Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ
Вид РИД
Изобретение
Область техники
Изобретение относится к способу изготовления толстостенной стальной трубы большого диаметра, используемой в трубопроводах и т.п.
Уровень техники
Стальные трубы, изготовленные по технологии UOE, широко используются в качестве толстостенных стальных труб большого диаметра для трубопроводов. Такие стальные трубы изготавливаются посредством гибки стального листа, имеющего заданные ширину, длину и толщину, сначала до U-образной формы, а затем до О-образной формы, с последующей сваркой шва для получения стальной трубы и экспандированием трубы для увеличения ее диаметра и улучшения округлости. Указанный выше способ изготовления стальной трубы требует приложения значительной силы давления на этапах обработки давлением стального листа до U-образной и О-образной форм, что связано с необходимостью использования крупногабаритного прессового оборудования.
Разработан способ изготовления толстостенных стальных труб большого диаметра с уменьшенной силой давления. Например, известен способ гибки концевого участка по ширине стального листа (гибка краев) и многократного выполнения трехточечной гибки для профилирования стального листа до по существу цилиндрической формы, сварки шва для образования стальной трубы и введения трубного экспандера внутрь стальной трубы для выполнения экспандирования. Трубный экспандер снабжен множеством сегментов, выполненных в виде отдельных дуговых сегментов с криволинейной поверхностью, которые оказывают воздействие на стальную трубу для улучшения точности круглой формы посредством прижатия криволинейной поверхности к внутренней стороне стальной трубы, увеличивая размер трубы (экспандирование трубы).
При изготовлении стальной трубы вышеуказанным способом с увеличением количества трехточечных гибок повышается цилиндричность готовой стальной трубы, но вместе с тем требуется длительное время для изготовления такой трубы, что снижает производительность. И, наоборот, если количество трехточечных гибок уменьшается, производительность повышается, но ухудшается точность соответствия стальной трубы правильной круглой форме. Фактически, для изготовления стальной трубы требуется определять количество трехточечных гибок в зависимости от размера стальной трубы.
Например, опытным путем установлено, что для изготовления стальной трубы диаметром 1200 мм требуются 50-60 трехточечных гибок.
С другой стороны, исследуется возможность уменьшения количества гибок стальной трубы и получение при этом правильной круглой ее формы. Например, в документе JP 2005324255 А раскрыт способ, согласно которому стальная труба подвергается 4 гибкам в штампе, после чего выполняются сварные швы для образования стальной трубы, и затем нагретая стальная труба подвергается горячей прокатке для получения требуемой формы.
Однако в известном способе требуется нагрев стальной трубы, поэтому необходимо использовать нагревательное устройство, что увеличивает производственные расходы. Кроме того, в результате нагрева стальной трубы ухудшаются ее прочность, ударная вязкость, свариваемость и т.п., приобретаемые заготовкой стальной трубы вследствие ускоренного охлаждения и т.п.
Раскрытие изобретения
Изобретение разработано с учетом вышеуказанных проблем и направлено на создание способа изготовления стальной трубы большого диаметра посредством многократной трехточечной гибки, не требующего нагрева при изготовлении трубы и обеспечивающего при этом правильную круглую форму даже с уменьшенным количеством трехточечных гибок.
При изготовлении стальной трубы количество трехточечных гибок или межцентровое расстояние между элементами штампа (шаг подачи стального листа) обычно устанавливают таким образом, чтобы не создавать промежутка в деформируемой области, которая образуется в процессе гибки, для улучшения точности круглой формы стальной трубы. В связи с этим при снижении количества трехточечных гибок для уменьшения времени изготовления стальной трубы межцентровое расстояние между элементами штампа увеличивается, и, следовательно, деформируемая область, изогнутая посредством трехточечной гибки, будет дугообразной, в то время как недеформированная область будет плоской, поэтому точность круглой формы готовой стальной трубы будет невысока.
В связи с этим было обращено внимание на величину деформации стальной трубы при ее экспандировании и проведены дополнительные исследования способа для улучшения точности круглой формы стальной трубы, изготавливаемой многократной трехточечной гибкой. В результате было установлено, что при экспандировании трубы существует тенденция к тому, что величина деформации (величина экспандирования) становится большой в местах контакта сегментов вставленного трубного экспандера с внутренней поверхностью стальной трубы, в то время как величина деформации в местах трубы, которые не контактируют с сегментами экспандера, оказывается маленькой.
На основании вышеизложенного было сделано предположение, что при экспандировании сваренной стальной трубы после трехточечной гибки недеформированная область, остающаяся в плоском состоянии, приобретает дугообразную форму вследствие прижатия сегмента экспандера к этой недеформированной области в процессе экспандирования трубы и образует непрерывную дугу окружности совместно с ранее деформированной посредством трехточечной гибки областью, обеспечивая получение правильной круглой формы стальной трубы, что в конечном итоге ведет к достижению цели изобретения. Стальная труба после сварки и до экспандирования в дальнейшем называется «неэкспандированной трубой».
Таким образом, изобретение относится к способу изготовления стальной трубы, согласно которому стальному листу, подвергнутому загибу его краев, придают цилиндрическую форму посредством многократной трехточечной гибки по ширине листа, соединяют края листа сварным швом с образованием неэкспандированной трубы и вставляют внутрь неэкспандированной трубы трубный экспандер с множеством сегментов для экспандирования этой трубы. Согласно изобретению при экспандировании трубы сегменты экспандера прижимают ко всем областям, недеформированным в процессе трехточечной гибки.
При этом количество трехточечных гибок равно aN-1, где а является целым числом 1, 2 и т.д., а N - количество сегментов экспандера.
При изготовлении толстостенной трубы большого диаметра таким способом количество трехточечных гибок может быть уменьшено без необходимости нагрева стальной трубы, что позволяет изготавливать стальные трубы правильной круглой формы с высокой производительностью без ухудшения таких свойств стального листа, как прочность, ударная вязкость, свариваемость и т.п.
Краткое описание чертежей
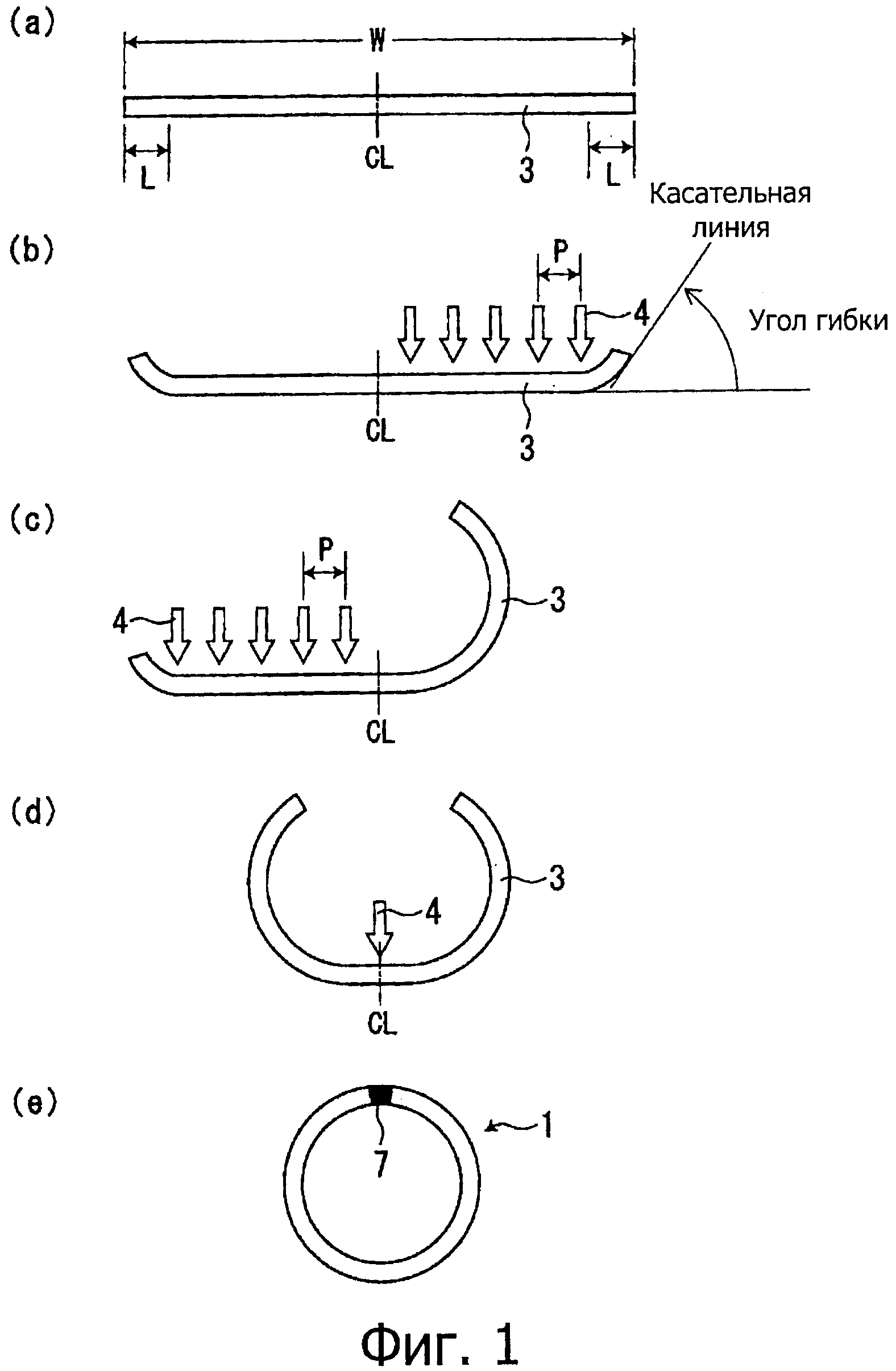
На фиг. 1 показан процесс изготовления неэкспандированной трубы в соответствии с изобретением;
на фиг. 2 схематично проиллюстрирован способ трехточечной гибки;
на фиг. 3 - стальная труба А (пример по изобретению), образованная экспандированием неэкспандированной трубы, имеющей 12 недеформированных областей, образованных 11 трехточечными гибками, посредством 12 сегментов экспандера;
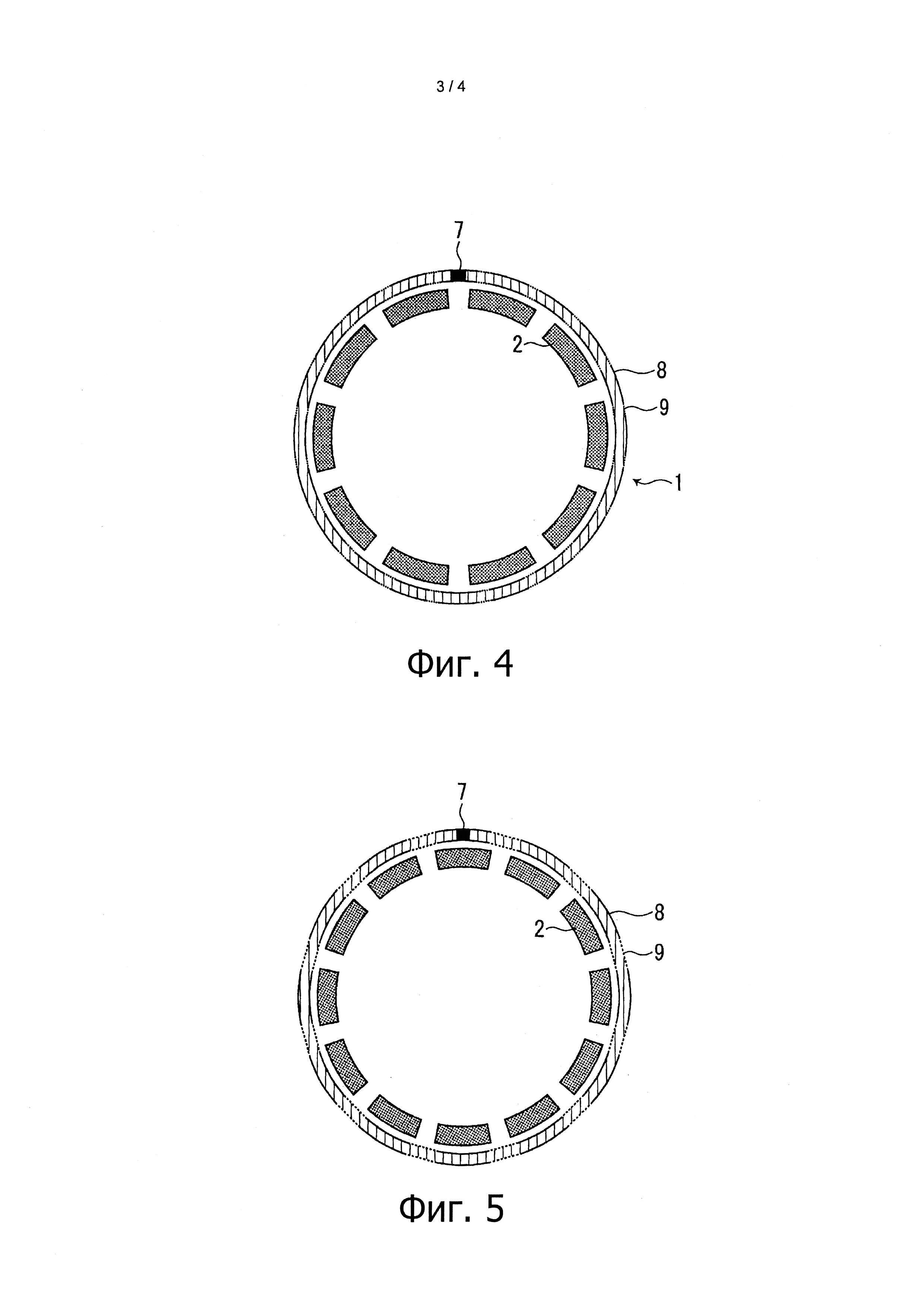
на фиг. 4 - стальная труба В (пример по изобретению), образованная экспандированием неэкспандированной трубы, имеющей 20 недеформированных областей, образованных 19 трехточечными гибками, посредством 10 сегментов экспандера;
на фиг. 5 - стальная труба D (сравнительный пример) экспандирования неэкспандированной трубы, имеющей 12 недеформированных областей, образованных 11 трехточечными гибками, посредством 12 сегментов экспандера;
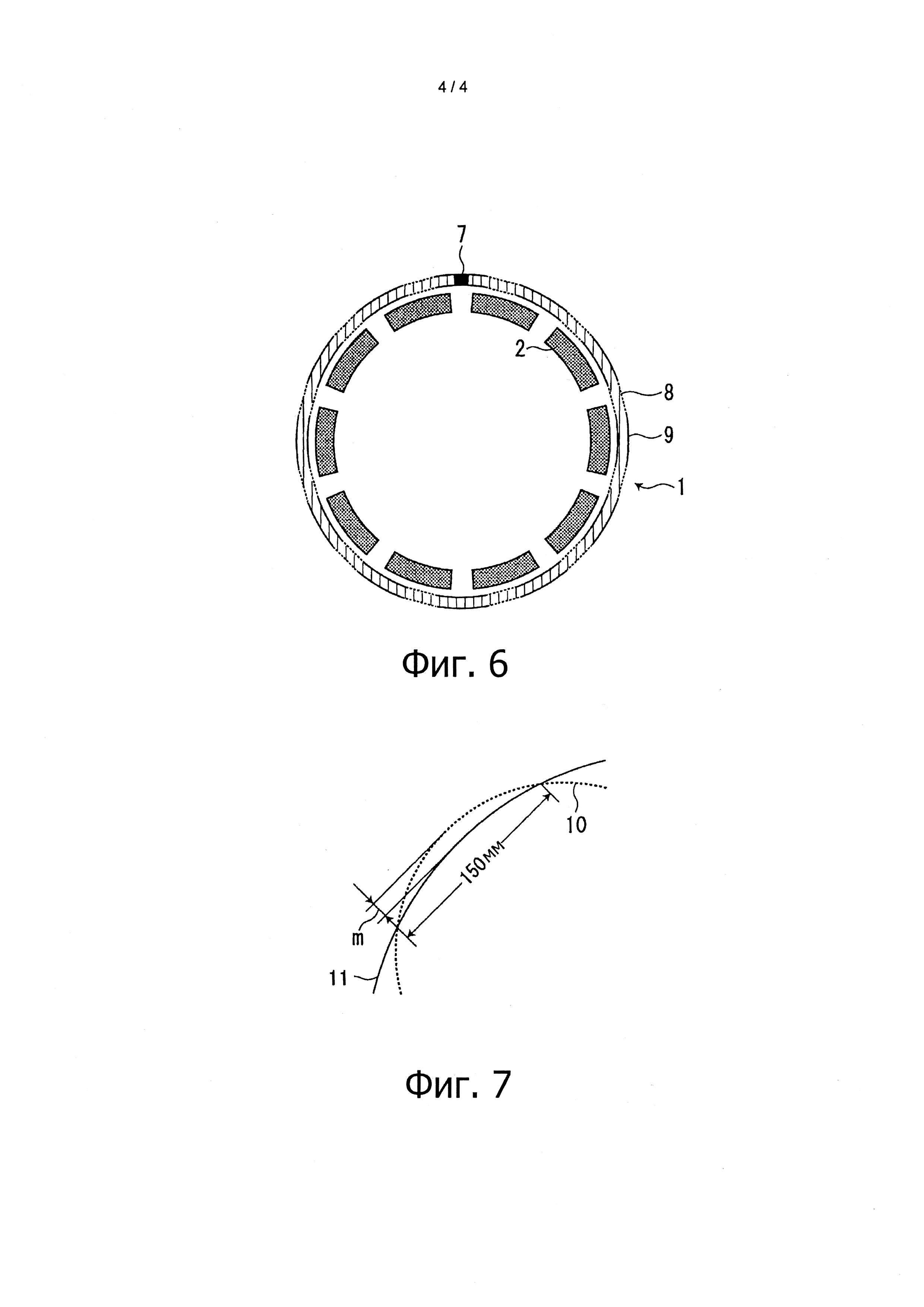
на фиг. 6 - стальная труба G (сравнительный пример) экспандирования неэкспандированной трубы посредством 10 сегментов экспандера, после ее получения посредством 11 трехточечных гибок;
на фиг. 7 - разница m.
Осуществление изобретения
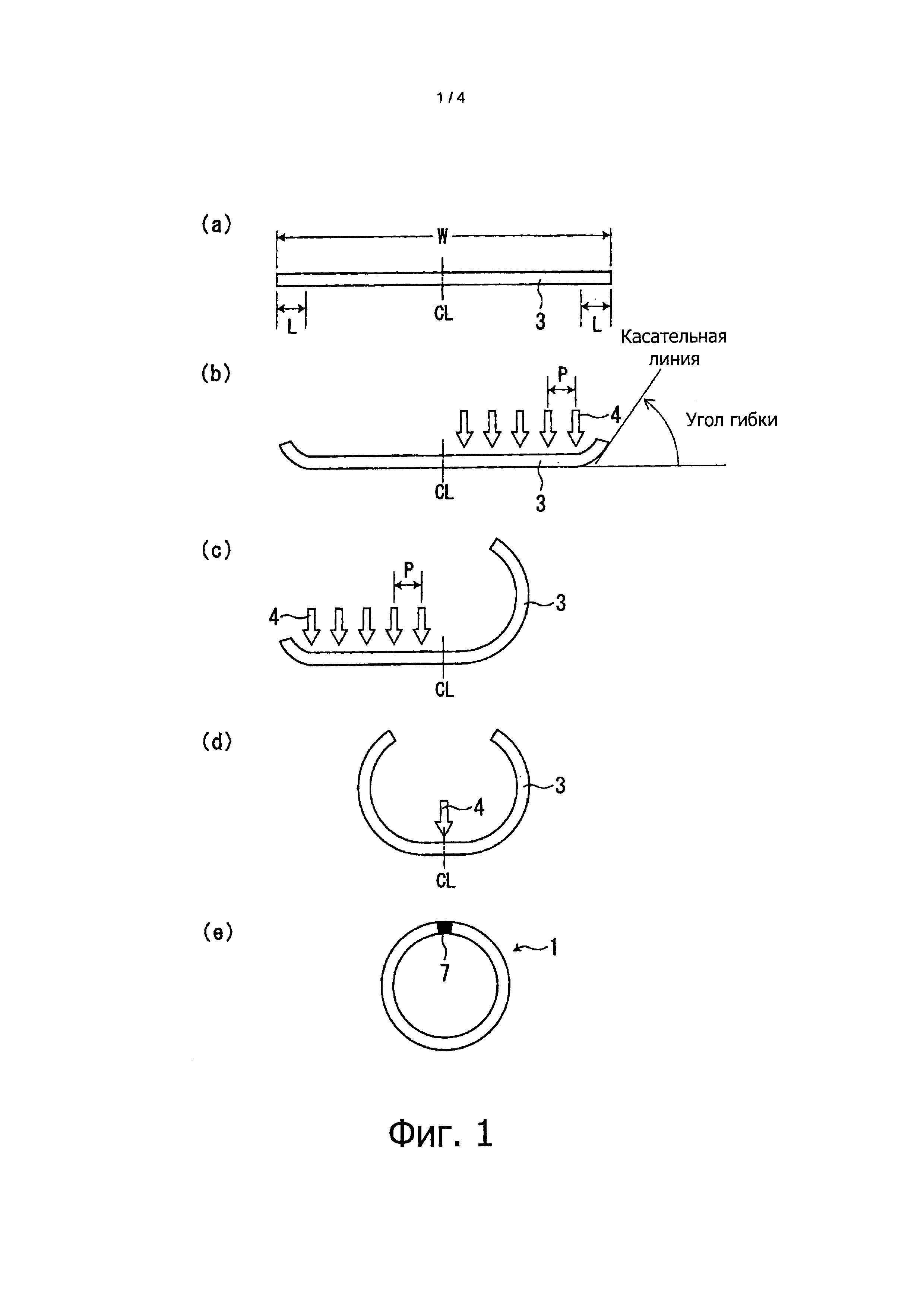
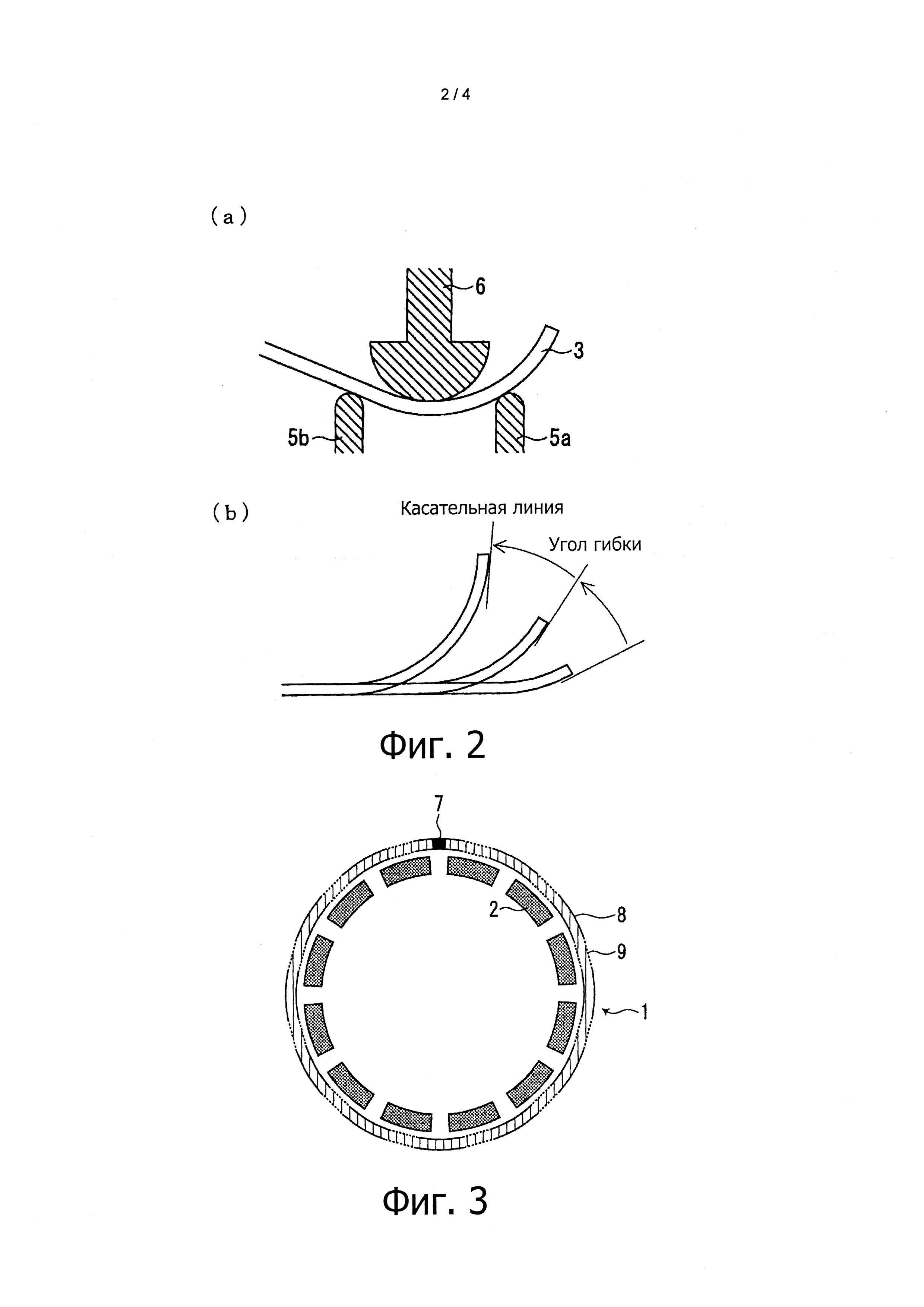
После гибки обоих концевых участков (размером L) в направлении ширины стального листа 3, имеющего ширину W, как показано на фиг. 1(a), для образования изогнутых участков (далее именуется как «гибка краев») одна половина листа, который по ширине делится пополам центральной линией CL, как показано на фиг. 1(b), многократно подвергается трехточечной гибке 4 с одного конца стального листа 3 в направлении по ширине листа к центру (при условии, что участок у центральной линии CL в направлении ширины остается неприжатым), в результате чего одна половина стального листа 3 приобретает, по существу, полукруглую форму. При выполнении трехточечной гибки стальной лист 3 помещается на две нижние части 5а, 5b штампа, расположенные на заданном расстоянии, а дугообразная криволинейная поверхность верхнего формообразующего инструмента 6 прижимается к стальному листу 3 для выполнения гибки. Расстояние между положениями прикладывания давления верхнего формообразующего инструмента во время трехточечной гибки 4 (которое далее может именоваться как «шаг Р подачи») является равным расстоянием. Однако трехточечная гибка не может использоваться при гибке краев, поскольку концевой участок стального листа 3 не касается одного из нижних элементов штампа. С этой целью гибка краев обычно выполняется с помощью пары элементов штампа, верхнего и нижнего.
Как показано на фиг. 1(c), оставшаяся половина стального листа в направлении ширины от центральной линии CL многократно подвергается трехточечной гибке 4 на равных расстояниях (при условии, что участок у центральной линии CL в направлении ширины остается неприжатым), в результате чего другая половина стального листа 3 приобретает, по существу, полукруглую форму. И, наконец, как показано на фиг. 1(d), оба концевых участка по ширине стального листа 3 стыкуются посредством выполнения трехточечной гибки 4 на месте расположения центральной линии CL по ширине листа, и затем выполняется сварной шов для образования неэкспандированной трубы 1, как показано на фиг. 1(e).
В изготовленной таким способом неэкспандированной трубе 1 имеются дугообразные деформированные области 8 (участки, показанные на фиг. 3 сплошной линией) и плоские недеформированные области 9 (участки, показанные на фиг. 3 пунктиром). Деформированная область 8 является местом, подверженным деформации в результате ряда операций трехточечной гибки, как показано на фиг. 1 (или местом, которое подвергалось деформации в результате прикладывания давления с помощью дугообразной криволинейной поверхности верхнего формообразующего инструмента 6), а недеформированная область 9 является местом, которое не подвергалось деформации во время трехточечной гибки.
Трубный экспандер, содержащий ряд сегментов, образованных в виде ряда отдельных дуг с криволинейной поверхностью, вставляется внутрь неэкспандированной трубы и увеличивается в размере в радиальном направлении для экспандирования неэкспандированной трубы для придания ей нужной формы. Как указано выше, неэкспандированная труба имеет дугообразные деформированные области и плоские недеформированные области, следовательно, требуется деформировать плоские недеформированные области до дугообразной формы для улучшения точности круглой формы стальной трубы. Однако, поскольку между сегментами экспандера существуют зазоры, неэкспандированная труба не может экспандироваться равномерно в окружном направлении.
В соответствии с изобретением при экспандировании трубы посредством вставления трубного экспандера с множеством сегментов внутрь неэкспандированной трубы дугообразные криволинейные поверхности сегментов экспандера оказывают давление на все недеформированные области неэкспандированной трубы. Таким образом, происходит деформация недеформированных областей и предотвращается деформация деформированных областей, которые не контактируют с сегментами экспандера, в результате чего недеформированные области могут образовывать непрерывную дугу совместно с деформированными областями, ранее деформированными до дугообразной формы, что улучшает качество круглой формы стальной трубы.
Для деформирования недеформированных областей до дугообразной формы с обеспечением правильной круглой формы, как указано выше, предпочтительно, чтобы количество недеформированных областей в неэкспандированной трубе было таким же, как и количество сегментов экспандера в трубном экспандере, вставленном внутрь неэкспандированной трубы. Другими словами, когда количество сегментов экспандера равно N, предпочтительно выполнять трехточечную гибку таким образом, чтобы недеформированные области были образованы в неэкспандированной трубе в N местах. В этом случае в зазорах между N сегментами экспандера будут расположены один сварной шов и N-1 деформированных областей. Количество операций трехточечной гибки также может составлять N-1.
Например, как показано на фиг. 3, количество недеформированных областей 9 совпадает с количеством сегментов 2 экспандера, т.е. представлен пример экспандирования неэкспандированной трубы 1 двенадцатью сегментами 2 экспандера, при этом лист был подвергнут трехточечной гибке 11 раз. Как показано на фиг. 3, количество трехточечных гибок 4, выполненных на листовой заготовке для получения двенадцати недеформированных областей 9, может соответствовать 5 трехточечным гибкам 4 одной половины листа, отделяемой центральной линией CL по ширине листа, как показано на фиг. 1(b), 5 трехточечным гибкам 4 другой половины листа, отделяемой центральной линией CL по ширине листа, как показано на фиг. 1(c), и 1 трехточечной гибке 4 на месте расположения центральной линии CL по ширине листа, как показано на фиг. 1(d) (всего 11 трехточечных гибок). Это связано с тем, что недеформированные области расположены в 12 местах между деформированными посредством трехточечной гибки областями (10 мест) и между краевым изогнутым участком и деформированной трехточечной гибкой областью (2 места). Таким образом, экспандирование трубы может выполняться посредством прижимания двенадцати сегментов экспандера ко всем соответствующим 12 недеформированным областям.
Количество недеформированных областей в неэкспандированной трубе может быть кратным количеству сегментов экспандера, вставляемого внутрь неэкспандированной трубы, например, 2-кратным, 3-кратным и т.д. На фиг. 4 показан случай, когда экспандирование трубы выполняется посредством вставления трубного экспандера с десятью сегментами 2 в неэкспандированную трубу 1, имеющую двадцать недеформированных областей, образованных посредством 19 трехточечных гибок, т.е. когда количество недеформированных областей 9 составляет 2-кратное количество сегментов 2 экспандера. В этом случае каждый сегмент экспандера может прижиматься ко всем недеформированным областям таким образом, что один сегмент экспандера будет прижиматься к двум соседним недеформированным областям. Как показано на фиг. 4, количество трехточечных гибок, необходимое для образования 2N мест недеформированных областей, соответствующее 2-кратному количеству сегментов экспандера, может равняться 2N-1.
Как указано выше, когда количество сегментов экспандера равно N, количество трехточечных гибок равно aN-1, где а - произвольное целое число, например, 1, 2 и т.п. На фиг. 3 показан примеру, где а=1, а на фиг. 4 показан пример, где а=2. Даже если а равно 3 и более, каждый сегмент экспандера прижимается к местам недеформированных областей, и все недеформированные области могут быть прижаты к сегментам экспандера.
Шаг подачи стального листа во время трехточечной гибки является постоянным, чтобы ширина недеформированной области соответствовала шагу подачи во время гибки. Шаг подачи Рр выражается следующим равенством (1), где исходное положение трехточечной гибки от центра ширины плиты составляет W0, а количество гибок равно М:

Кроме того, W0 равно (W/2-(L+Рр/2)), когда ширина листа заготовки листа рана W, а ширина краевой гибки равна L. Таким образом, равенство (1) преобразуется в Рр=(W-2L)/M. Кроме того, когда количество сегментов экспандера (количество разделений по окружности) равно N, количество мест, которые не контактируют с сегментом экспандера, равно N, и интервал недеформированной области Ра выражается следующим равенством (2):

Таким образом, для прижатия всех сегментов экспандера ко всем недеформированным областям достаточно установить количество гибок равным М и ширину краевой гибки равной L, чтобы значение Рр было таким же, как Pd, или значением, полученным посредством деления Pd на целое число. При определении Рр, учитывающем ширину недеформированной области во время трехточечной гибки, сегменты экспандера могут быть прижаты во всем диапазоне недеформированных областей, что позволяет улучшить качество круглой формы трубы.
В результате использования способа по настоящему изобретению, когда количество сегментов экспандера равно N, количество трехточечных гибок, необходимых для производства толстостенных труб большого диаметра, может быть уменьшено до aN-1, где а - целое число 1, 2 и т.п., поэтом существует возможность значительно повысить производительность производства стальных труб. Таким образом, все этапы от гибки краев стального листа и трехточечной гибки до экспандирования трубы могут выполняться с помощью холодной обработки, так чтобы стальные трубы можно изготавливать без ухудшения характеристик листовой заготовки. В частности, значительный эффект достигается при производстве толстостенных стальных труб толщиной 25,4-50,8 мм.
Примеры
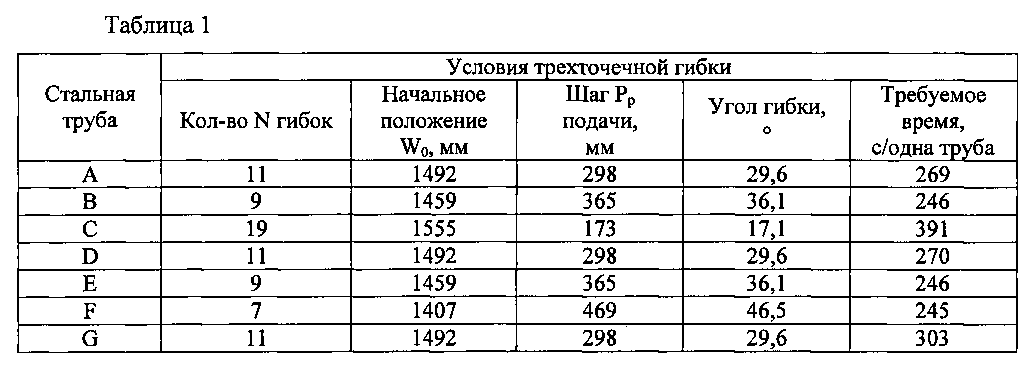
Имеются семь листовых заготовок с шириной W листа 3713 мм (толщина 25,4 мм, предел прочности на растяжение 745-757 МПа). Оба концевых участка по ширине стального листа (ширина L=215 мм) подвергаются краевой гибке с использованием элементов штампа с радиусом кривизны 380 мм для получения угла гибки (фиг. 1(b)) 16,9°. Далее стальной лист с согнутыми краями подвергается обработке до цилиндрической формы посредством трехточечной гибки верхним формообразующим инструментом, имеющим радиус кривизны 380 мм с последующим выполнением сварного шва для изготовления неэкспандированной трубы. После этого трубный экспандер с множеством сегментов, каждый из которых, предназначенный для прижатия к внутренней поверхности неэкспандированной трубы, имеет на поверхности радиус кривизны 580 мм, вставляется внутрь неэкспандированной трубы, и выполняется экспандирование трубы при относительном расширении трубы, равном 1% (100×(диаметр после экспандирования трубы - диаметр до экспандирования трубы)/(диаметр до экспандирования трубы). Условия трехточечной гибки, отличающиеся от вышеуказанных условий, и условия экспандирования трубы варьируются, как показано в таблицах 1 и 2.
Что касается стальной трубы А (пример в соответствии с изобретением), листовая заготовка формуется, по существу, до цилиндрической формы посредством 5 трехточечных гибок, начиная с положения 1492 мм от центральной линии по ширине к одной стороне с шагом подачи Рр=298 мм в направлении центральной линии по ширине и затем посредством 5 трехточечных гибок, начиная с положения 1492 мм от центральной линии по ширине к другой стороне с шагом подачи Рр=298 мм в направлении центральной линии по ширине, и, наконец, посредством 1 трехточечной гибки на месте расположения центральной линии по ширине листа (всего 11 трехточечных гибок), после чего концы стального листа по ширине свариваются друг с другом, образуя неэкспандированную трубу, имеющую 12 недеформированных областей. Угол гибки после снятия нагрузки, прикладываемой во время трехточечной гибки, (фиг. 2(b)), составляет 29,6°.
После этого трубный экспандер, снабженный расположенными по окружности 12 сегментами, вставляется внутрь неэкспандированной трубы, и сегмент экспандера прижимается к соответствующей недеформированной области, а сваренный участок располагается в зазоре между сегментами экспандера. При этом выполняется экспандирование трубы, как показано на фиг. 1, и ее изготовление. В частности, поверхность сегмента экспандера, контактирующая с внутренней поверхностью неэкспандированной трубы, является дугой в 27,7° (как и для всех случаев с количеством сегментов экспандера, равным 12) с радиусом кривизны 580 мм.
Стальная труба В (пример в соответствии с изобретением) изготовлена посредством получения неэкспандированной трубы с 10 недеформированными областями при условиях, представленных в таблице 1, путем введения в указанную трубу трубного экспандера, снабженного расположенными по окружности 10 сегментами, и прижатия сегментов экспандера к соответствующим недеформированным областям, а также смещения сваренного участка неэкспандированной трубы в зазор между сегментами экспандера для выполнения экспандирования трубы, как и стальной трубы А. В частности, угол раскрытия (угол дуги окружности) дуги сегмента экспандера, контактирующей с внутренней поверхностью неэкспандированной трубы и имеющей радиус кривизны 580 мм равен 33,4° (как и для всех случаев с количеством сегментов экспандера, равным 10).
Стальная труба С (пример в соответствии с изобретением) изготовлена посредством выполнения 19 трехточечных гибок для изготовления неэкспандированной трубы, имеющей 20 недеформированных областей, как показано в таблице 1, введения трубного экспандера, имеющего 10 расположенных по окружности сегментов, и прижатия одного из сегментов экспандера к двум недеформированным областям, как показано в таблице 2.
Стальная труба D (сравнительный пример) изготовлена посредством введения трубного экспандера с 12 сегментами, как в случае стальной трубы А, внутрь неэкспандированной трубы, изготавливаемой при тех же условиях, что и стальная труба А, и имеющей 12 недеформированных областей, и прижатия каждого из сегментов экспандера к деформированной области, так чтобы разместить недеформированную область в зазоре между сегментами экспандера, как показано на фиг. 5.
Стальная труба Е (сравнительный пример) изготовлена посредством введения такого же трубного экспандера с 10 сегментами, как и в случае стальной трубы В, внутрь неэкспандированной трубы при тех же условиях, как и в случае стальной трубы В, и имеющей 10 недеформированных областей, и прижатия каждого из сегментов экспандера к деформированной области для размещения недеформированной области в зазоре между сегментами экспандера, как показано на фиг. 5.
Стальная труба F (сравнительный пример) и стальная труба G (сравнительный пример) изготовлены посредством получения неэкспандированной трубы с 8 или 10 недеформированными областями, при условиях, показанных в таблице 1, введения трубного экспандера с количеством сегментов экспандера, отличающимся от количества недеформированных областей внутри неэкспандированной трубы, как показано в таблице 2, и выполнения экспандирования трубы без контакта сегмента экспандера с частью недеформированных областей. Для справки на фиг. 6 показан случай со стальной трубой G.
Применительно к полученным стальным трубам А-G измерялась правильность круглой формы трубы и производительность, а результаты представлены в таблице 2. Кроме того, правильность круглой формы оценивается посредством измерения разности m между наружной поверхностью стальной трубы 11 и воображаемой правильной окружностью 10, как показано на фиг. 7, с помощью циферблатного индикатора на расстоянии 150 мм в окружном направлении для определения отношения максимального значения mmax разницы m в каждой стальной трубе, и расчета отношения mmax каждой стальной трубы к mmax стальной трубы D (именуемого далее как «индекс разницы» (относительный)). Индекс разницы стальной трубы D равен 1,00, и когда разница m становится близка к нулю, форма стальной трубы становится близкой к правильной окружности. Другими словами, чем меньше индекс разницы, тем лучше качество круглой формы стальной трубы. Кроме того, производительность оценивалась по промежутку времени от начала первой трехточечной гибки до окончания последней трехточечной гибки.
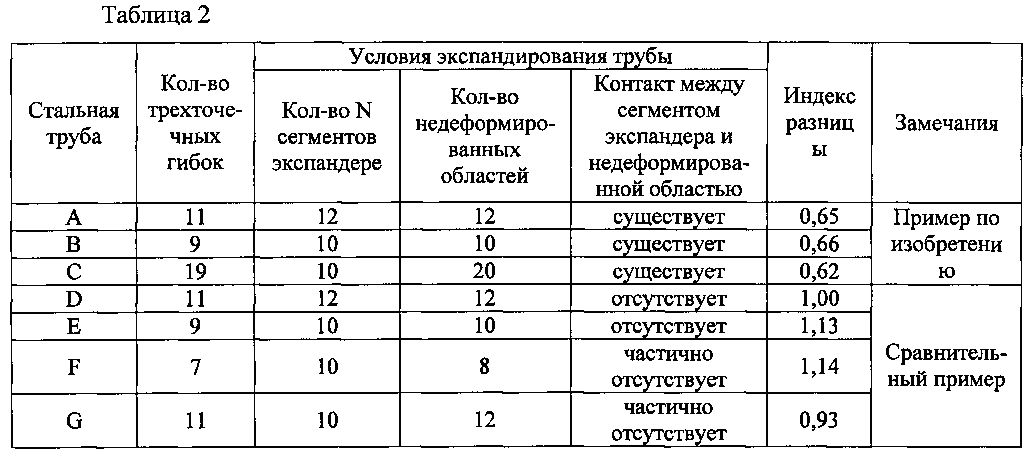
Как видно из таблицы 2, индекс разницы в стальных трубах А-С по изобретению составляет 0,62-0,66, в то время как индекс разницы в стальных трубах по примерам D-G составляет 0,93-1,14, т.е. качество круглой формы стальных труб по изобретению превышает качество круглой формы стальных труб по сравнительным примерам.
Кроме того, качество круглой формы стальных труб А и В, которые подвергались небольшому количеству трехточечных гибок, немного хуже качества круглой формы стальной трубы С, которая подвергалась большому количеству трехточечных гибок, но время гибки уменьшено не менее чем на 30%, как показано в таблице 1, откуда можно видеть, что стальные трубы, имеющие надлежащую правильную круглую форму, в соответствии с изобретением могут изготавливаться с высокой производительностью.
Способ изготовления стальных труб по изобретению не ограничивается изготовлением толстостенных стальных труб большого диаметра и может применяться ко всем способам изготовления стальных труб трехточечной гибкой.
Ссылочные номера
|
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами

