, прямоугольного сечения, закрепляя каждую ножку клыка в основании винтом, после сборки оправки осуществляют намотку секции, укладывая жгут за несколько проходов в каждую продольную или поперечную канавку с количеством проходов, пропорциональным текущей ширине канавки для слоя соответствующего уровня, при укладке слоя жгуты уплотняют, прочеканивая их в поперечном направлении и заглубляя в канавку гибким плоским чеканом, аналогично укладывают остальные слои, после полимеризации материала секции решетки обрезают жгуты, обернутые вокруг штифтов, откручивают винты ножек клыков, снимают конструкцию совместно с разделительным слоем и клыками с основания оправки, снимают клыки по индивидуальной траектории извлечения, выдавливают из ячеек решетки штыри антиадгезионного эластичного материала, складывая их за счет эластичности в пространство, освобожденное клыками, удаляют технологические припуски, удаляют облой.
Технический результат для способа, который может быть достигнут при решении технической задачи, заключается в повышении технологичности изготовления секций решеток за счет снижения трудоемкости операции по удалению разделительного слоя из ячеек решетки при складывании материала в пространство, освобожденное клыками (металлическими изогнутыми знаками), за счет повышения технологичности укладки волокон в изогнутые канавки переменной толщины, а также за счет повышения технологичности изготовления разделительного слоя в специальных формах. Также технический результат заключается в повышении технологичности и упрощения сборки оправки и подготовки ее к намотке, а также ее разборки.
Способ изготовления секций несущей решетки реверсера тяги самолета из полимерных композиционных материалов, заключается в следующем, что в продольные и поперечные канавки оправки непрерывным жгутом из однонаправленных, например, углеродных нитей, пропитанных полимерным связующим, наматывают с предварительно выставленным на шпулярнике определенным натяжением перекрещивающиеся продольные и поперечные слои ребер и лопаток секции решетки, цепляя жгут за установленные под определенным углом к основанию оправки и оси ребер и лопаток штифты при изменении направления намотки, причем канавки различного сечения, от прямоугольного для несущих торцевых лопаток до с-образного и изогнутого, с различной степенью изогнутости, каплевидного для аэродинамических лопаток и ребер, глубиной, соразмерной расстоянию между канавками, с поднутрением, также соразмерным этому расстоянию, выполняют в разделительном слое из антиадгезионного эластичного материала с образованием расположенных между канавками для ребер рядов штырей, разделенных в этих рядах канавками для лопаток и армированных металлическими клыками, которые вставляют порядно в основание оправки, ориентируя их, например, в прямоугольных выемках основания ножками, например, прямоугольного сечения, закрепляя каждую ножку клыка в основании винтом, после сборки оправки осуществляют намотку секции, укладывая жгут за несколько проходов в каждую продольную или поперечную канавку с количеством проходов, пропорциональным текущей ширине канавки для слоя соответствующего уровня, при укладке слоя жгуты уплотняют, прочеканивая их в поперечном направлении и заглубляя в канавку гибким плоским чеканом, аналогично укладывают остальные слои, после полимеризации материала секции решетки обрезают жгуты, обернутые вокруг штифтов, откручивают винты ножек клыков, снимают конструкцию совместно с разделительным слоем и клыками с основания оправки, снимают клыки по индивидуальной траектории извлечения, выдавливают из ячеек решетки штыри антиадгезионного эластичного материала, складывая их за счет эластичности в пространство, освобожденное клыками, удаляют технологические припуски, удаляя облой, при этом каждый ряд штырей предварительно изготавливают в форме для заливки антиадгезионного эластичного материала, которую выполняют в виде многосекционного ящика с внутренними поверхностями боковых стенок, по форме поверхности соответствующего ребра, разделенных перегородками, сечения которых идентичны сечению соответствующей лопатки, причем форму собирают из секций швеллерообразного сечения со скошенными полками с образованием из стенок швеллера общего днища формы, устанавливая секции поочередно в направляющих, затем в выемки, идентичные прямоугольным выемкам оправки, выполненные в днище секций, вставляют клыки оправки в щели между секциями, выполненными по конфигурации сечения соответствующей перегородки на торцах скошенных полок, преимущественно параллельно днищу поперек полок вставляют эти перегородки, заполняют литьевой композицией ячейки между скошенными полками и перегородками с образованием монолитной конструкции ряда штырей за счет затекания композиции в предусмотренные зазоры между перегородками и общим днищем, затем после полимеризации антиадгезионного эластичного материала, извлекают монолитный ряд штырей с клыками, при этом остальные ряды комплекта изготавливают аналогично.
Отличительными признаками для способа являются следующие признаки:
- канавки различного сечения, от прямоугольного для несущих торцевых лопаток до с-образного и изогнутого, с различной степенью изогнутости, каплевидного для аэродинамических лопаток и ребер, глубиной, соразмерной расстоянию между канавками, с поднутрением, также соразмерным этому расстоянию, выполняют в разделительном слое из антиадгезионного эластичного материала - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата на снижение трудоемкости операции по удалению разделительного слоя за счет его низкой адгезии и эластичности (деформируемости), а также на повышение качества секций решетки за счет обеспечения ее аэродинамических характеристик;
- с образованием расположенных между канавками для ребер рядов штырей, разделенных в этих рядах канавками для лопаток и армированных металлическими клыками, которые вставляют порядно в основание оправки, ориентируя их, например, в прямоугольных выемках основания ножками, например, прямоугольного сечения, закрепляя каждую ножку клыка в основании винтом - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата на повышение технологичности и упрощения сборки оправки и подготовки ее к намотке, а также ее разборки, а также на повышение качества секции решетки за счет повышения точности расположения канавок;
- после сборки оправки осуществляют намотку секции, укладывая жгут за несколько проходов в каждую продольную или поперечную канавку под определенным натяжением с количеством проходов, пропорциональным текущей ширине канавки для слоя соответствующего уровня, изменяя направление намотки за счет зацепления за установленные под определенными углами к основанию оправки и осям ребер и лопаток штифтов - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата на повышение технологичности укладки волокон в изогнутые канавки переменной толщины;
- при укладке слоя жгуты уплотняют, прочеканивая их в поперечном направлении и заглубляя в канавку гибким плоским чеканом, аналогично укладывают остальные слои - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата на повышение технологичности укладки волокон в изогнутые канавки переменной толщины, а также на повышение качества секции решетки за счет повышения физико-механических характеристик уплотненного материла;
- после полимеризации материала секции решетки обрезают жгуты, обернутые вокруг штифтов, откручивают винты ножек клыков, снимают конструкцию совместно с разделительным слоем и клыками с основания оправки - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата на повышение технологичности и упрощения разборки оправки, так как клыки снимаются по различной индивидуальной траектории;
- снимают клыки по индивидуальной траектории извлечения -признаки существенные, предусматривают наличие новых операций и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата на повышение технологичности и упрощения разборки оправки;
- выдавливают из ячеек решетки штыри антиадгезионного эластичного материала, складывая их за счет эластичности в пространство, освобожденное клыками - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата на снижение трудоемкости операции по удалению разделительного слоя из ячеек решетки.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технических результатов. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технических решений критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенное техническое решение существенными отличиями по сравнению с известным уровнем техники, аналогами и прототипом. Данное техническое решение является результатом научно-исследовательской и экспериментальной работы по повышению технологичности конструкции решетки реверсера тяги самолета с повышением надежностью ее работы без использования известных проектировочных решений, рекомендаций, материалов и обладает неочевидностью, что свидетельствует об его соответствии критерию «изобретательский уровень».
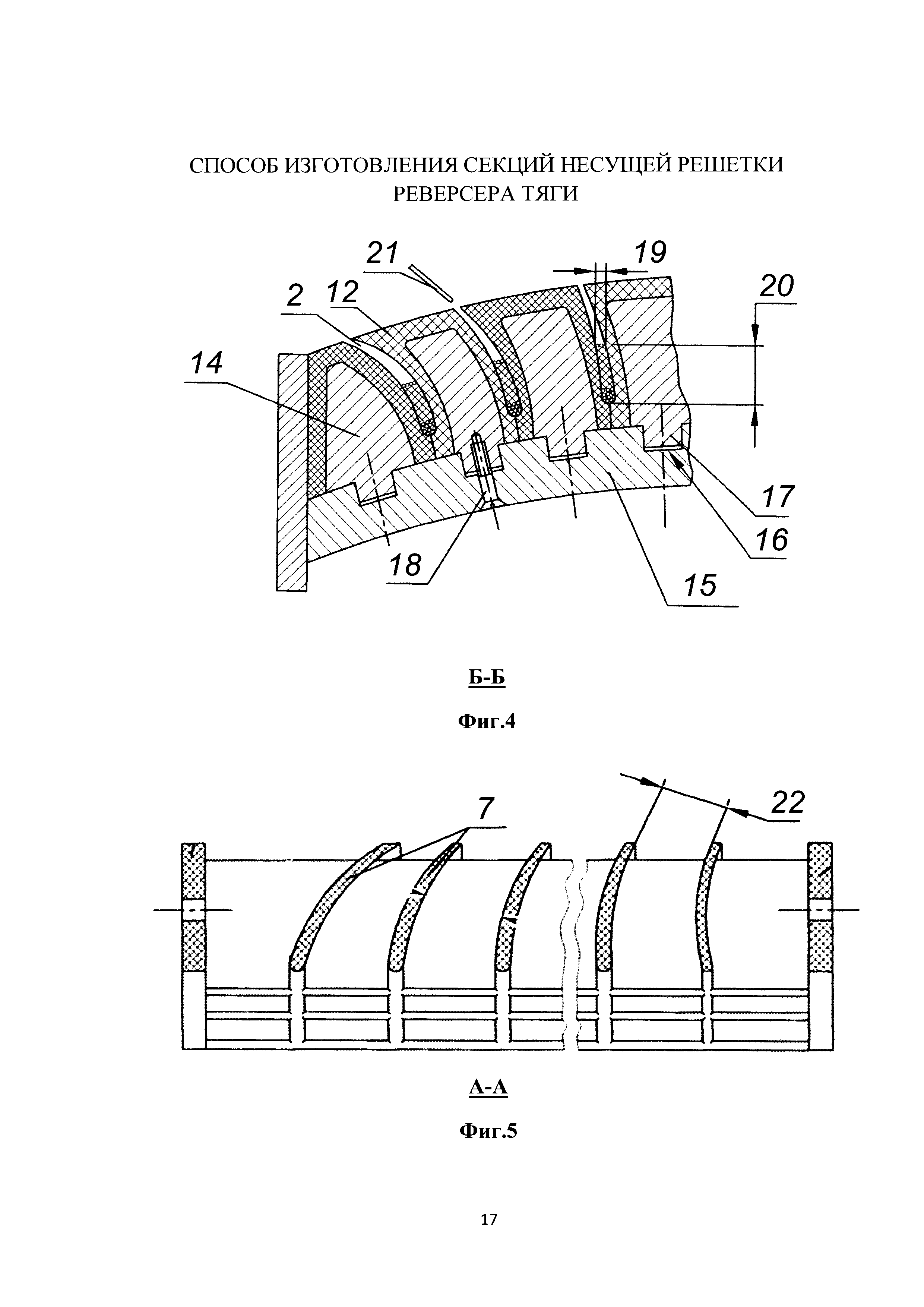
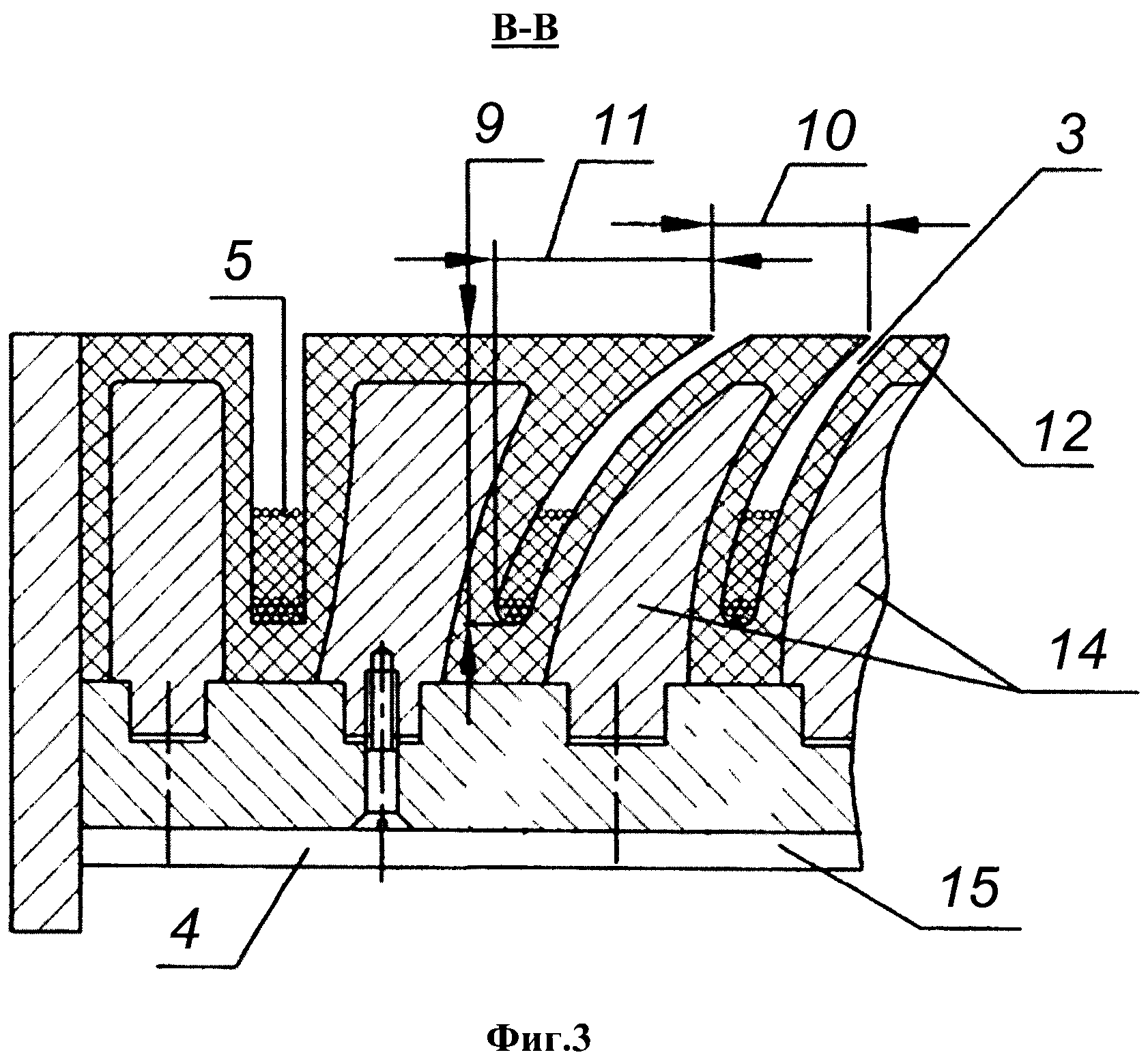
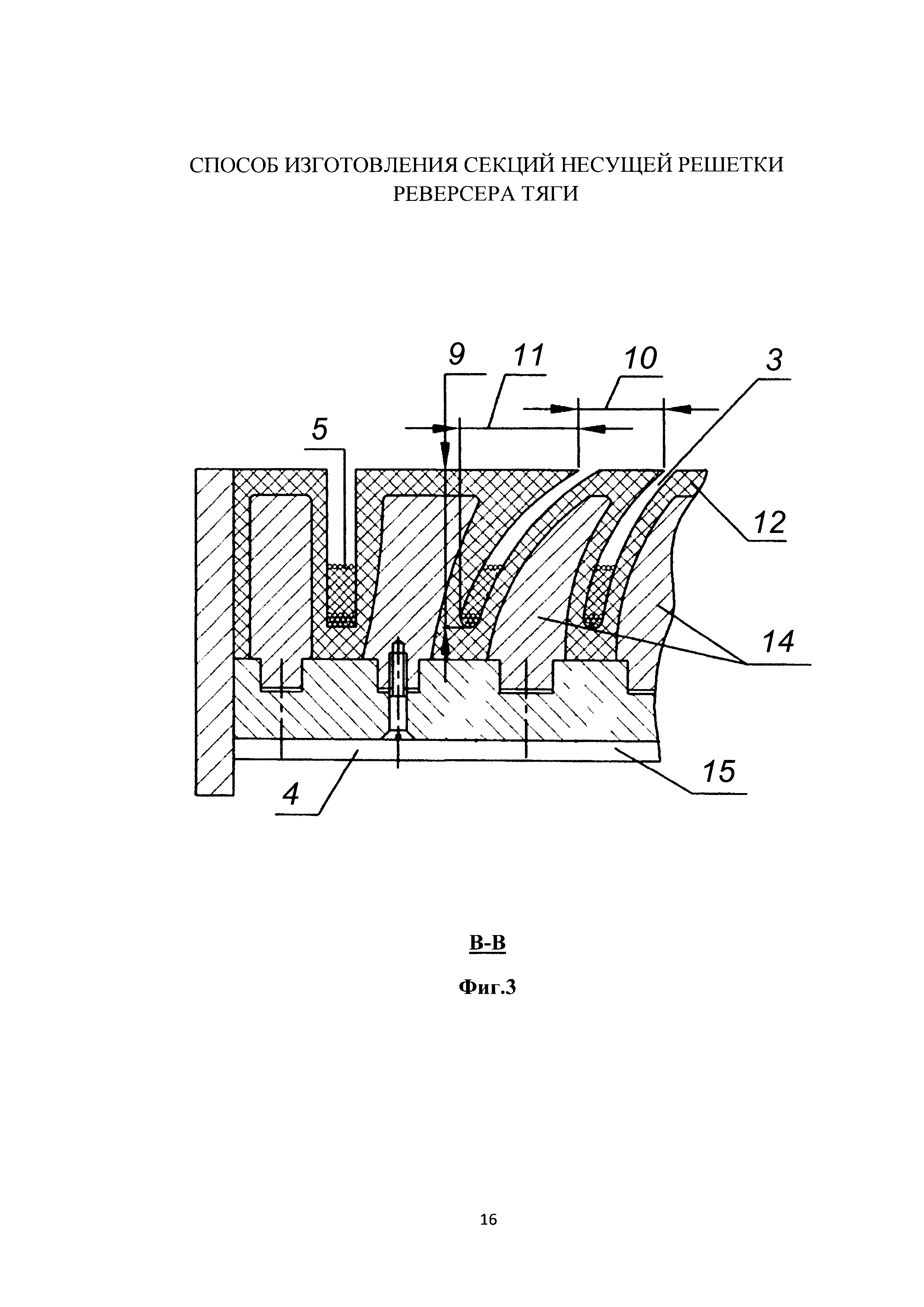
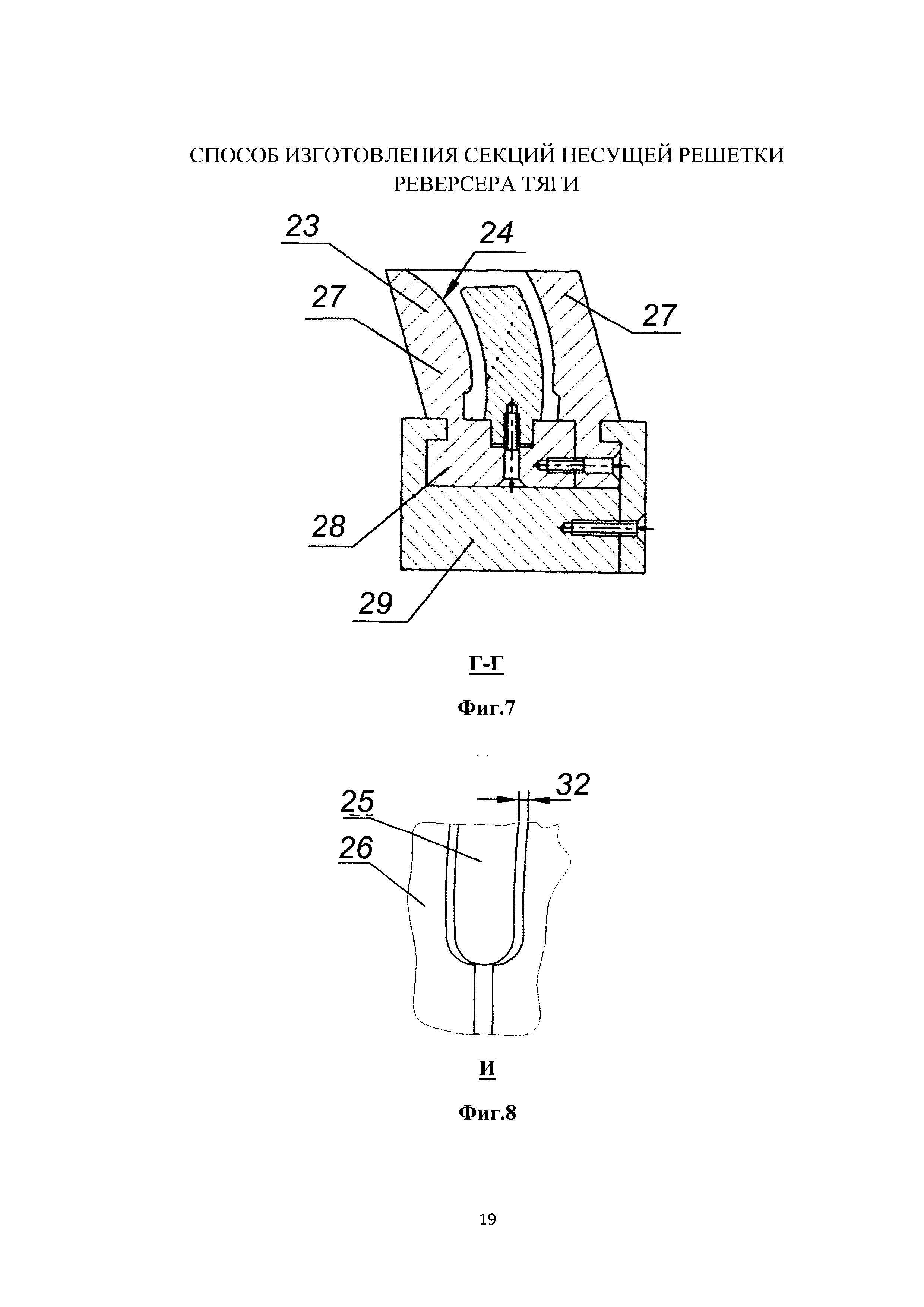
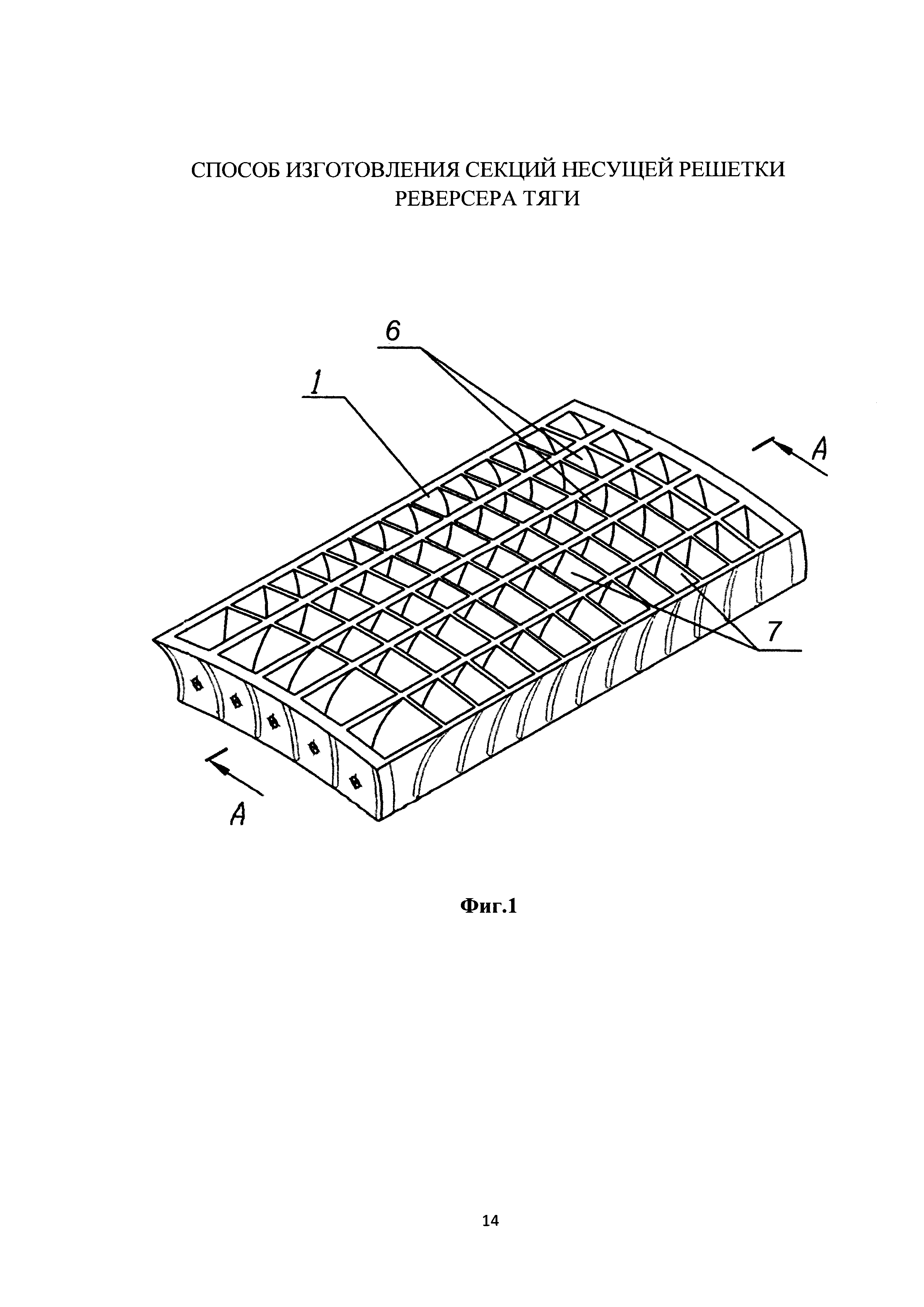
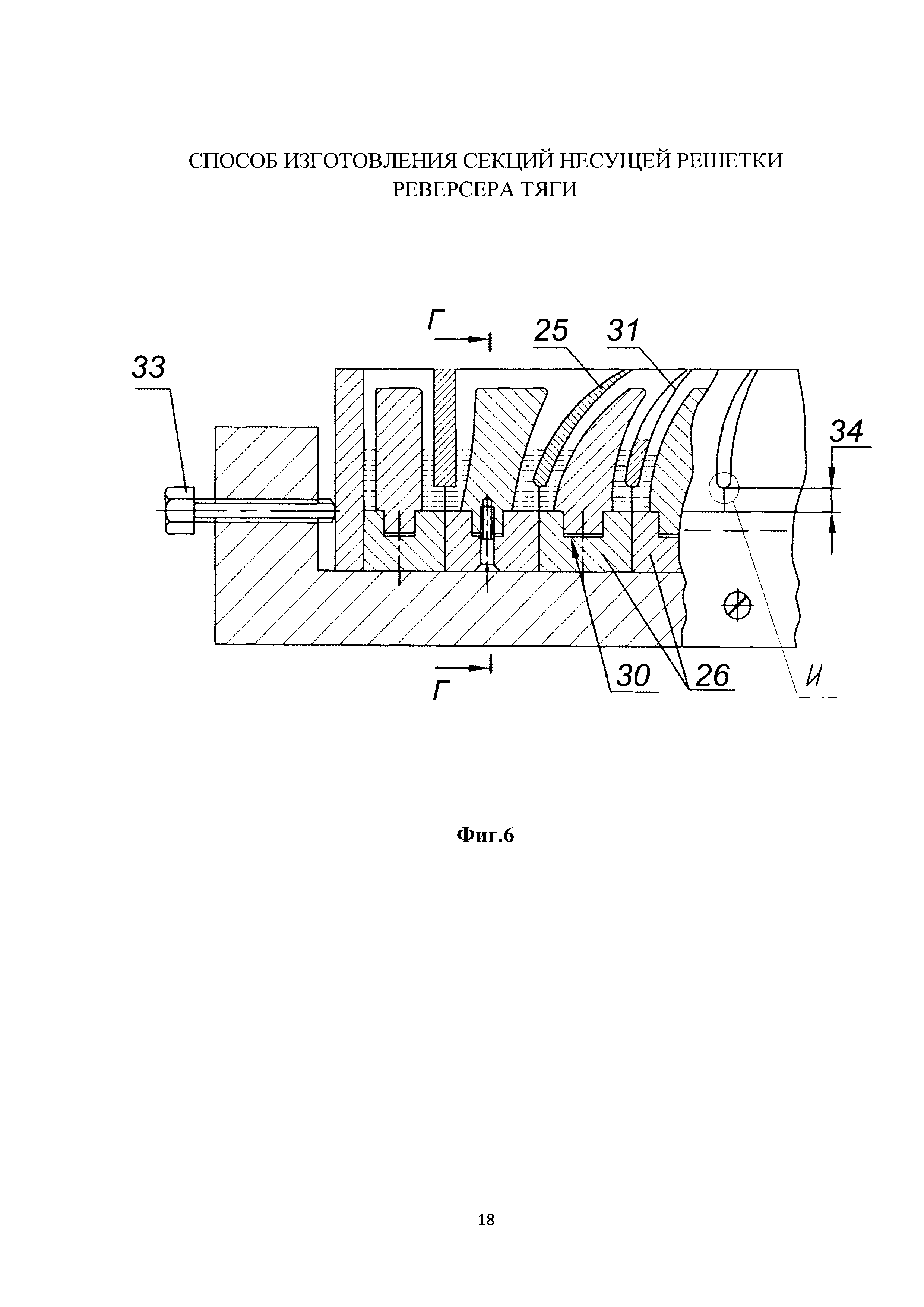
Сущность изобретения поясняется чертежами, где на фиг. 1 - общий вид секции несущей решетки, на фиг. 2 - общий вид оправки, на фиг. 3 - продольное сечение оправки, на фиг. 4 - поперечное сечение оправки, на фиг. 5 - продольный разрез секции решетки, на фиг. 6 - общий вид формы для заливки разделительного слоя, на фиг. 7 - поперечное сечение формы, на фиг. 8 - узел расположения перегородки.
Способ изготовления секций несущей решетки 1 реверсера тяги самолета из полимерных композиционных материалов, при котором в продольные 2 и поперечные 3 канавки оправки 4 непрерывным жгутом 5 из однонаправленных, например, углеродных нитей, пропитанных полимерным связующим, наматывают под определенным, заранее выставленным на шпулярнике, натяжением перекрещивающиеся продольные и поперечные слои ребер 6 и лопаток 7 секции решетки 1, цепляя жгут 5 за установленные под определенным углом к основанию оправки и оси ребер и лопаток штифты 8 при изменении направления намотки. Канавки 2, 3 различного сечения, от прямоугольного для несущих торцевых лопаток до с-образного и изогнутого, с различной степенью изогнутости, каплевидного для аэродинамических лопаток и ребер, глубиной 9, соразмерной расстоянию 10 между канавками 2, 3, с поднутрением 11, также соразмерным этому расстоянию 10, выполняют в разделительном слое 12 из антиадгезионного эластичного материала с образованием расположенных между канавками 2 для ребер 6, рядов штырей 13, разделенных в этих рядах канавками 3 для лопаток 7 и армированных металлическими клыками 14, которые вставляют порядно в основание 15 оправки 4, ориентируя их, например, в прямоугольных выемках 16 основания 15 ножками 17, например, прямоугольного сечения, закрепляя каждую ножку 17 клыка 14 в основании 15 винтом 18. После сборки оправки 4 осуществляют намотку секции 1, укладывая жгут 5 за несколько проходов в каждую продольную 2 или поперечную 3 канавку с количеством проходов, пропорциональным текущей ширине 19 канавки 2, 3 для слоя соответствующего уровня 20. При укладке слоя жгуты уплотняют, прочеканивая их в поперечном направлении и заглубляя в канавку гибким плоским чеканом 21. Аналогично укладывают остальные слои. После полимеризации материала секции решетки 1 обрезают жгуты 5, обернутые вокруг штифтов 8, откручивают винты 18 ножек 17 клыков 14, снимают конструкцию совместно с разделительным слоем 12 и клыками 14 с основания 15 оправки 4. Снимают клыки 14 по индивидуальной траектории извлечения, выдавливают из ячеек 22 решетки 1 штыри 13 антиадгезионного эластичного материала, складывая их за счет эластичности в пространство, освобожденное клыками 14, удаляют технологические припуски, зачищают поверхности ребер 6 и лопаток 7, удаляя облой. При этом каждый ряд штырей 13 предварительно изготавливают в форме 23 для заливки антиадгезионного эластичного материала 12, которую выполняют в виде многосекционного ящика с внутренними поверхностями 24 боковых стенок, по форме поверхности соответствующего ребра 6, разделенных перегородками 25 сечением, идентичным сечению соответствующей лопатки 7. Причем форму 23 собирают из секций 26 швеллерообразного сечения со скошенными полками 27 с образованием из стенок 28 швеллера общего днища формы, устанавливая секции 26 поочередно в направляющих 29. Затем в выемки 30, идентичные прямоугольным выемкам 16 оправки 4, выполненные в днище секций 26, вставляют клыки 14 оправки 4, в щели 31 между секциями, выполненными по конфигурации сечения соответствующей перегородки 25 на торцах скошенных полок, преимущественно параллельно днищу поперек полок вставляют эти перегородки 25. Выбирают технологические зазоры 32 между секциями 26 и перегородками 25, сжимая последние в направляющих 29 с помощью нажимных винтов 33. Заполняют литьевой композицией ячейки между скошенными полками 27 и перегородками 25 с образованием монолитной конструкции ряда штырей 13 за счет затекания композиции в предусмотренные зазоры 34 между перегородками 25 и общим днищем. После полимеризации антиадгезионного эластичного материала, ослабляют нажимные винты 33, вынимают перегородки 25, снимают с одной из сторон скошенные полки 27, которые предварительно выполняют съемными, извлекают монолитный ряд штырей 13 с клыками 14. При этом остальные ряды комплекта изготавливают аналогично.
Таким образом, использование изобретения позволит создать высокотехнологичную конструкцию секций решеток реверсера тяги самолета с повышенной надежностью работы, что и подтверждает использование изобретения по назначению. Осуществимость изобретения подтверждена положительными результатами испытаний образцов и фрагментов конструкции, разработка и изготовление которой полностью основана на представленном описании. В связи с этим новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
Способ изготовления секций несущей решетки реверсера тяги самолета из полимерных композиционных материалов, при котором в продольные и поперечные канавки оправки непрерывным жгутом из однонаправленных, например, углеродных нитей, пропитанных полимерным связующим, наматывают перекрещивающиеся продольные и поперечные слои ребер и лопаток секции решетки, цепляя жгут за штифты при изменении направления намотки, причем канавки различного сечения, от прямоугольного для несущих торцевых лопаток до с-образного и изогнутого, с различной степенью изогнутости, каплевидного для аэродинамических лопаток и ребер, глубиной, соразмерной расстоянию между канавками, с поднутрением, также соразмерным этому расстоянию, выполняют в разделительном слое из антиадгезионного эластичного материала с образованием расположенных между канавками для ребер рядов штырей, разделенных в этих рядах канавками для лопаток и армированных металлическими клыками, которые вставляют порядно в основание оправки, ориентируя их, например, в прямоугольных выемках основания ножками, например, прямоугольного сечения, закрепляя каждую ножку клыка в основании винтом, после сборки оправки осуществляют намотку секции, укладывая жгут за несколько проходов в каждую продольную или поперечную канавку с количеством проходов, пропорциональным текущей ширине канавки для слоя соответствующего уровня, при укладке слоя жгуты уплотняют, прочеканивая их в поперечном направлении и заглубляя в канавку гибким плоским чеканом, аналогично укладывают остальные слои, после полимеризации материала секции решетки обрезают жгуты, обернутые вокруг штифтов, откручивают винты ножек клыков, снимают конструкцию совместно с разделительным слоем и клыками с основания оправки, снимают клыки по индивидуальной траектории извлечения, выдавливают из ячеек решетки штыри антиадгезионного эластичного материала, складывая их за счет эластичности в пространство, освобожденное клыками, удаляют технологические припуски, зачищают поверхности ребер и лопаток, удаляя облой, при этом каждый ряд штырей предварительно изготавливают в форме для заливки антиадгезионного эластичного материала, которую выполняют в виде многосекционного ящика с внутренними поверхностями боковых стенок, по форме поверхности соответствующего ребра, разделенных перегородками, сечения которых идентичны сечению соответствующей лопатки, причем форму собирают из секций швеллерообразного сечения со скошенными полками с образованием из стенок швеллера общего днища формы, устанавливая секции поочередно в направляющих, затем в выемки, идентичные прямоугольным выемкам оправки, выполненные в днище секций, вставляют клыки оправки в щели между секциями, выполненными по конфигурации сечения соответствующей перегородки на торцах скошенных полок, преимущественно параллельно днищу поперек полок вставляют эти перегородки, выбирают технологические зазоры между секциями и перегородками, сжимая последние в направляющих с помощью нажимных винтов, заполняют литьевой композицией ячейки между скошенными полками и перегородками с образованием монолитной конструкции ряда штырей за счет затекания композиции в предусмотренные зазоры между перегородками и общим днищем, затем после полимеризации антиадгезионного эластичного материала ослабляют нажимные винты, вынимают перегородки, снимают с одной из сторон скошенные полки, которые предварительно выполняют съемными, извлекают монолитный ряд штырей с клыками, при этом остальные ряды комплекта изготавливают аналогично, отличающийся тем, что жгут укладывается с предварительно установленным на шпулярнике натяжением, а штифты устанавливаются под углом к основанию оправки и осям ребер и лопаток.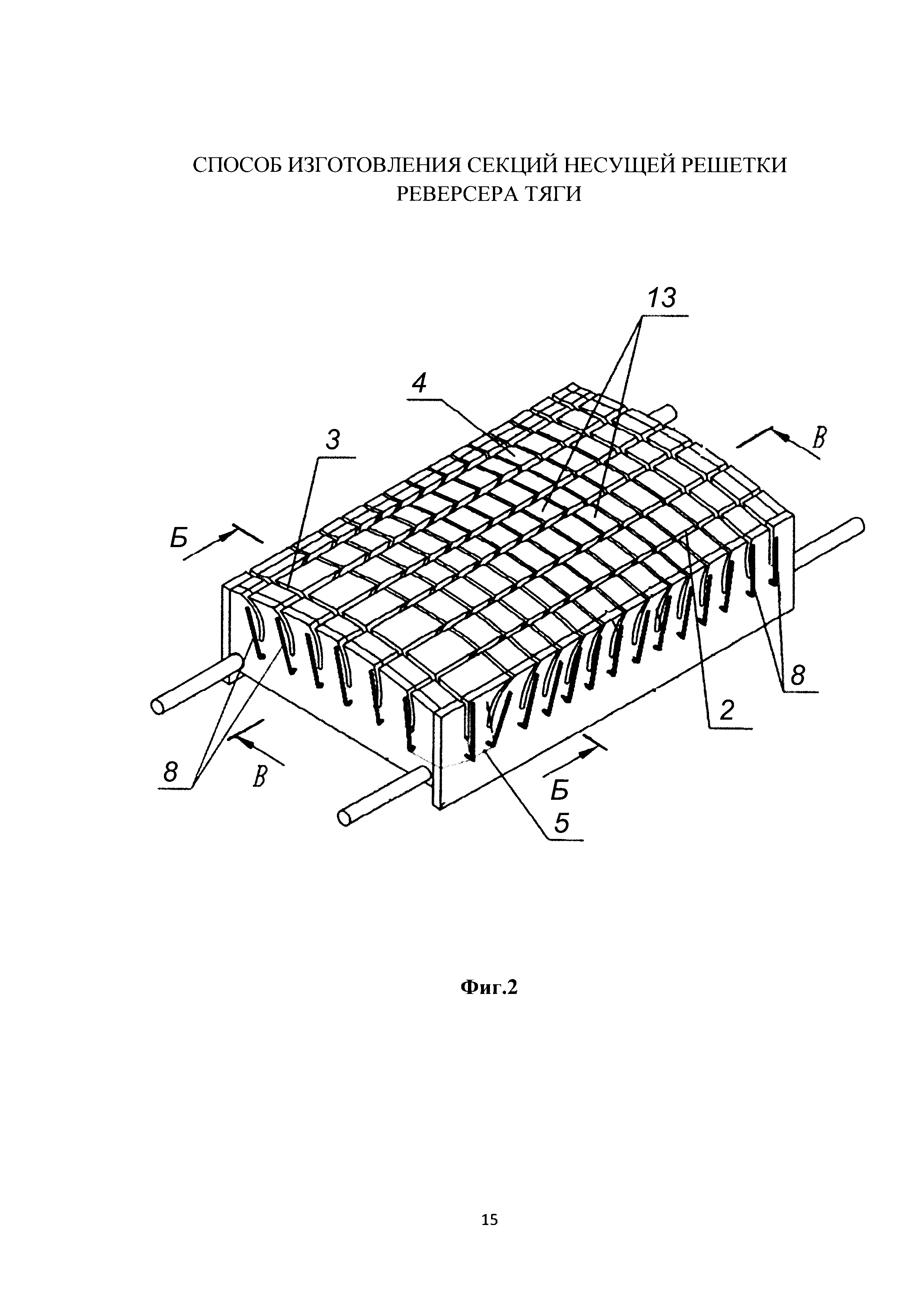
Сигнализатор закрытого положения механизма крепления реверсивного устройства мотогондолы к газотурбинному двигателю
Способ обработки поверхности детали
Способ изготовления диска газотурбинного двигателя
Электрическая система привода реверсора тяги газотурбинного двигателя
Способ изготовления заготовки акустической структуры
Способ многокомпонентного диффузионного насыщения поверхности деталей из жаропрочных никелевых сплавов
Вакуумная установка пиролиза
Промежуточный корпус газотурбинного двигателя
Жаропрочный сплав на никелевой основе и изделие, выполненное из него
Топливовоздушная двухзонная горелка камеры сгорания газотурбинного двигателя
Неразъемное соединение рукавов высокого давления
Способ изготовления металлопластикового баллона высокого давления
Многослойный сильфон
Каркас поворотного сопла из композиционных материалов, способ его изготовления и выкладочно-прессовочная оснастка для осуществления способа
Неразъёмное соединение рукавов высокого давления
Металлопластиковый баллон высокого давления
Резинокордный элемент
Оболочка из композиционных материалов
Корпус для высокого давления из композиционных материалов
Корпус для высокого давления из композиционных материалов

