Результат интеллектуальной деятельности: Способ производства стального проката
Вид РИД
Изобретение
Изобретение относится к металлургии, и в частности, к производству проката нового поколения из экономно легированных сталей.
Технологические процессы выплавки и обработки современных высокопрочных низколегированных сталей позволяют достичь максимально возможного измельчения зерна как единственного фактора, обеспечивающего одновременное повышение прочности и вязкости. Результаты исследований связи между структурой, свойствами и режимами обработки способствовали разработке и оптимизации процессов термомеханической обработки (ТМО). Основные усилия были направлены на достижение максимально возможной степени измельчения зерна. Ранее для этого использовали термообработку, однако ТМО позволяет достичь большей степени измельчения зерна и связанного с ним улучшения свойств.
Известно, что измельчение зерна - уникальный структурный механизм воздействия на свойства стали, поскольку позволяет одновременно повысить предел текучести и снизить переходную температуру хрупкого разрушения стали (см. http://metal-archive.ru/metallurqiya/763-izrnelchenie-zerna.html [1])
Известен способ производства горячекатаного листа из аустенитной же-лезоуглеродмарганцевой стали, описанный в RU 2366727 [2]. Способ предусматривает выплавку стали, химический состав которой включает (мас. %): 0.85≤С≤1.05; 16≤Mn≤19; Si≤2; Al≤0.050; S≤0.030; Р≤0.050; N≤0.1 остальное железо и неизбежные примеси. Для получения горячекатаного листа полуобработанный продукт из этой стали нагревают до температуры между 1100 и 1300°С, прокатывают с температурой окончания прокатки 900°С или выше, выдерживают, затем охлаждают со скоростью 20°С/с или выше и сматывают его в рулон при температуре 400°С или ниже. Недостатком известного способа является высокая стоимость конечного продукта, обусловленная использованием в составе стали большого количества дорогостоящих легирующих компонентов и недостижение желательного измельчения зерна в готовом продукте.
Известен способ производства экономно-легированного высокопрочного проката для труб магистральных газопроводов высокого давления (RU 2617075[3]), который характеризуется тем, что для повышения прочности проката ката при одновременном повышении прокаливаемости, пластичности и ударной вязкости выплавляют сталь, содержащую, мас. %: углерод 0,04÷0,05, марганец 1,9÷2,0, кремний 0,22÷0,25, ниобий 0,07÷0,09, титан 0,02÷0,025, алюминий 0,025÷0,03, азот 0,005÷0,007, сера 0,001÷0,002, фосфор 0,006÷0,008, бор 0,0015÷0,002, железо - остальное, осуществляют непрерывную разливку стали в слябы, аустенизацию при 1050÷1100°С, черновую прокатку с деформацией 12÷20% в области температур рекристаллизации аустенита, чистовую прокатку - в области температур полного торможения рекристаллизации с общей степенью деформации 70÷80%, ускоренное охлаждение при температуре его завершения 350±450°С и индукционный отпуск при температуре 620±10°С.Недостатком известного способа является наличие дополнительных операций после завершения прокатки (индукционный отпуск) и недостаточное измельчение зерна в готовой продукции.
Известен способ производства стального проката из низколегированной стали, включающий получение непрерывнолитых заготовок, содержащих мас. %: 0,09-0,12 С; 1,55-1,70 Mn; 0,20-0,30 Cr; 0,20-0,30 Ni; Cu<0,10; S<0,002, некоторые дополнительные легирующие элементы и железо остальное (RU 2606357 [4]). Для получения проката из непрерывнолитых заготовок толщиной не менее 315 мм проводят аустенизацию заготовок при температуре 1200-1215°С, черновую прокатку начинают при температуре не ниже 950°С и осуществляют до толщины раската не менее 1,3 толщины готового листа с относительными обжатиями за проход не менее 10%, чистовую прокатку начинают при температуре на 115±25°С выше точки Ar3 и завершают на 5-15°С выше температуры начала чистовой прокатки, после чего листы подвергают замедленному охлаждению на воздухе в стопе. Недостатком известного способа является высокая температура конца прокатки, что приводит к росту зерна аустенита и, как следствие, недостижение желательного (не более 10 мкм) измельчения зерна феррита.
Наиболее близким к заявляемому по совокупности существенных признаков является способ изготовления горячекатаного стального проката, включающий выплавку стали, содержащую мас. %: С: 0,08-0,18, Mn: 0,8-1,8, S: 0,005 или менее, Cu: 0,005-0,1, Ni: 0,005-0,1, Cr: 0,002-0,1, остальное дополнительные дорогостоящие легирующие элементы такие как Ti, Nb, V, Mo, В и РЗМ, Fe и случайные примеси остальное (RU 2510803 [5]). Нагревают заготовку до температуры 1150-1300°С. Выполняют горячую прокатку стали с температурой конца прокатки в диапазоне температур от Ar3 до (Ar3+60)°С и степенью обжатия в последней клети чистовой прокатки не менее 25% для получения стального листа. Проводят смотку листа при температуре 570-670°С. При этом охлаждение стального листа перед смоткой начинают не позднее чем через 2 секунды после завершения чистовой прокатки, и осуществляют охлаждение до температуры, равной температуре намотки +50°С или ниже, через 10 секунд после завершения чистовой прокатки.
Недостатком известного способа является невозможность достижения желательного (не более 10 мкм) измельчения зерна феррита при использовании описанных в [5] технологических приемов и параметров для экономно легированных сталей, не содержащих Ti, Nb, V, Mo, В и др.
Заявляемый способ производства стального проката направлен на достижение комплексного измельчения зерна феррита до размера не более 10 мкм для экономно легированных сталей.
Указанный результат достигается тем, что способ производства стального проката включает выплавку слябов из стали, содержащей углерод, марганец, хром, никель, медь, серу, железо и неконтролируемые примеси, нагрев слябов выше температуры аустенизации стали, черновую прокатку, междеформационное охлаждение, чистовую прокатку, охлаждение и смотку.
При этом заготовку получают из стали, содержащей мас. %: 0,05-0,18 С; 0,80-1,80 Mn; 0,6-1,2 Cr; 0,10-0,25 Ni; 0,30-0,60 Cu; не более 0,005 S, железо и неконтролируемые примеси - остальное, нагрев слябов в печи осуществляют до температуры поверхности металла не выше 1200°С с выдержкой при этой температуре не более 60 минут, чистовую прокатку осуществляют в температурном диапазоне 950-790°С, обеспечивая не менее 75% суммарной относительной деформации, а смотку полосы в рулон после чистовой прокатки осуществляют при температуре поверхности металла 670-640°С с дальнейшим его охлаждением на спокойном воздухе.
Отличительными признаками заявляемого способа являются:
- химический состав стали;
- нагрев слябов в печи перед прокаткой до температуры поверхности металла не выше 1200°С с выдержкой при этой температуре не более 60 минут;
- чистовая прокатка в температурном диапазоне 950-790°С;
- суммарная относительная деформация при чистовой прокатке не менее
75%;
- смотка в рулон после чистовой прокатки при температуре поверхности раската 670-640°С с дальнейшим охлаждением рулона на спокойном воздухе.
Выбор предлагаемого химического состава стали продиктован следующим. С одной стороны, сталь целесообразно экономно легировать не очень дорогими и не дефицитными элементами, а с другой - обеспечивать высокие потребительские свойства проката, производимого из такой стали. Исходя из этого разумно предположить, что подобрав химический состав стали, который в совокупности с используемыми правильно определенными технологическими параметрам обеспечивает измельчение зерна в производимом прокате, можно достичь и хороших потребительских характеристик, поскольку измельчение зерна - уникальный структурный механизм воздействия на свойства стали, который при правильно подобранном химическом составе стали позволяет одновременно повысить прочностные характеристики при сохранении вязкости, увеличивает коррозионную стойкость и устойчивость стали к водородному растрескиванию, кроме того, обеспечивает повышение предела текучести и снижение переходной температуры хрупкого разрушения стали.
Углерод необходим для обеспечения прочности и способности сохранять мелкозернистую структуру. Эти эффекты не проявляются в достаточной мере, если вводимое его количество составляет менее 0,05%. С другой стороны, добавление углерода в количествах более 0,18% приводит к снижению ударной вязкости стали в зоне термического воздействия при сварке, а также вызывает заметное ухудшение свариваемости. Таким образом, содержание углерода ограничивается от 0,05 до 0,18.
Сера является постоянной вредной примесью. Сера практически не влияет на прочность, но снижает пластичность, ударную вязкость и коррозионную стойкость. Для этого содержание серы должно быть не более 0,005%.
Снижение содержания углерода, высокая чистота по сере способствуют повышению пластичности и вязкости и являются важнейшим условием улучшения свариваемости и высокой стойкости против растрескивания в холодном состоянии.
Марганец раскисляет сталь, обеспечивает требуемое сочетание прочности и пластичности. Марганец считается технологической примесью, если его содержание не превышает 0,8%. Марганец как технологическая примесь существенного влияния на свойства стали не оказывает. Марганец образует сульфиды MnS, связывающий серу, тем самым предупреждая ее сегрегацию по границам зерен и уменьшает склонность стали к водородному растрескиванию. Для обеспечения такого действия содержание марганца должно составлять 0,8% или более. С другой стороны, при добавлении более 1,8% марганца, снижается прочность границ зерна, что приводит к уменьшению низкотемпературной ударной вязкости и падению устойчивости стали к водородному растрескиванию. Таким образом, содержание марганца ограничивается показателями от 0,8 до 1,8%. В рассматриваемой экономно легированной стали добавки марганца и никеля способствуют твердорастворному упрочнению металла, и, соответственно, повышению прочностных характеристик готового рулонного проката. При этом производственный опыт показывает, что в рамках данной легирующей композиции снижение содержания марганца менее 0,8% приводит к снижению прочностных характеристик и низкотемпературной вязкости ниже желаемых пределов.
Хром является карбидообразующим элементом, как и марганец, но, в отличие от него, препятствуют росту зерна аустенита при нагреве, что обеспечивает более мелкое ферритное зерно. Сталь, легированная хромом, сохраняет более высокую дисперсность карбидных частиц, и соответственно большую прочность. Кроме того, хром значительно повышает коррозионную стойкость стали, особенно в сочетании с никелем. Этот эффект не проявляется в достаточной мере, если добавленное количество составляет менее 0,6%. С другой стороны, добавление более 1,2% хрома приводит к ухудшению свариваемости и увеличивает стоимость легирования. Таким образом, его содержание целесообразно ограничивать пределами от 0,6 до 1,2%.
Никель упрочняет феррит, не снижая его вязкости, и снижает порог хладноломкости.
Медь увеличивает прочность стального листа посредством упрочнения твердого раствора или дисперсионного упрочнения. Не образует соединений с железом, и ее растворимость в нем примерно 1%, если меди в стали более 1%, то она будет находиться в ней в виде металлических включений. Медь в качестве легирующего элемента стали применяется, в том числе, для повышения ее антикоррозионных свойств. Физико-химический механизм этого влияния заключается в образовании на поверхности стали пленки оксида железа, имеющего обогащенную кислородом область гомогенности. Присутствие меди в стали способствует этому обогащению.
Авторами было установлено, что в конечной структуре экономно легированных сталей существенное влияние на измельчение зерна оказывает образование в стали частиц и/или соединений легирующих элементов наноразмерного масштаба.
Одновременное использование в качестве легирующих элементов меди и никеля при соблюдении надлежащих режимов термомеханической обработки позволяет обеспечить формирование частиц наноразмерного масштаба этих элементов в матрице железа. Медь является единственным легирующим элементом, демонстрирующим сильную склонность к кластеризации в матрице ОЦК железа, при этом в тройной системе Fe-Cu-Ni имеется притяжение между атомами меди и никеля. Присутствие в химическом составе никеля будет стимулировать кластеризацию меди на наномасштабном уровне.
При экспериментальном определении режимов, обеспечивающих формирование наноразмерных выделений легирующих элементов, образцы исследуемой стали подвергались нагреву и различной выдержке в печи, деформации различной степени в чистовой группе клетей, различным температурам смотки в рулон на непрерывном широкополосном стане горячей прокатки.
Было установлено, что для формирования наноразмерных выделений Cu, и/или Ni, и/или Cu-Ni в матрице ферромагнитного ОЦК железа при нахождении образцов в интервале температур 610-570°С требуется около 20 минут. При повышении температуры выше 620°С скорость формирования наноразмерных выделений увеличивается многократно. В частности, при температурах 650-620°С формирование происходит за несколько десятков секунд. Соответственно, для того, чтобы обеспечить требуемые временные условия для формирование наноразмерных выделений в условиях широкополосного прокатного стана необходимо после завершения чистовой прокатки обеспечить пребывание полосы несколько десятков секунд при температурах 650-620°C подбором соответствующих параметров технологического процесса в существующем темпе стана, например, подбором температуры поверхности металла вначале смотки проката в рулон. Теплофизические расчеты для условий широкополосного стана горячей прокатки показали, что при толщине полосы от 1,2 до 10 мм на выходе из последней чистовой клети для соблюдения этих условий необходимо, чтобы температура поверхности металла перед смоткой полосы в рулон была в диапазоне 670-640°С, это позволит во время смотки и при дальнейшем остывании металла на спокойном воздухе обеспечить технологическую скую выдержку не менее 30 с для завершения формирования наноразмерных выделений Cu, и/или Ni, и/или Cu-Ni до достижения температуры металла в объеме не ниже 620°С.
Выделения Cu, и/или Ni, и/или Cu-Ni по границам зерен препятствуют росту зерен феррита при собирательной рекристаллизации, обеспечивая тем самым значительное (почти в два раза) снижение объемной доли зерен крупнее 10 мкм. Кроме того, благодаря наноразмерным выделениям Cu предложенная химическая композиция позволяет достигать требуемого уровня механических свойств, несмотря на сниженную концентрацию углерода и исключает появление закалочных структур, например, бейнита.
Исходя из полученных выше данных можно было бы предположить, что целесообразно осуществлять смотку полосы сразу же после завершения чистовой прокатки, т.е. при температурах 950-790°С.Однако, проведенные в дальнейшем эксперименты показали, что при таких высоких температурах смотки не обеспечивается требуемый технический результат, т.к. происходит интенсивный рост зерна, а возможные выделения Cu, и/или Ni, и/или Cu-Ni по границам крупных зерен более 14-16 мкм теряют свою эффективность. Как известно, на непрерывных широкополосных станах горячей прокатки полосу перед смоткой, как правило, либо охлаждают водяными душирующими устройствами на отводящем рольганге для обеспечения значительного снижения температуры, либо подстуживают на воздухе без включения душирующих устройств, чтобы обеспечить меньшие скорости охлаждения. В предлагаемом способе используется технологическая возможность без использования воды добиться остывания полосы до требуемой температуры начала смотки и, тем самым обеспечить технологическую выдержку не менее 30 с для завершения формирования наноразмерных выделений Cu, и/или Ni, и/или Cu-Ni. Было установлено, что повышение температуры поверхности металла при начале смотки выше 670°С приводит к значительному росту ферритного зерна (более 14 мкм), а ниже 640°С не обеспечивает условия для выделений достаточного количества наноразмерных выделений Си, и/или Ni, и/или Cu-Ni, как дополнительного механизма измельчения ферритного зерна, что также не обеспечивает в готовой полосе получение ферритного зерна не более 10 мкм.
Таким образом, была выявлена целесообразность начала проведения операции смотки проката в рулон при достаточно высоких температурах (не ниже 640°С, но не выше 670°С) и дальнейшее остывание рулона на спокойном воздухе. Снижение температуры начала смотки, например, до 610-600°С, как было указано выше, значительно замедляет образование наноразмерных выделений Cu, и/или Ni, и/или Cu-Ni в матрице ферромагнитного ОЦК железа. Таким образом, для обеспечения требуемых потребительских свойств температура поверхности полосы перед смоткой должна быть не выше 670°С. Это обеспечивает, при завершении смотки и остывании рулона на спокойном воздухе, нахождение проката при нужных температурах нужное время (не менее 30 с) и формирование нановыделений Cu с размерами 5-10 нм. В результате соблюдения указанных выше технологических параметров в структуре готового проката обеспечивается ферритное зерно с размером не более 10 мкм.
Интенсивная пластическая деформация оказывает положительное влияние на измельчение зерна в стали. Величина и форма аустенитного зерна зависят от скорости рекристаллизации при прокатке, которая, в свою очередь, зависит от суммарной деформации в чистовой группе клетей стана. Экспериментально установлено, что необходимая степень измельчения микроструктуры происходит при достижении 75% суммарной относительной деформации в чистовой группе стана при температуре конца прокатки 950-790°С (измельчение зерна происходит в момент рекристаллизации, и зарождающиеся новые зерна дополнительно измельчаются интенсивной деформацией). Это позволяет получить равномерную феррито-перлитную структуру, в которой отсутствуют элементы структур закалочного типа, что гарантирует равномерное распределение свойств как по длине проката, так и по его толщине.
Нагрев слябов в печи до температуры поверхности металла не выше 1200°С с выдержкой при этой температуре не более 60 минут, как было экспериментально установлено, обеспечивает более мелкое зерно аустенита при нагреве, а относительно небольшая выдержка в печи препятствует его росту, тем самым также обеспечивая измельчение зерна феррита в готовом прокате. Нагрев металла под прокатку осуществляют выше температуры аустенизации для обеспечения гомогенизации аустенита. Температура нагрева выбирается в зависимости от химического состава стали. Например, при содержании в составе стали в значительном количестве Ti, Nb, Mo, V и т.п.температуру нагрева в печи под прокатку выбирают от 1270°С и, иногда, выше, т.к. эти элементы при более низких температурах плохо растворяются, что снижает эффективность их использования при легировании стали. В экономно легированных сталях нового поколения, как в предлагаемом способе, отсутствуют труднорастворимые элементы, поэтому основная задача на этапе нагрева выбрать оптимальную температуру, с одной стороны, удовлетворяющую энергосиловым параметрам прокатного оборудования, а с другой - не допустить излишнего роста аустенитного зерна в процессе нагрева и во время выдержки металла при этой температуре. При прочих равных условиях, при последующем полиморфном превращении в стали изначально крупное зерно аустенита приведет к получению более крупного зерна феррита, что снижает потребительские свойства готового проката.
Таким образом, только совокупное выполнение всех предложенных технологических режимов: нагрева, прокатки и смотки позволяет сформировать однородную мелкозернистую феррито-перлитную с дисперсионным упрочнением за счет выделения наноразмерных выделений с одновременным достижением высоких показателей прочности, пластичности, хладостойкости, а также коррозионной стойкости.
Кроме того, известно, что уменьшение размера зерна подавляет процессы водородного растрескивания, т.к. концентрация серы выше по границам крупного ферритного зерна в сравнении с более мелким. (Е.Г. Астафурова, Е.В. Мельников, С.В. Астафуров, И.В. Раточка и др. Закономерности водородного охрупчивания аустенитных нержавеющих сталей с ультрамелкозернистой структурой разной морфологии. Физическая мезомеханика, 21, 2, (2018) 103-117 [6]). Исходя из этого разумно предположить, что подобрав химический состав стали, который в совокупности с правильно определенными технологическими параметрами обеспечивает измельчение зерна в производимом прокате стали, можно добиться и повышение его стойкости к водородному растрескиванию.
Сущность заявляемого способа производства стального проката поясняется примерами его реализации.
Пример 1. В общем случае способ реализовывался следующим образом. Заготовку (сляб) стали химического состава, масс. %: 0,05-0,18 С; 0,80-1,80 Mn; 0,005 S; 0,60-1,20 Cr; 0,10-0,25 Ni; 0,30-0,60 Cu остальное Fe и неконтролируемые примеси, полученную после разливки на машине непрерывного литья заготовок, передавали на непрерывный широкополосный стан горячей прокатки.
Перед началом черновой прокатки заготовку нагревали до температуры поверхности металла не выше 1200°С с выдержкой при этой температуре не более 60 минут. Контролируемую прокатку в чистовой группе клетей проводили ли в температурном диапазоне 950-790°С, обеспечивая не менее 75% суммарной относительной деформации. После чистовой прокатки при различных температурах конца прокатки, полоса, двигаясь по отводящему рольгангу стана с отключенными водяными душирующими устройствами (без подачи воды), к моменту начала смотки достигала различных температур поверхности металла 670-640°С, далее сматывалась в рулон с дальнейшим его охлаждением на спокойном воздухе.
Для определения оптимальных вариаций химического состава стали, температуры нагрева перед прокаткой и длительности выдержки при этой температуре, температурных режимов чистовой прокатки, а также температур начала смотки полосы в рулон проводились эксперименты, позволяющие изучить влияние отдельных параметров технологического процесса на измельчение зерна феррита в готовой полосе.
В частности, экспериментально определялись режимы, обеспечивающие формирование наноразмерных выделений Cu, и/или Ni, и/или Cu-Ni. Для этого образцы исследуемой стали, вырезанные из сляба соответствующего химического состава, полученного после разливки на машине непрерывного литья заготовок, подвергались нагреву до 1200°С и выдержке 60 минут, относительной деформации 75% в интервале температур 950-790°С, выдержке 30 с в диапазоне температур 650-620°, при которых железо находится в соответствующем состоянии (для наноразмерных выделений Cu, и/или Ni, и/или Cu-Ni - ферромагнитное ОЦК железо). Для фиксации структурного состояния образцов, с целью установления в них наличия сформированных наноразмерных выделений, образцы подвергались ускоренному охлаждению водой.
Из обработанных указанным выше способом образцов из различных сечений вырезали круглую заготовку диаметром 3 мм и толщиной 0,2-0,3 мм, которую затем утоняли шлифованием до получения фольг толщиной 0,1-0,15 мм для электронно-микроскопических исследований на просвечивающем электронном микроскопе. По результатам исследования устанавливалось наличие в образцах соответствующих выделений Cu, и/или Ni, и/или Cu-Ni наноразмерного масштаба с характерным размером 5-10 нм, химический состав которых подтверждался 3D-атом-проб томографией.
Далее, из образцов, в фольгах которых по результатам исследования реплик были обнаружены выделения Cu, и/или Ni, и/или Cu-Ni наноразмерного масштаба с характерным размером 5-10 нм, изготавливались микрошлифы для исследования микроструктуры на оптическом микроскопе. Подготовка образцов производилась на комплексе оборудования фирмы BUEHLER, исследование микроструктуры образцов проводилось с использованием структурного анализатора, включающего в себя программный пакет SIAMS, микроскоп NIKON EPIPHOT ТМЕ и камеру PixeLink. Используя модуль оценки изображений и программное обеспечение для структурного анализа, получали информацию о размерах зерен феррита. Результаты проведенных исследований приведены в табл. 1.
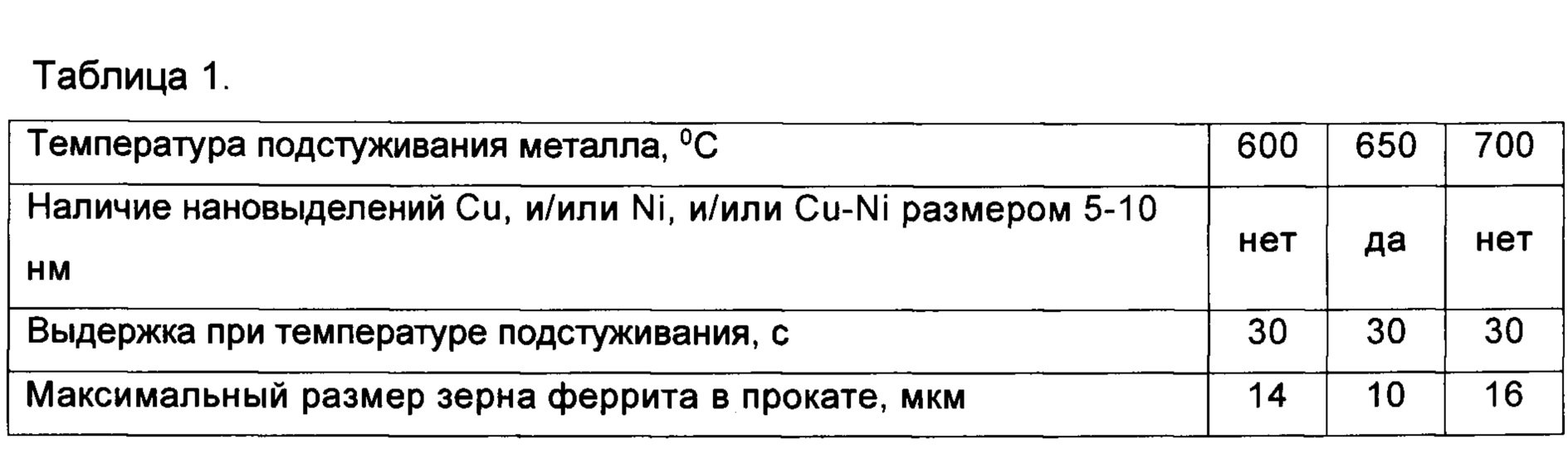
Пример 2. Заготовки (слябы) стали следующего состава, масс. %: 0,12 С; 1,60 Mn; 0,005 S; 1,10 Cr; 0,20 Ni; 0,60 Си, остальное Fe и неконтролируемые примеси, полученные после разливки на машине непрерывного литья заготовок, передавали на непрерывный широкополосный стан горячей прокатки. Перед началом прокатки заготовку нагревали до 1200°C и обеспечивали выдержку при этой температуре 60 минут. После черновой прокатки осуществляли контролируемую чистовую прокатку с относительной суммарной деформацией 75% и с температурой конца прокатки 800°С.Далее стальная полоса толщиной 2,8 мм по отводящему рольгангу стана с отключенными водяными душирующими устройствами (без подачи воды) двигалась к ближней или дальней моталке для смотки полосы в рулон. Опытные прокатки проводились одинаково, за исключением операции смотки - температура поверхности металла при смотке полосы в рулон изменялась. В начале смотки температура поверхности металла была равна 580, 640°С и 720°С, после чего смотанные рулоны остывали на воздухе.
Из готового проката с различной температурой начала смотки изготавливались образцы на комплексе оборудования фирмы BUEHLER, исследование структуры образцов проводилось с использованием структурного анализатора, включающего в себя программный пакет SIAMS, микроскоп NIKON EPIPHOT ТМЕ и камеры PixeLink. Используя модуль оценки изображений и программное обеспечение для структурного анализа, получали информацию о размерах зерен феррита. Результаты представлены в табл. 2.

Таким образом, полученные результаты подтверждают комплексное влияние технологических факторов: температуры нагрева металла под прокатку 1200°С с выдержкой при этой температуре не больше 60 мин., чистовой прокатки в температурном диапазоне 950-790°С с суммарной относительной деформацией не менее 75% и смотке полосы в рулон после чистовой прокатки при температуре поверхности металла 670-640°С с дальнейшим его охлаждением на спокойном воздухе на получение в структуре готового проката зерна феррита не более 10 мкм. Кроме того, экспериментально подтверждено влияние технологической выдержки короткой продолжительностью (несколько десятков секунд) для завершения формирования наноразмерных выделений Cu, и/или Ni, и/или Cu-Ni, которые обеспечивают дополнительное измельчение зерна феррита.
Литература
1. Измельчение зерна http://metal-archive.ru/metallurgiya/763-izmelchenie-zerna.html
2. Патент РФ №2366727, МПК C21D 8/04,2009
3. Патент РФ №2617075, МПК C21D 8/02, 2017
4. Патент РФ №2606357, МПК C21D 8/02, 2017
5. Патент РФ №2510803, МПК C21D 8/02, 2014
6. Е.Г. Астафурова, Е.В. Мельников, С.В. Астафуров, И.В. Раточка и др. Закономерности водородного охрупчивания аустенитных нержавеющих сталей с ультрамелкозернистой структурой разной морфологии. Физическая мезомеханика, 21, 2, (2018) 103-117.
Способ получения металлоизделия с заданным структурным состоянием
Способ производства горячего проката из микролегированных сталей
Арматурный канат и способ его изготовления
Система автоматизации предприятий сферы торговли, общественного питания и услуг
Устройство для измерения теплопроводности твердых материалов
Устройство для определения тепловых параметров фазового превращения
Способ измерения теплопроводности твердых материалов
Устройство для измерения теплоемкости материалов
Способ производства проката
Способ определения удельного теплового эффекта фазового превращения
Гнутый гофрированный профиль и способ его производства
Способ автоматического управления процессом прокатки в непрерывной группе клетей
Способ производства борсодержащей стали
Способ производства холоднокатаной ленты для холодной вырубки
Высокоуглеродистая сталь для производства подката для получения холоднодеформированного арматурного периодического профиля для железобетонных изделий
Способ производства листового проката
Высокопластичная низкоуглеродистая сталь
Способ получения металлоизделия с заданным структурным состоянием
Способ производства горячего проката из микролегированных сталей
Арматурный канат и способ его изготовления

