Результат интеллектуальной деятельности: СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано для упрочнения деталей из жаропрочных сплавов.
Известен способ упрочнения деталей из жаропрочных сплавов, где качество упрочнения достигается тем, что наклеп создается ударом детали о дробь, взвешенную в вязкой жидкости [АС СССР №140585, МПК C22F 1/18, опубл. 01.01.1961].
Недостаток описанного способа - невысокое качество упрочнения.
Известен способ обработки деталей микрошариками (АС СССР №872595, МПК C22F 1/18, опубл. 15.10.1981). Для повышения долговечности изделий широко применяются методы поверхностного пластинчатого деформирования (ППД) - обкатка роликами и шариками, дробе- и гидродробеструйная обработка с использованием стальных шариков, а также микрошариков. При упрочнении микрошариками диаметром 0,16-0,20 мм, благодаря их малой массе, обеспечивается высокая скорость полета рабочих шариков. При этом поверхностный слой формируется при скоростях деформации на 1-2 порядка выше. Это дает возможность получить достаточно высокую кинетическую энергию соударения движущихся шариков с обрабатываемой деталью и создать в поверхностном слое необходимый уровень остаточных напряжений.
Недостатком этого способа является недостаточно глубокая и мощная эпюра остаточных напряжений.
Известен способ упрочнения деталей, включающий дробеструйную обработку деталей шариками и микрошариками (патент РФ №2449878, МПК B24C 1/00, опубл. 10.05.2012). Осуществляют упрочнение деталей одновременно смесью шариков диаметром от 0,5 до 5 мм и микрошариков диаметром от 0,10-0,02 мм твердостью HRC 60-64 при давлении 0,6МПа.
Недостатком такого способа является невысокое качество упрочнения.
Наиболее близким техническим решением к заявляемому изобретению является способ обработки деталей, основанный на том, что упрочнение осуществляют в два этапа: на первом этапе обрабатывают поверхность шариками, а затем микрошариками (патент РФ №1453775, МПК B24 В 39/00, (опубл. 20.09.2005).
Недостатком способа является недостаточно высокое качество упрочнения.
Задача изобретения - обеспечить высокое качество упрочнения поверхности детали и плавный переход от упрочненной к неупрочненной поверхности.
Технический результат изобретения - повышение качества упрочнения поверхностей деталей различного размера и конфигурации за счет формирования благоприятной эпюры сжимающих остаточных напряжений с большой глубиной и максимумом на поверхности и плавным переходом от упрочненной к неупрочненной поверхности.
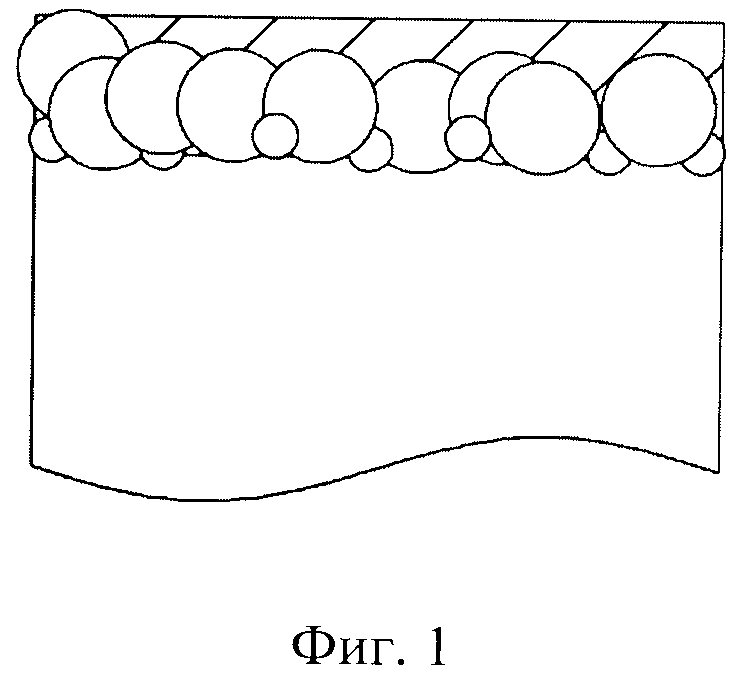
Технический результат достигается тем, что в способе упрочнения деталей, включающем дробеструйную обработку деталей шариками и микрошариками твердостью HRC 60-64, при давлении 0,6 МПа, в отличие от прототипа обработку проводят в несколько этапов: на первом этапе осуществляют обработку шариками диаметром 2-5 мм, на втором этапе осуществляют обработку шариками диаметром 0,5-2 мм, на третьем ведут обработку смесью шариков диаметром 0,5-1 мм и микрошариков диаметром 0,05-0,10 мм, на четвертом этапе осуществляют обработку микрошариками диаметром 0,02-0,10 мм.
Существо изобретения поясняется чертежами. На фиг. 1-5 изображены схемы этапов обработки. На фиг. 1 изображена обработка поверхности шариками диаметром 2-5 мм, на фиг.2 - обработка шариками диаметром 0,5-2 мм, на фиг. 3 изображена обработка поверхности смесью шариков диаметром 0,5-1 мм и микрошариков диаметром 0,05-0,10 мм, на фиг. 4 - обработка микрошариками диаметром 0,02-0,10 мм. На фиг. 5 показано, что плавный переход осуществляется за счет последовательной обработки поверхностей с уменьшающейся массой шариков. Таким образом, осуществляется плавный переход от упрочненной к неупрочненной поверхности.
Пример конкретной реализации способа
Диски конкретного авиационного двигателя из жаропрочного сплава обрабатывают сначала шариками диаметром 0,5-2 мм, затем обрабатывают шариками диаметром 0,5-2 мм, после чего обрабатывают смесью шариков диаметром 0,5-1 мм и микрошариков диаметром 0,05-0,10 мм, затем обрабатывают микрошариками диаметром 0,02-0,10 мм. Каждый этап обработки проводят в течение 3 мин при давлении 0,6 МПа на дробеструйной установке, причем шарики и микрошарики из стали ШХ15 с твердостью HRC 60-64. В результате осуществляется плавный переход от упрочненной к неупрочненной поверхности. Благодаря тому, что переход является плавным, слой упрочненной поверхности получается более равномерным, что благоприятно сказывается на поверхности, подвергшейся упрочнению.
Способ упрочнения деталей из жаропрочных сплавов, включающий дробеструйную обработку деталей шариками и микрошариками твердостью HRC 60-64 при давлении 0,6 МПа, отличающийся тем, что обработку проводят этапами: на первом из которых осуществляют обработку шариками диаметром 2-5 мм, на втором этапе осуществляют обработку шариками диаметром от 0,5 до 2 мм, на третьем ведут обработку смесью шариков диаметром 0,5-1 мм и микрошариков диаметром 0,05-0,10 мм, а на четвертом этапе осуществляют обработку микрошариками диаметром 0,02-0,10 мм.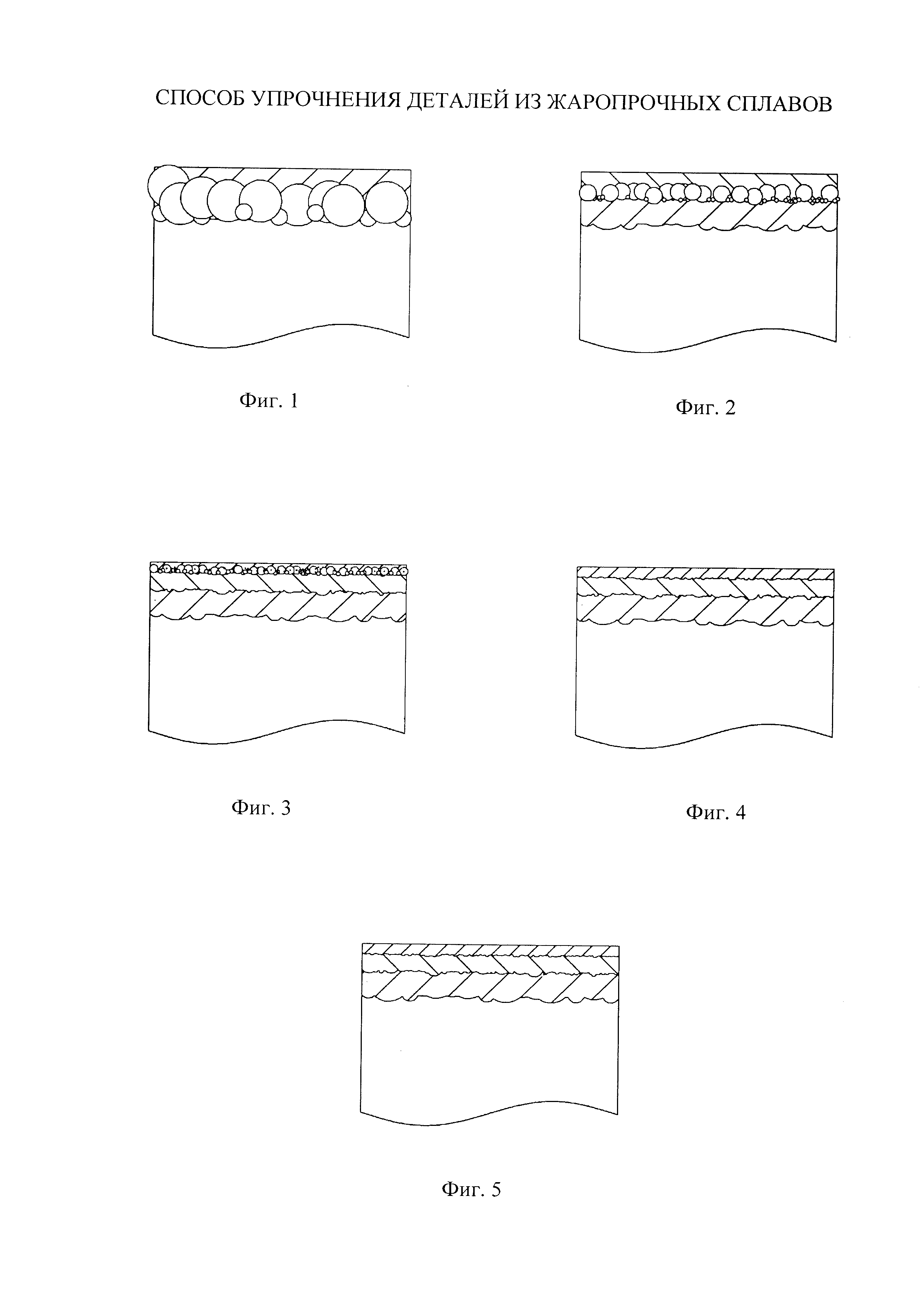
Система автоматического управления углом крена со статическим автопилотом и с ограничением угловой скорости крена летательного аппарата
Способ нанесения жаростойких покрытий y-мо-о из плазмы вакуумно-дугового разряда
Способ сухого локального электрополирования лопаток блиска и рабочий контейнер для его реализации
Способ повышения стойкости металлорежущего инструмента
Пальчиковое уплотнение
Способ вихретокового контроля целостности бандажных оболочек роторов
Способ последовательного электрополирования лопаток блиска и рабочий контейнер для его реализации
Способ нанесения аморфно-кристаллического покрытия на металлорежущий инструмент
Система автоматического управления углом крена и ограничения угловой скорости крена летательного аппарата
Ткань с электромагнитным и пьезоэлектрическим нагревом
Способ упрочнения лопаток блиска из легированных сталей
Способ упрочнения лопаток моноколеса из титановых сплавов
Способ восстановления лопаток турбомашин
Способ восстановления эксплуатационных свойств лопаток турбомашин из легированных сталей
Способ получения жаростойкого покрытия на лопатках газовых турбин
Катодный узел электродугового испарителя
Способ получения теплозащитного покрытия
Способ получения жаростойкого покрытия
Способ замены дефектного участка трубопровода
Способ линейной сварки трением деталей из титановых сплавов

