Результат интеллектуальной деятельности: СИСТЕМА И СПОСОБ РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Описание по существу относится к системе и способу регулирования температуры жевательной резинки, а более конкретно - к системе и способу регулирования температуры жевательной резинки, которая может быть ломкой.
УРОВЕНЬ ТЕХНИКИ
Традиционные системы охлаждения и способы, используемые для охлаждения жевательной резинки, могут требовать многопроходного охлаждения жевательной резинки для ее достаточного охлаждения. Такая многопроходность может требовать поворота или изгиба жевательной резинки для перемещения жевательной резинки между проходами. Поворот или изгиб жевательной резинки может вызывать потенциальный разлом или разрыв жевательной резинки.
Таким образом, были бы желательны система охлаждения и способ, способные эффективно охлаждать жевательную резинку, чувствительную к разрыву.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Раскрыта система охлаждения жевательной резинки, причем система содержит охладительный корпус, содержащий относительно верхнюю охлаждающую среду и относительно нижнюю охлаждающую среду, транспортирующее устройство, выполненное с возможностью транспортировки жевательной резинки от точки входа до точки выхода охладительного корпуса, причем транспортирующее устройство по меньшей мере частично отделяет относительно верхнюю охлаждающую среду от относительно нижней охлаждающей среды, первую систему охлаждения, выполненную с возможностью обеспечения отдачи холода на относительно верхнюю охлаждающую среду, и вторую систему охлаждения, выполненную с возможностью обеспечения отдачи холода на относительно нижнюю охлаждающую среду, причем относительно верхняя охлаждающая среда и относительно нижняя охлаждающая среда расположены так, что они разделены друг от друга по текучей среде.
Кроме того, раскрыт способ охлаждения жевательной резинки, включающий транспортировку жевательной резинки от точки входа до точки выхода охладительного корпуса посредством транспортирующего устройства, по меньшей мере частичное отделение относительно верхней охлаждающей среды и относительно нижней охлаждающей среды посредством транспортирующего устройства, причем относительно верхняя охлаждающая среда и относительно нижняя охлаждающая среда расположены так, что они разделены друг от друга по текучей среде, охлаждение жевательной резинки посредством первой системы охлаждения, выполненной с возможностью обеспечения отдачи холода на относительно верхнюю охлаждающую среду, и охлаждение жевательной резинки посредством второй системы охлаждения, выполненной с возможностью подачи холода на относительно нижнюю охлаждающую среду.
Кроме того, раскрыта система охлаждения жевательной резинки, содержащая охладительный корпус, транспортирующее устройство, выполненное с возможностью транспортировки жевательной резинки от точки входа до точки выхода охладительного корпуса, по меньшей мере одну систему охлаждения, выполненную с возможностью обеспечения отдачи холода на охладительный корпус, и систему регулирования влажности, выполненную с возможностью поддержания уровня влажности, который меньше точки росы атмосферы внутри корпуса или уровня активности воды в жевательной резинке, в зависимости от того, какое значение ниже, или равен ему.
Кроме того, раскрыт способ охлаждения жевательной резинки, включающий транспортировку жевательной резинки от точки входа до точки выхода охладительного корпуса посредством транспортирующего устройства, охлаждение жевательной резинки посредством по меньшей мере одной системы охлаждения, выполненной с возможностью обеспечения отдачи холода на охладительный корпус, и поддержание уровня влажности внутри охладительного корпуса, который меньше точки росы атмосферы внутри корпуса или уровня активности воды в жевательной резинке, в зависимости от того, какое значение ниже, или равен ему.
Также раскрыта система охлаждения жевательной резинки, причем система содержит охладительный корпус, транспортирующую систему, выполненную с возможностью транспортировки жевательной резинки от точки входа до точки выхода охладительного корпуса, и систему конвекционного охлаждения, содержащую ряд вентиляторов, ориентированных параллельно транспортирующему устройству и выполненных с возможностью обеспечения потока охлаждающей текучей среды к жевательной резинке, причем ряды вентиляторов расположены по отношению к жевательной резинке на высоте, достаточной для создания над жевательной резинкой перекрывающихся полей потоков.
Кроме того, раскрыт способ охлаждения жевательной резинки, причем способ включает в себя транспортировку жевательной резинки от точки входа до точки выхода охладительного корпуса посредством транспортирующего устройства и охлаждение жевательной резинки посредством системы конвекционного охлаждения, содержащей ряд вентиляторов, ориентированных параллельно транспортирующему устройству и выполненных с возможностью обеспечения потока охлаждающей текучей среды к жевательной резинке, причем ряды вентиляторов расположены по отношению к жевательной резинке на высоте, достаточной для создания над жевательной резинкой перекрывающихся полей потоков.
Дополнительно раскрыта система охлаждения жевательной резинки, содержащая охладительный корпус, однопроходное транспортирующее устройство, выполненное с возможностью транспортировки жевательной резинки от точки входа до точки выхода охладительного корпуса, и по меньшей мере одну систему охлаждения, выполненную с возможностью обеспечения отдачи холода на охладительный корпус, причем жевательная резинка является ломкой и не рассчитана на поворот или изгиб назад на саму себя.
Кроме того, раскрыт способ охлаждения жевательной резинки, включающий транспортировку жевательной резинки от точки входа до точки выхода охладительного корпуса посредством однопроходного транспортирующего устройства и охлаждение жевательной резинки посредством по меньшей мере одной системы охлаждения, выполненной с возможностью обеспечения отдачи холода на охладительный корпус, причем жевательная резинка является ломкой и не рассчитана на поворот или изгиб назад на саму себя.
Кроме того, раскрыта система охлаждения жевательной резинки, причем система содержит охладительный корпус, содержащий относительно верхнюю охлаждающую среду и относительно нижнюю охлаждающую среду, транспортирующее устройство, выполненное с возможностью транспортировки жевательной резинки от точки входа до точки выхода охладительного корпуса, причем транспортирующее устройство по меньшей мере частично отделяет относительно верхнюю охлаждающую среду от относительно нижней охлаждающей среды, систему конвекционного охлаждения, выполненную с возможностью обеспечения отдачи холода на относительно верхнюю охлаждающую среду, и систему кондукционного охлаждения, выполненную с возможностью обеспечения отдачи холода на относительно нижнюю охлаждающую среду.
Также раскрыт способ охлаждения жевательной резинки, включающий транспортировку жевательной резинки от точки входа до точки выхода охладительного корпуса посредством транспортирующего устройства, по меньшей мере частичное отделение относительно верхней охлаждающей среды и относительно нижней охлаждающей среды посредством транспортирующего устройства, охлаждение жевательной резинки посредством системы конвекционного охлаждения, выполненной с возможностью обеспечения отдачи холода на относительно верхнюю охлаждающую среду, и охлаждение жевательной резинки посредством системы кондукционного охлаждения, выполненной с возможностью подачи холода на относительно нижнюю охлаждающую среду.
Дополнительно раскрыта система охлаждения жевательной резинки, причем система содержит охладительный корпус, содержащий относительно верхнюю охлаждающую среду и относительно нижнюю охлаждающую среду, транспортирующее устройство, выполненное с возможностью транспортировки жевательной резинки от точки входа до точки выхода охладительного корпуса, транспортирующее устройство, по меньшей мере частично отделяющее относительно верхнюю охлаждающую среду от относительно нижней охлаждающей среды, систему газового охлаждения, выполненную с возможностью обеспечения отдачи холода на относительно верхнюю охлаждающую среду, и систему жидкостного охлаждения, выполненную с возможностью обеспечения отдачи холода на относительно нижнюю охлаждающую среду.
Кроме того, раскрыт способ охлаждения жевательной резинки, включающий транспортировку жевательной резинки от точки входа до точки выхода охладительного корпуса посредством транспортирующего устройства, по меньшей мере частичное отделение относительно верхней охлаждающей среды и относительно нижней охлаждающей среды посредством транспортирующего устройства, охлаждение жевательной резинки посредством системы газового охлаждения, выполненной с возможностью обеспечения отдачи холода на относительно верхнюю охлаждающую среду, и охлаждение жевательной резинки посредством системы жидкостного охлаждения, выполненной с возможностью подачи холода на относительно нижнюю охлаждающую среду.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На сопроводительных чертежах, включенных в настоящую спецификацию и являющихся ее частью, реализовано несколько аспектов настоящего изобретения; чертежи совместно с описанием служат для пояснения принципов изобретения. На чертежах показано следующее.
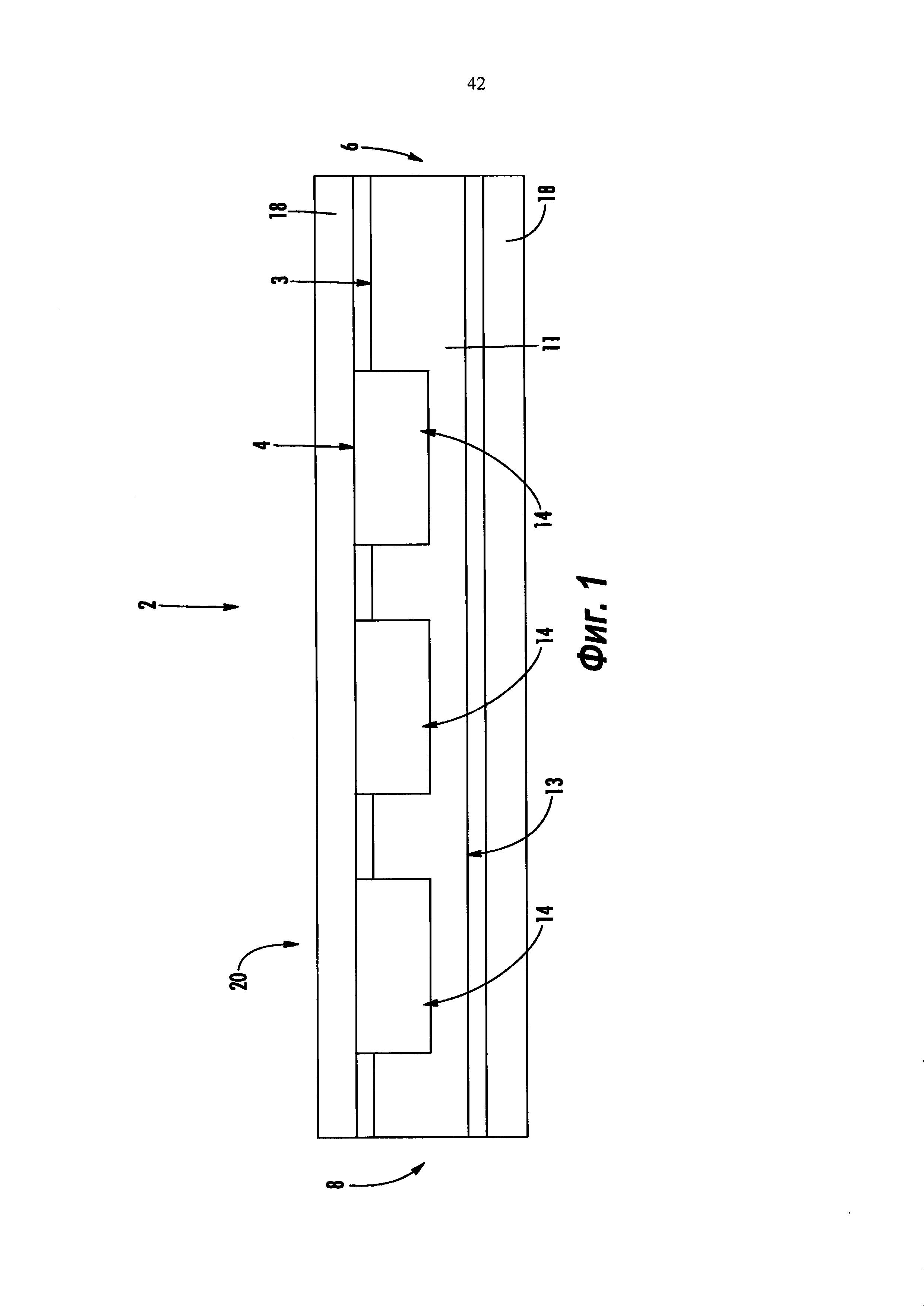
На Фиг. 1 показан схематический частичный вид в горизонтальной проекции туннельного охладителя в соответствии с примером осуществления, показанный без охладительного корпуса и полости.
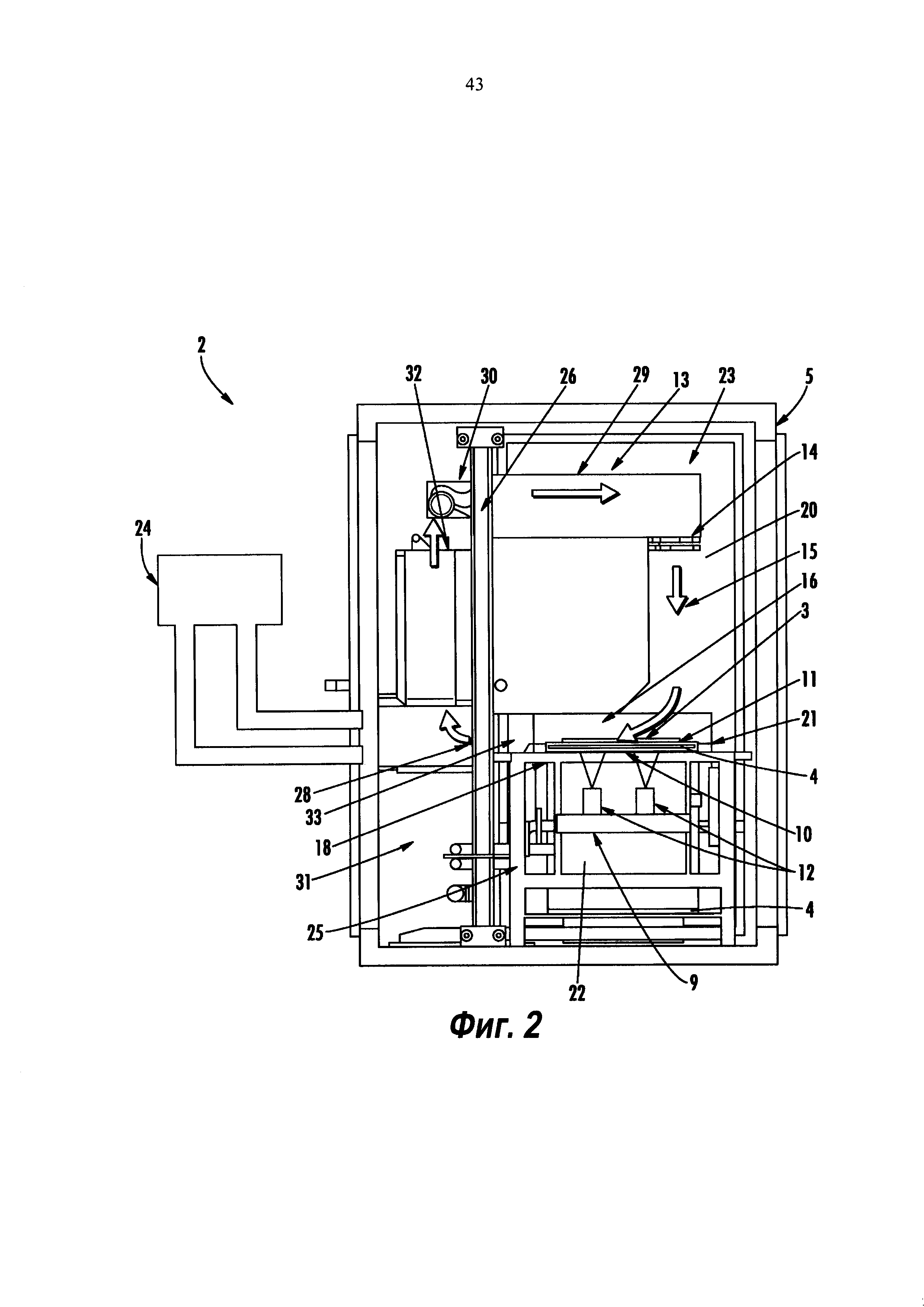
На Фиг. 2 показан схематический вид в поперечном сечении туннельного охладителя, такого как показанный на Фиг. 1.
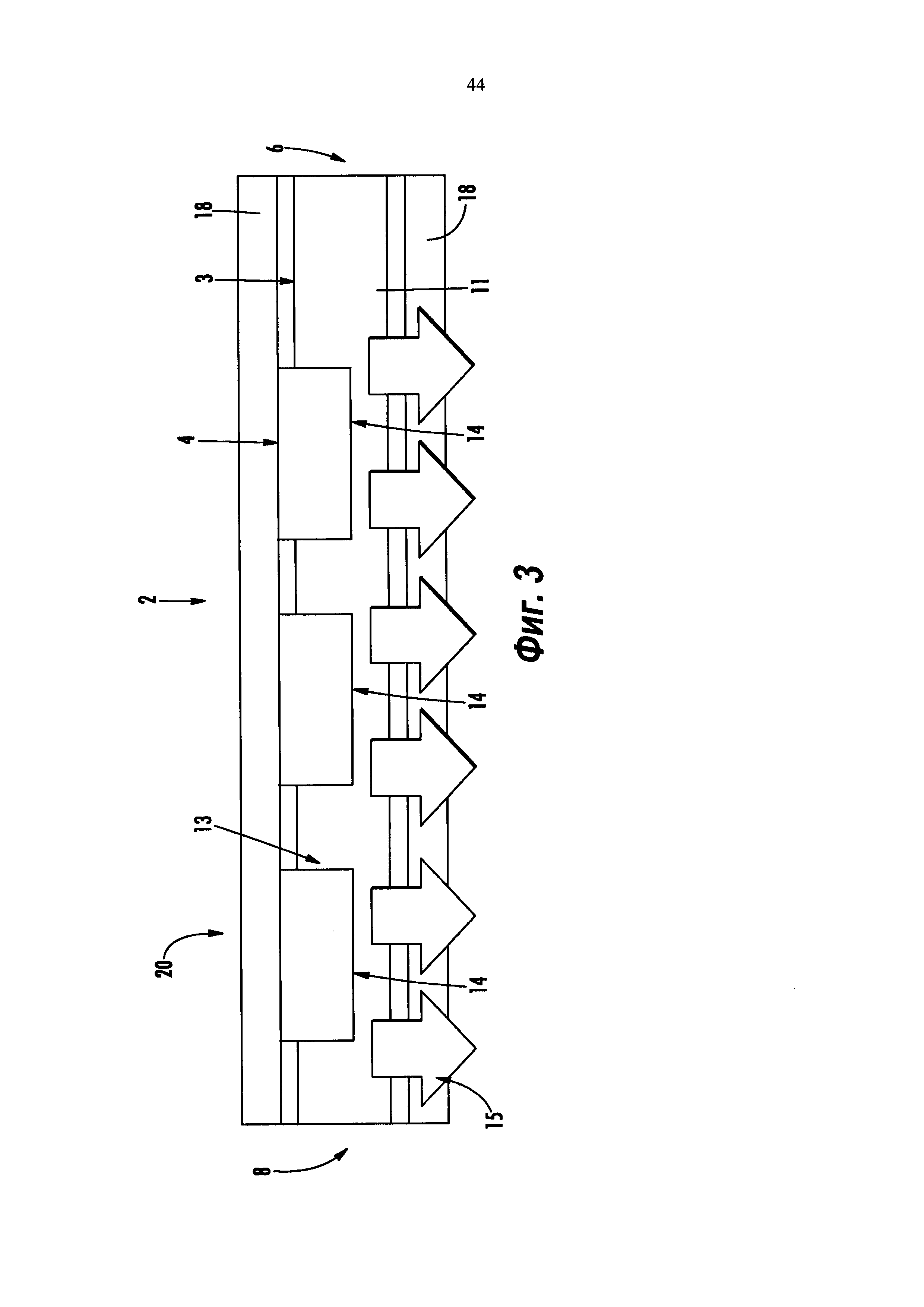
На Фиг. 3 показан схематический частичный вид в горизонтальной проекции, на котором показан конвекционный поток текучей среды в одном примере осуществления, таком как показанный на Фиг. 1, без охладительного корпуса и полости.
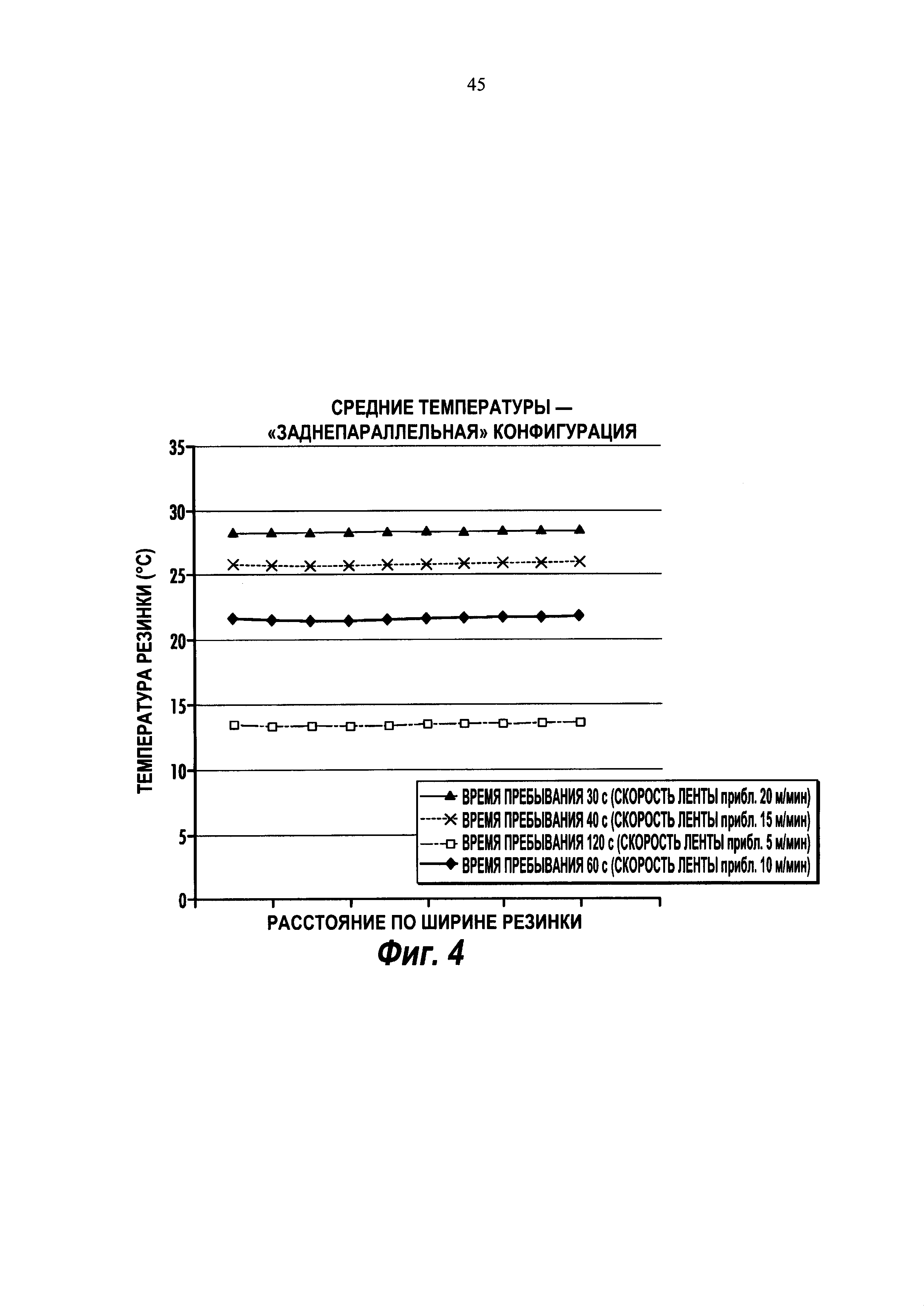
На Фиг. 4 показан график со сравнением смоделированных средних температур жевательной резинки в зависимости от времени пребывания в туннельном охладителе.
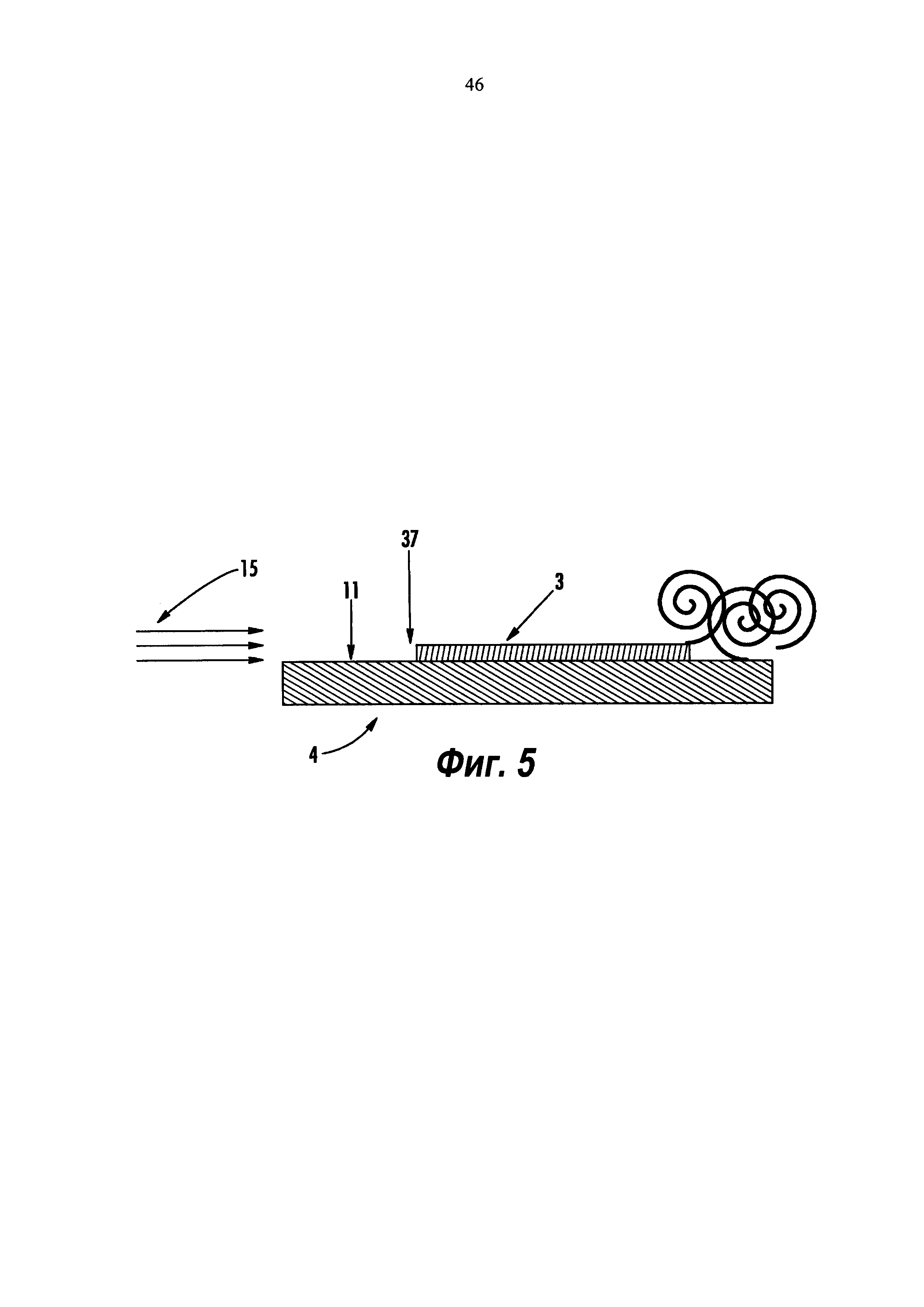
На Фиг. 5 показано схематическое представление листа жевательной резинки на ленте.
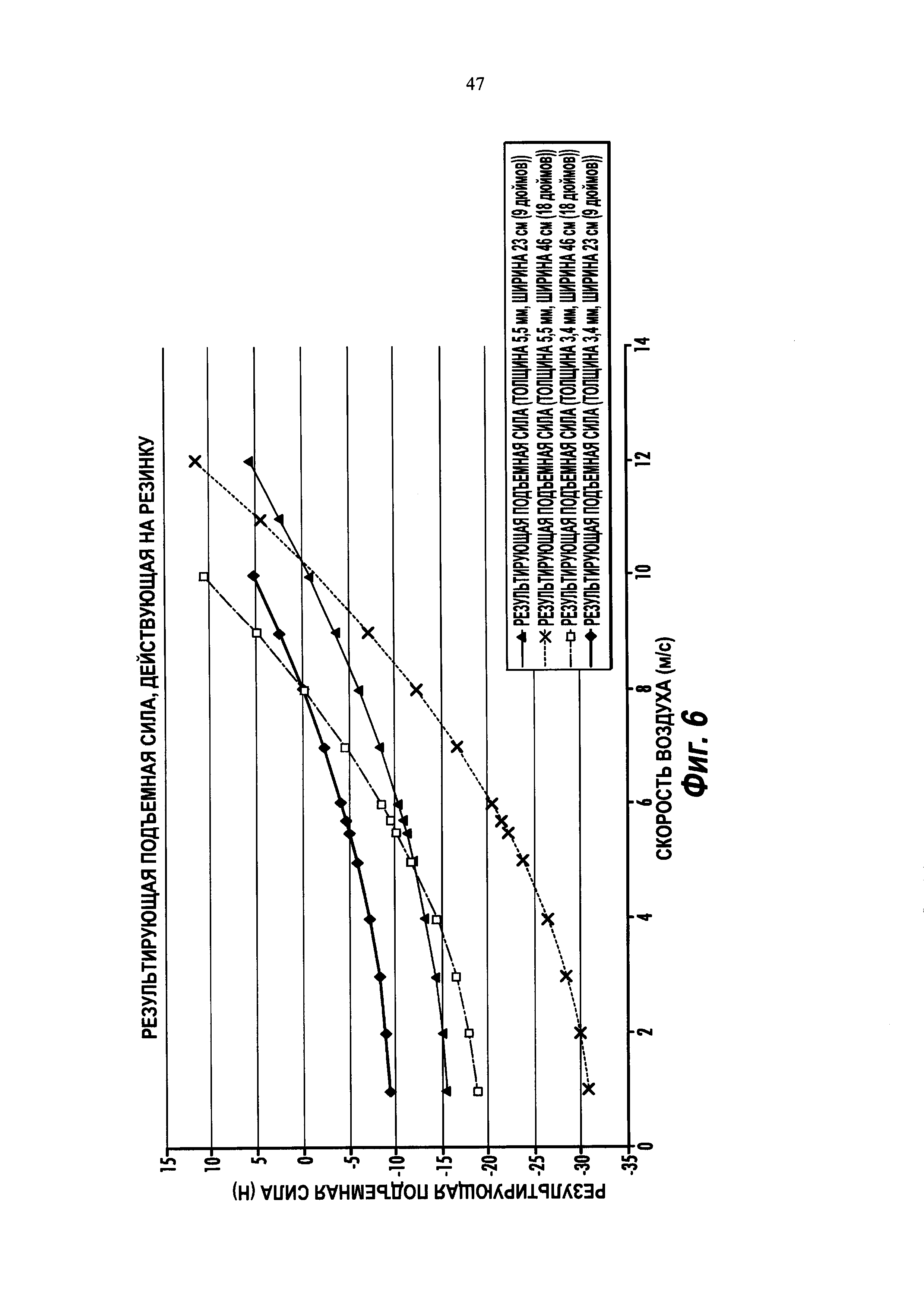
На Фиг. 6 показан график, на котором представлено смоделированное воздействие скорости воздуха на подъемную силу жевательной резинки.
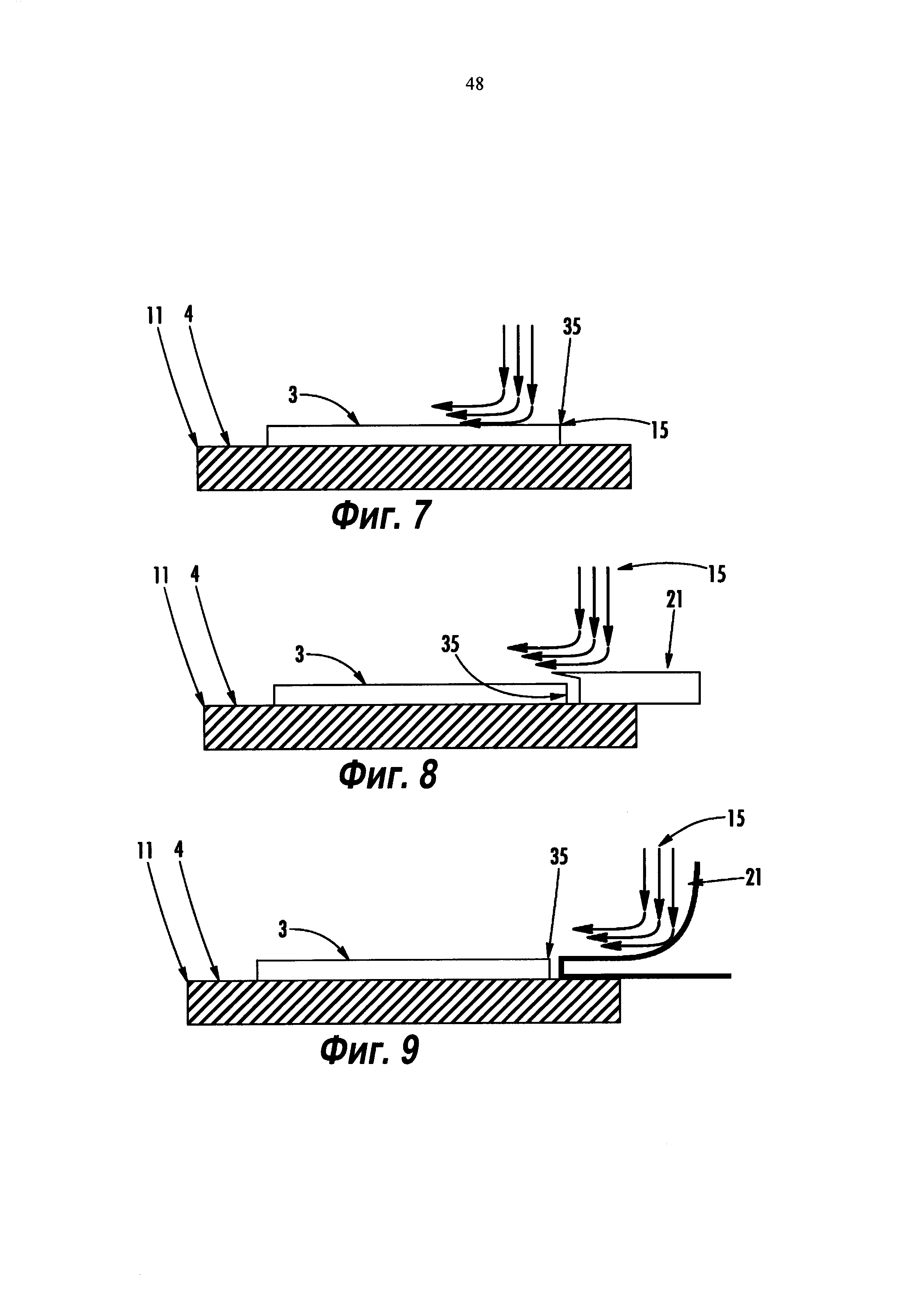
На Фиг. 7 показано схематическое представление листа жевательной резинки на ленте.
На Фиг. 8 показано схематическое представление листа жевательной резинки на ленте.
На Фиг. 9 показано схематическое представление листа жевательной резинки на ленте.
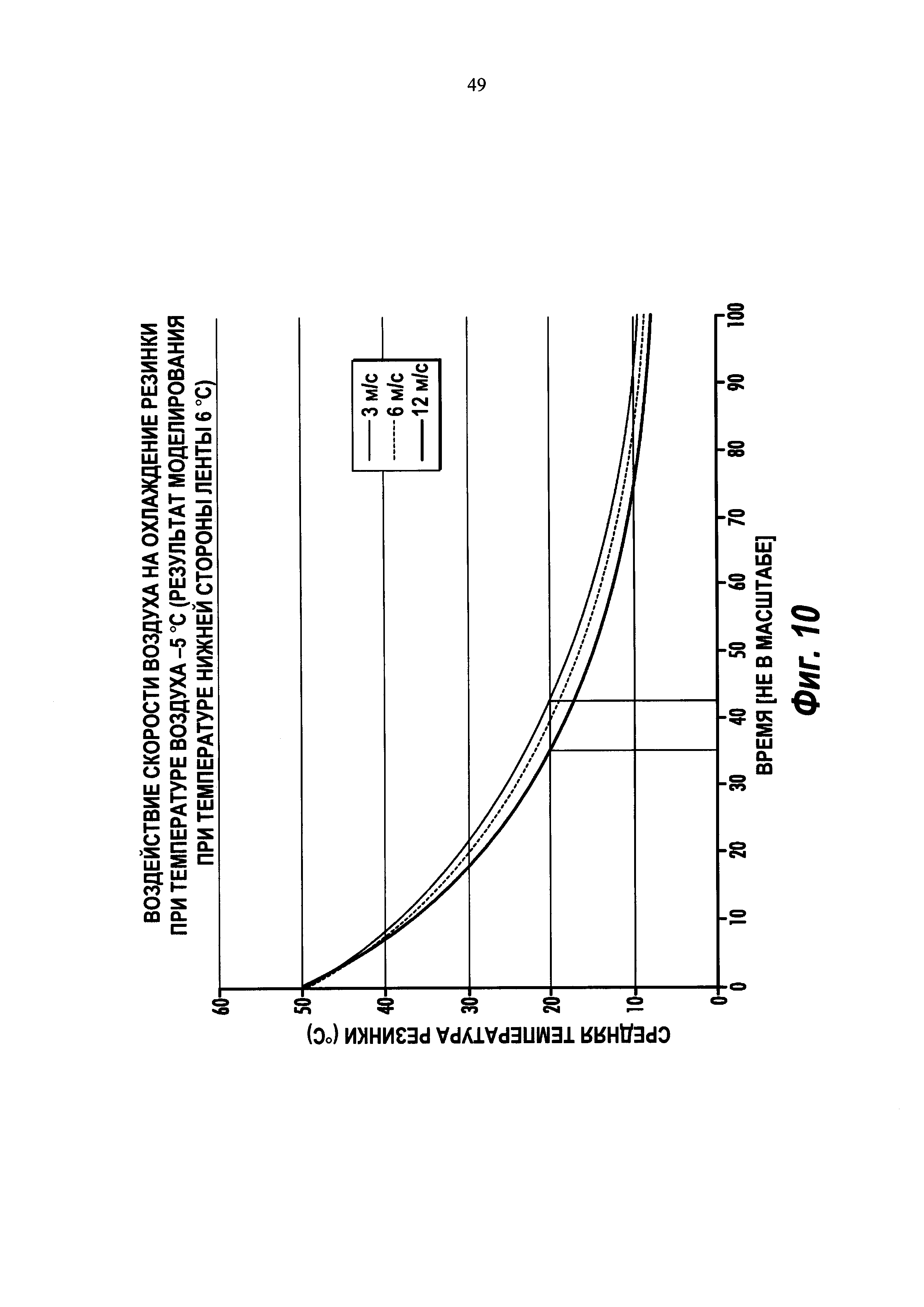
На Фиг. 10 показан график, на котором представлено смоделированное воздействие скорости воздуха на охлаждение жевательной резинки.
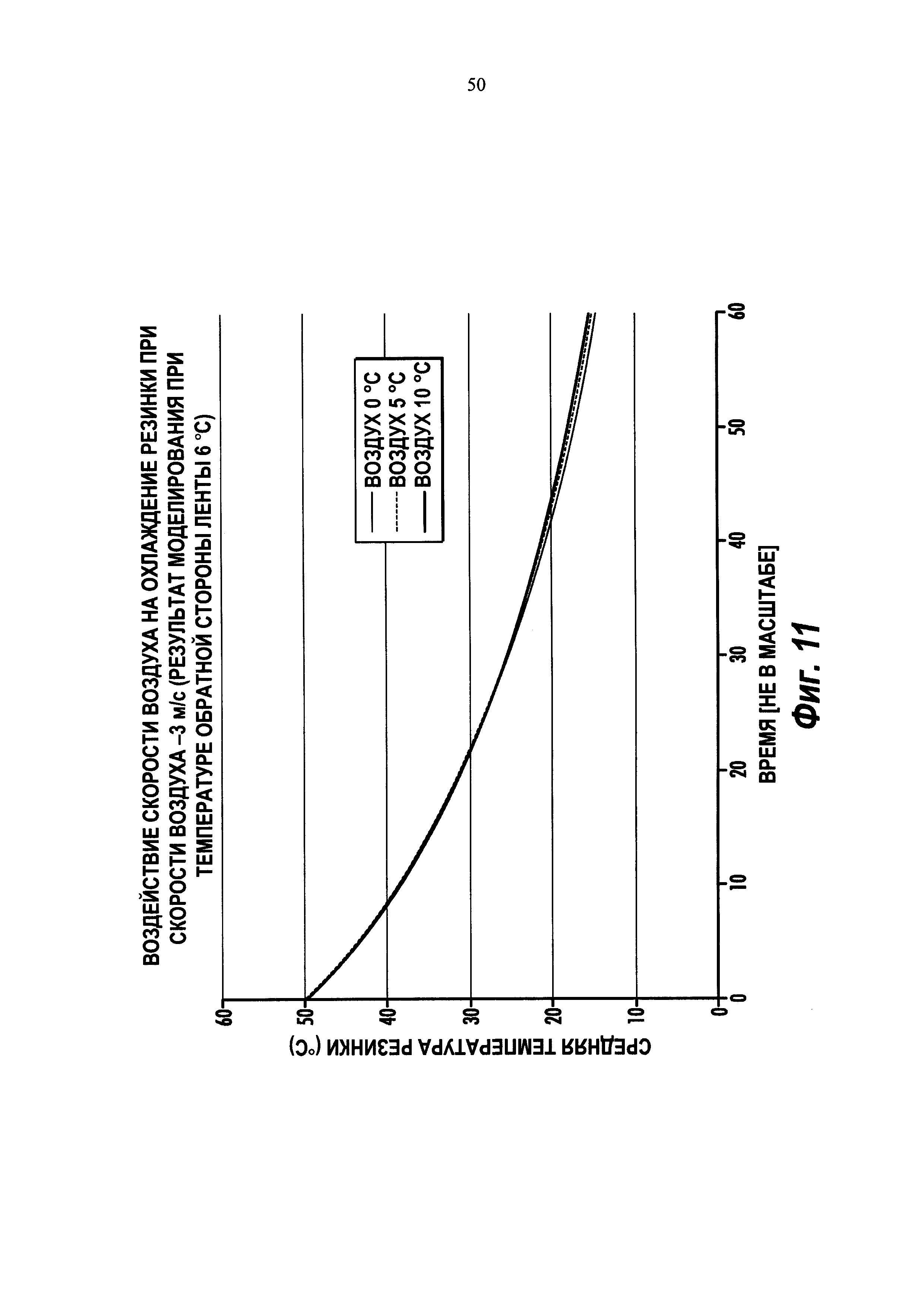
На Фиг. 11 показан график, на котором представлено смоделированное воздействие температуры конвекционного охлаждающего воздуха на охлаждение жевательной резинки.
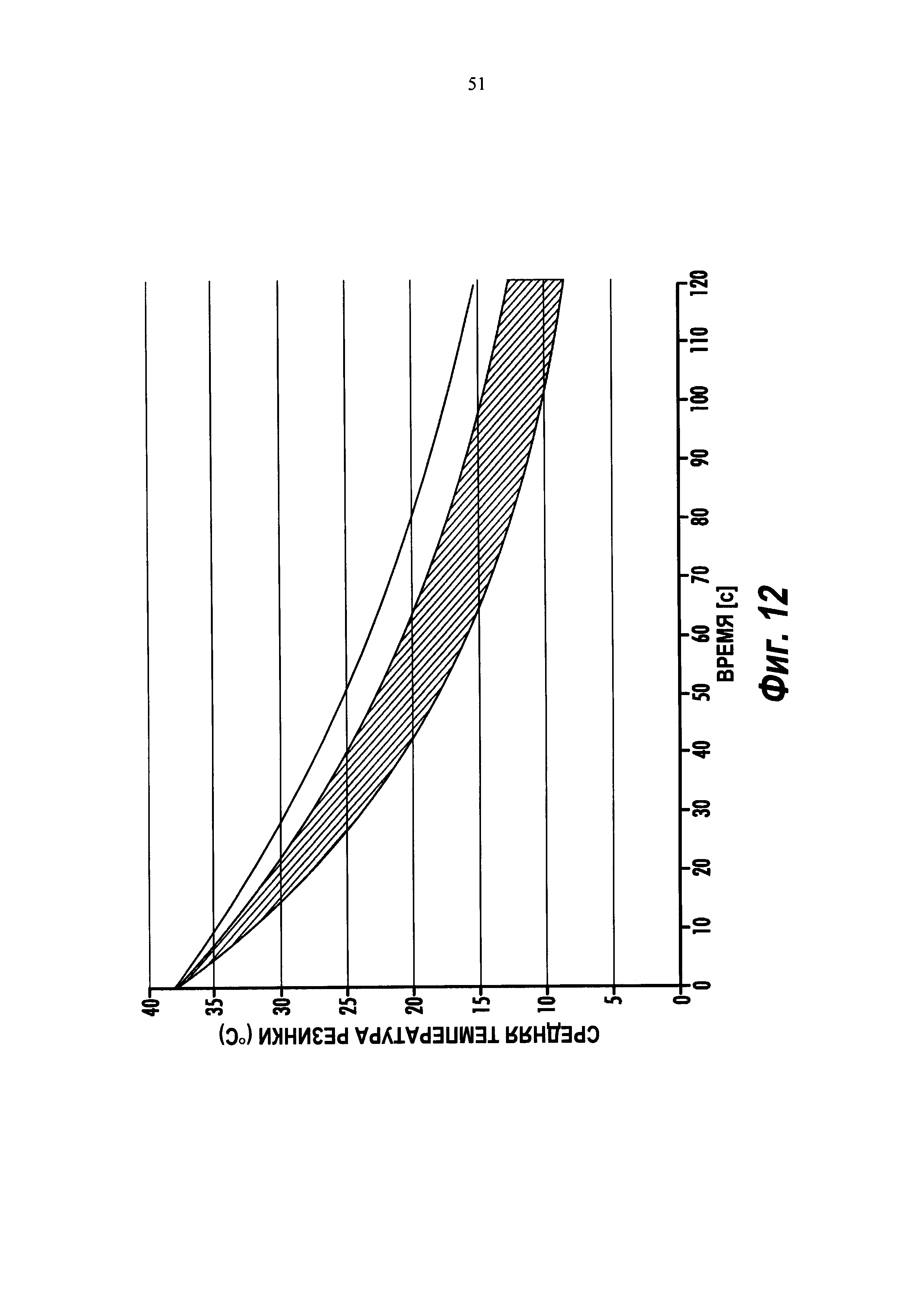
На Фиг. 12 показан график со сравнением смоделированного воздействия введения дополнительного конвекционного охлаждения для жевательной резинки, охлаждаемой посредством конвекционного охлаждения.
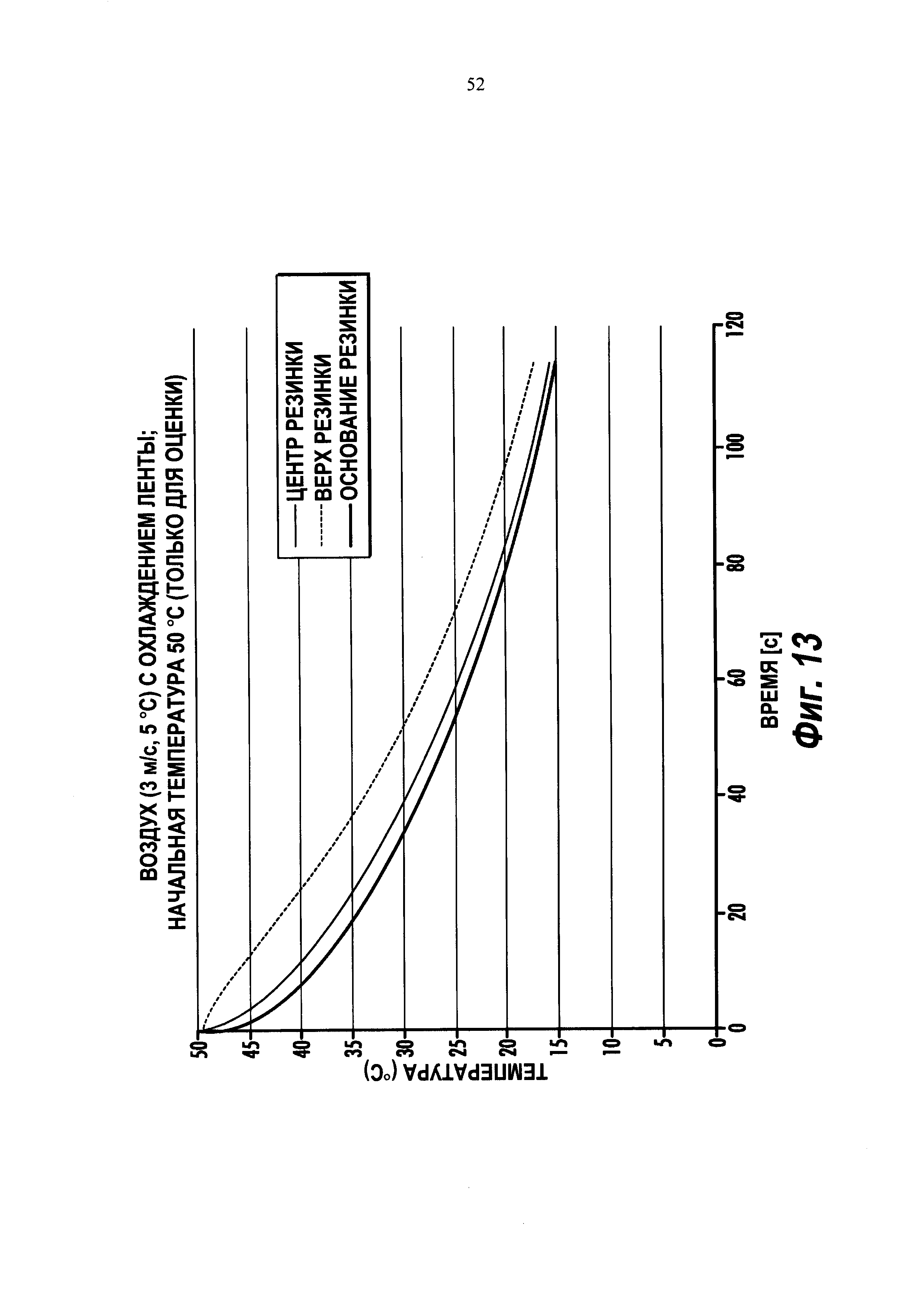
На Фиг. 13 показан график со сравнением зависимости смоделированной температуры жевательной резинки от времени в центре, сверху и у основания жевательной резинки.
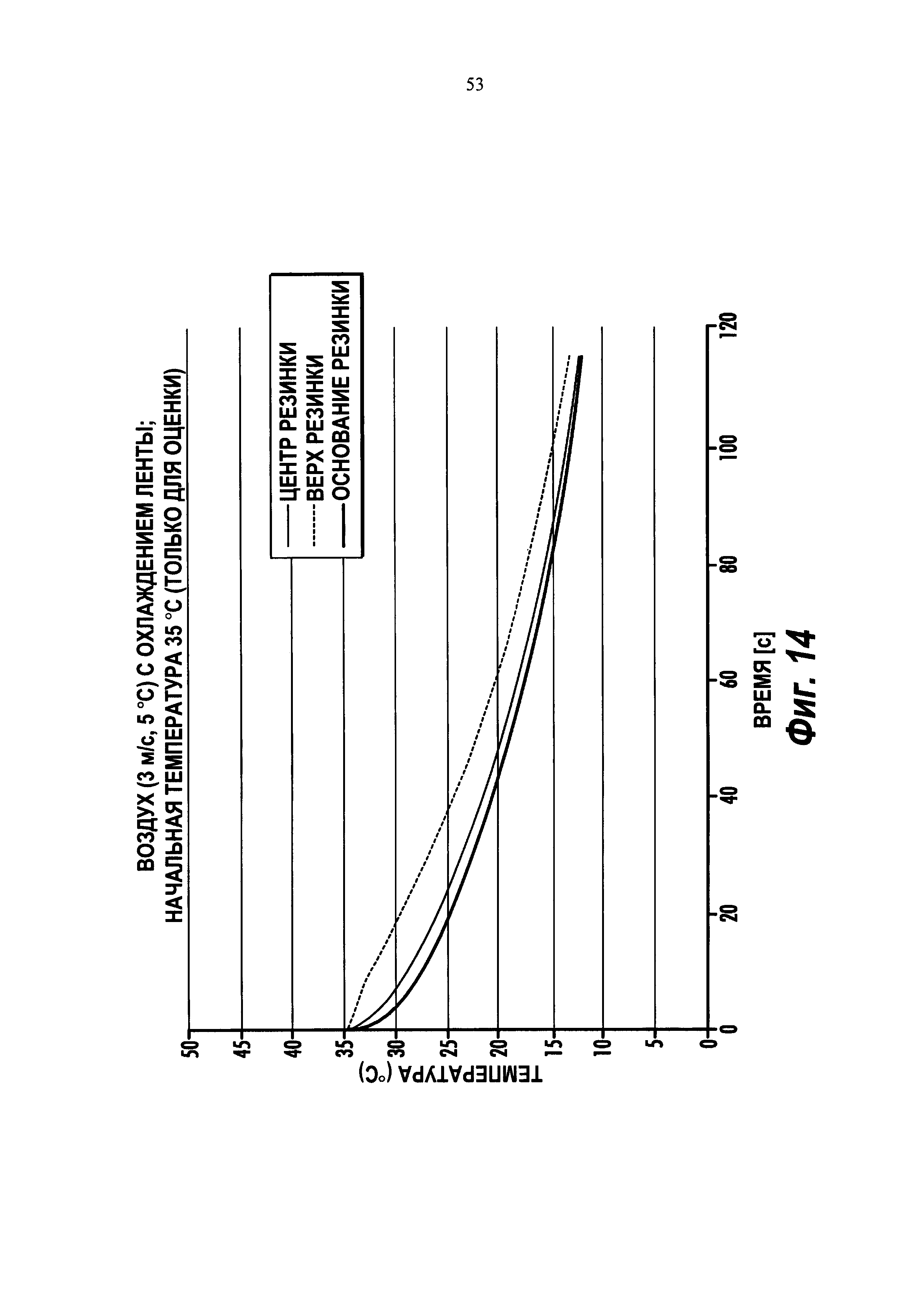
На Фиг. 14 показан график со сравнением зависимости смоделированной температуры жевательной резинки от времени в центре, сверху и у основания жевательной резинки.
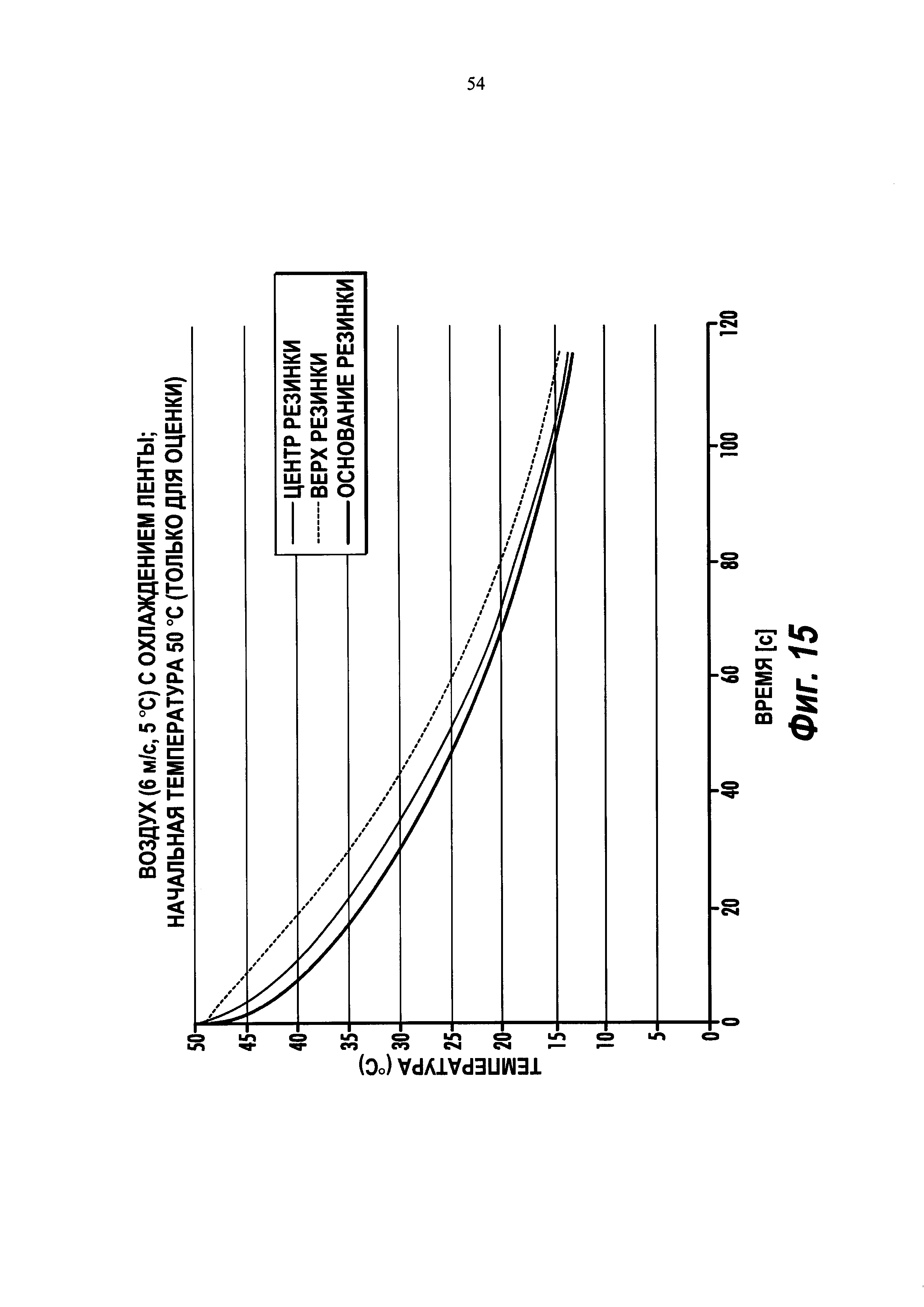
На Фиг. 15 показан график со сравнением зависимости смоделированной температуры жевательной резинки от времени в центре, сверху и у основания жевательной резинки.
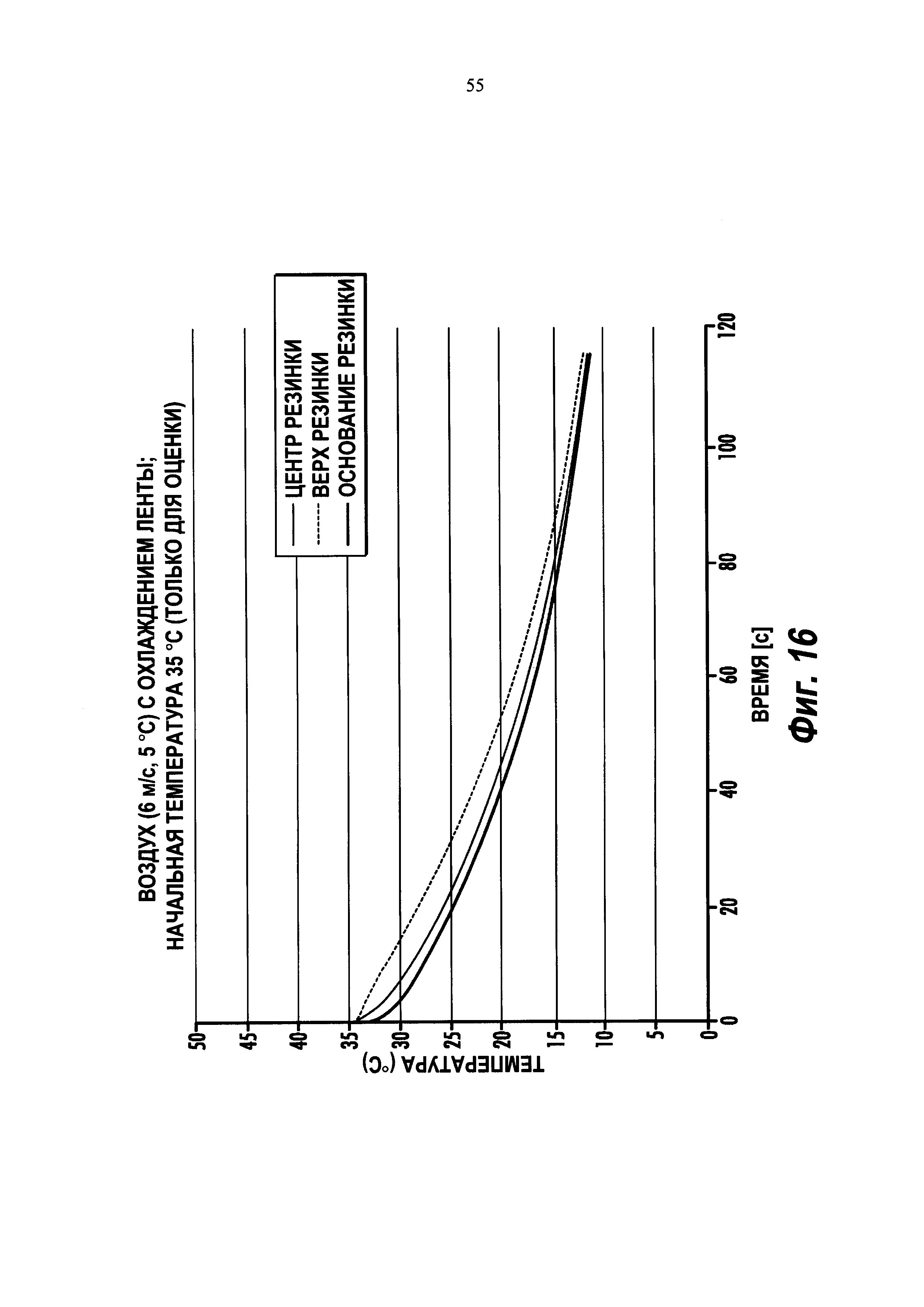
На Фиг. 16 показан график со сравнением зависимости смоделированной температуры жевательной резинки от времени в центре, сверху и у основания жевательной резинки.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В представленном ниже описании раскрываются конкретные варианты осуществления в соответствии с настоящим изобретением, в котором предложены системы и способы охлаждения жевательной резинки, в частности системы и способы охлаждения жевательной резинки, которая может быть ломкой.
Приведены ссылки на чертежи, на которых аналогичные номера позиций использованы для ссылки на аналогичные элементы в тексте раскрытия.
На Фиг. 1 и 2 представлена система 2 охлаждения для охлаждения жевательной резинки 3. Жевательная резинка 3, которую необходимо охладить в системе 2 охлаждения, называемая «жевательной резинкой» или «резинкой», может включать в себя, без ограничений, композиции в диапазоне от компаундированного эластомера до готовой резинки, которые могут включать в себя компаундированный эластомер в дополнение к некоторым компаундирующим средствам, маточную смесь для основы для резинки, компаундированный эластомер в дополнение к некоторым другим ингредиентам резинки, компаундированный эластомер в дополнение к некоторым ингредиентам основы для резинки и некоторые другие ингредиенты резинки, основу для резинки, основу для резинки в дополнение к некоторым другим ингредиентам резинки, маточную смесь для готовой резинки и готовую резинку. Жевательная резинка 3 может включать в себя композиции, являющиеся распыленными или нераспыленными. Нераспыленные композиции могут быть желательны для предотвращения накопления пыли в обрабатывающем оборудовании, а также снижения качества технологического процесса и характеристик охлаждения, которыми оно может сопровождаться. Некоторые композиции жевательной резинки 3 могут иметь неоднородную текстуру и/или быть многослойными.
Система 2 охлаждения для охлаждения жевательной резинки 3 содержит однопроходный туннельный охладитель, или корпус 5, который, в отношении многих композиций и форм резинки, охлаждает жевательную резинку 3, не подвергая жевательную резинку 3 каким-либо поворотам или изгибам. В одном примере осуществления жевательной резинке 3 придали окончательную толщину перед подачей в систему 2 в форме непрерывного листа или множества листов, которые не рассчитаны на поворот или изгиб в процессе охлаждения. Листы жевательной резинки 3, такие как эти, можно охарактеризовать как ломкие или подверженные разрывам вследствие того, что они чувствительны к повороту или изгибу назад на самих себя или не рассчитаны на них (что, вероятно, может иметь место в системах многопроходного охлаждения). Такие повороты или изгибы, включая повороты или изгибы приблизительно на 180 градусов, могут вызывать повреждения или по меньшей мере с высокой вероятностью вызывать повреждение ломкой или подверженной разрывам жевательной резинки 3, включая разламывание. Кроме того, жевательная резинка 3 или листы жевательной резинки 3 могут иметь стороны, которые имеют неправильную форму, являются шероховатыми, содержат включения (например, такие включения как сладости или съедобные компоненты, расположенные или разбросанные на поверхности), являются разнородными по текстуре, многослойными или по существу не гладкими и, следовательно, не рассчитанными на поворот или изгиб назад на самих себя. Помимо вероятности разрыва или других нежелательных результатов, вызванных поворотом листа или листов резинки, если жевательная резинка 3 или лист жевательной резинки 3 имеет стороны, которые имеют неправильную форму, являются шероховатыми или по существу не гладкими, охлаждение жевательной резинки 3 посредством традиционных способов (предполагающих множество поворотов, характеризующихся наличием одной зоны охлаждения, конвекционной или кондукционной и т.д.) может приводить к нежелательным характеристикам и результатам охлаждения.
Так как любую жевательную резинку 3, которая может требовать охлаждения перед упаковкой или дополнительной обработкой, можно охлаждать с помощью системы 2 охлаждения, нахождение ломкой, подверженной разрывам или иным образом чувствительной к поворотам и изгибам жевательной резинки в туннельном охладителе 2 может обеспечивать дополнительные преимущества, связанные с тем, что жевательная резинка 3 не подвергается каким-либо поворотам или изгибам. В результате этого жевательную резинку 3 можно охлаждать без каких-либо нежелательных повреждений, разломов или изменения жевательной резинки 3 в процессе охлаждения.
В отношении типов жевательной резинки 3, которые будут использоваться в вышеописанной системе 2 охлаждения, ниже будет приведено описание элементов системы 2 охлаждения. Как показано на Фиг. 1 и 2, система 2 охлаждения содержит транспортирующее устройство 4, систему 9 кондукционного охлаждения и систему 13 конвекционного охлаждения, которые заключены или по существу заключены внутри туннельного охладителя 5. Система 9 кондукционного охлаждения содержит насадки для текучей среды или каналы 12, которые распыляют охлажденную текучую среду на нижнюю поверхность 10 транспортирующего устройства 4 или перемещают охлажденную текучую среду в контакт с ней для охлаждения жевательной резинки 3 посредством кондукции. Система 13 конвекционного охлаждения содержит устройства перемещения воздуха, такие как вентиляторы 14, которые могут быть расположены в параллельной ориентации, т.е. лопасти вентилятора 14 ориентированы параллельно транспортирующему устройству 4 и обращены к нему для охлаждения жевательной резинки 3 посредством конвекции. Транспортирующее устройство 4 и блокирующее устройство 18 (которое, как будет описано ниже, может представлять собой просто оболочку, содержащую или по существу содержащую систему 9 кондукционного охлаждения) отделяют и разделяют по текучей среде или по существу разделяют относительно верхнюю охлаждающую среду 20 от относительно нижней охлаждающей среды 22. Система 2 также включает в себя контроль влажности посредством осушителя 24, который осушает воздух или другую соответствующую конвекционную текучую среду верхней среды 20.
При условном начале процесса охлаждения жевательной резинки 3 непрерывный лист или листы жевательной резинки 3 перемещают в систему 2 охлаждения с помощью транспортирующего устройства 4. Транспортирующее устройство 4 может представлять собой ленту 4. Транспортирующее устройство, или лента 4, перемещает жевательную резинку 3 через туннельный охладитель 5 от точки 6 входа к точке 8 выхода. Транспортирующее устройство, или лента 4, выполнено с возможностью перемещения жевательной резинки 3 через туннельный охладитель 5 за один проход, не подвергая жевательную резинку 3 каким-либо изгибам или поворотам и при этом обеспечивая эффективное охлаждение жевательной резинки 3.
Скорость ленты 4 можно варьировать для изменения времени пребывания жевательной резинки 3 внутри туннельного охладителя 5. Как показывают результаты моделирования, представленные на Фиг. 4, более продолжительное время пребывания внутри туннельного охладителя 5 может по существу приводить к получению жевательной резинки 3, охлажденной до более низкой температуры по сравнению с жевательной резинкой 3, охлаждаемой в течение меньшего времени пребывания. Более продолжительное время пребывания может не только привести к более низкой температуре, но и увеличить общее время обработки, вызвать потенциальные технологические сложности и неэффективность работы до и после охлаждения. Например, при времени пребывания 30 секунд приблизительная средняя температура жевательной резинки 3 составляет от 27 до 30 градусов Цельсия, в частности 28 градусов Цельсия, при времени пребывания 40 секунд приблизительная средняя температура жевательной резинки 3 составляет от 25 до 28 градусов Цельсия, в частности 26 градусов Цельсия, при времени пребывания 60 секунд приблизительная средняя температура жевательной резинки 3 составляет от 20 до 23 градусов Цельсия, в частности 22 градуса Цельсия, а при времени пребывания 120 секунд приблизительная средняя температура жевательной резинки 3 составляет от 12 до 15 градусов Цельсия, в частности 13,5 градуса Цельсия.
На характеристики охлаждения туннельного охладителя 5 может влиять материал ленты 4. Лента 4 может быть изготовлена из стали или любого другого подходящего материала. Применение материала с очень высокой теплопроводностью, такого как сталь, может иметь преимущества с точки зрения теплопередачи посредством кондукции вместе с другими компонентами системы 9 кондукционного охлаждения, как будет более подробно описано ниже.
Лента 4 расположена внутри корпуса для обеспечения воздействия на жевательную резинку 3 механизмов 9 и 13 как кондукционного, так и конвекционного охлаждения во время пребывания жевательной резинки 3 в туннельном охладителе 5. Поскольку для отвода тепла от жевательной резинки 3 система 9 кондукционного охлаждения может использовать воду, влага, образованная в процессе кондукционного охлаждения, может попадать в жевательную резинку 3 и приводить к отрицательным последствиям. Таким образом, система 9 кондукционного охлаждения и нижняя поверхность 10 ленты 4 расположены и взаимодействуют с относительно нижней охлаждающей средой 22 туннельного охладителя 5, а жевательная резинка 3, верхняя поверхность 11 ленты 4 и система 13 конвекционного охлаждения расположены и взаимодействуют с относительно верхней охлаждающей средой 20 туннельного охладителя 5.
При рассмотрении сначала системы 9 кондукционного охлаждения следует отметить, что насадки для текучей среды или каналы 12 могут распылять охлаждающую текучую среду непосредственно на нижнюю поверхность 10 ленты 4 (или, в случае каналов, непосредственно приводить охлаждающую текучую среду в контакт с нижней поверхностью 10 ленты 4). Затем посредством кондукции тепло передают от жевательной резинки 3 на ленту 4. При охлаждении жевательной резинки 3, имеющей неправильную форму, являющейся шероховатой или по существу не гладкой, определяют, что поверхность жевательной резинки 3 является наиболее восприимчивой к кондукционному охлаждению, и приводят ее в контакт с лентой 4. Поверхность жевательной резинки 3, в меньшей степени восприимчивую к кондукционной теплопередаче (такую как поверхность, которая имеет неровности или включение и может быть повреждена при контакте с транспортирующим устройством 4) располагают так, чтобы на ленте 4 она была обращена вверх.
Как отмечено выше, лента 4 может быть изготовлена из материала, рассчитанного на теплопередачу посредством кондукции и облегчающего кондукционное охлаждение жевательной резинки 3. Воздействие кондукционного охлаждения на жевательную резинку 3 может в большей степени определять характеристики охлаждения жевательной резинки 3, чем воздействие конвекционного охлаждения. Следует отметить, что теплопередача посредством кондукции зависит от доступной площади поверхности, облегчающей кондукцию. Как отмечено ранее, некоторые композиции и некоторые структуры жевательной резинки 3 могут иметь неровные поверхности, которые могут препятствовать оптимальной теплопередаче посредством кондукции. Таким образом, некоторые композиции и некоторые структуры жевательной резинки 3 могут иметь определенную ориентацию относительно ленты 4, чтобы обеспечить максимальную теплопередачу и охлаждение посредством кондукции, при которой контактная площадь поверхности между жевательной резинкой 3 и лентой 4 максимальна.
Тепло, передаваемое жевательной резинкой 3 на ленту 4, отводят потоком текучей среды, подаваемой через насадку для текучей среды или канал 12. Текучая среда, подаваемая через насадку для текучей среды или канал 12, может быть охлажденной. В одном примере осуществления текучая среда, используемая в системе 9 кондукционного охлаждения, может быть водой. В альтернативных вариантах осуществления текучая среда, используемая в системе 9 кондукционного охлаждения, может быть, без ограничений, любой жидкостью. По меньшей мере в одном варианте осуществления температура текучей среды, подаваемой через насадку для текучей среды или канал 12, может быть приблизительно такой же, как температура подаваемой конвекционной текучей среды, обеспечиваемой системой 13 конвекционного охлаждения, или отличаться от нее в пределах 3 градусов Цельсия. Таким образом, по меньшей мере в одном варианте осуществления температура текучей среды (и температура воздуха) и итоговая температура верхней поверхности 11 ленты 4 могут находиться в диапазоне от 0 до 10 градусов Цельсия или от 0 до 20 градусов Цельсия. Вся система 9 кондукционного охлаждения может функционировать в широком диапазоне температур. Например, в одно и то же время температура текучей среды, используемой в системе 9 кондукционного охлаждения, может находиться в диапазоне от 4 до 6 градусов Цельсия, температура нижней поверхности 10 может находиться в диапазоне от 6 до 8 градусов Цельсия, температура верхней поверхности 11 может находиться в диапазоне от 12 до 16 градусов Цельсия, тогда как температура воздуха, обеспечиваемого системой 13 конвекционного охлаждения внутри туннельного охладителя 2, может составлять 9 градусов Цельсия.
В соответствии с примером осуществления раскрытия в системе 2 охлаждения может быть желательно разделение текучих сред или по существу разделение верхней охлаждающей среды 20 и нижней охлаждающей среды 22. Действительно, как лучше всего показано на Фиг. 2, система 2 может содержать оболочку 25 кондукционной системы, способствующую изоляции и по существу изолирующую относительно нижнюю охлаждающую среду 22 и систему 9 кондукционного охлаждения в ней от относительно верхней охлаждающей среды 20, в частности жевательной резинки 3. В одном примере осуществления оболочка 25 по существу ограничена у верхней части неподвижной структурой, несущей ленту 4, и самой лентой 4 (в результате чего обеспечивается непосредственный доступ охлаждающих насадок или каналов 12 к нижней поверхности 10 ленты 4). Как показано на Фиг. 2, оболочка 25 вмещает систему 9 кондукционного охлаждения и действует как блокирующее устройство 18, разделяющее по текучей среде или по существу разделяющее верхнюю охлаждающую среду 20 и нижнюю охлаждающую среду 22. Хотя на чертежах не показано, вместо оболочки 25 или в дополнение к ней в системе 2 можно использовать блокирующее устройство. Например, вместо оболочки 25 или в дополнение к ней в качестве блокирующего устройства можно использовать структуру, такую как прокладка или уплотнение, проходящую в боковом направлении от внутренних стенок туннеля 5 к транспортирующей части ленты 4 или неподвижной части транспортирующего устройства, несущего ленту 4. Такая структура может быть образована из резины, металла, полимера или любого другого подходящего материала. В любом случае действие блокирующего устройства 18 (представленного оболочкой 25 с дополнительными приспособлениями, без дополнительных приспособлений или замененного дополнительными структурами) служит для предотвращения или по меньшей мере ограничения непосредственного или быстрого смешивания влаги, конденсата и воздушного потока от относительно нижней охлаждающей среды 22 с относительно верхней охлаждающей средой 20. Блокирующее устройство 18 также предотвращает или по меньшей мере ограничивает воздушный поток от относительно верхней охлаждающей среды 20 в относительно нижнюю охлаждающую среду 22 для разделения требуемого конвекционного потока по текучей среде.
Следует понимать, что разделение текучих сред, или по существу разделение, желательно в системе 2, так как при некоторых уровнях сообщения по текучей среде между верхней охлаждающей средой 20 и нижней охлаждающей средой 22 в верхней среде 20 и на верхней поверхности ленты 11 может происходить накопление кондукционной текучей среды (такой как вода или другие жидкости). Это может создавать проблемы, связанные с тем, что накопление воды на верхней поверхности 11 может приводить к проскальзыванию перемещаемой на ней резинки 3, увеличению относительной влажности внутри относительно верхней охлаждающей среды 20, снижению теплопередачи, налипанию резинки на ленте 4, увеличению объема работ по очистке и техническому обслуживанию и впитыванию или отведению воды. Однако следует отметить, что нижняя поверхность 10 ленты 4 может перемещаться через нижнюю среду 22, а верхняя поверхность 11 ленты 11 может перемещаться через верхнюю среду 20 без создания таких условий с недопустимыми уровнями. Кроме того, лента 4 может перемещаться и поворачиваться/вращаться вокруг транспортирующих колес снаружи туннеля, таким образом подвергаясь воздействию условий окружающей среды без нежелательного воздействия.
Рассматривая более подробно систему 13 конвекционного охлаждения, следует отметить, что система 13 конвекционного охлаждения выполнена с возможностью облегчения обработки и более эффективного охлаждения жевательной резинки 3 путем обеспечения дополнительного охлаждения в дополнение к системе 9 кондукционного охлаждения. В частности, комбинация конвекционного и кондукционного охлаждения позволяет обеспечить эффективное охлаждение жевательной резинки 3 в однопроходном туннельном охладителе 2 до желаемой температуры без множества проходов или нежелательного времени пребывания.
Система 13 конвекционного охлаждения выполнена с возможностью непосредственного взаимодействия с относительно верхней охлаждающей средой 20 и жевательной резинкой 3. В системе 13 конвекционного охлаждения используется по меньшей мере один вентилятор 14 для прогона текучей среды над жевательной резинкой 3 с целью передачи тепла от жевательной резинки 3 и эффективного охлаждения жевательной резинки 3 до желаемой температуры потоком 15 текучей среды. В одном примере осуществления конвекционный поток 15 текучей среды представляет собой воздух.
Как показано на Фиг. 1-3, над траекторией жевательной резинки 3 расположен по меньшей мере один вентилятор 14 для прогона потока 15 текучей среды вниз на жевательную резинку 3 и ленту 4 и через них. Эти вентиляторы 14 расположены в охладительной камере 23 туннельного охладителя 5 и в одном примере осуществления вызывают формирование циклического контура движения потока 15 (представленного на Фиг. 2 стрелками) внутри туннеля 5 с входом в охладительную камеру 23 и выходом из нее. Этот циклической поток 15 будет описан ниже.
Как лучше всего показано на Фиг. 2, текучая среда поступает в верхнюю полость 29, содержащуюся в верхней части охладительной камеры 23. Текучая среда поступает в полость 29 из входного отверстия 26 (расположенного в стенке между охладительной камерой и испарительной камерой 31, которые будут более подробно описаны ниже). Поток 15 текучей среды перемещается через верхнюю полость 29 к вентиляторам 14, расположенным в сообщении по текучей среде с ней. Поток 15 направляется вентиляторами 14 вниз в направлении транспортера 4 и резинки 3 вблизи первого бокового края 35 жевательной резинки 3. Когда поток 15 достигает первого края 35 жевательной резинки 3, он фактически равномерно проходит через резинку 3 и транспортер 4 в направлении, перпендикулярном потоку жевательной резинки 3 через систему 2. Эта траектория потока 15 текучей среды через резинку 3 (фактически через нижнюю полость 16) образуется в результате близкого расположения области 33 относительно низкого давления к противоположному боковому краю 37 жевательной резинки 3 (низкое давление относительно области вблизи первого бокового края). В одном примере осуществления эту область низкого давления создают с помощью выпускного отверстия 28, которое также расположено в стенке между охладительной камерой и испарительной камерой 31 и выпускает поток 15 текучей среды из охладительной камеры 23 в испарительную камеру 31.
После входа в испарительную камеру 31 поток текучей среды проходит через испаритель 32. Испаритель 32 служит для отведения тепла от потока 15 текучей среды и позволяет осуществлять температурный контроль потока 15 посредством его рабочих параметров. Для обеспечения поступления потока 15 текучей среды через испаритель 32, для подачи потока 15 текучей среды обратно через входное отверстие 26 в полость 29 и для повторения вентиляторами 14 цикла циркуляции потока можно использовать дополнительный вентилятор 30 перекрестного потока. Для поддержания циклического потока 15 внутри верхней охлаждающей среды 20 циклический поток 15 текучей среды можно рециркулировать в пределах диапазона 50-99%. Блокирующее устройство 18 и полость 16 способствуют направлению циклического потока 15 текучей среды для обеспечения протекания циклического потока 15 текучей среды только над лентой 4, а не под лентой 4.
В одном примере осуществления параллельная ориентация лопастей вентиляторов 14 на желаемой высоте над лентой 4 формирует перекрывающиеся поля потоков от расположенных рядом вентиляторов, обеспечивая более равномерные и предсказуемые характеристики охлаждения.
Действительно, перекрывающиеся поля потоков, исходящие от вентиляторов, расположенных на одной линии над лентой 4, могут оказывать значительное воздействие на характеристики охлаждения системы 2 охлаждения. Как следует из результатов моделирования, показанных на Фиг. 4, при использовании в системе 9 кондукционного охлаждения воды в качестве текучей среды, а в системе 13 конвекционного охлаждения - воздуха в качестве текучей среды, температура жевательной резинки 3 изменяется в диапазоне от 14 до 27 градусов Цельсия в зависимости от времени пребывания (которое находится в диапазоне от 30 до 120 секунд) охлаждаемой жевательной резинки 3. В частности, в отношении «заднепараллельной» конфигурации вентиляторов, при времени пребывания 30 секунд приблизительная средняя температура жевательной резинки 3 составляет от 27 до 30 градусов Цельсия, в частности 28 градусов Цельсия, при времени пребывания 40 секунд приблизительная средняя температура жевательной резинки 3 составляет от 25 до 28 градусов Цельсия, в частности 26 градусов Цельсия, при времени пребывания 60 секунд приблизительная средняя температура жевательной резинки 3 составляет от 20 до 23 градусов Цельсия, в частности 22 градуса Цельсия, и при времени пребывания 120 секунд приблизительная средняя температура жевательной резинки 3 составляет от 12 до 15 градусов Цельсия, в частности 13,5 градуса Цельсия.
Как упомянуто выше, поток 15 текучей среды направляют от вентиляторов вниз к первому краю жевательной резинки 3. На Фиг. 5 и 7-9 этот край обозначен как край 35. Если, как показано на Фиг. 5, поток 15 текучей среды поступает на вертикальный уровень резинки в области за пределами бокового края 35 резинки 3, за передним краем 35 может образовываться вихревой поток 17 текучей среды, создающий результирующую подъемную силу. Результирующая подъемная сила, действующая на жевательную резинку 3, может ограничивать максимальную скорость потока 15 текучей среды над жевательной резинкой 3, таким образом ограничивая максимальную эффективность охлаждения. Как следует из результатов моделирования, показанных на Фиг. 6, между скоростью воздуха и результирующей подъемной силой существует прочная взаимосвязь. Например, для листов 3 жевательной резинки толщиной 3,4 мм и шириной 23 сантиметра (9 дюймов): на лист 3 жевательной резинки, обдуваемый воздухом со скоростью воздуха от 0 до 2 метров в секунду (в частности, 1 метр в секунду), действует результирующая подъемная сила от -12 до -7 ньютонов (в частности, -9 ньютонов), тогда как на этот же лист 3 жевательной резинки, обдуваемый воздухом со скоростью воздуха от 7 до 12 метров в секунду (в частности, 10 метров в секунду), действует результирующая подъемная сила от 3 до 8 ньютонов (в частности, 5 ньютонов). Для листов 3 жевательной резинки толщиной 5,5 мм и шириной 23 сантиметра (9 дюймов): на лист 3 жевательной резинки, обдуваемый воздухом со скоростью воздуха от 0 до 2 метров в секунду (в частности, 1 метр в секунду), действует результирующая подъемная сила от -18 до -13 ньютонов (в частности, -15 ньютонов), тогда как на этот же лист 3 жевательной резинки, обдуваемый воздухом со скоростью воздуха от 9 до 14 метров в секунду (в частности, 12 метров в секунду), действует результирующая подъемная сила от 3 до 8 ньютонов (в частности, 5 ньютонов). Для листов 3 жевательной резинки толщиной 3,4 мм и шириной 46 сантиметра (18 дюймов): на лист 3 жевательной резинки, обдуваемый воздухом со скоростью воздуха от 0 до 2 метров в секунду (в частности, 1 метр в секунду), действует результирующая подъемная сила от -22 до -15 ньютонов (в частности, -18 ньютонов), в то время как на этот же лист 3 жевательной резинки, обдуваемый воздухом со скоростью воздуха от 7 до 12 метров в секунду (в частности, 10 метров в секунду), действует результирующая подъемная сила от 7 до 12 ньютонов (в частности, 10 ньютонов). Для листов 3 жевательной резинки толщиной 5,5 мм и шириной 46 сантиметра (18 дюймов): на лист 3 жевательной резинки, обдуваемый воздухом со скоростью воздуха от 0 до 2 метров в секунду (в частности, 1 метр в секунду), действует результирующая подъемная сила от -33 до -28 ньютонов (в частности, -31 ньютон), в то время как на этот же лист 3 жевательной резинки, обдуваемый воздухом со скоростью воздуха от 9 до 14 метров в секунду (в частности, 12 метров в секунду), действует результирующая подъемная сила от 8 до 13 ньютонов (в частности, 11 ньютонов).
Таким образом, как показано на Фиг. 7-9, подъемная сила, действующая на жевательную резинку 3, может быть сведена к минимуму без уменьшения (или альтернативно увеличения) максимальной скорости потока 15 текучей среды различными способами. Например, как показано на Фиг. 7, поток 15 текучей среды можно направлять на резинку 3 в область с внутренней стороны края 35 жевательной резинки 3 во избежание образования вихревого потока позади края 35 резинки 3 (как показано на Фиг. 5). Поток, поступающий в эту область с внутренней стороны края 35, дополнительно создает по существу сжимающую силу, действующую на жевательную резинку 3, которая дополнительно компенсирует любую потенциальную подъемную силу и фактически улучшает теплопередачу между резинкой 3 и лентой 4.
На Фиг. 8 и 9 также показано устройство 21 выравнивания резинки, которое можно изменить различными способами для направления потока 15 текучей среды беспрепятственно над краем жевательной резинки 3 с целью уменьшения любых потенциальных подъемных сил, которые могут возникать.
Элементы системы 10 описаны выше, а ниже будет приведено описание некоторых результатов моделирования, представленных на Фиг. 10-16, а также преимущества, достигаемые посредством системы 2 охлаждения. Сначала обратимся к Фиг. 10, на которой показаны результаты моделирования и влияние скорости текучей среды, в частности воздуха, разгоняемого вентиляторами 14, и системы 13 конвекционного охлаждения внутри относительно верхней охлаждающей среды 20 на температуру жевательной резинки 3 на ленте 4. Однако следует отметить, что средняя температура жевательной резинки 3 также изменяется в зависимости от времени пребывания. В приведенном ниже примере в качестве текучей среды в системе 9 кондукционного охлаждения используется вода, а в качестве текучей среды в системе 13 конвекционного охлаждения используется воздух. Например, при охлаждении жевательной резинки 3 в течение 34-36 секунд (в частности, 35 секунд) при температуре воздуха 5 градусов Цельсия и при скорости воздуха 3 метра в секунду жевательная резинка 3 охладится до 23-25 градусов Цельсия (в частности, до 24 градусов Цельсия), при скорости воздуха 6 метров в секунду жевательная резинка 3 охладится до 21-23 градусов Цельсия (в частности, до 22 градусов Цельсия), а при скорости воздуха 12 метров в секунду жевательная резинка 3 охладится до 19-21 градуса Цельсия (в частности, до 24 градусов Цельсия). Кроме того, при охлаждении жевательной резинки 3 в течение 41-43 секунд (в частности, 42 секунд) при температуре воздуха 5 градусов Цельсия и при скорости воздуха 3 метра в секунду жевательная резинка 3 охладится до 19-21 градуса Цельсия (в частности, до 20 градусов Цельсия), при скорости воздуха 6 метров в секунду жевательная резинка 3 охладится до 18-20 градусов Цельсия (в частности, до 19 градусов Цельсия), а при скорости воздуха 12 метров в секунду жевательная резинка 3 охладится до 16-18 градусов Цельсия (в частности, до 17 градусов Цельсия). Хотя по существу более высокая скорость воздуха приводит к более низкой температуре жевательной резинки 3, следует отметить, что при очень большом или очень малом времени пребывания воздействие скорости воздуха на среднюю температуру жевательной резинки 3 снижается. Например, при очень малом времени пребывания (0-5 секунд) заметное воздействие различных скоростей воздуха в диапазоне от 3 до 12 метров в секунду на среднюю температуру жевательной резинки 3 может отсутствовать. Аналогичным образом, при очень большом времени пребывания (более 100 секунд) заметное воздействие различных скоростей воздуха в диапазоне от 3 до 12 метров в секунду на среднюю температуру жевательной резинки 3 может отсутствовать.
Как показано на Фиг. 11 и как упомянуто выше в отношении испарителя 32, температуру текучей среды, в частности воздуха, передаваемого системой 13 конвекционного охлаждения, можно регулировать для достижения желаемых результатов. Однако, как показано на Фиг. 11, температура конвекционной текучей среды, в частности воздуха, может не оказывать сильного воздействия на среднюю температуру жевательной резинки 3 в любой заданный момент времени. В приведенном ниже примере в качестве текучей среды в системе 9 кондукционного охлаждения используется вода, а в качестве текучей среды в системе 13 конвекционного охлаждения используется воздух. Например, разница для средней температуры жевательной резинки 3, охлаждаемой при скорости воздуха 3 метра в секунду, при температуре воздуха 0 градусов Цельсия и температуре воздуха 10 градусов Цельсия в течение 30 секунд пренебрежимо мала. Следует отметить, что для больших значений времени пребывания (более 60 секунд) разница между средними температурами жевательной резинки 3 начинает расти. Таким образом, температуру воздуха системы 13 конвекционного охлаждения и относительно верхней охлаждающей среды 20 можно регулировать так, чтобы она приблизительно соответствовала температуре охлаждения системы 9 кондукционного охлаждения. Преимущество аналогичной или идентичной температуры заключается в меньшем распространении влаги внутри относительно верхней охлаждающей среды 20, в результате чего на жевательную резинку 3 воздействуют меньшие уровни влаги.
Как следует из результатов моделирования, показанных на Фиг. 12, дополнительное конвекционное охлаждение в дополнение к кондукционному охлаждению позволяет обеспечить улучшенные характеристики охлаждения для жевательной резинки 3 в туннельном охладителе 2 по сравнению с только кондукционным охлаждением. В некоторых вариантах осуществления 60%-80% всего охлаждения может быть кондукционным, а 20%-40% может быть конвекционным. По меньшей мере в одном примере 70% всего охлаждения может быть кондукционным, а 30% может быть конвекционным. В альтернативном варианте осуществления более 50% всего охлаждения может быть кондукционным, а менее 50% может быть конвекционным. В приведенном ниже примере в качестве текучей среды в системе 9 кондукционного охлаждения используется вода, а в качестве текучей среды в системе 13 конвекционного охлаждения используется воздух. На Фиг. 12 сплошной линией показана средняя температура жевательной резинки 3 в зависимости от времени пребывания при охлаждении только кондукционной системой, а заштрихованной областью показан диапазон возможных средних температур жевательной резинки 3 для жевательной резинки 3, охлаждаемой кондукционной и конвекционной системами при различных скоростях воздуха. Например, при времени пребывания 60 секунд средняя температура жевательной резинки 3 при совместном охлаждении с помощью кондукционной и конвекционной систем может быть на 3-7 градусов Цельсия ниже, чем при охлаждении только системами кондукционного охлаждения. В частности, при времени пребывания 60 секунд средняя температура жевательной резинки 3 для жевательной резинки 3, охлаждаемой посредством только кондукции, составляет от 22 до 24 градусов Цельсия (в частности, 23 градуса Цельсия), а средняя температура жевательной резинки 3 для жевательной резинки 3, охлаждаемой посредством кондукции и конвекции, составляет от 16 до 20 градусов Цельсия. Так как система 2 охлаждения позволяет обеспечить улучшенные характеристики охлаждения, параметры характеристик системы 2 охлаждения можно регулировать для каждого применения. В частности, температуры системы 13 конвекционного охлаждения и системы 9 кондукционного охлаждения можно регулировать для желаемого применения.
Кроме того, по сравнению с традиционными однопроходными туннельными охладителями система 2 охлаждения позволяет обеспечить более высокую эффективность использования пространства. В дополнение к улучшенным характеристикам охлаждения дополнительное конвекционное охлаждение позволяет обеспечить более сильное охлаждение при меньшей длине системы 2 охлаждения. По сравнению с традиционными туннельными охладителями система 2 охлаждения может охлаждать жевательную резинку 3 с большим температурным перепадом на длину туннельного охладителя 2 в сравнении с традиционными однопроходными туннельными охладителями (при одной и той же заданной скорости транспортировки).
На Фиг. 13-16 показаны температуры жевательной резинки 3 сверху, в центре и снизу при ее охлаждении посредством однопроходного туннельного охладителя 2 с совместным кондукционным и конвекционным охлаждением. По существу, туннельный охладитель 2, в котором используются оба типа охлаждения - кондукционное и конвекционное, позволяет обеспечить более равномерное охлаждение жевательной резинки 3 сверху, в центре и снизу жевательной резинки 3 по сравнению с охлаждением жевательной резинки 3 с помощью только кондукционного охлаждения. В приведенных ниже примерах в качестве текучей среды в системе 9 кондукционного охлаждения используется вода, а в качестве текучей среды в системе 13 конвекционного охлаждения используется воздух. Например, в соответствии с результатами моделирования, показанными на Фиг. 13, для жевательной резинки 3 с начальной температурой 50 градусов Цельсия, которую охлаждали посредством кондукции и конвекции при температуре воздуха 5 градусов Цельсия и скорости воздуха 3 метра в секунду, после истечения времени пребывания 60 секунд температура верха жевательной резинки 3 составляет от 26 до 28 градусов Цельсия (в частности, 27 градусов Цельсия), температура центра жевательной резинки 3 составляет от 23 до 25 градусов Цельсия (в частности, 24 градуса Цельсия), а температура у основания жевательной резинки 3 составляет от 22 до 24 градусов Цельсия (в частности, 23 градуса Цельсия). В соответствии с результатами моделирования, показанными на Фиг. 14, для жевательной резинки 3 с начальной температурой 35 градусов Цельсия, которую охлаждали посредством кондукции и конвекции при температуре воздуха 5 градусов Цельсия и скорости воздуха 3 метра в секунду, после истечения времени пребывания 60 секунд температура верха жевательной резинки 3 составляет от 19 до 21 градуса Цельсия (в частности, 20 градусов Цельсия), температура центра жевательной резинки 3 составляет от 18 до 20 градусов Цельсия (в частности, 19 градусов Цельсия), а температура у основания жевательной резинки 3 составляет от 17 до 19 градусов Цельсия (в частности, 18 градусов Цельсия). В соответствии с результатами моделирования, показанными на Фиг. 15, для жевательной резинки 3 с начальной температурой 50 градусов Цельсия, которую охлаждали посредством кондукции и конвекции при температуре воздуха 5 градусов Цельсия и скорости воздуха 6 метров в секунду, после истечения времени пребывания 60 секунд температура верха жевательной резинки 3 составляет от 25 до 27 градусов Цельсия (в частности, 26 градусов Цельсия), температура центра жевательной резинки 3 составляет от 22 до 24 градусов Цельсия (в частности, 23 градуса Цельсия), а температура у основания жевательной резинки 3 составляет от 21 до 23 градусов Цельсия (в частности, 22 градуса Цельсия). В соответствии с результатами моделирования, показанными на Фиг. 16, для жевательной резинки 3 с начальной температурой 35 градусов Цельсия, которую охлаждали посредством кондукции и конвекции при температуре воздуха 5 градусов Цельсия и скорости воздуха 6 метров в секунду, после истечения времени пребывания 60 секунд температура верха жевательной резинки 3 составляет от 17 до 19 градусов Цельсия (в частности, 18 градусов Цельсия), температура центра жевательной резинки 3 составляет от 16 до 18 градусов Цельсия (в частности, 17 градусов Цельсия), а температура у основания жевательной резинки 3 составляет от 16 до 18 градусов Цельсия (в частности, 17 градусов Цельсия). Следует отметить, что для примеров, показанных на Фиг. 13-16, при больших значениях времени пребывания графики температуры сверху, в центре и у основания жевательной резинки 3 продолжают стремиться к одной точке.
Помимо охлаждения жевательной резинки 3, система 2 охлаждения может уменьшать или исключать повреждение жевательной резинки 3 в процессе охлаждения, так как некоторые композиции жевательной резинки 3 также могут содержать ингредиенты, которые могут повреждаться из-за влаги, попадающей в процессе охлаждения. Например, сорбит может впитывать влагу из среды при влажности охлаждающей среды более 30%, а мальтит может впитывать влагу из среды при влажности охлаждающей среды более 40%. Другие композиции жевательной резинки могут впитывать влагу из среды при влажности охлаждающей среды более 55%. Поглощение влаги может приводить к снижению твердости листов жевательной резинки 3, что может приводить к снижению эффективности упаковки и вызывать деформацию подушечек в процессе нанесения покрытия.
Помимо ограничения поступления конденсата и влаги в относительно верхнюю охлаждающую среду 20 посредством отделяющих физических барьеров, противодействие поступлению конденсата, влаги и других загрязнителей в систему 2 охлаждения (в частности, относительно верхнюю охлаждающую среду 20) через точку 6 входа и точку 8 выхода может быть оказано путем поддержания относительного избыточного давления по отношению к давлению окружающей среды вокруг системы 2 охлаждения. Относительное избыточное давление можно поддерживать с помощью любого подходящего устройства. По меньшей мере в одном варианте осуществления относительное избыточное давление можно поддерживать с помощью системы 13 конвекционного охлаждения. Система 13 конвекционного охлаждения может поддерживать давление выше атмосферного давления, чтобы обеспечить минимальное количество воздуха (который может содержать загрязнители и влагу), поступающего в систему 2 охлаждения извне системы 2 охлаждения. По меньшей мере в одном варианте осуществления система 13 конвекционного охлаждения может быть выполнена с возможностью поддержания давления внутри относительно верхней охлаждающей среды 20 более одного бар.
Кроме того, влагу из относительно верхней охлаждающей среды 20 можно активно удалять посредством системы 24 регулирования влажности, которая также осушает воздух или другую соответствующую конвекционную текучую среду в относительно верхней охлаждающей среде 20. Система 24 регулирования влажности может представлять собой осушитель 24, который можно использовать для поддержания влажности в корпусе 5 (в частности, верхней охлаждающей среде 20 и охладительной камере 23, содержащей резинку) на уровне, который меньше точки росы атмосферы внутри корпуса 5 или активности воды в любой композиции резинки, проходящей через систему 2, в зависимости от того, какое значение ниже, или равен ему. Среда, уровень влажности которой выше уровня, соответствующего активности воды в жевательной резинке, вызовет поступление влаги в резинку, что приведет к нежелательным результатам. Как правило, композиции резинки характеризуются активностью воды, которая равна или ниже 0,55 (55%), а чаще равна или ниже 0,4 (40%, характерно для композиций с мальтитом) или 0,3 (30%, характерно для композиций с сорбитом). Таким образом, желательно поддерживать влажность менее чем 55%, а более желательно менее чем 40%, 30% или 15-25%.
Влага может поступать в относительно верхнюю охлаждающую среду 20 через вход 6 и выход 8 в системе 2 охлаждения, может образовываться в процессе охлаждения (даже если значения температуры системы 9 кондукционного охлаждения и системы 13 конвекционного охлаждения похожи или идентичны) и может поступать из относительно нижней охлаждающей среды 22 (даже если блокирующее устройство 18 может фактически блокировать поступление влаги из относительно нижней охлаждающей среды 22). В результате этого осушитель 24, находящийся в сообщении по текучей среде с верхней охлаждающей средой, может вытягивать воздушную струю из потока 15 воздуха или циклического потока 15 воздуха, осушать воздух и возвращать воздух в поток 15 воздуха. Осушитель 24 может быть расположен снаружи туннельного охладителя 5, все же сообщаясь по текучей среде с верхней охлаждающей средой 20, дополнительно может быть расположен рядом с серединой туннельного охладителя 2 по длине для равномерного распределения подготовленного воздуха путем вытягивания воздушных струй из потока 15 воздуха рядом с серединой туннельного охладителя 5 по длине.
По меньшей мере в одном варианте осуществления система 24 регулирования влажности может поддерживать влажность туннельного охладителя 2 и относительно верхней охлаждающей среды 22 ниже величины от 30% до 40%, а также обеспечивать точку росы внутри относительно верхней охлаждающей среды 20 ниже температуры относительно верхней охлаждающей среды 20, резинки 3 или транспортирующего устройства 4. Альтернативно система 24 регулирования влажности может быть выполнена так, чтобы иметь соответствующий размер и емкость для обеспечения достаточно низких значений точки росы и влажности, а также чтобы, по существу, внутри относительно верхней охлаждающей среды 20 или на резинке 3 и транспортирующем устройстве 4 не образовывалась влага. Как описано ранее, это позволяет предотвратить нежелательные воздействия внутри жевательной резинки 3, включая нежелательную текстуру и сложности при упаковке.
Все ссылки, включая ссылки на публикации, патентные заявки и патенты, указанные в настоящем документе, включены путем ссылки в той же степени, как если бы было отдельно и конкретно указано, что каждая ссылка включена путем ссылки, как если бы она была изложена в настоящем описании во всей своей полноте.
Использование ссылок на формы единственного и множественного числа и аналогичных ссылок в контексте описания изобретения (особенно в контексте представленной ниже формулы изобретения) предполагает использование как единственного, так и множественного числа, если в настоящем документе не указано иное или если это явно не противоречит контексту. Термины «содержащий», «имеющий», «включающий» и «охватывающий» следует понимать в свободном толковании (т.е. они означают «включающий, без ограничений»), если не указано иное. Указание диапазонов значений в настоящем документе предназначено только для использования в качестве краткого способа указания каждого отдельного значения по отдельности в пределах диапазона, если в настоящем документе не указано иное, и каждое отдельное значение включено в спецификацию, как если бы оно было указано в настоящем документе отдельно. Все описанные в настоящем документе способы могут выполняться в любом подходящем порядке, если в настоящем документе не указано иное или если это явно не противоречит контексту. Использование любых и всех примеров или фраз для указания примера (например, «такой как») предназначено только для лучшего описания изобретения и не накладывает ограничений на объем изобретения, если не заявлено иное. Никакую формулировку, используемую в спецификации, не следует рассматривать как формулировку, называющую любой незаявленный элемент существенным для реализации изобретения на практике.
В настоящем документе описаны примеры осуществления настоящего изобретения, включая наилучший способ реализации изобретения, известный авторам изобретения. После прочтения приведенного выше описания специалистам в данной области могут быть понятны вариации этих вариантов осуществления. Авторы изобретения предполагают, что специалисты будут использовать такие вариации в зависимости от обстоятельств, и предполагается, что изобретение будет реализовано на практике иным образом, чем описано в настоящем документе. Соответственно, настоящее изобретение включает в себя все модификации и эквиваленты объекта изобретения, изложенного в прилагаемой формуле изобретения, в соответствии с действующим законодательством. Более того, изобретение охватывает любую комбинацию описанных выше элементов во всех возможных вариантах, если в настоящем документе не указано иное или если это явно не противоречит контексту.
Фоторазлагаемая гуммиоснова, жевательная резинка, содержащая фоторазлагаемую гуммиоснову, и способы их получения
Композиция инкапсулированного подсластителя, способ ее получения и содержащая ее жевательная резинка
Отделяемый герметизирующий материал для упаковки, содержащий смеси наполненных термопластов
Упакованные насыпью не имеющие покрытия куски жевательной резинки
Упаковочная пленка, сконфигурированная для распределения напряжений
Система и способ производства жевательной резинки
Способ увеличения срока годности цельнозерновой муки и продукта
Способ получения магнитной системы
Стабилизированная мука из цельного зерна и способ ее получения
Повторно закрываемые гибкие упаковки для пищевых продуктов
Система и способ формования и раскатывания жевательного материала и/или изменения температуры жевательнного материала
Способ и устройство для изготовления многослойных кондитерских изделий
Способ формования жевательной резинки (варианты)
Усовершенствованное формование и охлаждение жевательной резинки
Способы формования жевательной резинки и карамельного кондитерского материала (варианты)
Система накопления кондитерского изделия
Цепной резательный станок для непрерывной формовки порций жевательной резинки с центральным наполнением

