Результат интеллектуальной деятельности: ПУАНСОН ДЛЯ ГИБОЧНОГО ПРЕССОВАНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к пуансону для гибочного прессования, который пригоден для эффективного производства толстых стальных труб большого диаметра, например, применяемых в трубопроводах и т.п., путем последовательного прессования и сгибания листового материала вдоль направления его подачи через трехточечный гибочный пресс.
Уровень техники
В качестве технологии изготовления толстых стальных труб большого диаметра, используемых для трубопроводов и т.п., широко применяют так называемую технологию UOЕ-формования для прессования листовой стали, имеющей заданную длину, ширину и толщину листа, в U-образную форму, прессования стального листа в О-образную форму, стыкования торцевых его участков путем сварки для образования стальной трубы, и последующего расширения ее диаметра (так называемое расширение трубы), чтобы улучшить ее круглость.
Тем не менее, в вышеупомянутой технологии UOE-формования в процессе формования стального листа в U-образную форму и О-образную форму посредством прессования стального листа требуется высокое давление пресса, так что не остается выбора, кроме как использовать пресс большого размера.
По этой причине были проведены исследования на предмет технологии снижения давления пресса при производстве стальных труб такого типа.
Что касается известного уровня техники, на практике применяют технологию гибочного прессования, в соответствии с которой сначала выполняют сгибание (сгибание краев) торцевых участков в направлении ширины стального листа, затем придают стальному листу по существу круглую форму посредством осуществления трехточечного гибочного прессования несколько раз, а затем корректируют форму стальной трубы.
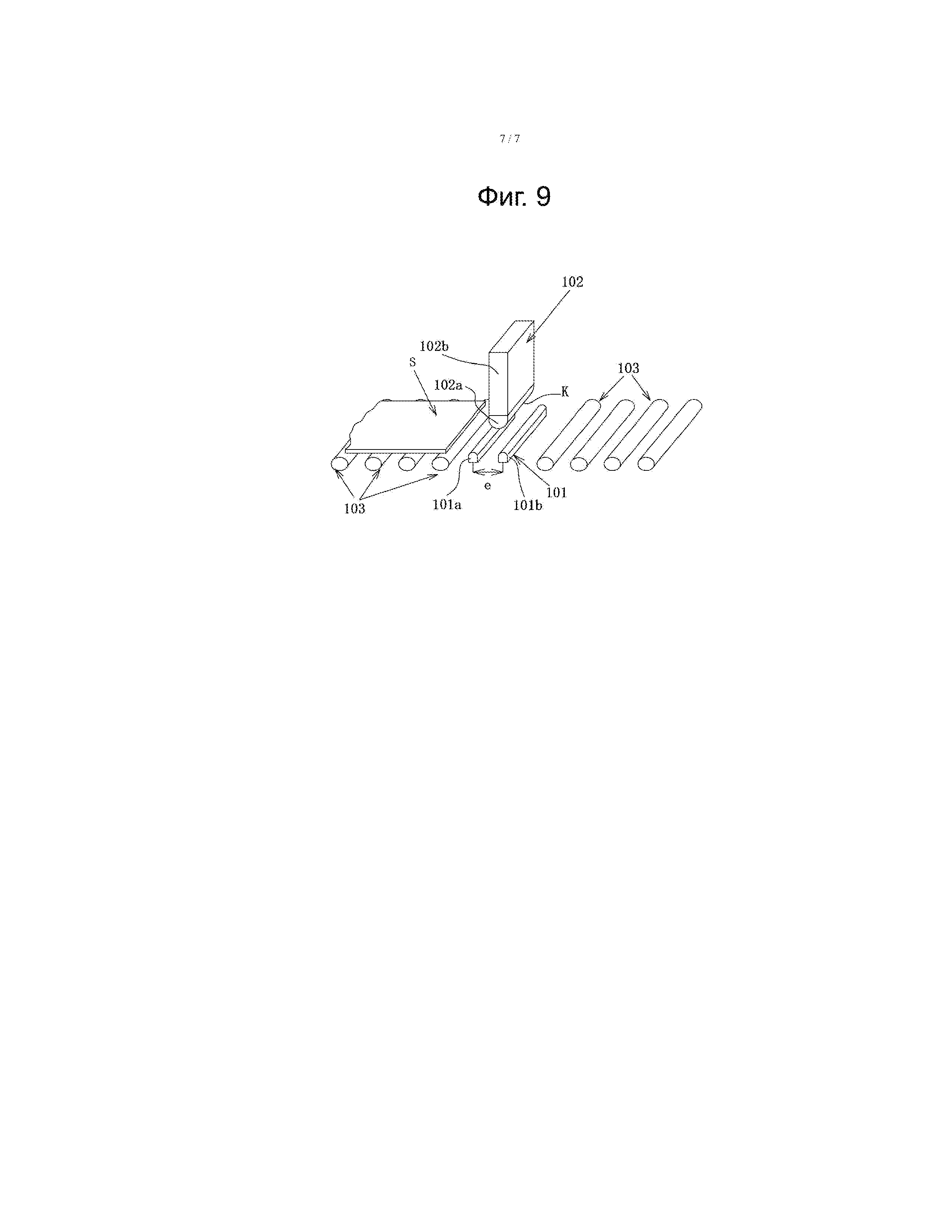
На фиг. 9 приведен вид, показывающий вариант осуществления такого гибочного прессования. Ссылочная позиция 101 на фиг. 9 обозначает прессовую матрицу, расположенную на пути подачи листового материала S. Прессовая матрица 101 включает в себя пару, состоящую из левого и правого стержнеобразных элементов 101а и 101b, которые поддерживают листовой материал S в двух точках вдоль направления подачи, а расстояние е между левым и правым стержнеобразными элементами можно изменять в зависимости от размера формируемой стальной трубы. Однако в ходе изготовления открытой трубы посредством прессования листового материала S расстояние е не изменяют.
Пуансон 102 может перемещаться, приближаясь и отдаляясь от прессовой матрицы 101. Пуансон 102 включает в себя головку 102а пуансона, имеющую выпуклую вниз рабочую поверхность К, которая вступает в непосредственный контакт с листовым материалом S, чтобы придать листовому материалу S вогнутую форму, и опору 102b пуансона, которая ведет к задней части головки 102а пуансона и поддерживает головку 102а пуансона. Максимальная ширина головки 102а пуансона, в общем, равна ширине (толщине) опоры 102b пуансона. Также, валок 103 образует путь подачи листового материала S.
При сгибании, осуществляемом посредством трехточечного гибочного прессования, обычно эмпирически определяют, сколько раз надо осуществить сгибание, и используемый пуансон (в частности, его форму) с учетом нагрузки и формы продукции во время сгибания (например, рабочая ширина пуансона составляет около 120 мм, а число сгибаний примерно 50-60).
В способе сгибания при увеличении числа сгибаний сложно осуществлять эффективное производство. В качестве решения этой задачи, например, в JP-A-2005-324255 описан способ, в котором прессование стального листа проводят в направлении ширины, осуществляя сгибание с обоих торцевых участков и особого промежуточного участка в направлении ширины стального листа, так что остаются прямые участки желаемой длины, а участок между прямыми участками является дугой окружности, одновременно сваривают участок стыковки, чтобы получить полусформированную стальную трубу, и после нагрева всей полусформированной круглой стальной трубы выполняют горячее формование на всем множестве формовочных валков, в которых формующая поверхность имеет полукруглую форму, соответствующую конечному радиусу, чтобы, тем самым, скорректировать форму.
Однако в соответствии с JP-A-2005-324255 полученное после прессования тело имеет форму, близкую к квадратной, и необходимо отдельно выполнить процесс (горячий) для корректирования формы, так что имеет место проблема, связанная со значительным ростом производственных издержек, если учитывать потребление тепловой энергии, подаваемой при нагреве.
Также в этом способе, если в качестве исходного листа используют листовой материал, произведенный посредством процесса термомеханической закалки для обеспечения прочности, жесткости и свариваемости, то имеется риск ухудшения этих характеристик.
В то же время в JP-A-2004-82219 описан способ сокращения числа сгибаний при трехточечном гибочном прессовании, при уменьшении напряжения, воздействующего на соединительный участок между головкой пуансона и сгибающей плитой для поддерживания головки пуансона (соответствующей опоре для пуансона).
В соответствии с JP-A-2004-82219, так как рабочая ширина головки пуансона больше, чем ширина сгибающей плиты, то можно сократить число сгибаний при трехточечном гибочном прессовании по сравнению со случаем головки пуансона, показанной на фиг. 9. Более того, так как головка пуансона прикреплена к сгибающей плите с возможностью поворота, то на сгибающую плиту воздействует только небольшой изгибающий момент, вызванный трением поворотной части, и, таким образом, имеется преимущество, заключающееся в том, что сокращается нагрузка на оборудование. Тем не менее, так как поворачивающийся участок опоры имеет меньшую ширину, чем сгибающая плита, то вызывает обеспокоенность, что большое поверхностное давление воздействует на площадку, вызывая износ и деформацию поворачивающегося участка опоры, и есть вероятность, что на ранней стадии нельзя будет сохранить функцию вращения.
Раскрытие сущности изобретения
Задача, решаемая изобретением.
Как было описано выше, в обычных технологиях не просто увеличить рабочую ширину головки пуансона, используемой при гибочном прессовании, и чтобы предотвратить излишнюю нагрузку, оказываемую на соединительный участок между головкой пуансона и опорой пуансона при расширении рабочей ширины головки пуансона, полезно существенно увеличить ширину (толщину) опоры пуансона.
Тем не менее, с точки зрения повышения точности в процессе после гибочного формования в последние годы требуют сократить ширину (толщину) опоры пуансона, используемого при гибочном прессовании.
Также, в случае формования листового материала в цилиндрическую форму посредством гибочного прессования для получения трубчатого тела, даже если трубчатое тело удаляют в продольном направлении, когда трубчатое тело как материал, который надо формовать, извлекают из пуансона, теоретически невозможно обеспечить зазор между торцевыми участками листа по ширине, направленными друг к другу в трубчатом теле, который имеет ширину меньше, чем ширина (толщина) опоры пуансона.
В трубчатом теле (в дальнейшем, также называемом открытой трубой) с зазором, когда листовой материал был сформован в цилиндрическую форму, а торцевые участки листа по ширине, направленные друг к другу, не были сварены, при сваривании торцевых участков листа по ширине, направленных друг к другу (в дальнейшем такое место также называют участком шва), необходимо деформировать трубчатое тело, прикладывая усилие снаружи трубчатого тела, и устранить зазор путем смыкания торцевых участков листа по ширине, направленных друг к другу. Здесь, при гибочном прессовании, так как зазор между торцевыми участками листа по ширине является небольшим, то усилие, требуемое для стыковки торцевых участков листа по ширине друг с другом, является небольшим, и также сложнее появиться недостаткам формы, таким как нарушение круглости. Таким образом, существует растущая потребность в технологии подавления увеличения ширины (толщины) опоры пуансона, насколько это возможно, при этом расширяя рабочую ширину головки пуансона при гибочном прессовании.
Таким образом, задача настоящего изобретения заключается в том, чтобы предложить пуансон для гибочного прессования, способный эффективно осуществлять сгибание, не вызывая износа и деформации пуансона и не нарушая качество изделия, при производстве стальной трубы из листового материала посредством трехточечного гибочного прессования.
Средство решения задачи
В настоящем изобретении предложен пуансон для гибочного прессования, содержащий прессовые матрицы, расположенные через интервал вдоль направления подачи листового материала для поддерживания листового материала в двух местах; и пуансон, который может перемещаться, приближаясь и отдаляясь от прессовых матриц, и который последовательно прессует листовой материал, поддерживаемый прессовыми матрицами вдоль направления подачи, осуществляя сгибания, причем у пуансона имеется головка пуансона, которая непосредственно контактирует с листовым материалом, чтобы прессовать листовой материал, и опора пуансона, которая удерживается, будучи соединенной с задней стороной головки пуансона, и поддерживает головку пуансона, а головка пуансона оснащена рабочей поверхностью, причем центр рабочей поверхности совпадает с осью опоры пуансона, и она образована неравномерной дугой окружности, радиус которой в центральной области по направлению ширины является максимальным радиусом.
Для пуансона для гибочного прессования, имеющего вышеупомянутую конфигурацию, как для специального средства решения задач настоящего изобретения, предпочтительно следующее:
1) неравномерная дуга окружности составляет непрерывную дугу окружности или разрывную дугу окружности,
2) неравномерная дуга окружности составляет эвольвенту,
3) если неравномерная дуга окружности составляет непрерывную дугу окружности или разрывную дугу окружности, то непрерывная дуга окружности и разрывная дуга окружности состоят из основной дуги окружности, радиус которой соответствует внутреннему диаметру цилиндрического тела, которое надо получить, и у которой рабочая ширина боковых участков (длины контакта) относительно центра рабочей поверхности одинакова, и вспомогательной дуги окружности, соединяющейся с краем по ширине основной дуги окружности, радиус которой меньше, чем радиус основной дуги,
4) в неравномерной дуге окружности дуга окружности, вносящая основной вклад в сгибание, имеет рабочую ширину, равную 0,90 от шага подачи листового материала, и
5) в непрерывной дуге окружности и в разрывной дуге окружности основная дуга окружности имеет рабочую ширину, равную 0,90 от шага подачи листового материала.
Результат изобретения
В соответствии с пуансоном для гибочного прессования, предложенным в изобретении и имеющим вышеописанную конфигурацию, предложена головка пуансона с рабочей поверхностью, имеющей центр рабочей поверхности, совпадающий с осью опоры пуансона, и образованной неравномерной дугой окружности, радиус которой в центральной области в направлении ширины является максимальным радиусом. Таким образом, даже если увеличивается диапазон сгибания листового материала, конец по ширине рабочей поверхности не сильно контактирует с листовым материалом, и можно устранить появление избыточного изгибающего момента, который может вызвать деформацию или повредить пуансон. Более того, так как можно сгибать листовые материалы, имеющие ширину больше, чем при обычной технологии, то можно получить стальную трубу, обладающую хорошей круглостью, при меньшем числе сгибаний. Более того, такой процесс, как нагрев листового материала, необязателен, так что можно сохранить такие характеристики, как прочность, жесткость и свариваемость и т.п., полученные в процессе производства листового материала (исходного листа).
Более того, в соответствии с пуансоном для гибочного прессования, предложенным в изобретении, неравномерная дуга окружности является непрерывной дугой окружности или разрывной дугой окружности, полученной путем объединения по меньшей мере двух дуг с различными радиусами, так что конец по ширине рабочей поверхности головки пуансона не сильно контактирует с листовым материалом во время сгибания. Поэтому можно предотвратить избыточный изгибающий момент, который вызывает деформацию и повреждение пуансона. Также сравнительно легко сформировать рабочую поверхность.
В соответствии с пуансоном для гибочного прессования, предложенным в изобретении и имеющим вышеописанную конфигурацию, рабочая поверхность головки пуансона может быть легко сформирована путем выполнения неравномерной дуги окружности из эвольвенты.
Кроме того, в соответствии с пуансоном для гибочного прессования, предложенным в изобретении, непрерывная дуга окружности и разрывная дуга окружности состоят из основной дуги окружности, радиус которой соответствует внутреннему диаметру стальной трубы, которую надо получить, и рабочая ширина боковых участков относительно центра рабочей поверхности одинакова, и вспомогательной дуги окружности, соединяющейся с краем по ширине основной дуги окружности, радиус которой меньше, чем радиус основной дуги окружности. Таким образом, можно снизить дисбаланс сил, действующих на пуансон путем уменьшения разницы расстояний от точки начала контакта листового материала и головки пуансона до центра головки пуансона через неформованную сторону и сформованный участок листового материала, что может предотвратить экстремальную нагрузку, действующую на соединительный участок между головкой пуансона и опорой пуансона, гарантируя при этом большую рабочую ширину головки пуансона.
В соответствии с пуансоном для гибочного прессования, предложенным в изобретении и имеющим вышеприведенную конфигурацию, в рабочей поверхности, образованной неравномерной дугой окружности, рабочая ширина области, в которой выполнена дуга окружности, вносящая основной вклад в сгибание, задана равной менее 0,90 от шага подачи листового материала, тем самым, в пуансоне не возникает избыточного изгибающего момента. Соответственно, срок эксплуатации пуансона увеличивается, допуская стабильное сгибание в течение длительного периода времени, и можно увеличить круглость стальной трубы. В частности, если неравномерная дуга окружности является непрерывной дугой окружности или разрывной дугой окружности, и непрерывная дуга окружности и разрывная дуга окружности состоят из основной дуги окружности и вспомогательной дуги окружности, то, так как основная дуга окружности вносит основной вклад в сгибание, можно сократить возникновение избыточного изгибающего момента, устанавливая рабочую ширину области, образованной основной дугой окружности, равной менее 0,90 от шага подачи листового материала.
Краткое описание чертежей
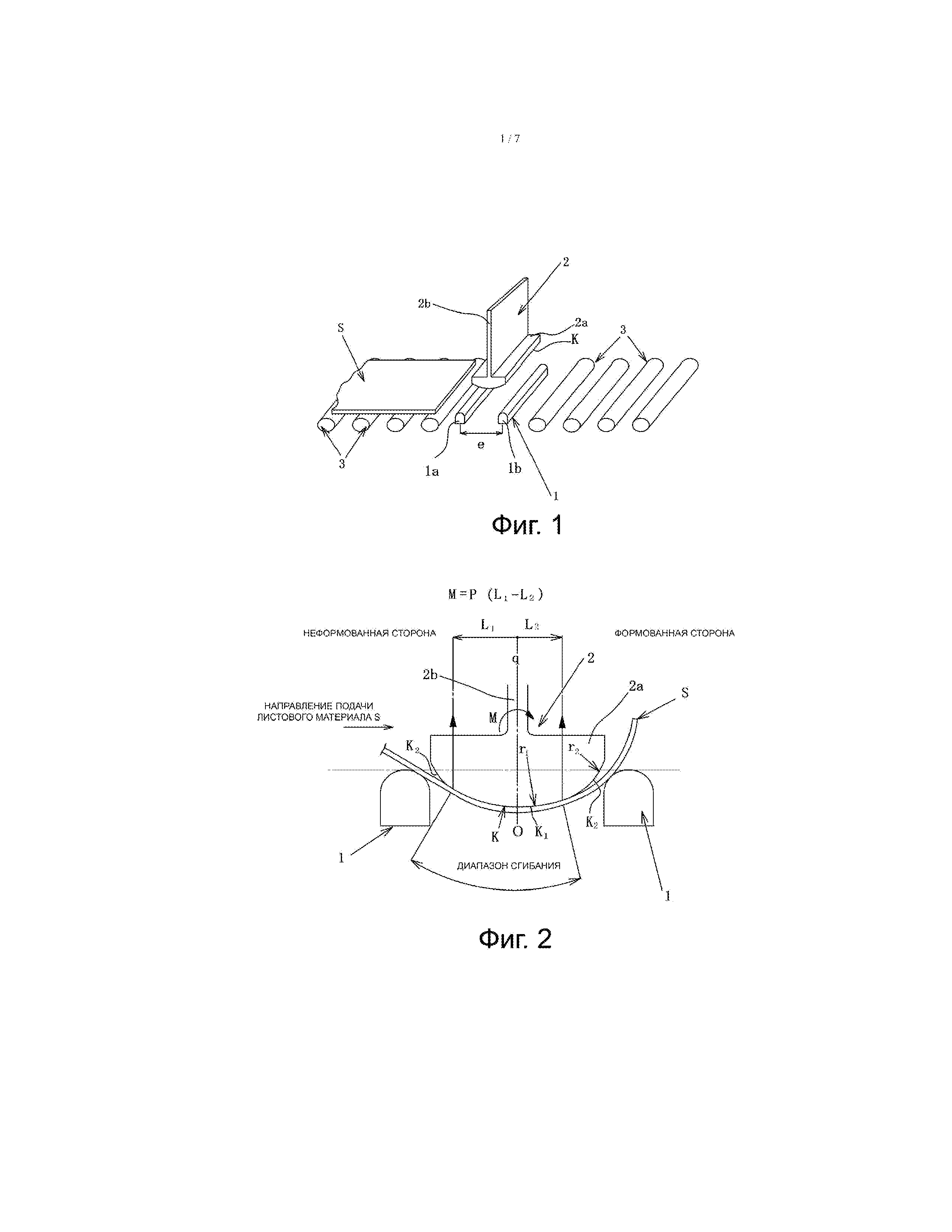
На фиг. 1 приведен схематический вид, показывающий вариант осуществления пуансона для гибочного прессования в соответствии с настоящим изобретением.
На фиг. 2 приведен схематический вид, показывающий деформированное состояние листового материала при прессовании его с использованием пуансона для гибочного прессования, показанного на фиг. 1.
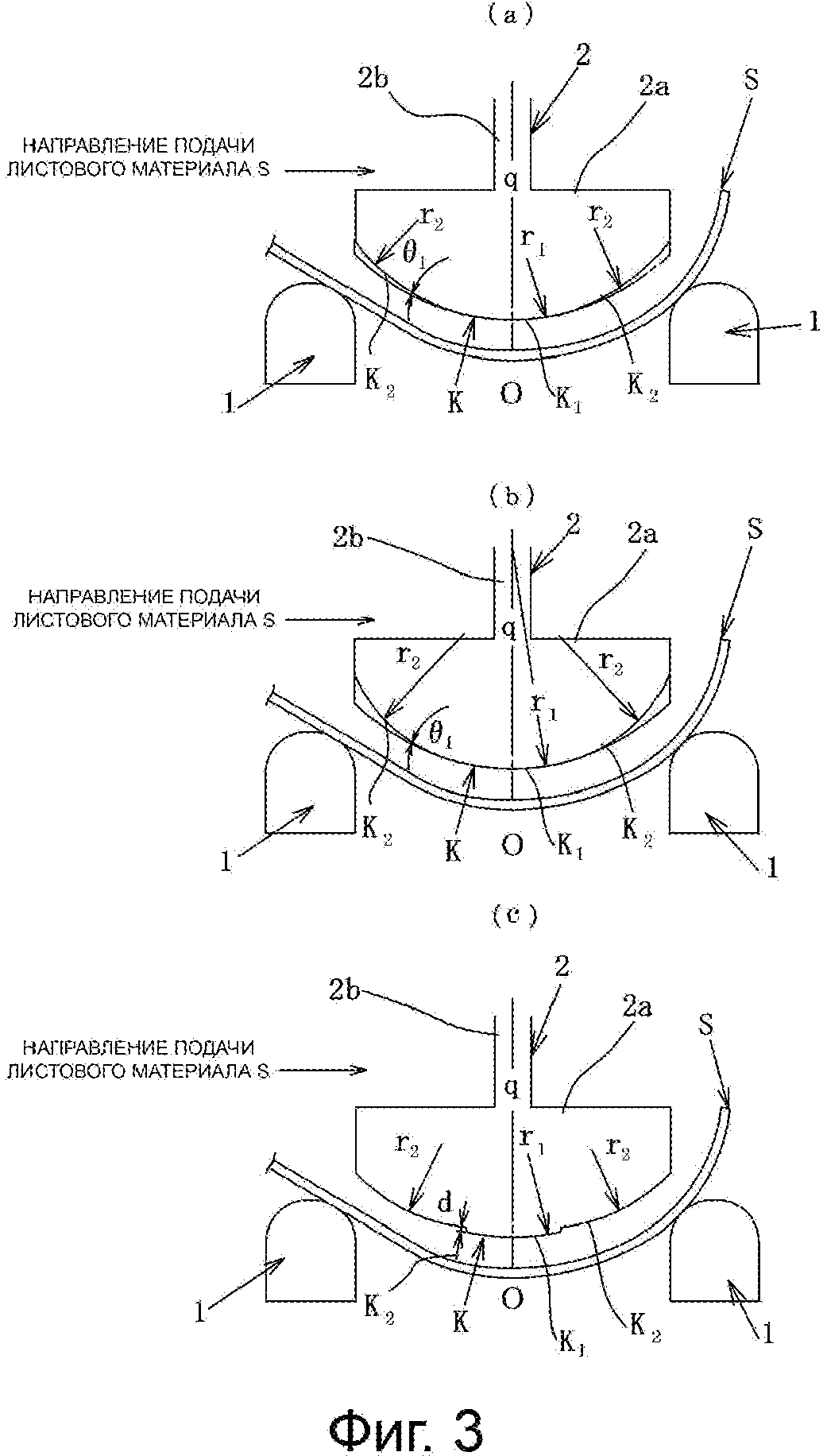
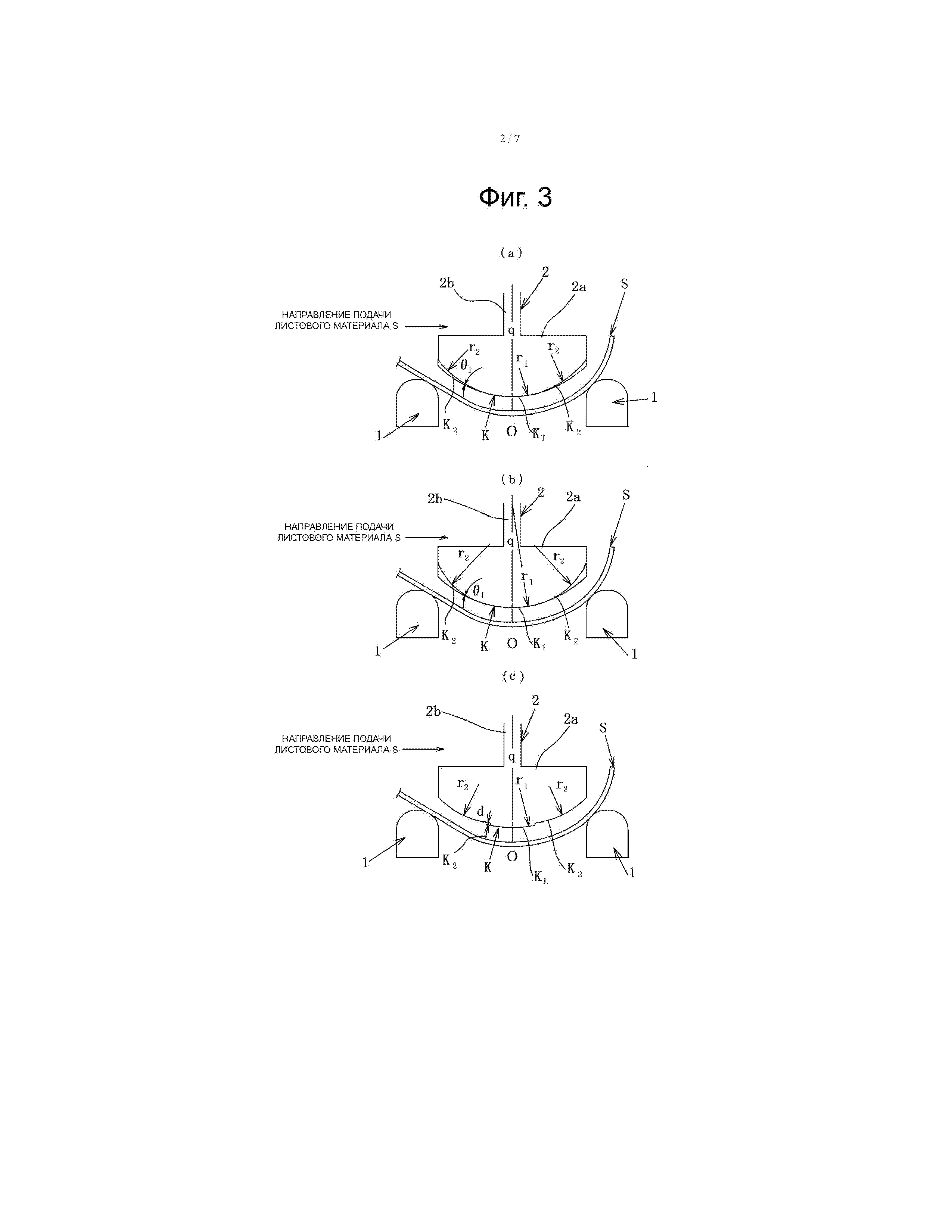
На фиг. 3(а)-3(с) приведены схематические виды, показывающие другой вариант осуществления пуансона для гибочного прессования.
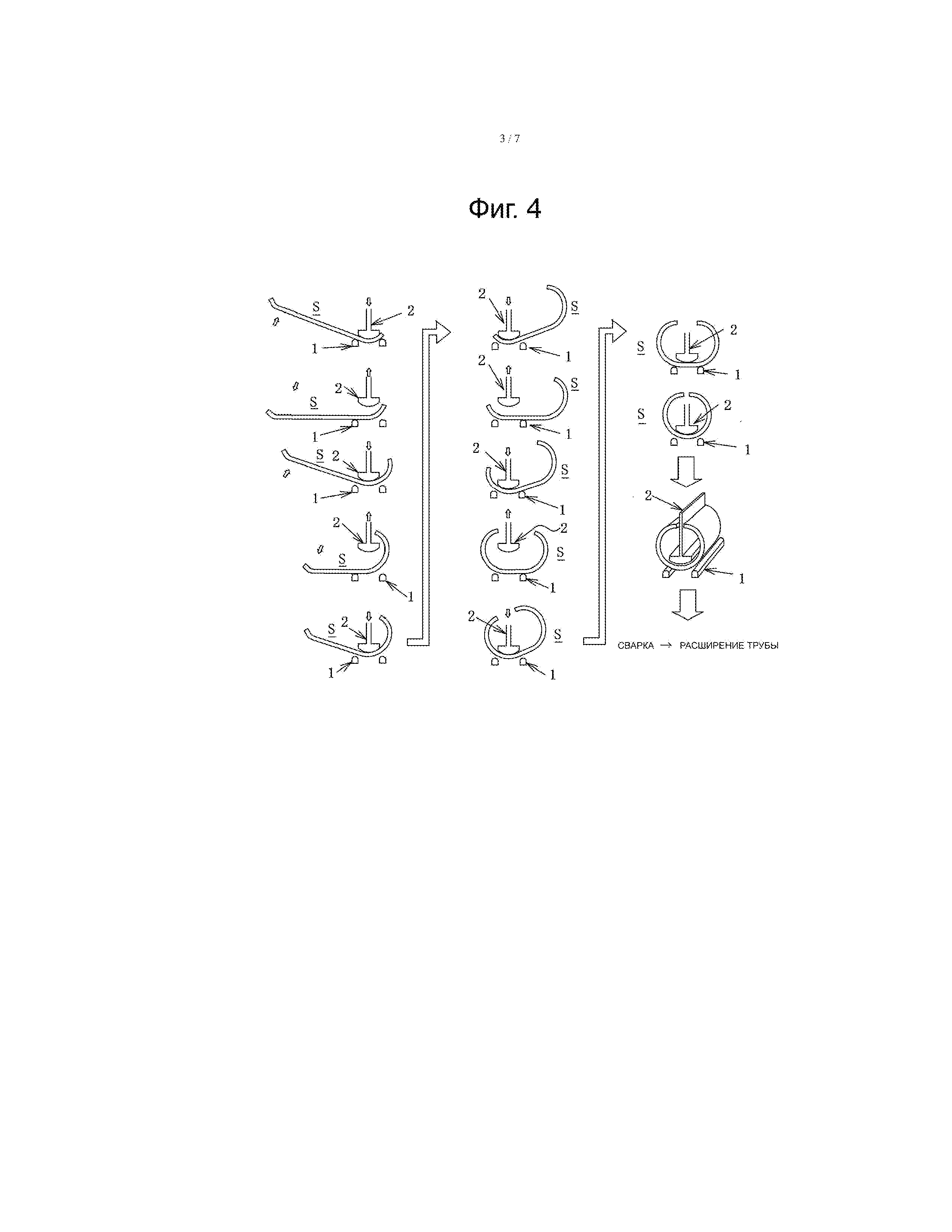
На фиг. 4 приведен схематический вид, показывающий способ сгибания с использованием гибочного прессования.
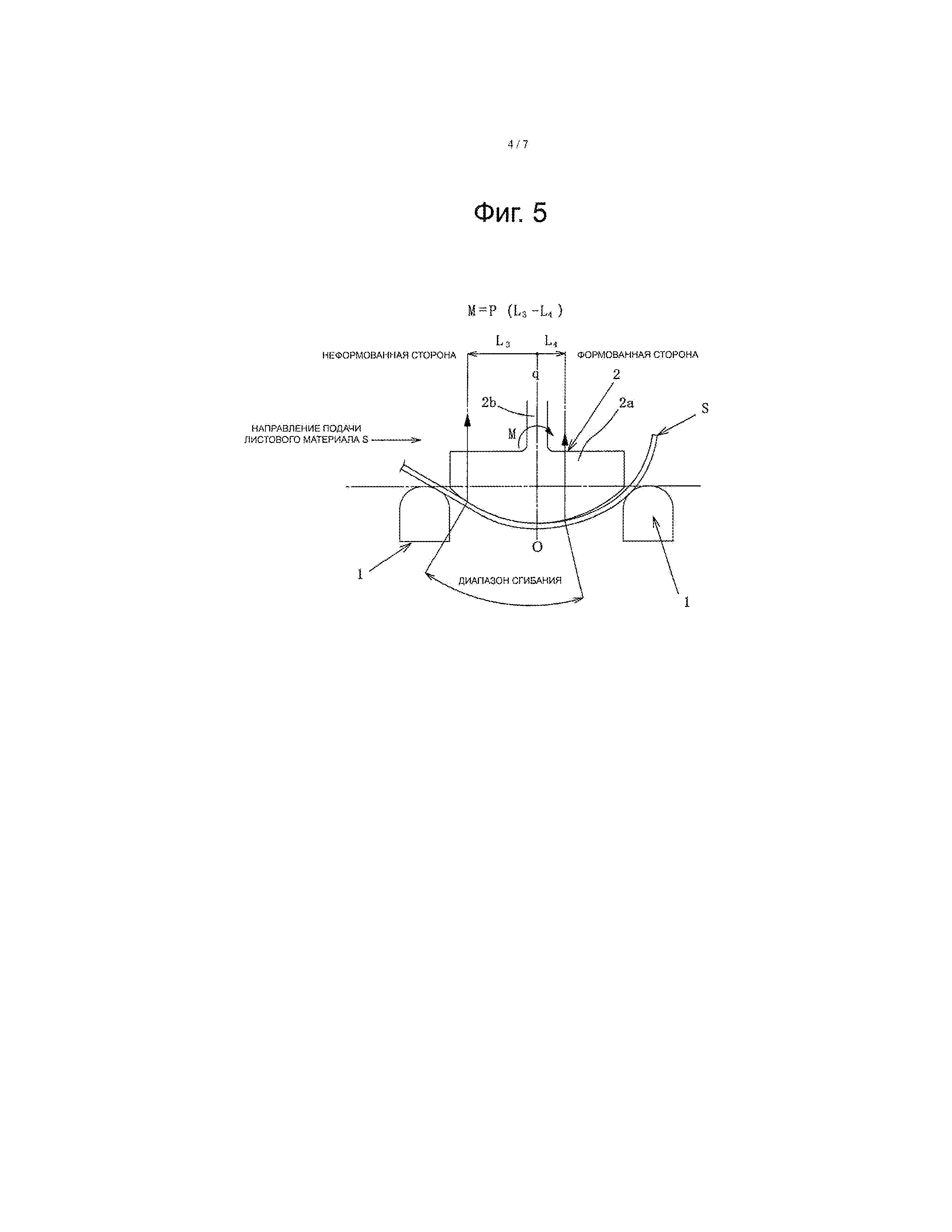
На фиг. 5 приведен схематический вид, показывающий ситуацию деформации листового материала при выполнении гибочного прессования с использованием головки пуансона, имеющей равномерную дугу окружности.
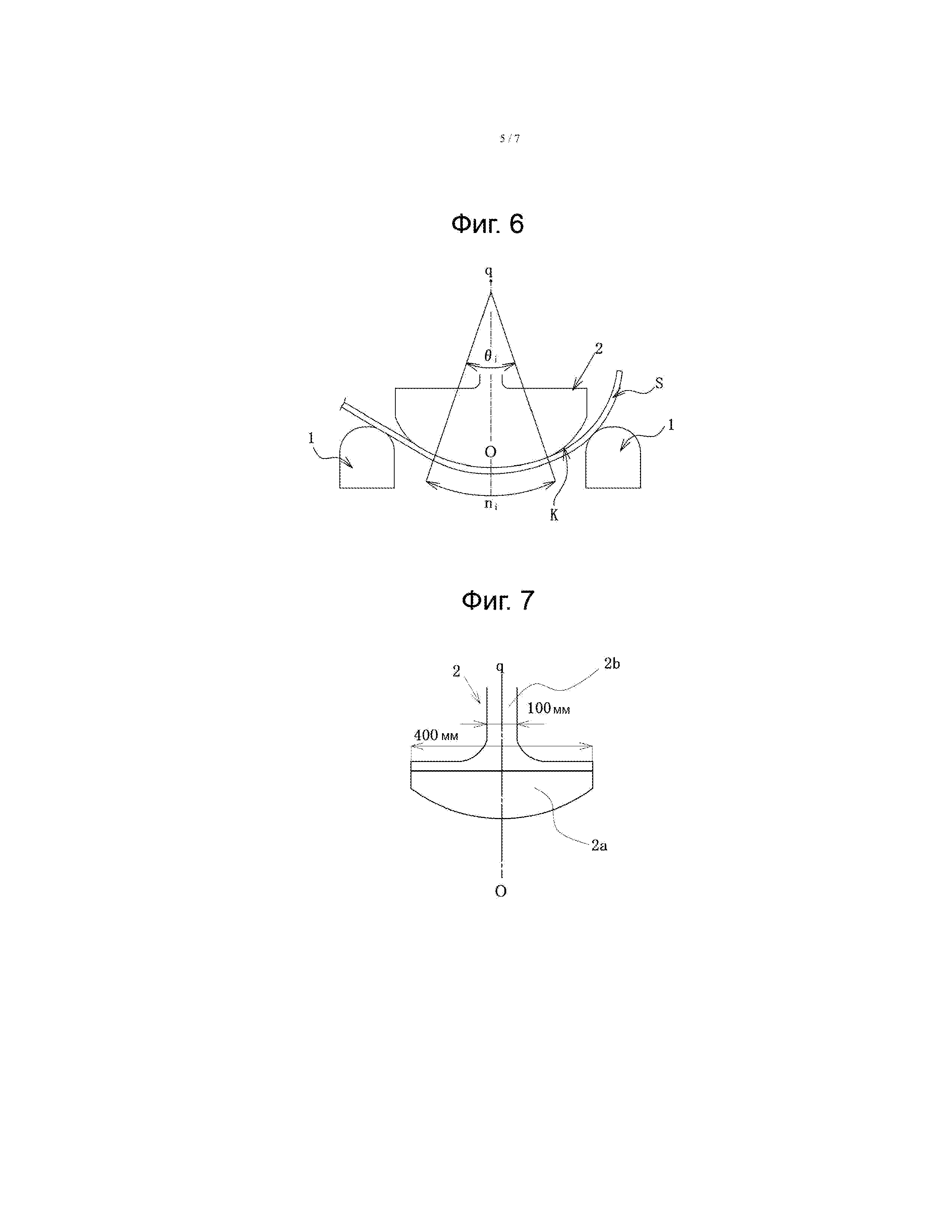
На фиг. 6 приведен пояснительный чертеж рабочей ширины ni, которая вносит вклад в сгибание пуансоном.
На фиг. 7 приведен схематический вид, показывающий конкретные размеры, использованные в примере.
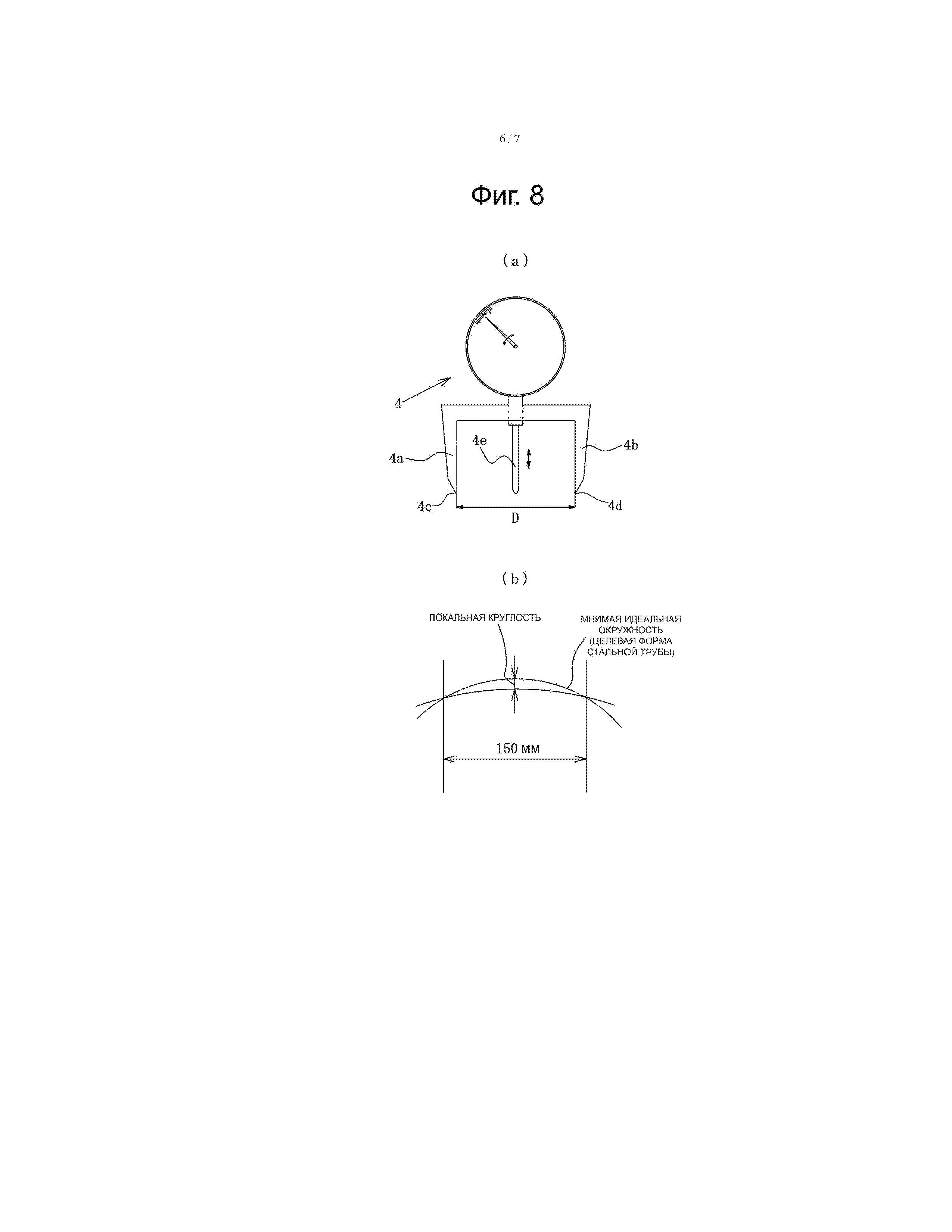
На фиг. 8(а) приведен схематический вид, показывающий измерительный прибор с круговой шкалой, использованный при определении локальной круглости стальной трубы, а на фиг. 8(b) приведен схематический вид, показывающий, как измерять локальную круглость.
На фиг. 9 приведен схематический вид, показывающий пример варианта осуществления при выполнении гибочного прессования в соответствии с обычным способом.
Осуществление изобретения
Ниже более детально описано настоящее изобретение со ссылкой на сопровождающие чертежи.
На фиг. 1 приведен схематический вид, показывающий вариант осуществления пуансона для гибочного прессования в соответствии с настоящим изобретением.
На чертежах прессовая матрица 1 расположена на пути прохождения листового материала S. Прессовая матрица 1 включает в себя пару, состоящую из левого и правого стержнеобразных элементов 1а и 1b, которые поддерживают листовой материал S в двух местах вдоль направления подачи, а ее расстояние е можно изменять в зависимости от размера формируемой стальной трубы. Однако в ходе изготовления одной открытой трубы посредством прессования листового материала S расстояние е не изменяют.
Также пуансон 2 может перемещаться, приближаясь и отдаляясь от прессовой матрицы 1. Пуансон 2 включает в себя головку 2а пуансона, у которой имеется выпуклая вниз рабочая поверхность К, вступающая в непосредственный контакт с листовым материалом S, чтобы придать листовому материалу вогнутую форму, и опора 2b пуансона, которая ведет к задней части головки 2а пуансона и поддерживает головку 2а пуансона. Также, валки 3 образуют путь подачи листового материала S.
Точная структура опоры 2b пуансона 2 не показана, но ее верхний торцевой участок соединен с приводным средством, таким как гидравлический цилиндр, чтобы с помощью приводного средства можно было прикладывать усилие прессования к головке 2а пуансона.
Ширина (толщина) опоры 2b пуансона спроектирована в соответствии с толщиной и прочностью листового материала S, используемого в качестве материала, который необходимо формовать, и формой трубчатого тела, которую надо получить. Также, так как опора 2b пуансона может вступать в контакт с торцевым участком листового материала S, можно предусмотреть сменную пластину трения на поверхности опоры 2b пуансона. Пластина трения является сменной, так как она может использоваться в течение длительного периода времени без износа опоры 2b пуансона при своевременной ее замене.
Более того, так как основные участки показаны на фиг. 2, центр О рабочей поверхности головки 2а пуансона 2 совпадает с осью q опоры 2b пуансона, и рабочая поверхность К, выполненная на его головке, образована неравномерной дугой окружности, которая имеет радиус r1, являющийся максимальным радиусом, в центральной области по направлению ширины (другие области имеют радиус r2, который меньше, чем радиус r1).
Здесь, неравномерная дуга окружности, заданная в настоящем изобретении, означает дугу окружности, выполненную путем объединения, как показано на фиг. 3(а)-3(с), при котором друг с другом объединяют по меньшей мере две дуги, имеющие различные радиусы, то есть дугу окружности, которая включает в себя дугу окружности радиуса r1, расположенную в центре О рабочей поверхности (в дальнейшем эту дугу окружности называют основной дугой К1 окружности), и дугу окружности, имеющую радиус r2 меньше, чем радиус основной дуги окружности К1 (в дальнейшем эту дугу окружности называют вспомогательной дугой К2 окружности). Рассмотрим фиг. 3(а)-3(с), на фиг. 3(а) показана дуга окружности, у которой имеется общая касательная в точке соединения между основной дугой К1 окружности и вспомогательной дугой К2 окружности (когда угол, образованный касательной к основной дуге К1 окружности и касательной к вспомогательной дуге К2 окружности, составляет 0°), на фиг. 3(b) показана дуга окружности, в которой касательная к основной дуге К1 окружности и касательная к вспомогательной дуге К2 окружности соединяются, образуя угол (этот угол не равен 0°), и на фиг. 3(с) показана дуга окружности, в которой угол, образованный касательной к основной дуге К1 окружности и касательной к вспомогательной дуге К2 окружности равен 0°, но они соединены друг с другом через выступ d. В дальнейшем дугу окружности, показанную на фиг. 3(а), будем называть непрерывной дугой окружности (включая такую дугу окружности, как эвольвента и т.п., в которой радиус постепенно изменяется, при этом остается общая касательная), а дуги окружности, показанные на фиг. 3(b) и 3(с), будем называть разрывными дугами окружности. Разрывная дуга окружности также включает в себя дугу, в которой радиус дуги окружности постепенно изменяется.
Как было описано выше, пуансон 2 в целом выполнен так, что включает в себя головку 2а пуансона и опору 2b пуансона, но также возможно наличие прокладки (не показана) между головкой 2а пуансона и опорой 2b пуансона. При размещении между ними прокладки, например, при конечной регулировке угла установки головки 2а пуансона к опоре 2b пуансона, угол установки может быть отрегулирован до подходящего угла только путем регулировки формы прокладки, а не самой опоры 2b пуансона. Также, если головка 2а пуансона разделена в продольном направлении прессовой матрицы 1, можно повысить эффективность при хранении головок 2а пуансона или при установке головок 2а пуансона на опору 2b пуансона, удерживая множество разделенных головок 2а пуансона с единственной прокладкой. Так как имеют место преимущества, описанные выше, то предпочтительно расположить прокладку (не показана) между головкой 2а пуансона и опорой 2b пуансона.
Для осуществления сгибания листового материала S посредством гибочного прессования с использованием пуансона, имеющего вышеописанную конфигурацию, листовой материал S размещают на прессовой матрице 1 так, как показано на фиг. 4, листовой материал S можно последовательно подвергать трехточечному сгибанию и с левой, и с правой стороны от края в направлении по ширине к центру с помощью пуансона 2, при этом шаг за шагом подавая листовой материал S с заданным шагом подачи. В дополнение, на фиг.4 приведен схематический вид, показывающий процесс формирования открытой трубы, как показано на правом нижнем виде, путем выполнения сгибания листового материала S, который заранее был подвергнут сгибанию с краев (будет описано ниже), сверху вниз в левом столбце, сверху вниз в центральном столбце и затем сверху вниз в правом столбце, при этом осуществлялась подача листового материала S. На фиг. 4 стрелки, приписанные листовому материалу S или пуансону 2, показывают направления перемещения листового материала S или пуансона 2 в каждом процессе.
При осуществлении сгибания листового материала S вышеописанным способом (во время прессования) листовой материал S вступает в контакт с прессовой матрицей 1 в полностью наклонном состоянии, и листовой материал S деформируют при нахождении его в несимметричном состоянии слева направо относительно центра О рабочей поверхности головки 2а пуансона.
Когда в этом состоянии постепенно происходит сгибание листового материала S, чтобы сохранить контакт между пуансоном 2 и прессовой матрицей 1, листовой материал S сильно наклоняют на неформованную сторону, а не к центру (центру О рабочей поверхности) в направлении по ширине головки 2а пуансона (угол сгиба листового материала S относительно пуансона увеличивается), и, как показано на фиг.5, диапазон контакта (диапазон сгиба), в котором головка 2а пуансона контактирует с листовым материалом S с неформованной стороны, становится шире, чем с формованной стороны.
Так как на пуансон 2 действует усилие отдачи с обоих концов диапазона контакта, то, если имеется разница расстояний (L3, L4) от центра (центра О рабочей поверхности) в направлении по ширине головки 2а пуансона до обоих концов диапазона контакта, на соединительный участок между головкой 2а пуансона и опорой 2b пуансона действует изгибающий момент M =P(L3–L4). В частности, при трехточечном сгибании с использованием головки пуансона с рабочей поверхностью, содержащей единственную дугу окружности, действует избыточный изгибающий момент. Соответственно, вызывает беспокойство то, что головка 2а пуансона или опора 2b пуансона могут быть деформированы или повреждены.
В пуансоне для гибочного прессования в соответствии с настоящим изобретением, так как рабочая поверхность К содержит неравномерную дугу окружности, а радиус вспомогательной дуги К2 окружности меньше, чем радиус основной дуги окружности К1, как показано на фиг. 2, можно сузить асимметричный диапазон по сравнению с пуансоном, имеющим одну рабочую поверхность, и поэтому, даже если происходит сгибание листового материала S, нагрузка в торцевой области по ширине головки 2а пуансона не очень растет, и, в результате, можно подавить возникновение избыточного изгибающего момента.
В настоящем изобретении, чтобы посредством гибочного прессования получить стальную трубу, обладающую хорошей круглостью, основная дуга К1 окружности, выполненная на рабочей поверхности К, имеет равные длины по бокам контакта относительно центра О рабочей поверхности, если его взять в качестве начальной точки.
Кроме того, хотя основная дуга К1 окружности и вспомогательная дуга К2 окружности состоят из непрерывной дуги окружности или разрывной дуги окружности, число дуг окружности специально не ограничено.
Хотя длина (длина по окружности) рабочей поверхности К определяется размером стальной трубы, которую надо изготовить, и числом прессований, рабочая ширина рабочей поверхности К в области, образованной дугой окружности, вносящей основной вклад в сгибание, предпочтительно меньше, чем 0,90 от шага подачи листового материала, так, чтобы уменьшить изгибающий момент, возникающий в пуансоне 2 и сократить число прессований для достижения эффективного сгибания (если рабочую ширину области, образованной дугой окружности, вносящей основной вклад в сгибание, задать раной ni, а шаг подачи листового материала S задать равным δ, то отношение (ni/δ) рабочей ширины ni к шагу подачи δ листового материала S меньше, чем 0,90). В головке 2а пуансона, где рабочая поверхность К образована основной дугой К1 окружности и вспомогательной дугой К2 окружности, основная дуга К1 окружности вносит основной вклад в сгибание, так что рабочую ширину области, образованной основной дугой К1 окружности, устанавливают равной меньшее 0,90 от шага подачи δ листового материала.
Здесь, целевую величину θi формирования сгиба (угол сгиба в единицу времени) задают вокруг центра О рабочей поверхности на рабочей поверхности К головки 2а пуансона, рабочая ширина ni области, образованной дугой окружности, вносящей основной вклад в сгибание, означает длину (длину дуги окружности) на рабочей поверхности К, соответствующую диапазону целевой величины θi, как показано на фиг. 6. Также, если предполагается, что число сгибаний равно N, то, так как листовой материал сгибают в форме трубы на 360° вместе со сгибанием краев, целевая величина формирования сгиба θi равна (360° – 2 × угол сгиба краев)/N и является мерой величины формирования сгиба в единицу времени.
В гибочном прессовании с использованием пуансона 2 в соответствии с настоящим изобретением число сгибаний N обычно составляет не менее 3, так что 120°, представляющие собой значение, вычисленное в предположении, что угол сгиба краев равен 0°, является достаточным в качестве целевого значения величины формирования сгиба в единицу времени. Соответственно, величину формирования сгиба на рабочей поверхности К пуансона 2 можно задать равной не более 120° (что соответствует не более 60° с одной стороны от центра О рабочей поверхности пуансона 2), или может быть дополнительно уменьшено до значения не более чем 90° (что соответствует не более чем 45° с одной стороны от центра О рабочей поверхности пуансона 2).
В общем, при формовании листового материала в трубчатую форму посредством гибочного прессования, сгибание краев (также называемое обжатием) выполняют на торцевых концах по ширине листа листового материала до гибочного прессования. Выполняют это для того, чтобы гарантировать хорошую круглость торцевых участков листа по ширине, которые сравнительно тяжело согнуть по сравнению со случаем выполнения сгибания центрального участка по ширине листа в процессе гибочного прессования. Кроме того, так как листовому материалу придают трубчатую форму посредством выполнения сгибания на 360° вместе с последующим гибочным прессованием, в процессе гибочного прессования выполняют сгибание за исключением величины, определяемой сгибанием краев. Величина (угол) θi формирования сгиба в единицу времени в процессе гибочного прессования составляет ((360° – 2 × угол сгиба краев)/N, а диапазон, который подвергают сгибанию в единицу времени, представляет собой величину подачи (шаг подачи). Другими словами, листовому материалу придают трубчатую форму, задавая величину θi формирования сгиба на каждом шаге подачи.
На этот раз, когда листовой материал проходит вдоль рабочей поверхности К головки 2а пуансона, форма диапазона величины формирования сгиба (центрального угла) θi передается на головку 2а пуансона, чтобы получить форму после гибочного прессования. Когда длина (длина развёртки (или длина дуги окружности)) вдоль рабочей поверхности К участка величины θi формирования сгиба достигает шага подачи листового материала, участок, которому придан радиус кривизны, расширяется, и можно обеспечить хорошую круглость. Однако, когда расширяется зона сгиба, место, принимающее силу противодействия формованию (силу противодействия сгибанию), становится удаленным от центра О рабочей поверхности К головки 2а пуансона, и возникает проблема увеличения изгибающего момента на участке соединения между опорой 2b пуансона и головкой 2а пуансона. Чтобы уменьшить такие проблемы, в настоящем изобретении рабочую ширину ni области, образованной дугой окружности, вносящей основной вклад в сгибание, задают менее 0,90 от величины (длины) подачи листового материала.
Также, при сгибании листового материала S с помощью головки 2а пуансона, имеющей меньший радиус, чем радиус изделия, радиус кривизны участка сгиба листового материала S также уменьшается. В этом случае участок формирования сгиба, имеющий радиус кривизны локально меньше, чем радиус кривизны других участков, формируют в трубчатое тело, которое выполнено из листа, так что, если в изделии этот участок остается таким как есть, то форма ухудшается. Так как радиус вспомогательной дуги К2 окружности рабочей поверхности К меньше, чем радиус основной дуги К1 окружности, необходимо обратить внимание на возникновение такого недостатка. По этой причине диапазон сгиба вспомогательной дуги К2 окружности устанавливают равным не более чем 15° в центральном углу вспомогательной дуги К2 окружности.
Если длина рабочей поверхности, вступающей в контакт с листовым материалом, уменьшается, так как участок, которому не придана кривизна (то есть плоский участок), увеличивается, и имеется риск ухудшения круглости, предпочтительно соответствующим образом задать рабочую ширину (расстояние) ni области, где образована дуга окружности, вносящая основной вклад в сгибание, в зависимости от спецификаций (прочности, толщины, размера и формы) целевого изделия.
Примеры
Было подготовлено девять листов стали (тип стали: API марка. X80), имеющих размер вдоль направления подачи листового материал S, равный 3713 мм, толщину листа 25,4 мм и предел прочности на разрыв от 745 до 757 МПа, и с помощью пуансона, имеющего радиус кривизны 380 мм, было осуществлено сгибание краев, так что оба торцевых участка каждого стального листа на длину 215 мм были расположены под углом 16,9 градусов.
Затем, выполняли трехточечное сгибание с левой и правой стороны к центру стального листа, исходя из следующих условий: шаг подачи равен 298 мм/за раз, величина формирования сгибания 29,6°/за раз и пять прессований при использовании положения с одной стороны на 1492 мм от центра стального листа (центр размера вдоль направления подачи), принятого в качестве начальной точки сгибания.
Затем, на стальном листе, подвергнутом трехточечному сгибанию в центре, было проведено трехточечное сгибание (всего 11 сгибаний), а зазор на стыке обоих концов стального листа установлен равным 125 мм, и он был сварен, чтобы получить стальную трубу, имеющую внешний диаметр 1219 мм, и проведено исследование качества полученной стальной трубы и напряжения, действующего на опору пуансона, предназначенную для поддерживания головки пуансона. Результаты приведены в таблице 1 вместе с результатами для случая выполнения сгибания с использованием головки 2а пуансона, у которой рабочая поверхность выполнена из одной дуги окружности.
Здесь, сгибание выполняли с использованием прессовой матрицы, где радиус головки задан равным 75 мм, а расстояние е (расстояние между центрами) между стержнеобразными элементами 1а и 1b равным 550 мм. Также, использовали головку пуансона, имеющую ширину 400 мм, а для ее поддерживания использовали опору пуансона, имеющую ширину (толщину) участка корпуса 100 мм, а приемного участка – 400 мм, чтобы закрепить и удержать головку пуансона на конце, как показано на фиг. 7. Тензодатчик прикреплен к торцевому участку R (начальному месту R), имеющему радиус 50 мм, выполненному на участке соединения между участком корпуса и приемным участком, чтобы с помощью датчика измерять напряжение, действующее на опору 2b пуансона.
Кроме того, форма рабочей поверхности является непрерывной дугой окружности в элементе таблице 1 при выполнении сгибания с использованием головки пуансона, имеющей рабочую поверхность, в которой основная дуга окружности и вспомогательная дуга окружности соединены друг с другом под углом 0° между касательной к основной дуге окружности и касательной к вспомогательной дуге окружности в положении на 15° от центра О рабочей поверхности головки пуансона. При выполнении сгибания с использованием головки пуансона, имеющей рабочую поверхность, в котором радиус постепенно уменьшается при удалении от центра О рабочей поверхности головки пуансона по эвольвенте, форма рабочей поверхности является эвольвентой. В случае эвольвенты радиус основной дуги окружности означает значение радиуса в центре О рабочей поверхности (то есть максимальное значение радиуса), а радиус вспомогательной дуги окружности означает положение, которое удалено от центра О рабочей поверхности на 1/2 величины θi формирования сгибания: 29,6°, то есть минимальное значение радиуса диапазона, вносящего основной вклад в сгибание, соответственно. Более того, форма рабочей поверхности является разрывной дугой окружности при выполнении сгибания с использованием головки пуансона, имеющей рабочую поверхность, в которой основная дуга окружности и вспомогательная дуга окружности соединены друг с другом с разницей углов между касательной к основной дуге окружности и касательной к вспомогательной дуге окружности в положении на 15° от центра О рабочей поверхности головки 2а пуансона, равной 6°.
Также, в таблице 1 в отношении напряжения, действующего на опору пуансона, к напряжению предела выносливости, напряжение, действующее на опору пуансона, означает наибольшее значение при 11 сгибаниях. Тем не менее, при выполнении требуется учитывать, какая величина напряжения действует на опору пуансона относительно напряжения предела выносливости. Поэтому, в таблице 1 показаны значения, полученные путем деления напряжения, действующего на опору пуансона на размах основного допустимого напряжения при 2×106 повторах напряжения на основе "Расчёта усталостной прочности и пояснения для стальной конструкции (Hagane-Kouzou no Hirou Sekkei Shishin Dou Kaisetsu)", изданного японским обществом стального строительства, применительно к опоре пуансона, то есть отношение напряжения, действующего на опору пуансона к размаху основного допустимого напряжения.
При оценке головки пуансона случай, когда напряжение, действующее на опору пуансона ниже, чем напряжение предела выносливости, то есть случай, когда отношение напряжения, действующего на опору пуансона, к напряжению предела выносливости меньше 1, обозначен символом ⊚ (отлично), случай, когда отношение напряжения не превосходит 1,25, обозначен символом ○ (допустимо), а случай, когда отношение больше этого значения, обозначен символом × (недопустимо). Здесь, отношение напряжений, равное 1,25, при котором число повторений воздействия напряжения не меньше 1×106, является пороговым значением. В случае, когда не превышено пороговое значение, так как повторное напряжение действует 10 раз на одну трубу (по существу в последний 11-й раз получают симметричное образование, и напряжение из-за сгибания едва действует и не снижает усталостную долговечность), то можно выдержать производство 1×105 труб (что эквивалентно 1219 км в случае стандартной 40-футовой длины), и на практике проблем не возникает.
Кроме того, для стальной трубы в таблице 1 выполняли оценку локальной круглости. Локальную круглость измеряют, например, с использованием измерительного прибора 4 с круговой шкалой, имеющего пару ножек 4а и 4b, при этом расстояние между ножками равно D, как показано на фиг. 8(а), концы 4с, 4d ножек 4а, 4b контактируют с внешней поверхностью результирующей стальной трубы, и одновременно внешней поверхности стальной трубы касается датчик (не показан), расположенный на конце штыря 4е, и считывают радиальное смещение от мнимой идеальной окружности, выступающей в качестве целевой формы стальной трубы. Это значит, что чем меньше значение, тем ближе окружность к идеальной окружности. В этом варианте осуществления оно является показателем оценки изменения формы между участком, который контактирует с головкой пуансона и прессовой матрицей, и участком, который не контактирует с головкой пуансона и прессовой матрицей. Здесь, для измерения локальной круглости вдоль окружности внешней поверхности стальной трубы и получения максимального значения измеренной локальной круглости использовали измерительный прибор с круговой шкалой с расстоянием D между ножками, равным 150 мм, как показано на фиг. 8(b). В таблице 1 случай, когда значение не превосходит допуск 2,0 мм API-2B стандарта API, являющегося типовым стандартом для стальной трубы, обозначен символом ⊚ (отлично), случай, когда значение не превосходит допуск 3,2 мм API-5L, обозначен символом ○ (хорошо), а случай, когда значение превосходит этот допуск, обозначен символом × (недопустимо).
Таблица 1
|
Как видно из таблицы 1, в пуансонах №№ A-H, пригодных для настоящего изобретения, отношение напряжения, действующего на опору пуансона во время сгибания, не превосходит 1,25, и не наблюдается деформации и повреждения пуансона. Кроме того, подтверждается, что локальная круглость стальной трубы, полученной с помощью пуансонов №№ A-H, не превосходит 2,3 мм и удовлетворяет требованиям стандарта API.
В частности, в случае, когда рабочая поверхность головки пуансона образована непрерывными дугами окружности (№№ A, B, C, E и F), локальная круглость стальной трубы не превосходит 2,0 мм и удовлетворяет строгому стандарту 2B в стандарте API, и ясно, что без добавления дополнительных процессов можно получить стальную трубу высокого качества.
При применении непрерывной дуги окружности для рабочей поверхности головки пуансона в пуансоне № А, имеющем наименьший радиус вспомогательной дуги окружности, отношение напряжения в соединительном участке является наименьшим и равно 0,87, и установлено, что это на постоянной основе применимо для такой опоры пуансона.
В отличие от этого, в пуансоне № I, в котором отношение (ni/δ) рабочей ширины (ni) области, вносящей основной вклад в сгибание, к шагу подачи (δ) листового материала равно 0,90, даже в случае неравномерной дуги окружности отношение напряжения, действующего на опору пуансона, является большим, равным 1,30, и имеется риск деформации и повреждения пуансона.
Более того, при сгибании с использованием пуансона, имеющего головку пуансона с рабочей поверхностью из одной дуги окружности, в случае применения пуансона № J, имеющего рабочую поверхность радиуса 480 мм, отношение напряжения, действующего на опору пуансона, увеличивается, и имеется риск деформации или повреждения пуансона. В то же время, в случае применения пуансонов №№ K и L, имеющих рабочую поверхность с радиусом 455 мм или 420 мм, установлено, что имеет место тенденция ухудшения локальной круглости стальной трубы.
В соответствии с настоящим изобретением, можно предложить пуансон для гибочного прессования, в котором негативное влияние деформации и повреждения пуансона из-за возникновения избыточного изгибающего момента подавляется, чтобы стабильно и эффективно получать стальную трубу, обладающую хорошей круглостью, в течение длительного периода времени.
Описание ссылочных позиций
1, 101 прессовая матрица
1a, 101a стержнеобразный элемент
1b, 101b стержнеобразный элемент
2, 102 пуансон
2a, 102a головка пуансона
2b, 102b опора пуансона
3, 103 валок
4 измерительный прибор с круговой шкалой
4a ножка
4b ножка
4c конец ножки
4d конец ножки
4e штырь
S листовой материал
е расстояние
K1 основная дуга окружности
K2 вспомогательная дуга окружности
r1 радиус
r2 радиус
О центр рабочей поверхности
q ось прессования
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Способ изготовления стальной трубы
Способ получения сварной стальной трубы
Контроллер коррекции смещения и способ управления коррекцией смещения в агрегате непрерывной сварки прихваточным швом
Гибочный пресс, способ прессовой гибки, устройство для производства стальных труб и способ производства стальных труб
Способ формовки стальной трубы и способ производства стальной трубы
Способ производства стальной трубы
Способ и устройство для формовки стальной трубы посредством трехточечной прессовой гибки
Способ сварки прихваточными швами при производстве сварной стальной трубы большого диаметра
Способ производства стальной трубы и прессующий штамп, используемый при данном способе
Трубный экспандер

