Результат интеллектуальной деятельности: СИСТЕМА НАКОПЛЕНИЯ КОНДИТЕРСКОГО ИЗДЕЛИЯ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится по существу к системе накопления и, в частности, к системе накопления и выдачи кондитерского изделия.
УРОВЕНЬ ТЕХНИКИ
При традиционных способах производства кондитерских изделий или жевательной резинки могут возникать замедления или даже остановки производства из-за операционных сбоев производственного оборудования, ограничений подачи или ошибки оператора. Такие замедления или остановки могут вызывать проблемы, особенно при поточных непрерывных способах производства, вследствие потерь производства выше по линии от места сбоя, а также временных потерь на процедуры восстановления.
Соответственно, требуется система накопления и выдачи с возможностью накапливать изделие во время устранения сбоя, а затем выдавать накопленное изделие при возобновлении производства.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Описывается система обработки кондитерского изделия, включающая в себя накопительное устройство, расположенное в технологической линии с по меньшей мере одной вышележащей станцией производства кондитерского изделия, расположенной выше по линии от указанного накопительного устройства, и по меньшей мере одной нижележащей станцией производства кондитерского изделия, расположенной ниже по линии от указанного накопительного устройства; и по меньшей мере одно транспортирующее устройство, выполненное с возможностью транспортировки кондитерского изделия от указанной по меньшей мере одной вышележащей производственной станции кондитерского изделия к указанному накопительному устройству и с возможностью приема кондитерского изделия от указанного накопительного устройства и транспортировки кондитерского изделия к указанной по меньшей мере одной нижележащей станции производства кондитерского изделия, причем указанное накопительное устройство выполнено с возможностью накопления кондитерского изделия из указанного транспортирующего устройства, в то время как указанная по меньшей мере одна вышележащая станция производства кондитерского изделия функционирует, а указанная по меньшей мере одна нижележащая станция производства кондитерского изделия не функционирует.
Дополнительно описывается способ обработки кондитерского изделия, причем способ включает обеспечение накопительного устройства, по меньшей мере одной вышележащей станции производства кондитерского изделия, расположенной выше по линии от указанного накопительного устройства, и по меньшей мере одной нижележащей станции производства кондитерского изделия, расположенной ниже по линии от указанного накопительного устройства; транспортировку кондитерского изделия от указанной по меньшей мере одной вышележащей станции производства кондитерского изделия к накопительному устройству посредством по меньшей мере одного транспортирующего устройства; и накопление кондитерского изделия от указанного по меньшей мере одного транспортирующего устройства в указанном накопительном устройстве, в то время как указанная по меньшей мере одна вышележащая станция производства кондитерского изделия функционирует, а по меньшей мере одна нижележащая станция производства кондитерского изделия не функционирует.
Дополнительно описывается система обработки резинки, причем система включает в себя накопительное устройство, расположенное в технологической линии с формующим устройством, выполненным с возможностью формования резинки в непрерывный лист с толщиной конечной резинки и разделения указанного непрерывного листа на отдельные листы, и по меньшей мере одной нижележащей станцией производства кондитерского изделия, выполненной с возможностью подсчета или упаковки указанных отдельных листов; а также по меньшей мере одно транспортирующее устройство, выполненное с возможностью транспортировки резинки от указанного формующего устройства к указанному накопительному устройству, приема резинки от указанного накопительного устройства и транспортировки резинки от указанного накопительного устройства к указанной по меньшей мере одной нижележащей станции производства кондитерского изделия, причем указанное накопительное устройство выполнено с возможностью накопления резинки из указанного транспортирующего устройства, в то время как указанное формующее устройство функционирует, а указанная по меньшей мере одна нижележащая станция производства кондитерского изделия не функционирует.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
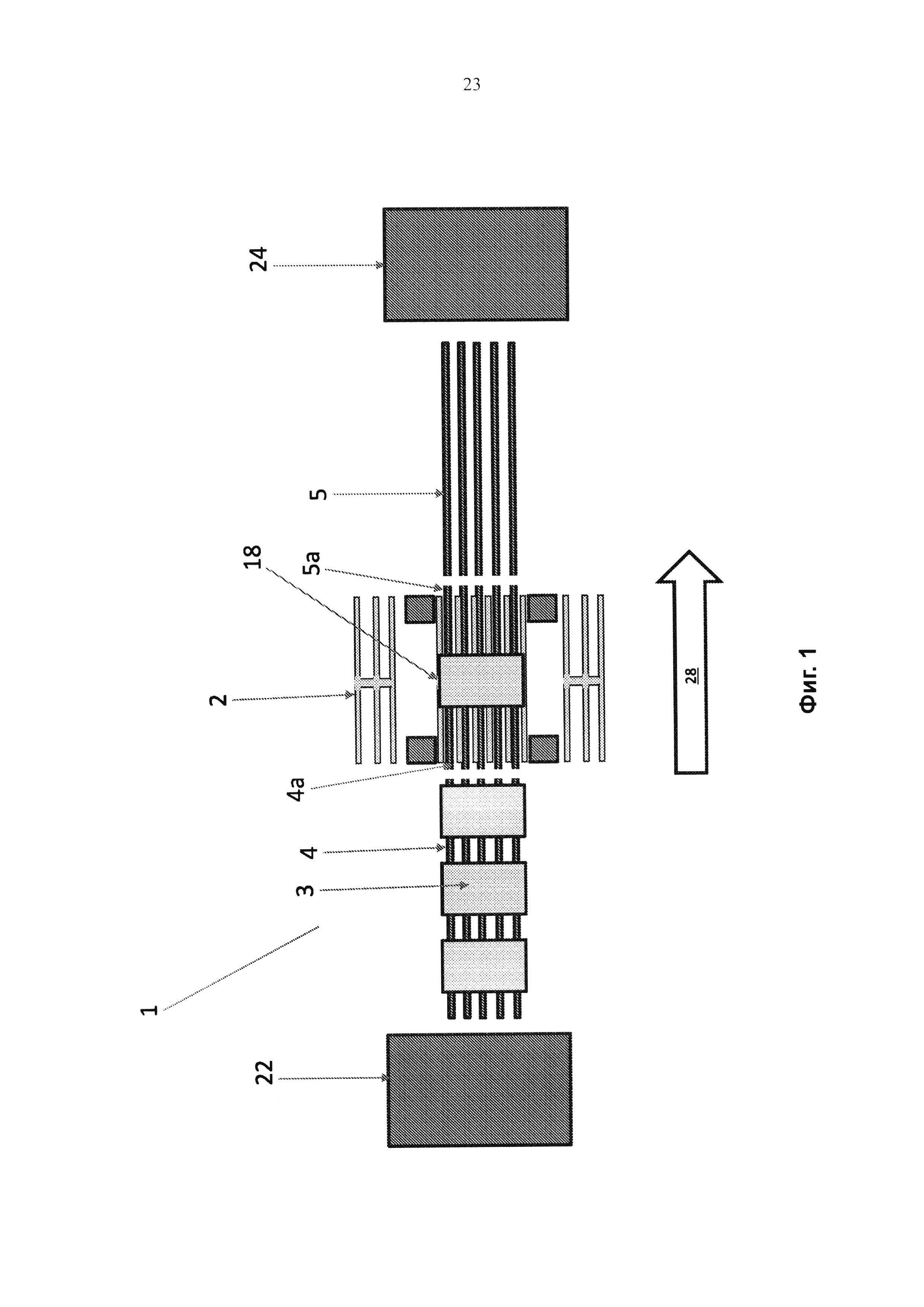
Сопроводительные фигуры, включенные в спецификацию и являющиеся ее частью, представляют некоторые аспекты настоящего изобретения и, вместе с описанием, служат для объяснения принципов изобретения. На рисунках показано следующее: на Фиг. 1 представлен схематический вид сверху в горизонтальной проекции системы производства кондитерского изделия в соответствии с одним примером осуществления, где рама для ясности показана в поперечном сечении;
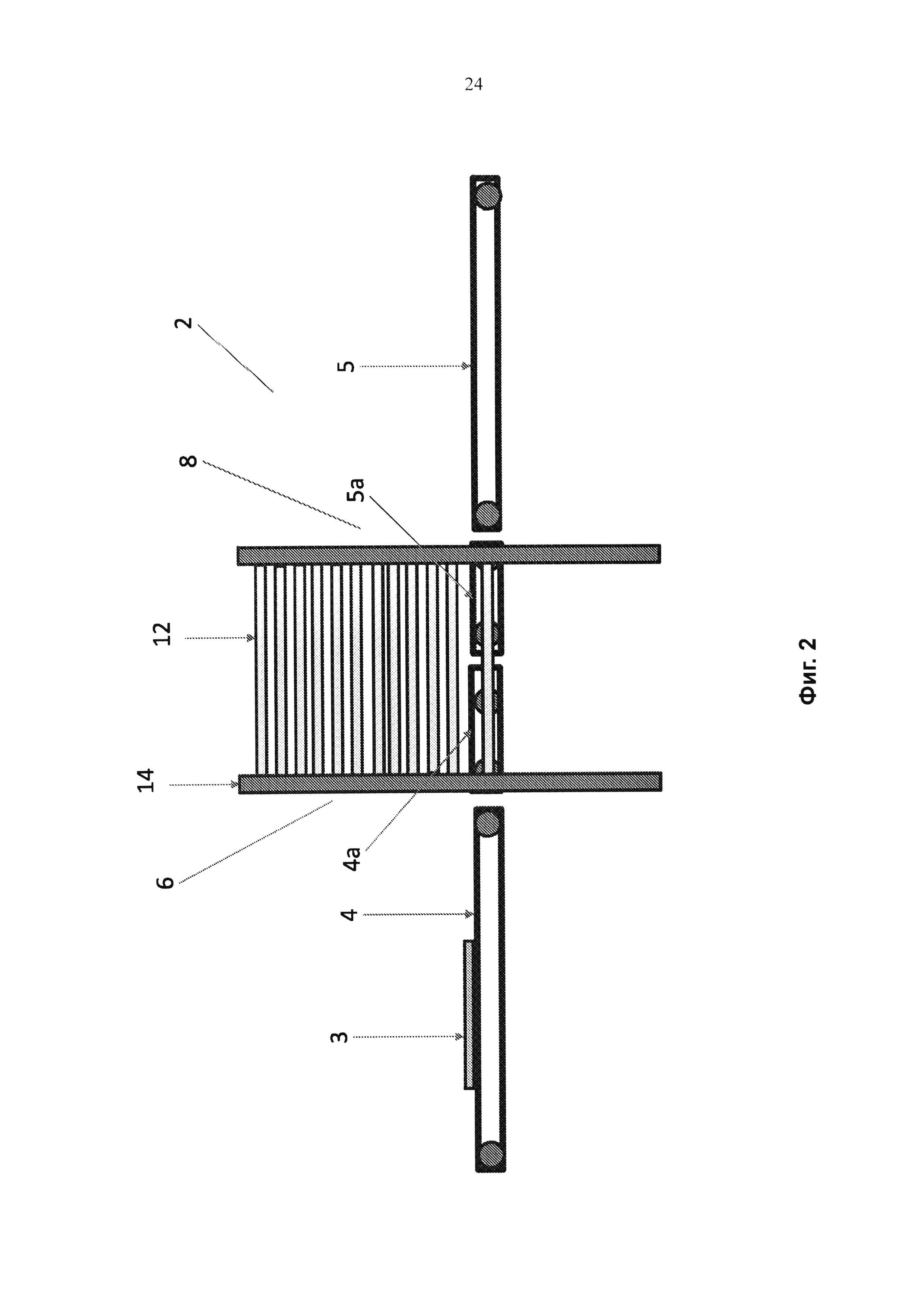
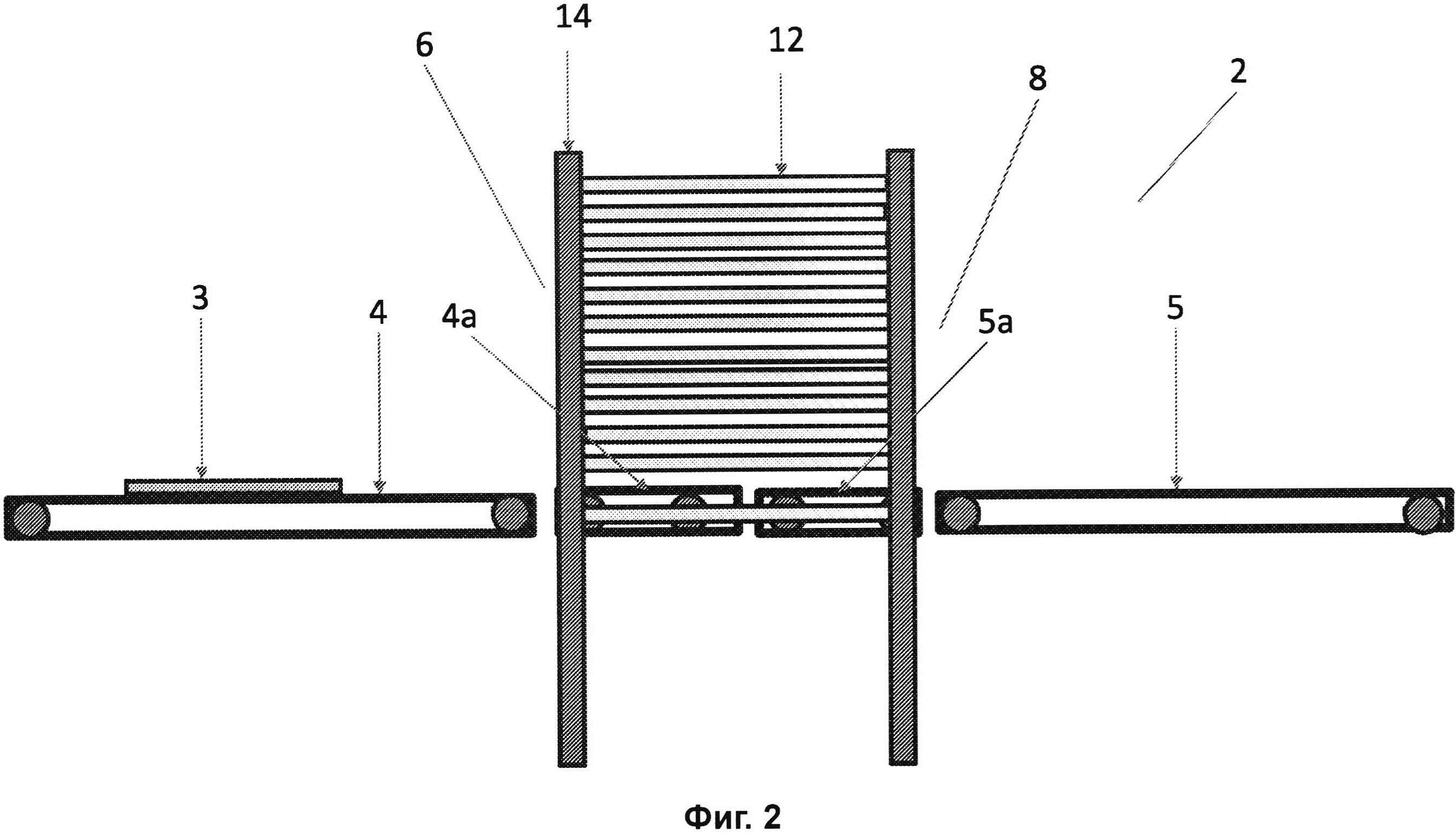
на Фиг. 2 представлен схематический вид справа в вертикальной проекции накопительной станции, где некоторые лотки удалены для ясности, в соответствии с одним примером осуществления;
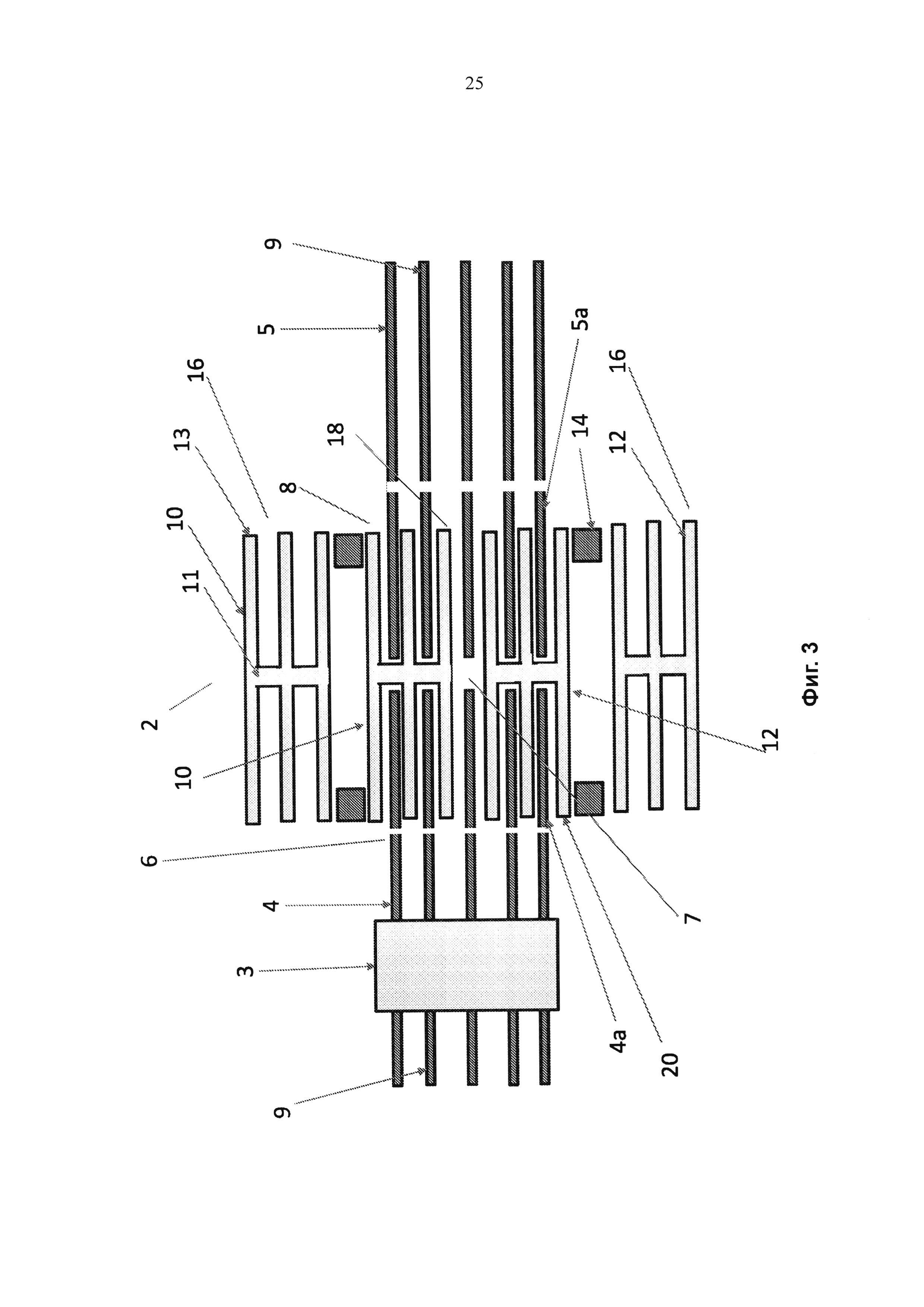
на Фиг. 3 представлен схематический вид сверху в горизонтальной проекции накопительной станции, где рама для ясности показана в поперечном сечении и некоторые лотки удалены, как показано на Фиг. 2;
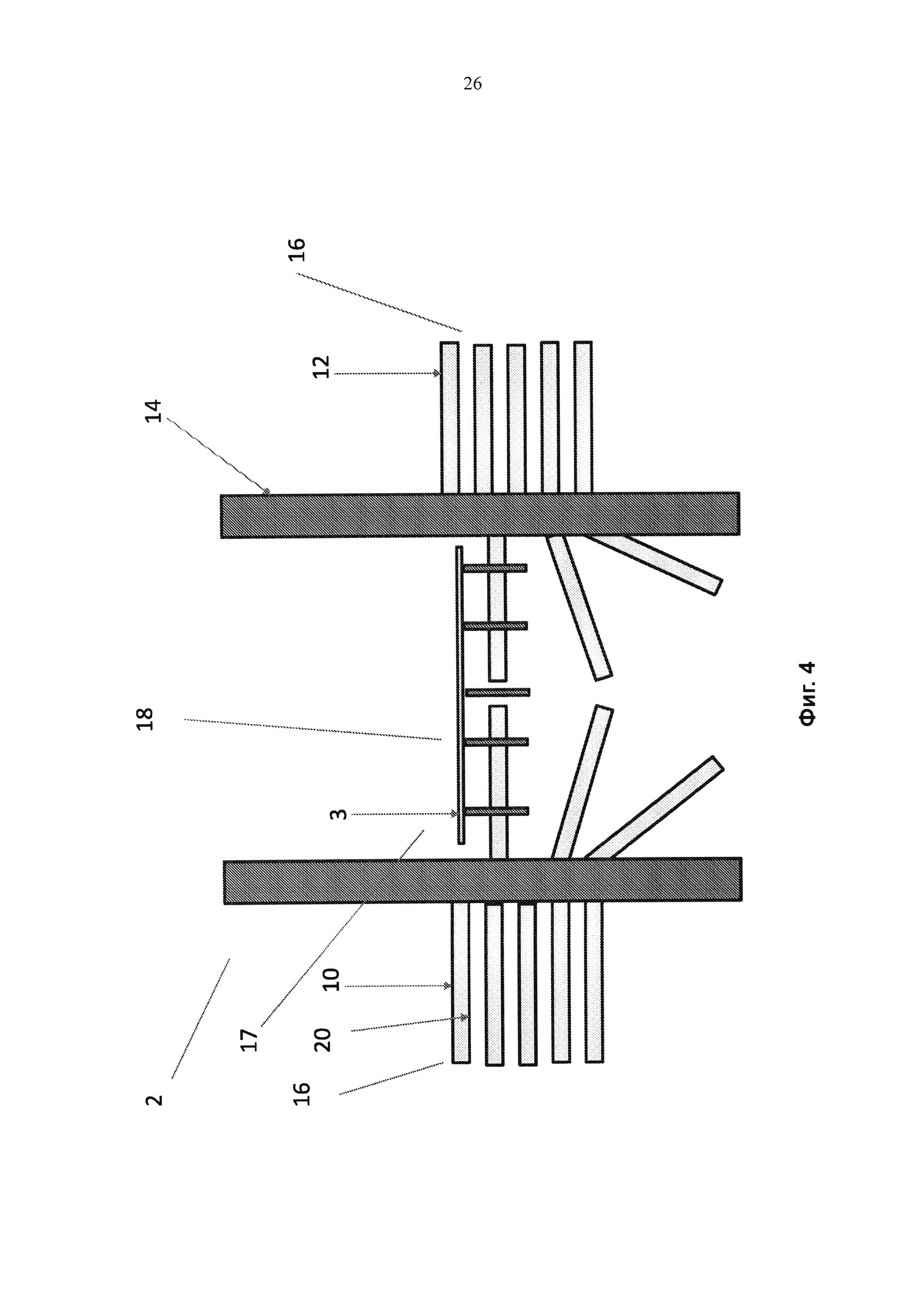
на Фиг. 4 представлен схематический вид спереди в вертикальной проекции накопительной станции, как показано на Фиг. 2, без накопленного кондитерского изделия;
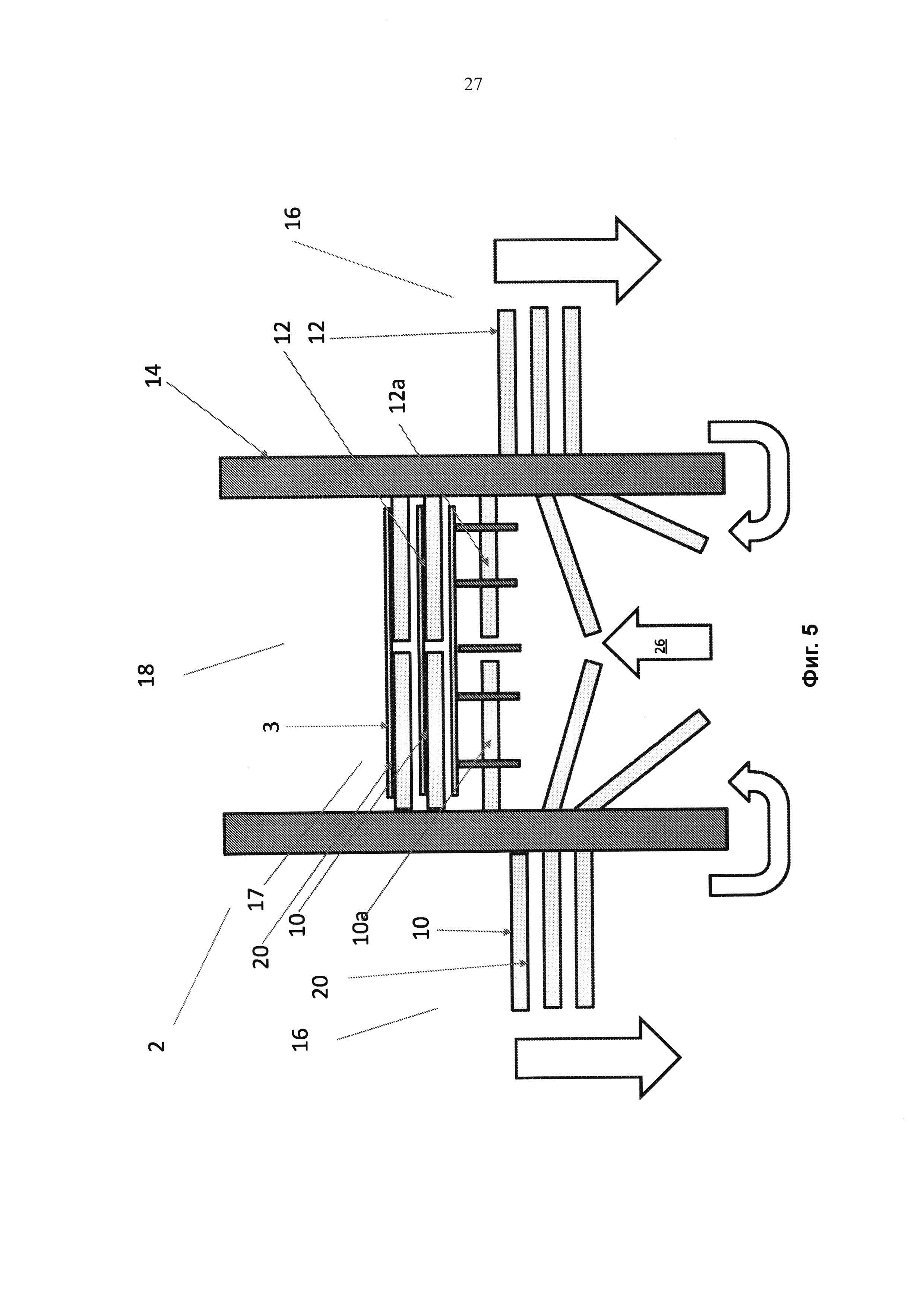
на Фиг. 5 представлен схематический вид спереди в вертикальной проекции накопительной станции, как показано на Фиг. 2, частично заполненной накопленным кондитерским изделием; и
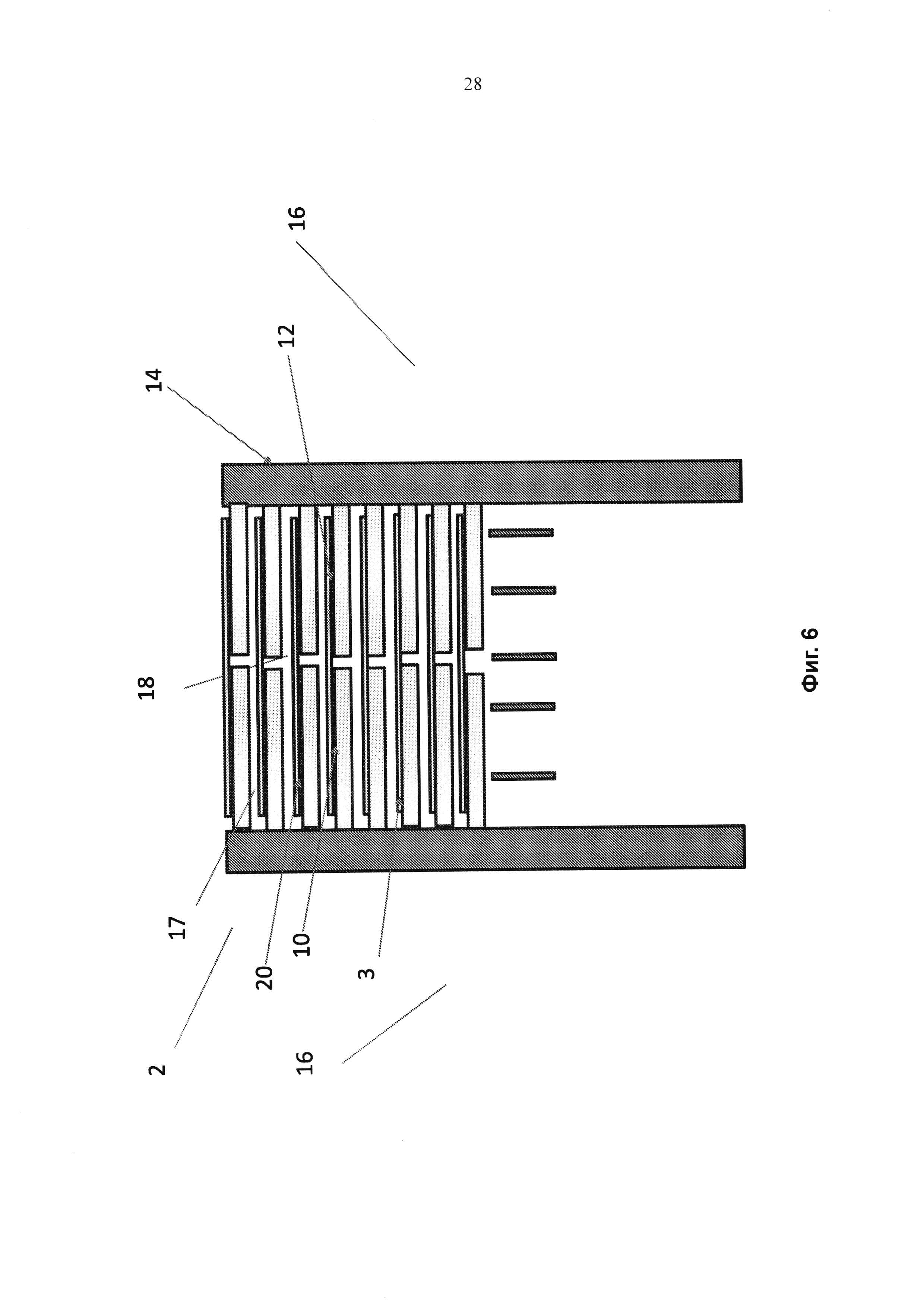
на Фиг. 6 представлен схематический вид спереди в вертикальной проекции накопительной станции, как показано на Фиг. 2, максимально заполненной накопленным кондитерским изделием.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В следующем изложении подробно описаны конкретные варианты осуществления в соответствии с настоящим изобретением, в котором предлагаются системы накопления и, в частности, системы накопления и выдачи кондитерского изделия. Даются ссылки на рисунки, на которых аналогичные номера применяются для обозначения аналогичных элементов по всему описанию.
На Фиг. 1-6 показана система 1 обработки кондитерского изделия. Система 1 включает в себя накопительную станцию 2, расположенную в технологической линии с вышележащей (-ими) станцией (-ями) 22 производства кондитерского изделия и нижележащей (-ими) станцией (-ями) 24 производства кондитерского изделия. Как будет описано ниже, накопительная станция 2 выполнена с возможностью накопления кондитерского изделия 3 из вышележащей станции 22 производства кондитерского изделия, в то время как нижележащая станция 24 производства кондитерского изделия не функционирует (т.е. остановлена или замедлила темп производства). Посредством такого накопления можно продолжать процессы на вышележащей станции 22 производства кондитерского изделия, когда процессы на нижележащей станции 24 производства кондитерского изделия не функционируют. В одном примере осуществления изделие 3 транспортируют от вышележащей станции 22 к накопительной станции 2 посредством транспортирующих устройств 4, 4а и от накопительной станции 2 к нижележащей станции 24 посредством транспортирующих устройств 5, 5а.
Кондитерское изделие 3, транспортируемое через систему 1, может представлять собой любое желательное кондитерское изделие, такое как, без ограничений, жевательная резинка, конфеты, булочки, пирожные, печенье и т.д. Хотя, согласно описанию, в системе 1 можно применять любое кондитерское изделие, применение системы 1 дает особые преимущества для обработки жевательной резинки (именуется в настоящем описании «жевательной резинкой» или «резинкой»). В настоящем документе термин «жевательная резинка» включает, без ограничений, различные композиции, от композиционного эластомера до конечной резинки, которые могут включать композиционный эластомер в дополнение к некоторым средствам, способствующим перемешиванию, концентрат основы резинки, композиционный эластомер в дополнение к некоторым последующим ингредиентам резинки, композиционный эластомер в дополнение к некоторым ингредиентам основы резинки и некоторым последующим ингредиентам резинки, основу резинки, основу резинки в дополнение к некоторым последующим ингредиентам резинки, концентрат конечной резинки и конечную резинку. Жевательная резинка 3 может формироваться из непрерывного листа в отдельные листы, в частности, в отдельные листы, для обработки в системе 1. Некоторые композиции жевательной резинки 3 могут быть мягкими, гибкими или складываемыми, и это требует того, чтобы жевательная резинка 3 равномерно поддерживалась во время транспортировки для ограничения повреждения и переформования жевательной резинки 3. В ходе производственного процесса жевательная резинка 3 может подвергаться перемешиванию, посыпанию пудрой, кондиционированию, охлаждению или иной обработке.
Применительно к предлагаемой системе 1 и обсуждаемому кондитерскому изделию 3 будет более детально описана конфигурация элементов системы и проходящего через нее изделия. Как показано на Фиг. 1, накопительная станция 2 может быть расположена в любом месте в системе 1 выше по линии от станций, процессов или зон производства кондитерского изделия (представленных под номером 24 на фигурах), которые подвержены операционным сбоям или нефункциональным состояниям, или в любом другом месте, где может потребоваться временно собрать и позже разместить кондитерское изделие 3. Накопительную станцию 2 можно применять с поточными системами и другими системами, в которых кондитерское изделие 3 перемещается в направлении потока 28 изделия. В некоторых вариантах осуществления накопительную станцию 2 можно применять в сочетании с и между процессами формования, процессами охлаждения и процессами упаковки. В одном примере осуществления процессы, осуществляемые на вышележащих станциях 22 производства кондитерского изделия, могут включать экструзию, формование и/или нарезание, тогда как процессы, осуществляемые в нижележащих станциях 24 производства кондитерского изделия, могут включать дополнительное нарезание, охлаждение и/или упаковку.
В ходе производственного процесса возможно возникновение операционных сбоев, что приводит к замедлению или даже остановке производства ниже по линии от места операционного сбоя. Операционные сбои могут иметь относительно короткую продолжительность событий до их устранения. Например, перебои могут устраняться менее чем за 20 секунд, причем более 80% операционных сбоев по существу можно устранить менее чем за 2 минуты. Исходя из этого, операционные сбои могут оказывать существенное влияние на непрерывные производственные процессы, осуществляемые в технологической линии, поскольку функционирующие вышележащие станции или процессы 22 производства кондитерского изделия может потребоваться замедлить или остановить в ответ на операционные сбои или нефункциональные состояния нижележащих станций или процессов 24 производства кондитерского изделия. Например, при остановке станций или процессов производства может потребоваться приблизительно 10-15 минут для возобновления остановленного производственного процесса, во время чего формируется большое количество отходов и непригодного для использования изделия.
Для целей настоящего описания «поточная» система представляет собой систему, в которой кондитерское изделие 3 может транспортироваться в потоке 28 изделия от одного элемента или устройства без необходимости удаления с производственной линии. Таким образом, в поточной системе, такой как система 1, кондитерское изделие 3 можно не удалять и не перемещать из системы 1 для необходимой обработки. Хотя это позволяет увеличить скорость, объем и эффективность производства по сравнению с традиционными процессами, в которых кондитерское изделие 3 может быть необходимо удалить с производственной линии, операционные сбои в поточной системе могут оказывать более существенное влияние на вышележащие процессы 22.
В ходе производственного процесса, независимо от того, функционирует ли нижележащая производственная станция 24, кондитерское изделие 3 транспортируется в накопительное пространство 7 накопительной станции 2 посредством транспортирующего устройства 4, 4а и из накопительного пространства 7 посредством транспортирующего устройства 5а, 5. В такой системе, как система 1, которая включает накопительное устройство 2, при возникновении операционного сбоя ниже по линии от накопительной станции 2 в нижележащей станции 24 производства кондитерского изделия и принятии решения о том, что поток 28 кондитерского изделия 3 необходимо замедлить или остановить для устранения операционного сбоя, накопительная станция 2 начнет собирать кондитерское изделие 3 из вышележащей станции 22 посредством транспортирующего устройства 4, 4а, 5а. В процессе накопления функционирующая вышележащая станция или процесс 22 производства кондитерского изделия выше по линии от накопительной станции 2 может продолжать работу в нормальном режиме или, альтернативно, со сниженной скоростью. По меньшей мере в одном варианте осуществления скорость вышележащих станций или процессов 22 производства кондитерского изделия выше по линии от накопительной станции 2 можно уменьшить от нормальной скорости до половины нормальной скорости, хотя это не является необходимым. После устранения операционного сбоя ниже по линии от накопительной станции 2 в нижележащей станции или процессе 24 производства кондитерского изделия накопленное кондитерское изделие 3 по существу можно снова подать на транспортирующее устройство 4а, 5а, 5 и далее на нижележащие станции или процессы 24 производства кондитерского изделия. В процессе повторной подачи накопленное кондитерское изделие 3 в накопительной станции 2 обычно смешивают с не подвергавшимся накоплению кондитерским изделием 3, поступающим от уже функционирующей вышележащей станции 22, до тех пор, пока накопительная станция 2 не опустеет. В это время вышележащая станция 22 работает с меньшей скоростью, чем нижележащая станция 24, причем скорость работы вышележащей станции предпочтительно составляет 50% или менее от скорости вышележащего производства, когда накопительная станция 2 не находится в состоянии разгрузки.
Активация накопительной станции 2 для накопления и размещения зависит от функциональных состояний ниже по линии от накопительной станции 2. Функциональные состояния процессов, расположенных ниже по линии от накопительной станции 2 в нижележащих станциях или процессах 24 производства кондитерского изделия, можно отслеживать любым способом или устройством, известным в данной области, включая, без ограничений, наблюдения оператора, статус оборудования или электронное визуальное отслеживание кондитерского изделия 3.
По меньшей мере одно транспортирующее устройство перемещает кондитерское изделие 3 от вышележащего процесса 22 через накопительную станцию 2 к нижележащему процессу 24. В различных вариантах осуществления накопительная система 2 может использовать одно транспортирующее устройство, два транспортирующих устройства, четыре транспортирующих устройства или любое другое подходящее число транспортирующих устройств. В одном примере осуществления накопительная система 2 использует четыре транспортирующих устройства 4, 4а, 5а и 5. В общем виде, в нормальных рабочих условиях транспортирующие устройства 4, 4а, 5а и 5 перемещают кондитерское изделие 3 от точки 6 входа через накопительное устройство 2 к точке 8 выхода без взаимодействия между кондитерским изделием 3 и лотками 10, 12. Более конкретно, в нормальных рабочих условиях транспортирующее устройство 4 перемещает кондитерское изделие 3 к точке 6 входа, транспортирующее устройство 4а принимает кондитерское изделие 3 в точке 6 входа и перемещает кондитерское изделие 3 через накопительную станцию 2 к накопительному пространству 7, транспортирующее устройство 5а принимает кондитерское изделие 3 в накопительном пространстве 7 и перемещает кондитерское изделие 3 через оставшуюся часть накопительной станции 2 к точке 8 выхода, и кондитерское изделие 3 принимается в точке 8 выхода транспортирующим устройством 5. Транспортирующее устройство 5 далее перемещает кондитерское изделие 3 за пределы точки 8 выхода без взаимодействия между кондитерским изделием 3 и лотками 10, 12.
При перемещении транспортирующими устройствами 4, 4а, 5а и 5 кондитерское изделие 3 может быть разнесено на транспортирующих устройствах 4, 4а, 5а и 5 для предотвращения взаимодействия со смежными листами и для обеспечения надлежащего накопления и выгрузки на накопительной станции 2. В нормальных рабочих условиях, без накопительной или выгружающей активности, транспортирующие устройства 4, 4а и 5 могут работать с одной скоростью транспортировки, хотя скорость транспортирующего устройства 5а может нарастать и спадать для корректировки расположения кондитерского изделия 3 в целях надлежащего выравнивания кондитерского изделия 3 на транспортирующем устройстве 5. Для обеспечения возможности таких корректировок транспортирующие устройства 4, 4а, 5а и 5 могут управляться сервоприводом.
Однако в случае операционного сбоя ниже по линии от накопительной станции 2 может быть принято решение о том, что поток кондитерского изделия 3 необходимо замедлить или остановить, и может быть задействовано накопительное устройство 2. Средства, при помощи которых накопительное устройство 2 в пределах системы 1 будет осуществлять такое накопление, будут описаны ниже.
В ходе производственного процесса кондитерское изделие 3 транспортируется к накопительной станции 2 транспортирующим устройством 4, 4а и от накопительной станции 2 транспортирующим устройством 5а, 5. В примере осуществления, представленном на фигурах, эти четыре транспортирующих устройства 4, 4а, 5а, 5 представляют собой транспортирующие устройства типа «спагетти», каждое из которых включает в себя множество параллельных ремней или лент 9, разнесенных для транспортировки кондитерского изделия 3. Как лучше всего видно на Фиг. 3, транспортирующие устройства 4а, 5а сами по себе разнесены друг от друга в накопительном пространстве 7. Наличие таких пространств по длине и ширине вдоль транспортирующего устройства (или в данном варианте осуществления пары транспортирующих устройств 4а, 5а) в системе 1 позволяет лоткам 10, 12 проходить вертикально через транспортирующее (-ие) устройство (-а) и поднимать листы 3 изделия с линии. Такое вертикальное прохождение через транспортирующие устройства 4а, 5а и подъем листов 3 достигается за счет обеспечения пространств в лотках 10, 12 посредством включения корпуса 11 лотка и выступов 13 лотка в каждый лоток. В одном примере осуществления это происходит следующим образом: транспортирующее устройство 4а перемещает кондитерское изделие 3 в накопительное пространство 7 в пределах накопительной станции 2. Если вышележащая и нижележащая станции 22, 24 работают правильно, лист 3 просто проходит над этим пространством 7 с конвейера 4а на конвейер 5а. Однако если нижележащие станции 24 не функциональны, то задействуется накопительная станция 2. Это происходит за счет поворота лотков 10 и лотков 12 из места хранения за пределами рамы 14 накопительного устройства 2 во внешней зоне 16 под все еще работающими транспортирующими устройствами 4а, 5а и вверх к накопительному пространству 7 во внутренней зоне 18. Как показано на Фиг. 4 и 5, этот поворот представляет собой по существу поворот на 180 градусов каждого лотка 10, 12.
Чтобы выровнять кондитерское изделие 3 для накопления посредством накопительного устройства 2 и лотков 10, 12, транспортирующие устройства 4а, 5а могут ускорять или иным образом изменять свою скорость транспортировки, чтобы правильно расположить кондитерское изделие 3 на лотках 10, 12. Такое ускорение будет перемещать листы 3 на конвейерах 4а, 5а на большее расстояние от листов на конвейере 4, которые находятся непосредственно выше по линии от него (т.е. листов, которые лежат следом за листами, прибывшими на конвейеры 4а, 5а). Это показано разнесением листов, представленным на Фиг. 1, где лист 3, показанный во внутренней зоне 18, изображен на большем расстоянии от следующего в технологической линии листа из тех, которые находятся на конвейере 4. Такое разнесение не дает лоткам 10, 12 поднять один лист и часть следующего в технологической линии листа, что могло бы повредить листы и привести к рассогласованию и задержкам. Транспортирующие устройства 4а, 5а также могут работать по принципу пуск / остановка, при котором транспортирующие устройства 4а, 5а могут немедленно останавливаться, как только сквозь них проходят лотки 10, 12, чтобы предотвращать перемещение кондитерского изделия 3 в то время, когда лотки 10, 12 взаимодействуют с кондитерским изделием 3. Величина ускорения и различие скоростей транспортирующих устройств 4а, 5а основываются на расположении кондитерского изделия 3. Отклонение фактического расположения кондитерского изделия 3 по сравнению с желательным расположением кондитерского изделия 3, подлежащего накоплению лотками 10, 12, можно фактически считать исправлением ошибки расположения.
При достижении накопительного пространства 7 лотки 10, 12 сходятся и проходят через ленты 9 транспортирующих устройств 4а, 5а. Более конкретно, корпус 11 лотка каждого из лотков 10, 12 проходит через накопительное пространство, разделяющее транспортирующие устройства 4а, 5а, а выступы 13 каждого из лотков 10, 12 - через пространства между лентами 9 транспортирующего устройства 4а, 5а. Как показано на Фиг. 5, в процессе накопления лотки 10, 12 поворачиваются в направлении 26 вверх, и лотки 10 сходятся с лотками 12 в одной горизонтальной плоскости с образованием ровной поверхности, выполненной с возможностью поднимания листа 3 изделия, проходящего над накопительным пространством 7. Одновременно, в то время как лотки 10, 12 продолжают движение вверх в зону 17 хранения, следующий набор лотков 10а, 12а поворачивается один за другим к пространству 7 в направлении 26 вверх, поднимая следующий лист 3 в технологической линии. В по меньшей мере одном варианте осуществления лотки 10, 12 могут перемещаться с достаточной скоростью (и в сочетании со скоростью конвейера), чтобы поднимать правильно выровненное кондитерское изделие 3, не повреждая поднимаемого изделия об изделие, которое находится непосредственно выше по линии от него (или ниже в состоянии разгрузки).
Кондитерское изделие 3 хранят вертикально в зоне 17 хранения над транспортирующим устройством 4а, 5а, как показано на Фиг. 5 и 6. При максимальной загрузке накопительной станции 2 все лотки 10, 12 находятся в зоне 17 хранения над транспортирующими устройствами 4а, 5а, как показано на Фиг. 6. Шаг смещения или расстояние между лотками 10, 12 может быть по меньшей мере больше, чем толщина кондитерского изделия 3. Кондитерское изделие 3 и лотки 10, 12 могут контактировать друг с другом в процессе хранения, чтобы свободное пространство использовалось максимально эффективно. В по меньшей мере одном варианте осуществления накопленное кондитерское изделие 3 контактирует с контактирующей с кондитерским изделием стороной 20 лотков 10, 12 с нижней стороны кондитерского изделия 3 и дополнительно контактирует со стороной, противоположной контактирующей с кондитерским изделием стороне 20 другого набора лотков 10, 12, с верхней стороны кондитерского изделия 3. Кондитерское изделие 3 можно продолжать накапливать аналогичным образом до тех пор, пока накопительная станция 2 не сможет больше накапливать кондитерское изделие 3, как показано на Фиг. 6, или пока операционный сбой ниже по линии от накопительной станции 2 не будет устранен. Можно накапливать множество кондитерского изделия 3 с возможностью расширения с учетом доступного числа лотков 10, 12. В по меньшей мере одном варианте осуществления накопительная станция 2 имеет достаточно лотков 10, 12, чтобы собрать все кондитерское изделие 3, поступающее на накопительную станцию 2 в течение 2-минутного периода, при заданной скорости транспортирующего устройства 4, 4а, 5а, 5 и частоте поступления кондитерского изделия 3.
После устранения операционного сбоя ниже по линии от накопительной станции 2 или при иной необходимости в размещении кондитерского изделия 3 на транспортирующем устройстве 4а, 5а для транспортировки к нижележащим процессам посредством транспортирующего устройства 5 выполняют аналогичное шаговое перемещение, но в обратном порядке. Чтобы разместить кондитерское изделие 3 на транспортирующем устройстве 4а, 5а, лотки 10, 12, ориентированные так, что контактирующая с кондитерским изделием сторона 20 направлена вверх, смещаются вниз под верхнюю плоскость транспортирующих устройств 4а, 5а, размещая кондитерское изделие 3 на транспортирующее устройство 4а, 5а. Лотки 10, 12 продолжают размещать кондитерское изделие 3 в пространство 7 с надлежащими интервалами в соответствии с интервальным расстоянием между наборами лотков 10,12 и желательной скоростью, причем интервальное расстояние между лотками 10, 12 выполнено с возможностью выравнивания выгружаемого кондитерского изделия 3 с кондитерским изделием 3, находящимся на транспортирующих устройствах 4, 4а, 5а, 5. По мере того как лотки 10, 12 перемещаются вниз под верхнюю плоскость транспортирующего устройства 4а, 5а лотки 10, 12 поворачиваются обратно во внешнюю зону 16 накопительной станции 2. Этот процесс размещения продолжается до тех пор, пока накопительная станция 2 и лотки 10, 12 не освободятся от кондитерского изделия 3 или, альтернативно, пока не будет установлено наличие операционного сбоя ниже по линии от накопительной станции 2. Если ниже по линии от накопительной станции 2 происходит операционный сбой, накопление кондитерского изделия 3 лотками 10, 12 может продолжаться, как описано выше.
После того как операционный сбой устранен и установлено, что поток кондитерского изделия 3 может продолжать движение вниз по линии, транспортирующее устройство 4а, 5а может принимать кондитерское изделие 3 в точке 7 накопления / размещения в пределах накопительной станции 2, причем лотки 10, 12 могут опускать кондитерское изделие 3, чтобы разместить кондитерское изделие 3 на транспортирующем устройстве 4а, 5а, как описано выше. Затем транспортирующее устройство 5а может транспортировать кондитерское изделие 3 к транспортирующему устройству 5. Далее транспортирующее устройство 5 может транспортировать кондитерское изделие 3 к точке 8 выхода или дополнительно к нижележащей станции или процессу 24 производства кондитерского изделия. В процессе выгрузки транспортирующее устройство 4 и транспортирующее устройство 5 могут работать со скоростью 50% от нормальной, в то время как внутренние транспортирующие устройства 4а, 5а могут ускоряться и замедляться для надлежащего выравнивания кондитерского изделия 3 в процессе его выгрузки лотками 10, 12, чтобы предотвратить контактирование с другим кондитерским изделием 3 в потоке 28 изделия и по существу предотвратить повреждение кондитерского изделия 3. В альтернативном варианте осуществления транспортирующее устройство 4, транспортирующее устройство 5 и нижележащий процесс 24 могут работать с нормальной скоростью, в то время как вышележащий процесс 22 может работать со скоростью 50% от нормальной, чтобы создавать на транспортирующих устройствах 4, 4а, 5а, 5 пространства для выгружаемых листов, перемешиваемых с кондитерским изделием 3, не подвергавшимся выгрузке / размещению накопительной станцией 2. Транспортирующие устройства 4а, 5а аналогично могут ускоряться и замедляться для надлежащего расположения кондитерского изделия 3, выгружаемого лотками 10, 12, чтобы предотвратить повреждение и контактирование с другим кондитерским изделием 3. В по меньшей мере одном альтернативном варианте осуществления транспортирующее устройство 4, транспортирующее устройство 5 и вышележащий процесс 22 могут работать с нормальной скоростью, в то время как нижележащий процесс 24 может работать с увеличенной скоростью, на 100% большей, чем нормальная скорость (когда накопительное устройство не используется), если такое возможно.
Следует понимать, что лотки 10, 12 выполнены с возможностью равномерного и надлежащего поддерживания кондитерского изделия 3, причем кондитерское изделие 3 может быть мягким, гибким и/или складывающимся. В по меньшей мере одном варианте осуществления пальцы 13 выполнены так, что имеют общую длину от 105% до 55% от общей длины листа кондитерского изделия 3, подлежащего накоплению и размещению. Число лотков 10, 12 может варьировать в соответствии с емкостью хранения накопительной станции 2. В по меньшей мере одном варианте осуществления накопительная станция 2 может иметь достаточно лотков 10, 12, чтобы собрать все кондитерское изделие 3, которое может поступить на накопительную станцию 2 в течение 2-минутного периода, при заданной скорости транспортирующего устройства 4 и частоте поступления кондитерского изделия 3.
Также следует понимать, что в по меньшей мере одном варианте осуществления перемещение лотков 10, 12 активируется за счет привода конвейерного типа. Лотки 10, 12 присоединяют к приводу / исполнительному механизму с регулярными интервалами, по меньшей мере большими, чем толщина кондитерского изделия 3, причем все лотки 10, 12 могут двигаться в по существу фазовом и дистанционном согласии, хотя лотки 10, 12 присоединены в разных местах вдоль привода / исполнительного механизма. В нормальных рабочих условиях набор лотков 10, 12 находится непосредственно под верхней плоскостью транспортирующего устройства 4а, 5а во внутренней зоне 18 накопительной станции 2, что позволяет кондитерскому изделию 3 проходить через пространство 7 без взаимодействия с лотками 10, 12.
Хотя примеры осуществления системы, описанные до сих пор, включают транспортирующие устройства типа «спагетти», следует понимать, что другие типы транспортирующих устройств, такие как, без ограничений, устройства, включающие в себя цельные ремни, можно использовать с другими типами устройств для подъема листов. Одно такое подъемное устройство может включать в себя всасывающий механизм (например, одну или более присосок), выполненный с возможностью разъемного присоединения к листам резинки.
Следует понимать, что система 1 включает в себя систему управления, которая управляет скоростью конвейеров 4, 4а, 5а, 5 (в частности, ускорением и замедлением транспортирующих устройств 4а, 5а). Дополнительно система управления имеет связь с вышележащими и нижележащими процессами 22, 24 и, соответственно, управляет активацией, деактивацией, загрузкой и разгрузкой накопительной станции 2 и относительными скоростями работы вышележащих и нижележащих процессов 22, 24. Система управления может корректировать скорости вышележащих и нижележащих процессов 22, 24, приспосабливаясь к введению сохраненного или накопленного кондитерского изделия 3, в то время как накопительное устройство 2 перемешивает кондитерское изделие 3 с не подвергавшимся накоплению кондитерским изделием 3, которое не подвергали накоплению, а также с целью размещения кондитерского изделия 3 по существу для надлежащего накопления накопительным устройством 2.
Все ссылки, включая публикации, патентные заявки и патенты, указанные в настоящем документе, включены в настоящий документ путем ссылки в той же степени, как если бы было указано, что каждая ссылка индивидуально и конкретно включена путем ссылки и полностью изложена в настоящем документе.
Термины «содержащий», «имеющий», «включающий» и «включающий» следует понимать как неограничивающие термины (т.е. означающие «включающий, без ограничений»), если не указано иное. Указание диапазонов значений в настоящем документе призвано служить только в качестве краткого способа отдельного указания на каждое отдельное значение в пределах диапазона, если в настоящем документе не указано иное, и каждое отдельное значение включено в спецификацию, как если бы оно было отдельно указано в настоящем документе. Все описанные в настоящем документе способы можно выполнять в любом подходящем порядке, если в настоящем документе не указано иное или если это явно не противоречит контексту. Использование любых и всех примеров или формулировок для приведения примера (например, «такой как») в настоящем документе предназначено только для лучшего описания изобретения и не накладывает ограничений на объем изобретения, если не заявлено иное. Ни одну формулировку в спецификации не следует толковать как называющую любой незаявленный элемент существенным для практического осуществления изобретения.
В настоящем документе описаны примеры осуществления настоящего изобретения, включая наилучший способ осуществления изобретения, известный авторам изобретения. Специалисты в данной области могут ознакомиться с вариациями этих вариантов осуществления при прочтении приведенного выше описания. Авторы изобретения предполагают, что специалисты будут использовать такие вариации в зависимости от обстоятельств, и авторы изобретения ожидают, что изобретение будет реализовано на практике иным образом, чем описано в настоящем документе. Соответственно, настоящее изобретение включает в себя все модификации и эквиваленты объекта изобретения, изложенного в прилагаемой формуле изобретения, согласно действующему законодательству. Более того, изобретение охватывает любую комбинацию описанных выше элементов во всех возможных вариациях, если в настоящем документе не указано иное или если это явно не противоречит контексту.
Фоторазлагаемая гуммиоснова, жевательная резинка, содержащая фоторазлагаемую гуммиоснову, и способы их получения
Композиция инкапсулированного подсластителя, способ ее получения и содержащая ее жевательная резинка
Отделяемый герметизирующий материал для упаковки, содержащий смеси наполненных термопластов
Упакованные насыпью не имеющие покрытия куски жевательной резинки
Упаковочная пленка, сконфигурированная для распределения напряжений
Система и способ производства жевательной резинки
Способ увеличения срока годности цельнозерновой муки и продукта
Способ получения магнитной системы
Стабилизированная мука из цельного зерна и способ ее получения
Повторно закрываемые гибкие упаковки для пищевых продуктов
Система и способ регулирования температуры жевательной резинки

