Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ
Вид РИД
Изобретение
Изобретение относится к способу изготовления металлической полосы, в котором полоса прокатывается в многоклетьевом прокатном стане, после последней прокатной клети прокатного стана выводится по направлению подачи и охлаждается в охлаждающем устройстве.
На механические характеристики стальных материалов можно влиять многообразными путями. Повышение прочности достигается добавлением определенных легирующих элементов (твердорастворное упрочнение). Кроме того, во время прокатки может быть снижена температура в чистовом прокатном стане, чтобы достигнуть более высокой плотности дислокаций (дислокационное упрочнение). Путем добавления микролегирующих элементов, например, таких как Nb, V или Ti, образуются выделившиеся фазы, которые обусловливают повышение прочности (дисперсионное упрочнение). Правда, эти механизмы имеют тот недостаток, что оказывают неблагоприятное влияние на вязкость. Напротив, мелкозернистое строение структуры (зернограничное упрочнение) оказывает позитивное влияние на характеристики прочности и в то же время вязкости. При малом размере зерен характеристики прочности и вязкости стального материала улучшаются.
Сокращение величины зерен феррита повышает прочность и описывается уравнением Холла-Петча. Согласно нему степень повышения прочности (ΔσV) пропорциональна размеру зерен (d) соответственно отношению:
ΔσV≅1/√d
Это отношение было многократно подтверждено экспериментальными исследованиями.
В принципе, сокращение диаметра ферритных зерен приводит к возрастанию предела текучести и предела прочности при растяжении. Соотношение Холла-Петча хорошо изображает результаты для промышленных нелегированных малоуглеродистых сталей (LC-сталей) и микролегированных сталей. Как правило, микролегированные стали вследствие подавления рекристаллизации имеют меньшие размеры зерен и соответственно находятся на более высоком уровне прочности, чем обычные LC-стали. Одновременно малый размер зерен оказывает позитивное влияние на вязкость. Температура перехода из пластичного в хрупкое состояние DBTT (ductile brittle transition temperature - температура вязко-хрупкого перехода) явно снижается с уменьшением размера зерен (соотношение Коттрелла-Петча).
При термомеханической прокатке (процесс термомеханического контроля – TMCP) эти эффекты сознательно используются на станах горячей прокатки и толстолистовых прокатных станах. В качестве важнейшего механизма считается динамическая рекристаллизация аустенита в ходе деформации. В минувшие годы при термомеханической прокатке постоянно совершенствовался контролируемый температурный режим во время прокатки и последующего охлаждения, и размеры ферритных зерен регулировались на меньшую величину. В общем и целом справедливо, что размер зерен от 3 до 5 мкм для обычных СMn-сталей представляет предел, который в промышленных технологиях и традиционных концепциях легирования уже больше не может быть снижен, независимо от того, насколько высокой является создаваемая деформация аустенитной фазы во время прокатки.
Правда, уравнение Холла-Петча (смотри выше) прогнозирует дополнительное измельчение зерен. Размер зерен, например, в 1 мкм приводил бы к повышению прочности на 350 МПа при одновременно улучшенной вязкости. Поэтому велика мотивация к развитию материалов, разработке новых концепций в отношении установок, процессов и технологий, и созданию высокопрочных материалов с такими размерами зерен в промышленном масштабе.
Как правило, в станах горячей прокатки и в толстолистовых прокатных станах предусматривается, что расстояние между последней прокатной клетью и участком охлаждения составляет более 12 м. В этой области обычно смонтированы устройства для измерения температуры, толщины, профиля и плоскостности. Тем самым именно при медленно прокатываемых полосах время до достижения охлаждения может составлять свыше 12 секунд (при скорости перемещения полосы 1 м/сек). Однако это оказывает неблагоприятное влияние на размер зерен структуры внутри полосы и тем самым на достигаемые механические свойства, поскольку после деформации это ведет к рекристаллизации и процессам упругого восстановления.
Неблагоприятным обстоятельством является то, что после прокатки полосы или листа это обусловливает четко выраженный рост зерен в структуре, который накладывается на процессы рекристаллизации и восстановления. Рост зерен ведет к ухудшению механических характеристик.
Дополнительный аспект относится к плоскостности полосы или листа. Чем ниже температура после охлаждения на участке охлаждения и чем толще полоса или лист, тем более важным становится количество воды, наносимой на верхнюю и нижнюю стороны полосы. Когда соотношение количеств воды между верхней и нижней сторонами не является оптимальным, полоса или лист становятся неплоскими и, соответственно, неровными. В этом случае требуется трудоемкая дополнительная обработка или дополнительное улучшение.
Поэтому в основу изобретения положена задача создания соответствующего данному типу способа, который обеспечивает возможность лучшего регулирования механических свойств, а также фазового состава металлического материала, в частности стали, в частности, в стане горячей прокатки и толстолистовом прокатном стане. Кроме того, должна быть по возможности высокой степень плоскостности изготовленных полосы или листа.
Решение этой задачи изобретением характеризуется тем, что полоса или лист непосредственно после прохода через рабочие валки последней прокатной клети подвергается дополнительному быстрому охлаждению, причем охлаждение полосы или листа, по меньшей мере частично, выполняется еще внутри протяженности последней прокатной клети по направлению подачи, причем быстрое охлаждение производится тем, что охлаждающая среда наносится на полосу или лист сверху и снизу, причем объемный расход (то есть количества среды или, соответственно, воды за единицу времени) подаваемой на полосу или лист снизу охлаждающей среды составляет по меньшей мере 120% от объемного расхода охлаждающей среды, наносимой на полосу или лист сверху.
Объемный расход подаваемой на полосу или лист снизу охлаждающей среды предпочтительно составляет по меньшей мере 150% от объемного расхода охлаждающей среды, наносимой на полосу или лист сверху. С другой стороны, объемный расход подаваемой на полосу или лист снизу охлаждающей среды предпочтительно составляет самое большее 400% от объемного расхода наносимой на полосу или лист сверху охлаждающей среды. Оказалось, что при величинах свыше 400% может возникать искривление кромок полосы с прогибом вниз.
При быстром охлаждении полосы или листа охлаждающая среда предпочтительно наносится в таком количестве (и по обстоятельствам под таким давлением), что охлаждение полосы или листа на их поверхностях производится с градиентом по меньшей мере 500 К/сек, предпочтительно с градиентом по меньшей мере 750 К/сек, в особенности предпочтительно с градиентом по меньшей мере 1000 К/сек.
Полоса или лист предпочтительно изготавливаются таким образом, что сначала в установке непрерывной разливки отливается сляб, который затем в печи, в частности в печи с роликовым подом, нагревается до заданной температуры и непосредственно после этого подвергается прокатке в прокатной клети, действующей в качестве стана чистовой прокатки, с обжатием до толщины готовой полосы.
В качестве полосы или листа предпочтительно изготавливается стальная полоса или стальной лист. При этом полоса представляет собой стальную полосу, к которой добавлены легирующие компоненты.
Прокатный стан предпочтительно представляет собой стан горячей прокатки.
Устройство быстрого охлаждения предпочтительно является протяженным от внутреннего пространства последней прокатной клети в направлении подачи (то есть по направлению прокатки) на расстояние между 2 м и 15 м, предпочтительно между 6 м и 10 м. Между тем, охлаждающее устройство начинается за последней прокатной клетью прокатного стана в направлении подачи предпочтительно на расстояние свыше 10 м.
Таким образом, соответственно изобретению предлагается технологический способ, который влияет на зернистую структуру и регулирует ферритные зерна на возможно меньший размер. В последней клети стана чистовой прокатки предусматривается быстрое охлаждение. Тем самым становится минимальным время между проходом через последний межвалковый зазор и охлаждением полосы или листа. Быстрое охлаждение предпочтительно рассчитывается таким образом, что возможны скорости охлаждения свыше 1000 К/сек на поверхности. Вода предпочтительно наносится в таких количествах, что достигается оптимальная плоскостность. По направлению прокатки и, соответственно, подачи после устройства быстрого охлаждения размещены измерительные приборы (для толщины полосы и, соответственно, для ее температуры). В заключение производятся (традиционное) ламинарное охлаждение и затем намотка в рулон.
Настоящее изобретение обеспечивает возможность улучшенного изготовления полос и листов, в частности, из металлических материалов (прежде всего из стальных и железных сплавов) в станах горячей прокатки и толстолистовых прокатных станах.
Полученная зернистая структура является результатом протекающих в материале процессов рекристаллизации и восстановления во время деформации. Рост зерен в особенности происходит после последнего прохода через валки в стане горячей прокатки или в клети толстолистового прокатного стана и может быть прекращен или, соответственно, уменьшен по возможности посредством охлаждения полосы на раннем этапе.
Таким образом, областями применения настоящего изобретения в общем являются прокатные станы, станы горячей прокатки и толстолистовые прокатные станы, для изготовления полос и листов из стальных и железных сплавов. Предлагаемый способ может быть использован везде там, где в производственном процессе материалы должны охлаждаться, в частности в стане горячей прокатки и толстолистовом прокатном стане с соответствующими в каждом случае агрегатами.
Предпочтительно обеспечивается возможность лучшего регулирования механических характеристик, а также фазового состава стали, в частности, в стане горячей прокатки и толстолистовом прокатном стане. При оптимальном распределении количеств воды на верхней стороне и нижней стороне достигается хорошая плоскостность.
Преимуществом является достигаемый соответствующим изобретению способом незначительный размер зерен структуры при улучшенной плоскостности.
Настоящее изобретение решает данную задачу посредством устройства, в котором непосредственно за последней прокатной клетью следует устройство быстрого охлаждения. Посредством быстрого охлаждения достигаются очень высокие скорости охлаждения и малый размер зерен.
В отношении аспектов плоскостности следует обратить внимание на то, что вода наносится на верхнюю и нижнюю стороны полосы или листа в таких количествах, чтобы получались плоские полоса или лист. Обычно соотношение количеств воды между верхней и нижней сторонами варьирует от 1:1 до 1:1,15. Это значит, что количества воды на верхней и нижней стороне равны или же на нижнюю сторону подается поток с объемным расходом, увеличенным до 15% сравнительно с верхней стороной.
Между тем, согласно настоящему изобретению установлено, что это соотношение является неблагоприятным для регулирования хорошей плоскостности. Получаются волнистые кромки, так что края полосы уже не укладываются на рольганг. Это предотвращается настоящим изобретением, и высокая степень плоскостности достигается, когда соотношение количеств воды находится в диапазоне между 1:1,2 и 1:4, то есть на нижнюю сторону наносится объемный расход, составляющий по меньшей мере от 120% и вплоть до 400%, чем это характерно для верхней стороны полосы.
При изготовлении горячей полосы сначала в установке непрерывной разливки отливается сляб, затем нагревается до желательной температуры печи в печи с роликовым подом и непосредственно после этого подвергается прокатке в стане чистовой прокатки (прокатном стане) с обжатием до толщины готовой полосы (горячая загрузка). Сляб также может быть нагрет в печи после длительного хранения и затем подвергнут дополнительной обработке в прокатном стане (холодная загрузка). При этом необходимая температура печи по существу зависит от конечной толщины при прокатке и ширины полосы, а также от материала полосы.
Таким образом, тем самым получаются предпочтительно улучшенные механические свойства изготовленной полосы и, соответственно, листа, в частности с более высокой прочностью. Более высокая прочность достигается согласно уравнению Холла-Петча в результате сокращения размеров зерен.
Кроме того, достигается также высокая вязкость материала. Высокая вязкость получается согласно уравнению Коттрелла-Петча в результате сокращения размера зерен. Это может быть измерено в форме снижения температуры перехода из пластичного в хрупкое состояние DBTT (температуры вязкохрупкого перехода), или по высокому значению в испытании на ударный изгиб надрезанного образца.
Сообразно изменению механических характеристик также могут быть сэкономлены расходы на легирующие элементы. Первые испытания показали, что могут быть сэкономлены значительные затраты.
Быстрое охлаждение представляет собой эффективное средство, чтобы улучшить механические свойства путем регулирования зерен на более мелкий размер. Правда, проявляется неблагоприятное влияние на плоскостность полосы или листа вследствие больших количеств воды, которые необходимы для установления высокой скорости охлаждения. Ввиду этого особенное значение приобретает оптимизация подачи между верхней и нижней сторонами. Когда количества воды наносятся в равном соотношении, вследствие термических напряжений это приводит к искривлению полосы или листа таким образом, что кромки полосы или листа приподнимаются над рольгангом. Однако, когда количества воды согласованы так, что на верхней и нижней сторонах полосы/листа создаются одинаковые температуры, достигается оптимальная плоскостность, и кромки полосы/листа укладываются на рольганг так же ровно, как середина полосы. Конечно, для этого необходимо, чтобы количества воды на нижней стороне были увеличенными.
Оказалось, что особенно хорошая плоскостность достигается при увеличении количеств воды на нижней стороне до значения, по меньшей мере в 1,2 раза большего, чем на верхней стороне. Правда, значение для нижней стороны, которое превышает четырехкратное количество для верхней стороны, ведет к обратному результату. В этом случае полоса или лист выгибаются вверх в срединной части. Этот эффект также является очень неблагоприятным, поскольку полоса или лист не могут быть подвергнуты дальнейшей обработке.
В конечном итоге, оптимальная плоскостность получается благодаря предусмотренному согласно изобретению соотношению количеств воды между объемным расходом на верхней стороне и нижней стороне полосы и, соответственно, листа.
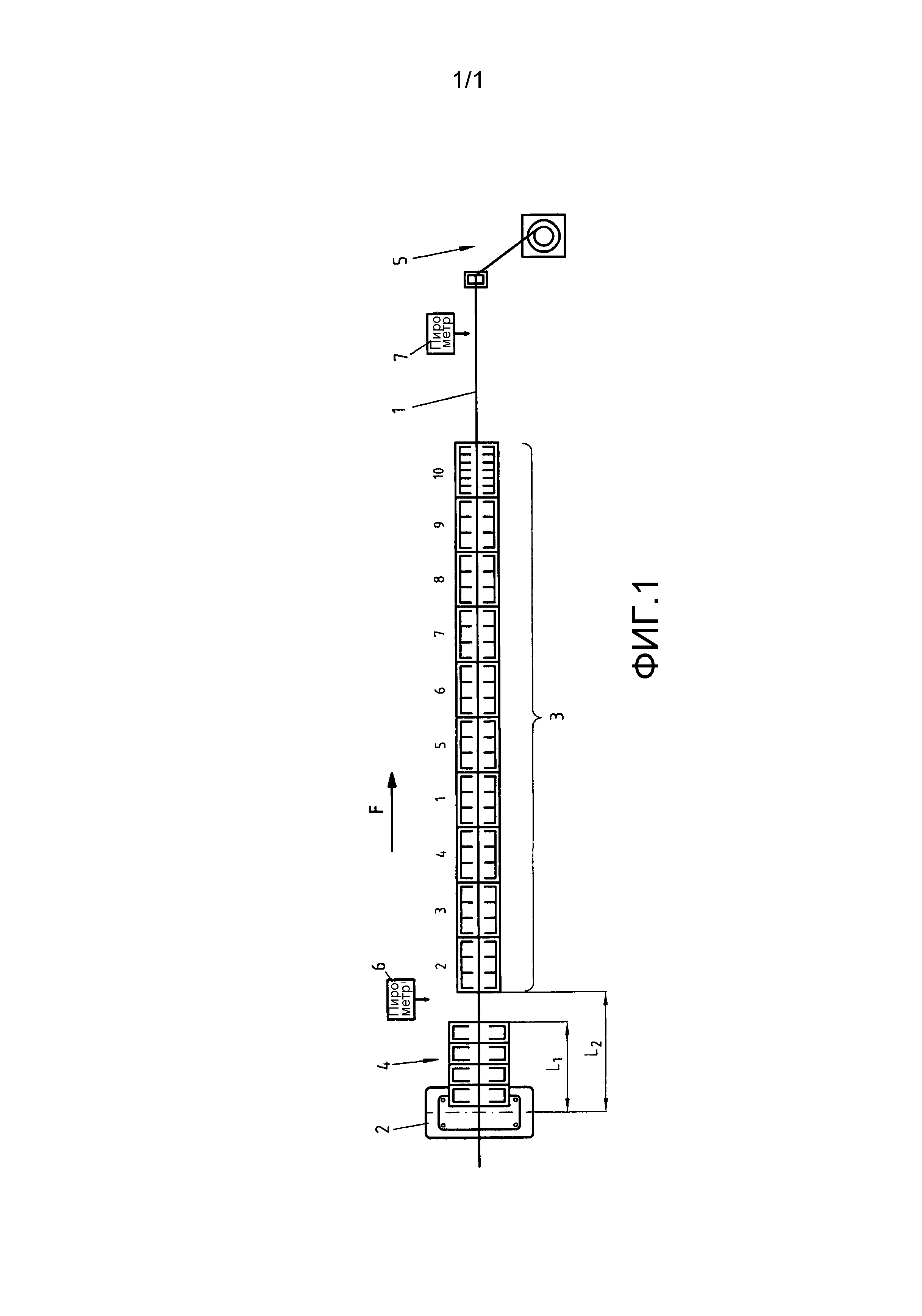
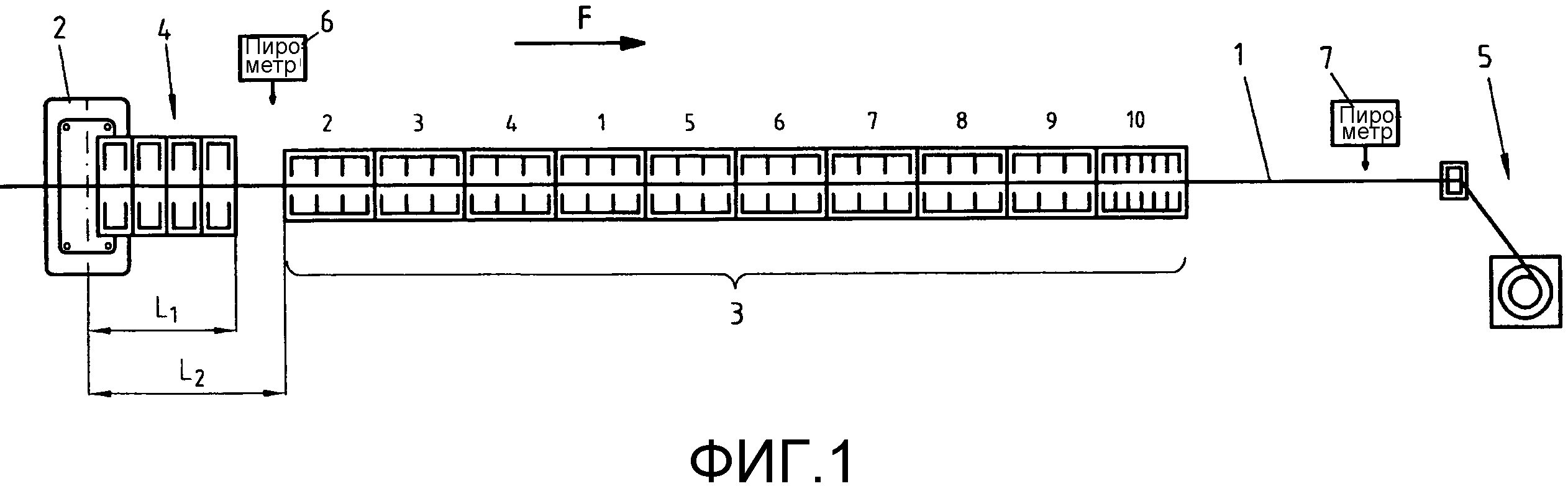
На фиг. 1 представлен пример осуществления изобретения, где схематически показана последняя прокатная клеть стана чистовой прокатки для изготовления стальной полосы и последующее ламинарное охлаждение вместе с намоточной установкой.
На Фиг. 1 показана прокатная клеть 2 стана чистовой прокатки. Полоса 1 прокатывается в стане чистовой прокатки и выходит из последней прокатной клети 2 в направлении F подачи. Непосредственно после межвалкового зазора или, соответственно, уже в межвалковом зазоре последней прокатной клети 2 полоса 1 охлаждается, для чего предусматривается устройство 4 быстрого охлаждения, которое по своему назначению соответствует классической конструкции. Охлаждающая среда (вода) распыляется на верхнюю и нижнюю стороны полосы 1.
Позади устройства 4 быстрого охлаждения следует классическое охлаждающее устройство 3 в форме ламинарного охлаждения. В примере выполнения охлаждающее устройство 3 подразделено на 10 секций.
Кроме того, следует упомянуть, что длина L1 устройства 4 быстрого охлаждения в примере исполнения составляет около 9 м от середины прокатной клети 2; быстрое охлаждение начинается, как описывается, непосредственно после межвалкового зазора или, соответственно, в межвалковом зазоре последней прокатной клети 2.
Между тем, расстояние L2 до охлаждающего устройства 3, то есть до его начала, в примере выполнения составляет около 14 м от середины прокатной клети 2.
После охлаждающего устройства 3 находится намоточное устройство 5 для намотки готовой полосы.
Элементы 6 и 7 измерения температуры (пирометры) определяют данную температуру в соответствующем месте для обеспечения возможности контроля за ходом процесса.
Достигается то, что одновременно повышаются прочность и относительное удлинение полосы (соответственно, листа), что обусловливается малым размером зерен, который достигается применением предлагаемого способа. После прокатки полосы в стане горячей прокатки непосредственно после рекристаллизации происходит рост зерен. Это может быть предотвращено, когда температура полосы по возможности быстро снижается после прокатки до диапазона, в котором рост зерен больше не происходит. Таким образом, полоса должна быть охлаждена от температуры конечной прокатки, которая находится в диапазоне от около 800°С до 920°С, в среднем при 860°С, по меньшей мере до 700°С.
Предлагаемый способ предпочтительно применяется в сочетании с CSP-установкой (компактного производства полосы) с Х-профилями, вибрационным воздействием и применением туннельной печи, или в традиционном стане горячей прокатки.
Могут быть применены специальные материалы, например микролегированные сорта.
Также может быть предусмотрена комбинация с листопрокатным станом.
СПИСОК УСЛОВНЫХ ОБОЗНАЧЕНИЙ
1 Полоса
2 Прокатная клеть
3 Охлаждающее устройство
4 Устройство быстрого охлаждения
5 Намоточное устройство
6 Элемент измерения температуры
7 Элемент измерения температуры
F Направление подачи
L1 Длина устройства быстрого охлаждения
L2 Расстояние до охлаждающего устройства
Прокатная клеть, прокатная установка и способ активного гашения колебаний в прокатной клети
Устройство и способ удаления окалины с движущейся заготовки
Способ и измерительная система для измерения подвижного объекта
Устройство и способ удаления окалины с движущейся заготовки
Волочильный стан с тянущим устройством гусеничного типа и способ волочения
Устройство и способ изготовления заготовки заданного типа
Устройство для изготовления бесшовных труб и способ их изготовления
Устройство и способ удаления окалины с заготовки
Способ оптимизированного изготовления металлических стальных и железных сплавов в станах горячей прокатки и толстолистовых прокатных станах при помощи имитатора, монитора и/или модели структуры
Способ и устройство для устранения погрешностей планшетности металлического плоского продукта
Опора для валка прокатного стана
Способ и устройство для изготовления металлической полосы методом непрерывной разливки, совмещенной с прокаткой
Устройство для повышения температуры удлиненного металлического прокатного материала и чистовой прокатный стан для изготовления и/или обработки удлиненного металлического прокатного материала

