Результат интеллектуальной деятельности: Устройство для измерения теплоемкости материалов
Вид РИД
Изобретение
Изобретение относится к тепловым испытаниям, а именно к устройствам для определения теплоемкости материалов, и может быть применено для определения теплотехнических свойств материалов.
Известно устройство для измерения теплоемкости материалов, представляющее собой калориметрический блок с тепловыми управляемыми экранами, внутри которых размещается образец, нагреватель образца, измеритель температуры образца, вариатор мощности и измеритель мощности (SU 717638, G01N 25/20, 1980 [1]). Работа устройства основана на регистрации мощности нагрева образца внутренним электронагревателем в адиабатических условиях, создаваемых управляемыми теплоизолирующими экранами. Известное устройство не обеспечивает высокой точности определения подводимой мощности к нагревателю, а следовательно, и определения искомого параметра. Измерения тока или напряжения не обеспечивают необходимой точности измерений мощности, поскольку на результат влияет изменение внутреннего сопротивления источника и сопротивления нагревателя.
Известно устройство для измерения теплоемкости материалов, содержащее две калориметрические ячейки, средства измерения температуры в них и электрические нагреватели (SU 685966 G01N 25/20, 1979 [2]). Искомая величина теплоемкости определяется после достижения температурного поля, близкого к стационарному, на основании измеренной разности расходов электроэнергии, затраченной на прогрев образцов и приращения их температуры. Однако известное устройство не обеспечивает высокой точности определения подводимой мощности к нагревателю, а следовательно, и определения искомого параметра. Применение стандартных источников тока или напряжения не обеспечивает необходимой точности стабилизации и измерений мощности. Поэтому просто измерений разности расходов электроэнергии для точных измерений недостаточно.
Наиболее близким к заявляемому по своей технической сущности является устройство для измерения теплоемкости, известное из описания к SU 1516926, G01N 25/20, 1989 [3]. Устройство содержит две калориметрические ячейки, размещенные внутри заполненного теплоизолирующим материалом корпуса, снабженные измерителями перепадов температур, электрическими нагревателями и средствами подвода мощности к ним.
Недостатком известного устройства является невысокая точность определения искомого параметра, обусловленная невысокой точностью определения мощности, идущей на обогрев образцов. Применение стандартных источников тока или напряжения не обеспечивает необходимой точности стабилизации и измерений мощности, поскольку на результат влияет изменение внутреннего сопротивления источника и сопротивления нагревателя, поэтому просто измерений тока в нагрузке и напряжения для точных измерений мощности недостаточно.
Заявляемое устройство для измерения теплоемкости материалов направлено на повышение точности определения искомого параметра.
Указанный результат достигается тем, что устройство для измерения теплоемкости материалов содержит две калориметрические ячейки, размещенные внутри заполненного теплоизолирующим материалом корпуса, снабженные измерителями температур, электрическими нагревателями и средствами подвода мощности к ним. При этом средство подвода мощности к нагревателям выполнено в виде подключенной к электросети через выпрямитель емкости, к которой через управляемое компьютером реле параллельно присоединена снабженная вольтметром вторая емкость, через управляемые компьютером реле соединенная с нагревателями обеих калориметрических ячеек.
Указанный результат достигается тем, что каждая калориметрическая ячейка выполнена в виде керамического стакана с намотанным на нее электронагревателем, охваченным керамическим чехлом и размещенным в металлической рубашке, в теле которой установлена термопара.
Отличительными признаками заявляемого устройства являются:
- средство подвода мощности к нагревателям выполнено в виде подключенной к электросети через выпрямитель емкости, к которой через управляемое компьютером реле параллельно присоединена снабженная вольтметром вторая емкость, через управляемые компьютером реле соединенная с нагревателями обеих калориметрических ячеек;
- каждая калориметрическая ячейка выполнена в виде керамического стакана с намотанным на нее электронагревателем, охваченным керамическим чехлом и размещенным в металлической рубашке, в теле которой установлена термопара.
Определение величины подаваемой на ячейки энергии по числу электрических импульсов на нагреватель каждой ячейки от разряда на них общего для обоих нагревателей ячеек конденсатора, при условии измерения напряжения конденсатора перед каждым импульсом, позволяет очень точно определить затраченную на нагрев энергию. Обычно для ее достижения необходимо иметь источник питания, обеспечивающий не только высокую стабильность мощности на нагревателях, но и знание ее величины. Применение стандартных источников тока или напряжения не обеспечивает необходимой точности стабилизации и измерений мощности. В самом деле, на результат влияет изменение внутреннего сопротивления источника и сопротивления нагревателя, поэтому просто измерений тока в нагрузке и напряжения для точных измерений недостаточно. Особенности работы средства подвода мощности к нагревателям (источника питания) по предлагаемому алгоритму позволяет обеспечить преимущества за счет следующих факторов:
- энергия отдельного импульса, питающего нагреватель калориметрической ячейки может быть с высокой точностью определена по формуле Е=C2U2/2, где U - напряжение, считанное измерителем V1 (см. схему источника питания). Эта энергия не зависит от величины сопротивления нагрузки, если время разряда емкости на нагрузку достаточно велико;
- для подачи на ячейку калориметра заданной величины энергии необходимо подать на нее нужное число импульсов питания, просуммировав их энергии до достижения заданного значения. Описываемый алгоритм работы легко реализуется с помощью компьютера, используемого для управления блоком питания.
Оптимальной представляется конструкция, когда каждая калориметрическая ячейка выполнена в виде керамического стакана с намотанным на нее электронагревателем, охваченным керамическим чехлом и размещенным в металлической рубашке, в теле которой установлена термопара. Наличие металлической рубашки обеспечивает выравнивание температуры внутри ячеек.
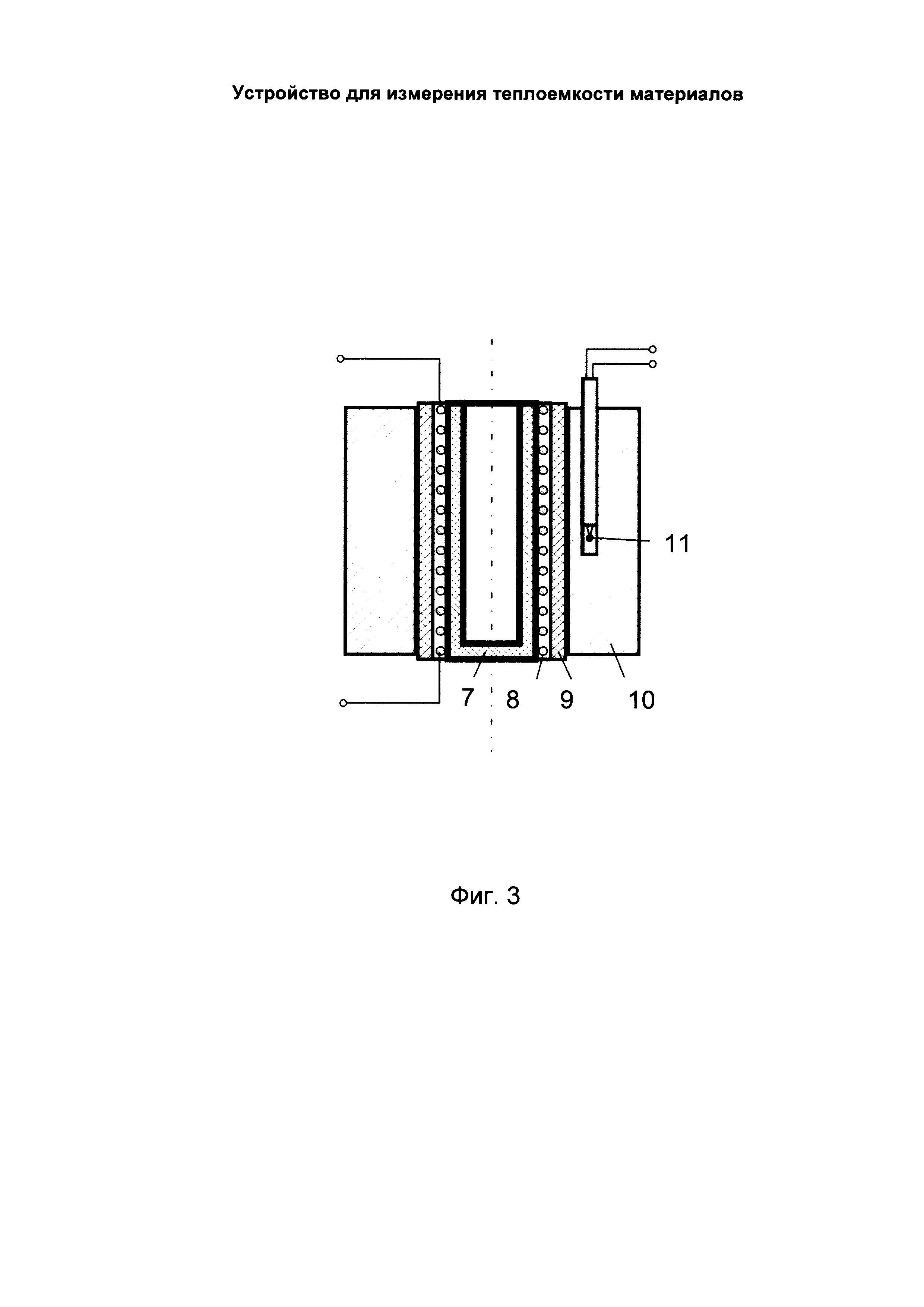
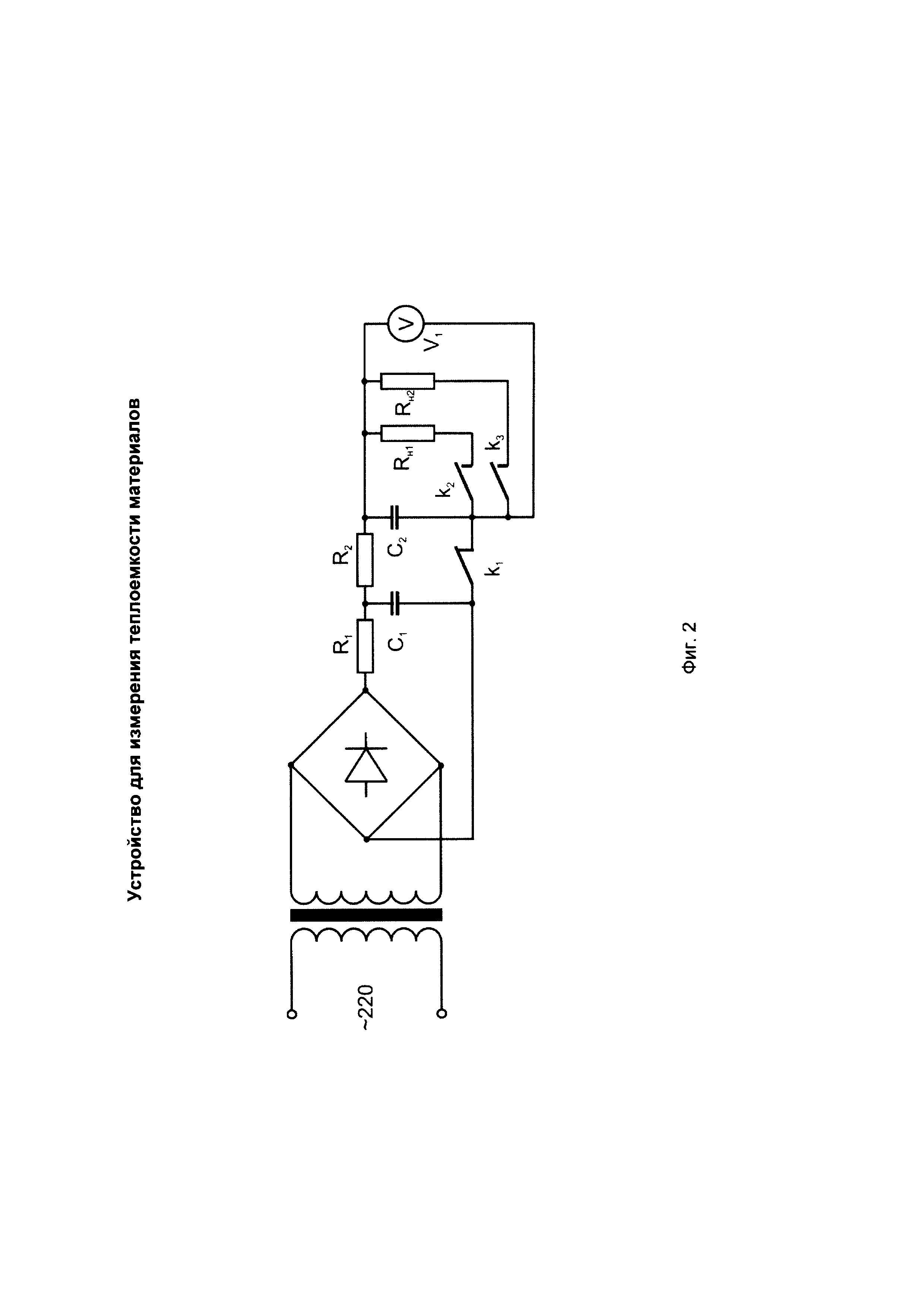
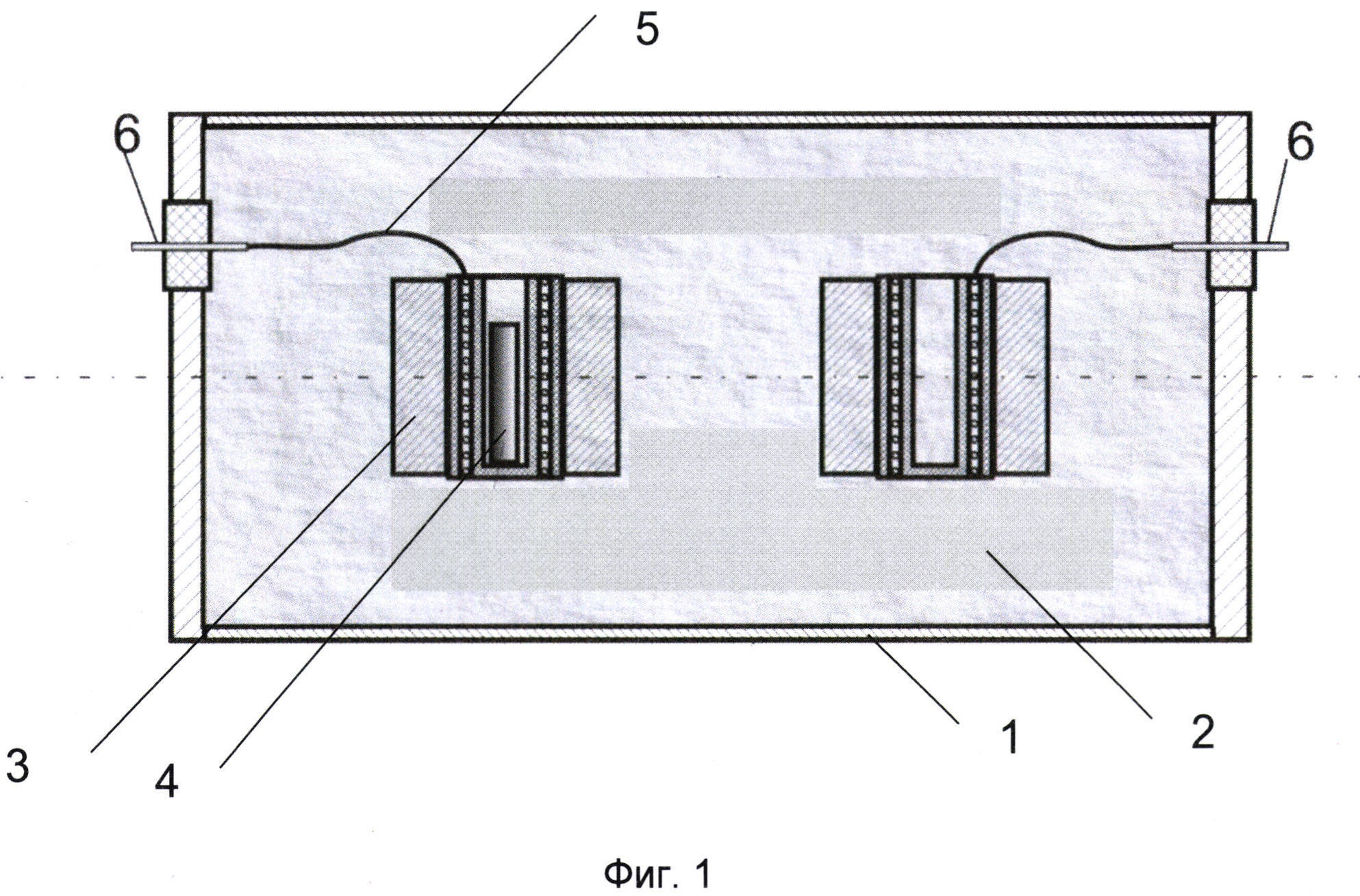
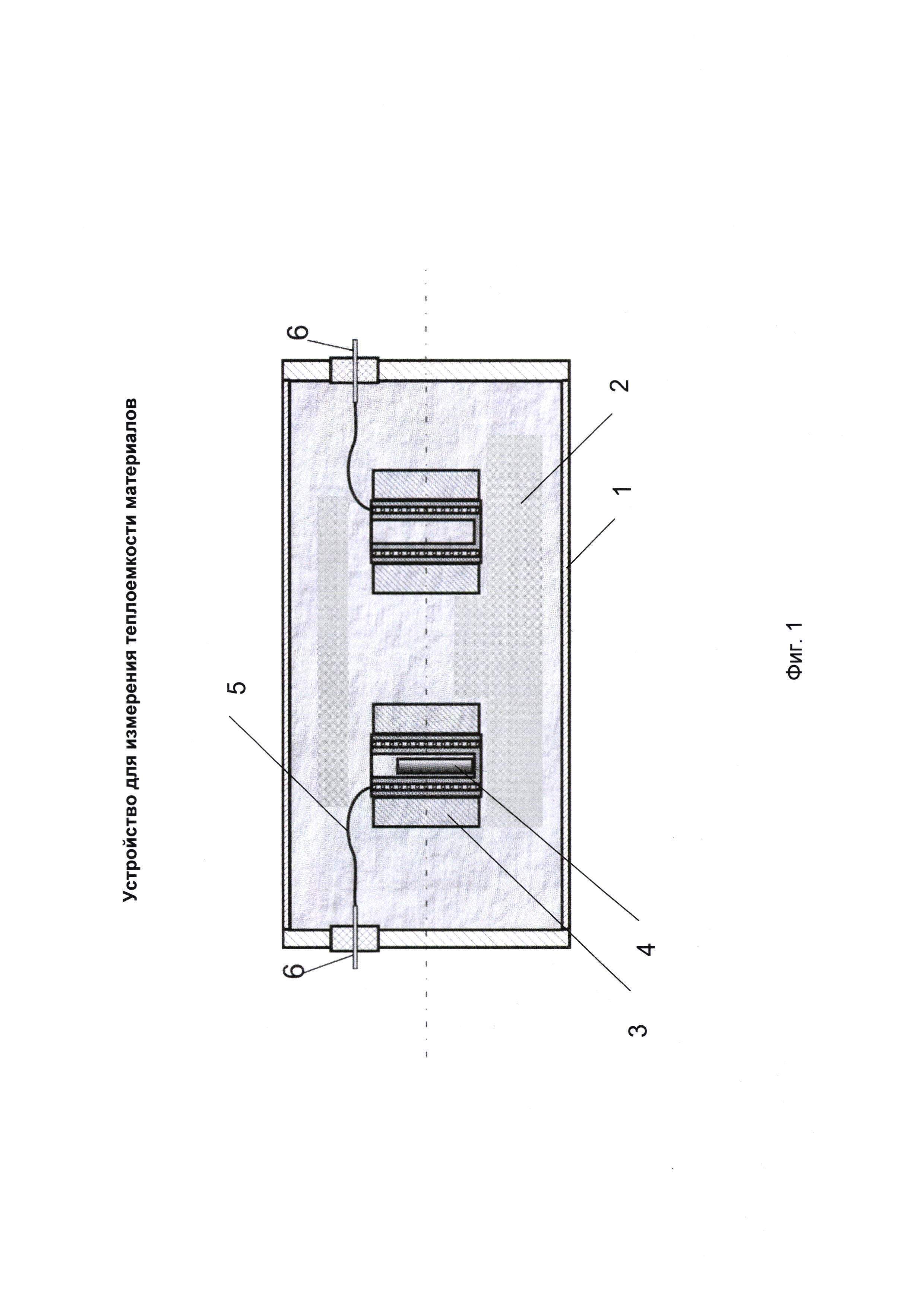
Сущность заявляемого устройства поясняется примером реализации и чертежами. На фиг. 1 представлено упрощенное изображение устройства (дифференциального калориметра). На фиг. 2 представлена упрощенная схема импульсной системы питания нагревателей ячеек. На фиг. 3 представлена в разрезе конструкция отдельных ячеек.
Устройство для измерения теплоемкости материалов содержит корпус 1, заполненный теплоизоляционным материалом 2, калориметрические ячейки 3, образец 4, выводы нагревателей и термопар 5, контакты для подключения системы измерений и блока питания нагревателей 6. Устройство содержит импульсный блок питания с компьютерным управлением, схема которого представлена на фиг. 2. Блок питания содержит емкость C1, которая через выпрямитель, трансформатор и ограничивающий ток резистор R1 заряжается от сети. От этой емкости, являющейся буферным накопителем энергии, через сопротивление R2 и нормально-замкнутый контакт реле k1 заряжается рабочая емкость.
Для подачи импульса энергии в нагрузку (RH1 или RH2) контакты реле k1 размыкают, производят отсчет напряжения на конденсаторе С2 с помощью измерителя V1, а затем замыкают контакты реле k2 или k3 в зависимости от того, в какую ячейку калориметра необходимо подать импульс. После полной разрядки конденсатора С2 схему возвращают в исходное состояние, что приводит к повторной зарядке емкости С2. Емкость C1 заряжается непрерывно по мере отбора от нее энергии на перезарядку С2. Блок компьютерного управления осуществляет подсчет числа импульсов, вычисляет их энергию и выделенную мощность на нагревателях.
Калориметрическая ячейка содержит керамический стакан 7, на котором размещена обмотка нагревателя 8, охваченная керамическим чехлом 9. Указанная сборка установлена внутри металлической рубашки для выравнивания температуры 10, в теле которой установлена термопара 11.
Устройство используется следующим образом.
1. Производят калибровку калориметрических ячеек. Для этого на ячейки без образца, имеющие одинаковую температуру, подают некоторое количество энергии и регистрируют их температуру при достижении теплового равновесия. Если после подачи заданной энергии температура ячеек различается, подают дополнительные импульсы до выравнивания температуры. Вычисляют теплоемкости ячеек по формуле
где: ci(T) - теплоемкость i-й ячейки при температуре Т, Дж/кг*град;
ΔТ - изменение температуры ячейки, градусы Цельсия;
Ei - энергия, нагревшая ячейку, Дж.
2. Подготавливают образец исследуемого материала, взвешивают его. Помещают образец в одну из калориметрических ячеек.
3. На каждую ячейку, с учетом их теплоемкости, подают энергию, необходимую для ее нагрева на заданную величину.
4. На ячейку, содержащую образец, подают дополнительную энергию до выравнивания температур ячеек.
5. Вычисляют удельную теплоемкость образца по формуле
где ΔЕ - энергия, необходимая для догрева ячейки с образцом до заданной температуры, Дж;
m - масса образца, кг;
ΔT - разница температур после догрева и начальной, градусы Цельсия.
В соответствии с изобретением была создана установка, показанная на фиг. 1-3.
Размеры внутреннего стакана ячейки дифференциального калориметра - 8×40 мм, обмотка нагревателя изготовлена из нихрома и имеет сопротивление 4.5 Ом, рубашка ячейки изготовлена из нержавеющей стали и имеет толщину стенки 15 мм. Стакан и чехол нагревателя - из корундовой керамики.
Корпус дифференциального калориметра герметичен, допускает вакуумирование и заполнение защитным газом. Все проводные соединения выполнены с помощью гермовводов.
Система питания установки имеет на входе разделительный трансформатор 220/220 В, 400 Вт. Все резисторы проволочные, имеют сопротивление 4.5 Ом. Конденсатор C1 электролитический, 1000 мФ, 450 В, С2 - пусковой, 25 мФ, 450 В. В блоке питания используются быстродействующие электронные реле 5П40.10ПА1-75-4-Д68, управляемые от контроллера через оптронную развязку.
Во вторую ячейку калориметра помещен образец из стали марки 20 диаметром 6 и длиной 30 мм. Вес образца составил 6.6 г.
При температуре 612°С теплоемкость 1-й ячейки калориметра составляет 124 Дж/град, второй - 131 Дж/град. Для нагрева ячеек на 10 градусов на первую ячейку подана энергия 1.240 кДж, на вторую - 1.310 кДж. Для выравнивания температуры на вторую ячейку потребовалось подать дополнительно 39.7 Дж. Удельная теплоемкость стали 20 составила 601.5 Дж/кг/град.
Способ производства стального проката
Способ производства проката из стали
Способ холодной прокатки полосовой стали
Способ определения механических свойств движущейся стальной полосы и устройство для его осуществления
Дисковые ножницы
Способ производства горячекатаного подката стальной полосы толщиной 1,8-2,0 мм для эмалирования
Способ холодной прокатки тонких полос из малоуглеродистой стали
Овальный калибр мелкосортного стана
Низкоуглеродистая холоднокатаная листовая сталь
Способ производства горячекатаного листа для оцинкования
Способ производства горячекатаной тонколистовой стали
Шагающий инсектоморфный мобильный микроробот

