Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЗАДАННОГО ТИПА
Вид РИД
Изобретение
Настоящее изобретение относится к устройству для изготовления заготовки заданного типа по ограничительной части п. 1 и соответствующему способу по ограничительной части п. 8 формулы изобретения. В случае заготовки речь, в частности, идет о горячекатаном прокате.
Из уровня техники известно, что для удаления окалины с заготовок, в частности с горячекатаного проката, под высоким давлением разбрызгивается вода на поверхности заготовки. Для полного удаления окалины с поверхностей заготовки, как правило, разбрызгиваемая вода высокого давления разбрызгивается из множества сопел установки для гидросбива окалины. В этой связи установкой для гидросбива окалины в стане горячей прокатки называется узел, предназначенный для удаления с поверхности проката окалины, т.е. примесей, состоящих из оксида железа.
В соответствии с известным уровнем техники производственная установка для изготовления заготовки до сих пор эксплуатировалась таким образом, что для удаления окалины с заготовки устанавливается постоянно предустановленный рабочий параметр, остающийся неизменным во время работы производственной установки. Недостаток такого режима эксплуатации состоит в том, что к установке для гидросбива окалины постоянно с максимальным давлением подводится вода высокого давления, чтобы достичь соответствующего максимально возможного удаления окалины. В случае марок стали, окалина с которых удаляется просто, например, марок стали с высоким содержанием углерода и/или низкой концентрацией легирующих элементов, это приводит к слишком большой потребности в отношении энергии и количества применяемой воды высокого давления. Еще один недостаток, в частности, относящийся к маркам стали, окалина с которых удаляется просто, заключается в том, что вследствие вышеназванного режима эксплуатации установки для гидросбива окалины температура заготовки падает ниже требуемого значения, что, в свою очередь, требует большего количества энергии нагрева, если после удаления окалины заготовка для подготовки к следующим этапам обработки при необходимости нагревается повторно. Равным образом также ухудшается температурный режим процесса нагревания, осуществляемого выше по потоку, так как прокат нагревается слишком сильно, что в свою очередь приводит к усиленному окалинообразованию. Из-за прежнего неизменного режима работы производственной установки в известных моделях тепловых процессов процесс удаления окалины в качестве динамического компонента не рассматривался.
Известные модели процессов, применяемые в обычных производственных установках, как правило, регулируют и управляют происходящими в производственной установке тепловыми процессами и/или процессами, происходящими при обработке давлением. При этом модели процессов обработки давлением, как правило, основаны на разработке плана прокатки и технологического регулирования, чтобы достичь оптимальной геометрии полосы. Модели тепловых процессов используются для настройки и регулирования микроструктур посредством целенаправленных процессов нагрева и охлаждения.
В основе изобретения лежит задача, оптимизировать изготовление заготовки при помощи простых средств, чтобы достичь минимизации использования энергии и минимального понижения температуры при удалении окалины с заготовки и в то же время сохранить оптимальный производственный результат.
Эта задача решается благодаря устройству с признаками, определенными в п. 1 формулы изобретения, и способу по п. 8. Предпочтительные усовершенствованные варианты осуществления изобретения определены в зависимых пунктах.
Устройство, выполненное согласно настоящему изобретению, предназначено для изготовления заготовки заданного типа, в частности горячекатаного проката, и содержит по меньшей мере первый узел струйных сопел, имеющий множество струйных сопел, из которых на поверхность заготовки под высоким давлением может выпускаться жидкость, в частности вода, чтобы благодаря этому удалить окалину с заготовки, и управляющее устройство, причем предусмотрено устройство хранения данных, соединенное с возможностью передачи сигналов с управляющим устройством. В этом устройстве хранения данных могут быть сохранены номинальные данные модели процесса обработки поверхности для заготовки, соответствующей по меньшей мере одному заданному типу. Удельный подвод энергии, с которым на поверхность заготовки подается разбрызгиваемая из струйных сопел жидкость для удаления окалины, при помощи управляющего устройства может управляться, предпочтительно регулироваться, в зависимости от номинальных данных модели процесса обработки поверхности для заданного типа заготовки, таким образом, что как удельный подвод энергии, так и связанное с ним снижение температуры заготовки принимают минимальное значение.
Равным образом изобретение также предусматривает способ изготовления заготовки заданного типа, предпочтительно горячекатаного проката, перемещаемого вдоль направления движения относительно по меньшей мере первого узла струйных сопел, содержащего множество струйных сопел. При этом из струйных сопел под высоким давлением на поверхность заготовки разбрызгивают жидкость, в частности воду, чтобы посредством этого удалить окалину с заготовки. Управляющее устройство соединено с возможностью передачи сигналов с устройством хранения данных, причем в устройстве хранения данных хранятся номинальные данные модели процесса обработки поверхности для заготовки, соответствующей по меньшей мере одному заданному типу. Удельным подводом энергии, с которым на поверхность заготовки из струйных сопел подают разбрызгиваемую жидкость для удаления окалины, управляют, предпочтительно регулируют, при помощи управляющего устройства в зависимости от номинальных данных модели процесса обработки поверхности для заданного типа заготовки, таким образом, что как удельный подвод энергии, так и связанное с ним снижение температуры заготовки принимают минимальное значение.
В основе изобретения лежит важный факт, заключающийся в том, что при изготовлении заготовки заданного типа учитываются номинальные данные новой модели процесса обработки поверхности, дополняющей известные модели процессов, например, модели процессов обработки давлением и/или модели тепловых процессов. На основании такой модели процесса обработки поверхности и предусмотренных для этого номинальных данных для заготовки, соответствующей по меньшей мере одному заданному типу, удельный подвод энергии, с которым на поверхность заготовки подается жидкость, выпускаемая из узла струйных сопел, постоянно подстраивается к заданному типу заготовки, и при помощи управляющего устройства соответствующим образом управляется, предпочтительно регулируется, до тех пор, пока не будет достигнут заданный, качественный результат удаления окалины. Охлаждение заготовки, получающееся из соответствующих рабочих параметров, непрерывно вводится в модель процесса. Различные силы, необходимые для удаления окалины разных марок стали, и изменение удельного подвода энергии в соответствии с предлагаемым по изобретению управлением/регулированием узла струйных сопел, благодаря распылению воды под высоким давлением приводят к разным скоростям охлаждения заготовки.
Сопряжение модели процесса обработки поверхности и предусмотренных для этого номинальных данных для заготовки, соответствующей по меньшей мере одному заданному типу, приводит к тому, что в модели всего процесса, в частности в модели теплового процесса, заданные величины и управление этапами процесса, предшествующими или следующими за удалением окалины, переконфигурируются. В случае этих этапов процесса речь в частности идет об управлении нагревательным устройством, расположенным выше по потоку относительно процесса удаления окалины, и/или об управлении еще одним нагревательным устройством, чаще всего с индукционным нагревом, расположенным ниже по потоку относительно процесса удаления окалины. В случае, когда для удаления окалины с заготовки требуется небольшой удельный подвод энергии, температуру нагревательного устройства можно снизить. В случае, когда для удаления окалины с заготовки требуется больший удельный подвод энергии, имеется возможность повышения температуры нагревательного устройства.
Таким же образом осуществляют и способ по настоящему изобретению.
В настоящем изобретении предлагается устройство и способ изготовления заготовки заданного типа, в случае которой предпочтительно речь идет о горячекатаном прокате. В рамках настоящего изобретения производственная установка эксплуатируется так, что ее рабочие параметры управляются и/или регулируются точно до необходимого удельного подвода энергии, чтобы достичь для заготовки результата удаления окалины, как раз достаточного в качественном отношении, а полученные в результате эффекты охлаждения заготовки/горячекатаной полосы при помощи усовершенствованной модели процесса применить для управления установкой. При этом модель процесса обработки поверхности влияет на управление и/или регулирование, например, установки для гидросбива окалины или, соответственно, узла струйных сопел для удаления окалины с заготовки с целью, получить заданную поверхность, как правило, без окалины, причем устанавливается или регулируется как можно меньший удельный подвод энергии и связанное с ним снижение температуры.
В случае производственной установки речь идет, например, о стане горячей прокатки. В случае заготовки речь может идти о горячекатаном прокате или горячекатаной полосе. Заготовка в направлении ее движения подвергается одному или нескольким процессам нагревания, охлаждения, удаления окалины и обработки давлением.
Изобретение имеет то преимущество, что при изготовлении заготовки заданного типа по меньшей мере первый узел струйных сопел для удаления окалины с этой заготовки всегда эксплуатируется с подстройкой к текущему обрабатываемому типу заготовки, например, к определенной марке стали. С этой целью в устройстве хранения данных для этого определенного типа заготовки хранятся соответствующие номинальные данные, в частности модели процесса обработки поверхности. Хранение номинальных данных относится как к данным, которые могут быть сохранены на основе заданных значений, так и к данным, которые могут непрерывно создаваться в модели посредством вычислительных операций. Затем эти номинальные данные считываются и соответствующим образом обрабатываются управляющим устройством. Благодаря такому режиму эксплуатации узла струйных сопел в соответствии с потребностями предотвращается как чрезмерное, так и недостаточное удаление окалины с заготовки. Переменные рабочие параметры, регулируемые в соответствии с конкретным типом заготовки, предпочтительно отражаются в изменяющемся, т.е. предпочтительно уменьшенном охлаждении заготовки во время процесса удаления окалины.
Различные марки стали могут отличаться разным содержанием углерода. При этом действует правило, что чем выше содержание углерода в заготовке, тем легче с нее уделяется окалина. В частности это касается нелегированных сталей, в то же время имеющих сравнительно высокое содержание углерода. На этом фоне в соответствии с настоящим изобретением удельный подвод энергии, подаваемой к заготовке с целью снятия окалины, постоянно согласуется с определенным типом заготовки и предпочтительно с содержанием в заготовке углерода и легирующих элементов, тем самым обеспечивается экономия воды и энергии.
В предпочтительном усовершенствованном варианте осуществления изобретения может быть предусмотрено нагревательное устройство для нагревания заготовки и по меньшей мере одно устройство измерения температуры, расположенное рядом и вблизи от первого узла струйных сопел, в отношении передачи сигналов в каждом случае соединенные с управляющим устройством. При помощи устройства измерения температуры может измеряться температура заготовки на ее поверхности. В связи с этим также предусмотрено, что в устройстве хранения данных хранятся номинальные данные, в частности также модели тепловых процессов для заготовки, соответствующей по меньшей мере одному заданному типу. При этом в программном отношении управляющее устройство выполнено так, что температура заготовки, измеренная с помощью устройства измерения температуры, сравнивается с заданной температурой согласно номинальным параметрам модели тепловых процессов, причем на основании этого может регулироваться или, соответственно, регулируют температуру нагревающего устройства. Это дает преимущество, заключающееся в том, что измеренная или, соответственно, фактическая температура заготовки регулируется до заданного значения температуры. При этом соответственно нагревательное устройство в отношении направления движения заготовки может быть расположено выше по потоку относительно первого узла струйных сопел.
Вследствие вышеназванного минимизированного удельного объемного расхода жидкости высокого давления для удаления окалины заготовка лишается лишь минимально необходимого количества тепла.
Благодаря такому уменьшенному охлаждению получаются следующие преимущества:
- Понижение конечной температуры нагревательного устройства или, соответственно, печи, которое (которая) расположено (расположена) выше по потоку, чем узел струйных сопел, и/или индукционного нагрева, встроенного выше по потоку перед установкой для гидросбива окалины или ниже по потоку относительно промежуточного нагрева после переменного числа прокатных клетей. Это приводит к непосредственной экономии энергии для нагрева печи или, соответственно, индукционного нагрева, что также увеличивает срок службы печных роликов, если таковые имеются.
- При сохранении температуры нагревательного устройства или, соответственно, печи снижается потребность в энергии для процесса обработки давлением, а именно вследствие более высокой температуры заготовки, получающейся благодаря этому уменьшенному охлаждению.
- Если температура в печи сохраняется, а получающаяся более высокая температура используется для того, чтобы изготавливать заготовки или прокатываемый материал с уменьшенной конечной толщиной, расширяется ассортимент производимых заготовок.
В предпочтительном усовершенствованном варианте осуществления изобретения может быть предусмотрено устройство контроля поверхности, которое соединено с возможностью передачи сигналов с управляющим устройством и относительно направления движения заготовки установлено ниже по потоку, чем узел струйных сопел, и непосредственно возле него. В программном отношении управляющее устройство выполнено так, что на основании сигналов устройства контроля поверхности определяется качество поверхности заготовки и сравнивается с определенным заданным значением модели процесса обработки поверхности для заданного типа заготовки. Таким образом, при осуществлении настоящего изобретения можно предпринять непосредственный контроль качества удаления окалины с заготовки путем сравнения с определенным заданным значением модели процесса обработки поверхности.
В предпочтительном усовершенствованном варианте осуществления изобретения предусмотрен насосный агрегат высокого давления, который соединен с возможностью передачи сигналов с управляющим устройством, а по текучей среде соединен со струйными соплами узла струйных сопел и питает жидкостью струйные сопла. При помощи управляющего устройства насосный агрегат высокого давления управляется, предпочтительно регулируется, так, что давление и/или объемный расход, с которым жидкость подается к струйным соплам, согласуется с номинальными данными, в частности, модели процесса обработки поверхности для заготовки, соответствующей заданному типу. Например, если качество поверхности заготовки превысит соответствующее заданное необходимое значение модели процесса обработки поверхности, давление и/или объемный расход, с которым жидкость подается к струйным соплам, соответственно будут уменьшены. Действует и обратное: Например, если качество поверхности заготовки упадет ниже соответствующего заданного необходимого значения модели процесса обработки поверхности, давление и/или объемный расход, с которым жидкость подается к струйным соплам, соответственно будут повышены. Таким образом, гарантируется, что удельный подвод энергии устанавливается только на такое значение, которое как раз необходимо для достаточного результата удаления окалины. Как пояснено выше, благодаря этому экономится энергия, и в то же время предотвращается чрезмерное охлаждение заготовки.
Для как можно более точного управления насосным агрегатом высокого давления является целесообразным, чтобы он был оснащен по меньшей мере одним регулятором частоты.
Если, как пояснено выше, при помощи устройства контроля поверхности определяется качество поверхности заготовки, с которой удаляется окалина, и сравнивается с соответствующим заданным значением модели процесса обработки поверхности, то в соответствии с предпочтительным вариантом осуществления изобретения, в зависимости от этого сравнения, при помощи управляющего устройства управляется, предпочтительно регулируется, удельный подвод энергии, с которым на поверхность заготовки заданного типа подается жидкость, выпущенная или, соответственно, разбрызганная из струйных сопел.
В предпочтительном усовершенствованном варианте осуществления изобретения скорость подачи заготовки в направлении ее движения может быть уменьшена, если качество поверхности заготовки падает ниже заданного необходимого значения модели процесса обработки поверхности. Наоборот также возможно, скорость подачи заготовки в направлении ее движения может увеличиваться до тех пор, пока качество поверхности заготовки не будет только-только соответствовать заданному необходимому значению модели процесса обработки поверхности. Таким образом, для настоящего изобретения обеспечивается повышенная производительность при изготовлении заготовки, так как скорость подачи, с которой заготовка перемещается в производственной установке, как пояснено выше, повышается в направлении предельного значения, при котором качество удаления окалины с заготовки только-только соответствует заданному необходимому значению модели процесса обработки поверхности.
В предпочтительном варианте осуществления изобретения при помощи управляющего устройства может управляться, предпочтительно регулироваться, расстояние между узлом струйных сопел и поверхностью заготовки. В ходе этого, если качество поверхности заготовки превышает заданное необходимое значение модели процесса обработки поверхности для заданного типа, расстояние между узлом струйных сопел и поверхностью заготовки уменьшается. Наоборот, расстояние между узлом струйных сопел и поверхностью заготовки увеличивается до тех пор, пока качество поверхности заготовки не будет соответствовать определенному заданному значению модели процесса обработки поверхности для заданного типа заготовки. Таким образом, благодаря изобретению обеспечивается то, что расстояние, на котором узел струйных сопел установлен относительно поверхности проката, не становится слишком малым, а устанавливается на значение, при котором удельный подвод энергии для подачи на поверхность заготовки жидкости высокого давления только-только достаточен для того, чтобы достичь требуемого качества удаления окалины в соответствии с номинальными данными модели процесса обработки поверхности.
В предпочтительном варианте осуществления изобретения может быть предусмотрен второй узел струйных сопел, имеющий множество струйных сопел и расположенный рядом с первым узлом струйных сопел. Если качество поверхности заготовки падает ниже заданного необходимого значения модели процесса обработки поверхности, то этот второй узел струйных сопел может подключаться дополнительно к первому узлу струйных сопел, чтобы для удаления окалины с заготовки под высоким давлением выпускать на поверхность заготовки также жидкость из струйных сопел второго узла струйных сопел. Таким образом, если удаление окалины с заготовки только благодаря функционированию первого узла струйных сопел является неудовлетворительным, во всяком случае, не достигается требуемое качество поверхности заготовки, то, как пояснено выше, подключается второй узел струйных сопел, чтобы оптимизировать или интенсифицировать удаление окалины с заготовки.
Другие преимущества изобретения состоят в уменьшенных расходах по техническому обслуживанию и пониженном износе струйных сопел. Таким же образом увеличивается срок службы насосного агрегата высокого давления, причем расходы по его техническому обслуживанию также снижаются из-за поясненного пониженного уровня давления.
Ниже при помощи схематичных, упрощенных чертежей подробно описываются различные варианты осуществления и детали изобретения. На чертежах изображено следующее:
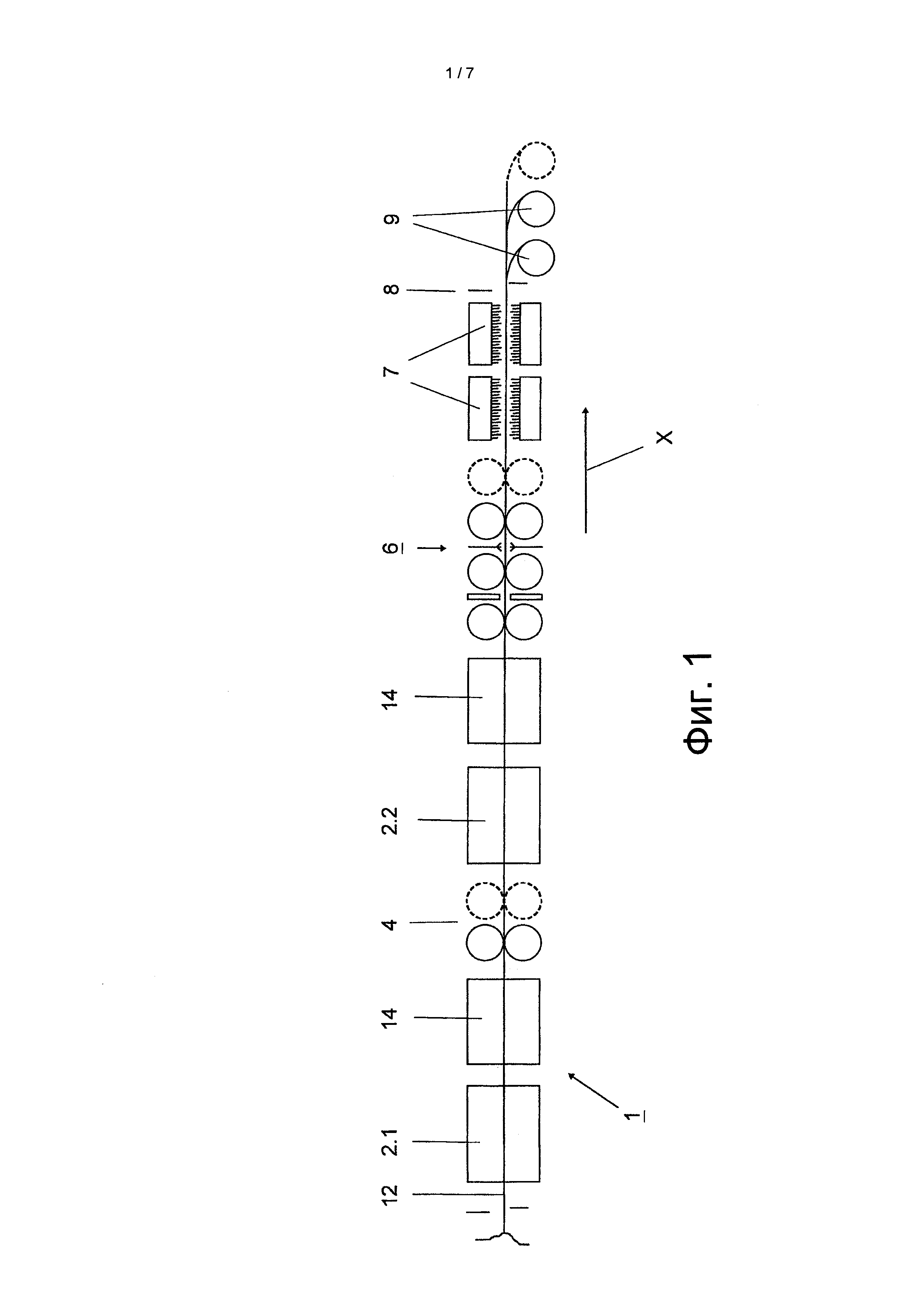
фиг. 1 - схематичный, упрощенный вид сбоку производственной установки, при помощи которой может быть осуществлено настоящее изобретение;
фиг. 2 - диаграмма, наглядно представляющая модель процесса обработки поверхности, модель тепловых процессов и модель процессов обработки давлением, а также режим, в котором эти модели процессов взаимодействуют друг с другом;
фиг. 3 - схема последовательности операций для выполнения настоящего изобретения;
фиг. 4 - схематичный вид сбоку предлагаемого по изобретению устройства с соединениями для передачи сигналов;
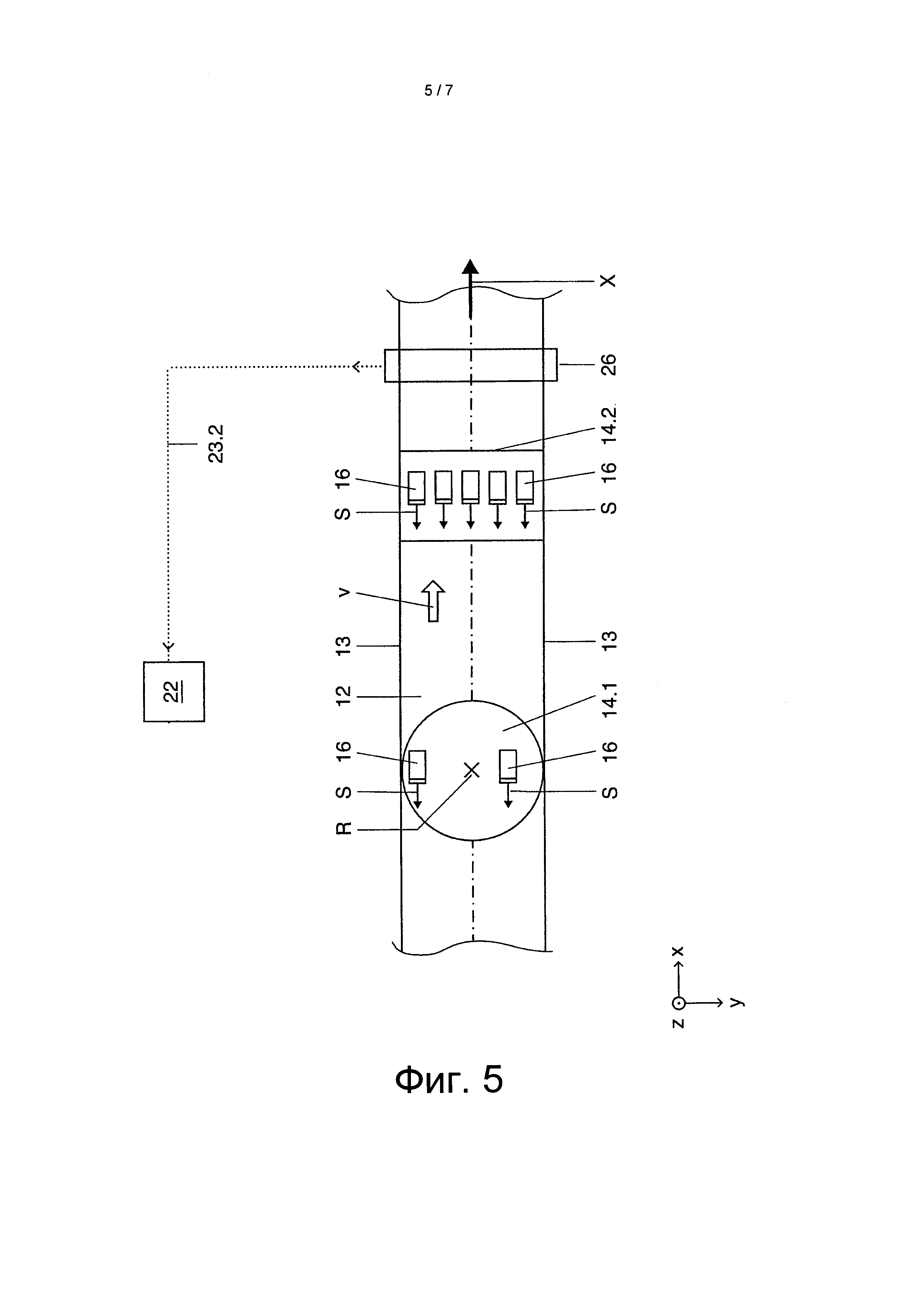
фиг. 5 - схематичный, упрощенный вид сверху предлагаемого по изобретению устройства, выполненного в соответствии с дополнительным вариантом осуществления;
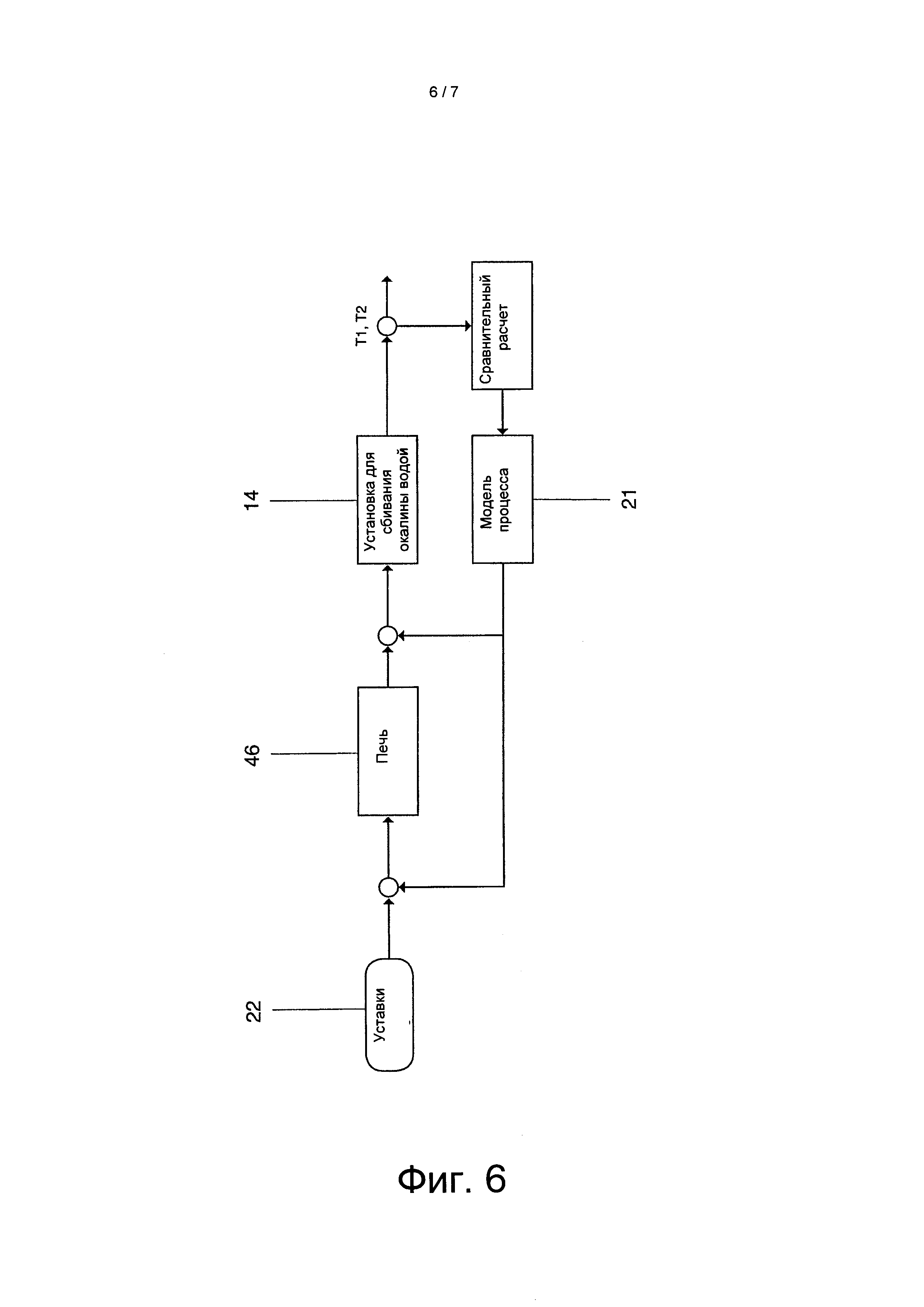
фиг. 6 и 7 - схема последовательности операций, наглядно показывающую выполнение настоящего изобретения.
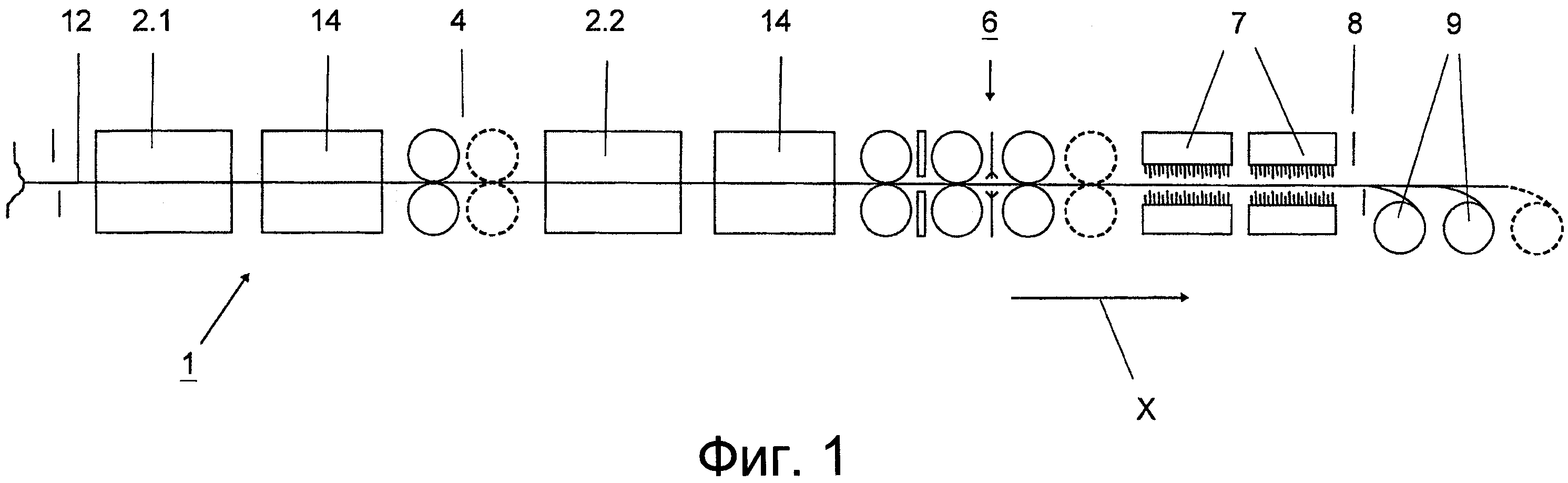
В настоящем изобретении предлагается устройство и способ изготовления заготовки заданного типа. Для этого предусмотрена производственная установка 1, причем на фиг. 1 ее компоненты показаны на схематичном, упрощенном виде сбоку. На этой производственной установке 1 изготавливают заготовку 12, в случае которой предпочтительно речь идет о горячекатаной полосе. Ниже заготовка 12 всегда обозначается, как горячекатаная полоса, но усматривать в этом ограничение не следует. Горячекатаная полоса 12 перемещается через производственную установку 1 в определенном направлении движения, причем на фиг. 1 это направление движения обозначено стрелкой X.
Среди прочего производственная установка 1 содержит следующие компоненты:
- множество нагревательных устройств, ниже кратко называемых нагревателями, которые на фиг.1 обозначены ссылочными знаками 2.1 и 2.2;
- множество установок для гидросбива окалины, ниже в каждом случае называемых узлом струйных сопел и снабженных ссылочным знаком 14;
- участок 6 промежуточной клети, на котором горячекатаная полоса 12 может охлаждаться, нагреваться и/или подвергаться удалению окалины;
- одно или более охлаждающих устройств 7, установленных ниже по потоку относительно участка 6 промежуточной клети (если смотреть в направлении X движения горячекатаной полосы 12);
- ножницы 8, установленные ниже по потоку за охлаждающими устройствами 7, и
- моталку 9 для сматывания в рулон горячекатаной полосы 12.
Узел 14 струйных сопел содержит множество струйных сопел 16 и является частью предлагаемого по изобретению устройства 10, которое еще будет подробно описано со ссылкой на фиг. 4 и 5. Уже здесь следует заметить, что при помощи устройства 10 и его узла 14 струйных сопел под высоким давлением на горячекатаную полосу 12, чтобы соответствующим образом удалить окалину с ее поверхностей, разбрызгивается жидкость 18, предпочтительно вода.
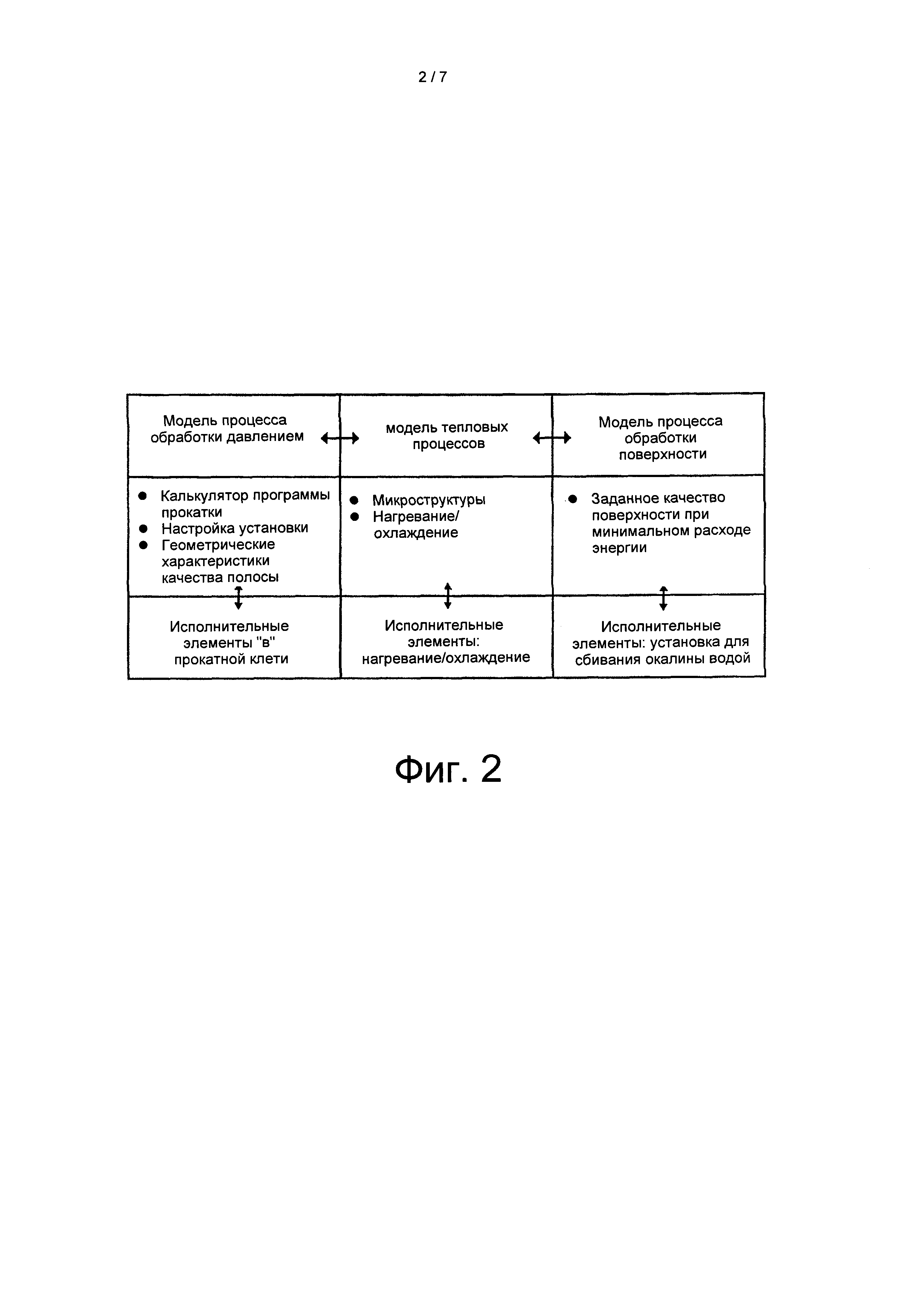
Для осуществления настоящего изобретения, т.е. при эксплуатации предлагаемого по изобретению устройства 10 и соответствующем способе значение имеет модель процесса обработки поверхности, которая при необходимости предусматривается в дополнение к модели тепловых процессов и модели процессов обработки давлением. Эти модели процессов наглядно показаны на диаграмме фиг. 2. На этой диаграмме в виде матрицы перечислены параметры, важные для этих отдельных моделей процессов.
Модель процесса обработки поверхностей основана на том, что при минимальном подводе энергии для горячекатаной полосы 12 достигается заданное качество поверхности. Для этого в устройстве хранения данных 21 (ср. фиг. 4) устройства хранятся номинальные данные модели процесса обработки поверхности для горячекатаной полосы 12, соответствующей по меньшей мере одному заданному типу.
В упрощенной формулировке модель тепловых процессов учитывает микроструктуры горячекатаной полосы 12 и связана с нагреванием/охлаждением для горячекатаной полосы 12.
В упрощенной формулировке модель обработки давлением относится, помимо прочего, к калькулятору плана прокатки, настройке для производственной установки 1 и геометрическим характеристикам качества полосы.
Для всех трех названных моделей процессов предусмотрены исполнительные элементы, как наглядно показано при помощи матрицы согласно фиг. 2. Кроме того, эта диаграмма наглядно показывает возможные взаимодействия между отдельными моделями процессов, как показано посредством отдельных двунаправленных стрелок, расположенных в поперечном направлении.
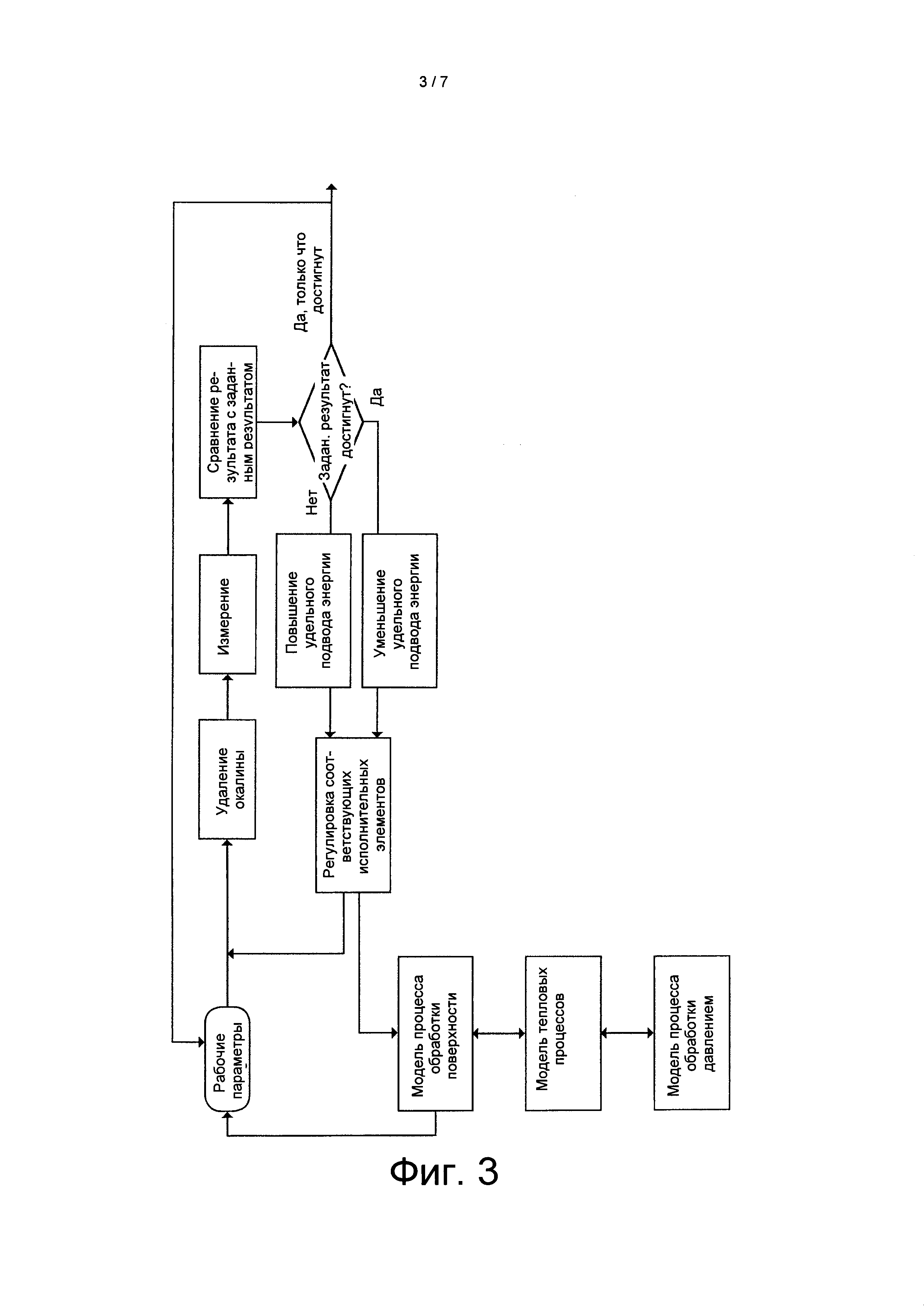
На фиг. 3 показана схема последовательности операций, в соответствии с которой может быть выполнено настоящее изобретение. В деталях, на фиг. 3 наглядно показан контур регулирования, включающий в себя три вышеописанные модели процессов. Большое значение имеет то, что после удаления окалины поверхность горячекатаной полосы 12 контролируется в отношении качества удаления окалины. В рамках настоящего изобретения это происходит благодаря устройству 26 контроля поверхности (ср. фиг. 4), которое относительно направления X движения горячекатаной полосы 12 расположено ниже по потоку относительно узла 14 струйных сопел и непосредственно возле него. Качество поверхности горячекатаной полосы 12, измеренное устройством 26 контроля поверхности, сравнивается с заданным необходимым значением модели процесса обработки поверхности. Для этого предусмотрено управляющее устройство 22, с которым с возможностью передачи сигналов соединено устройство 21 хранения данных, в котором хранятся номинальные данные модели процесса обработки поверхности.
Ромб в правой части фиг. 3, внутри которого имеется надпись "Заданный результат достигнут?", показывает, что для случая, когда качество поверхности, измеренное на поверхности горячекатаной полосы 12, заданного значения не достигает, удельный подвод энергии, с которым на поверхность горячекатаной полосы 12 подается жидкость для удаления окалины, разбрызгиваемая через струйные сопла 16, увеличивается. С этой целью при необходимости регулируются соответствующие исполнительные элементы соответствующих моделей процессов.
Напротив, если качество поверхности горячекатаной полосы 12, измеренное устройством 26 контроля поверхности, достигает определенной для этого заданной величины, ветвь "Да", идущая от ромба вниз, показывает, что в этом случае удельный подвод энергии для удаления окалины с горячекатаной полосы 12 уменьшается. Таким же образом при необходимости для этого регулируются соответствующие исполнительные элементы соответствующих моделей процессов. Таким образом, настоящее изобретение обеспечивает то, что жидкость, выпускаемая под высоким давлением, подается на поверхность горячекатаной полосы 12 всегда лишь с удельным подводом энергии такой величины, которая как раз необходима для достижения требуемого качества удаления окалины. Это обеспечивает как экономию энергии и количества жидкости, необходимой для удаления окалины, так и минимально возможное охлаждение горячекатаной полосы 12.
Схема последовательности операций согласно фиг. 3 показывает контур регулирования для того, чтобы с его помощью задавать или, соответственно, регулировать требуемый удельный подвод Е энергии, с которым удаляется окалина с горячекатаной полосы 12. При этом вышеупомянутые опции выполняются или применяются до тех пор, пока качество поверхности горячекатаной полосы 12 не достигнет заданного необходимого значения (на фиг. 3 обозначено, как "Необходимый результат").
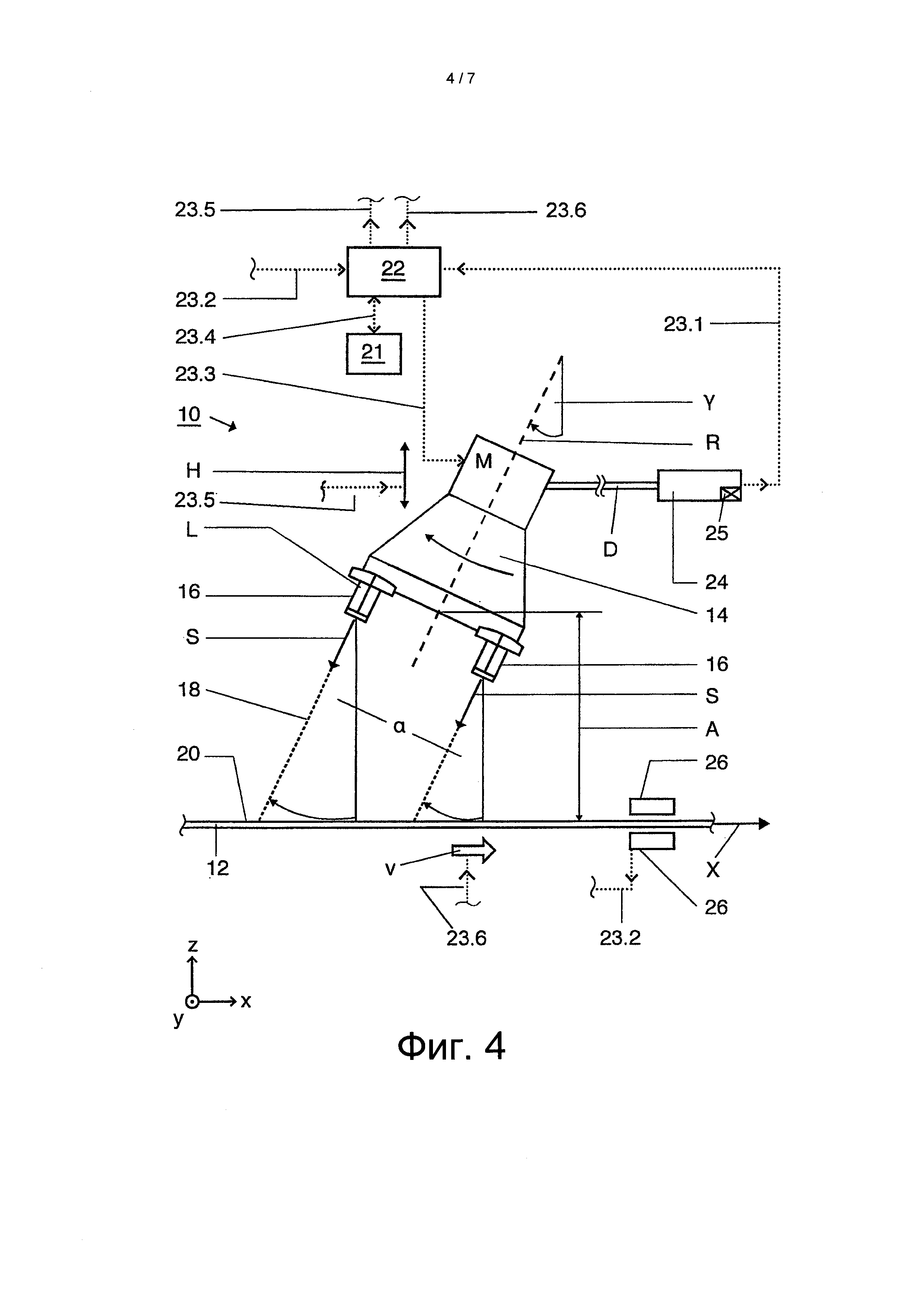
На фиг. 4 в схематичном, упрощенном виде сбоку показан вариант осуществления предлагаемого по изобретению устройства 10. В соответствии с этим вариантом осуществления устройство 10 выполнено в виде ротационного устройства для удаления окалины, в котором узел 14 струйных сопел выполнен в виде ротационной головки, вращаемой вокруг оси R вращения при помощи средств привода, упрощенно обозначенных на фиг. 4 ссылочным знаком М. Как сказано выше, на узле струйных сопел предусмотрено множество струйных сопел 16, из каждого из этих сопел на поверхность 20 горячекатаной полосы 12 в направлении S распыления распыляется жидкость 18. Ось R вращения ротационной головки 14 расположена под углом у относительно вертикали, так что направление S разбрызгивания образует с перпендикуляром к поверхности 20 горячекатаной полосы 12 угол а и ориентировано против направления X движения.
Средство М привода узла 14 струйных сопел соединено с возможностью передачи сигналов с управляющим устройством 22, на фиг. 4 это показано пунктирной линией 23.3. Благодаря этому происходит управление частотой вращения узла 14 струйных сопел.
На фиг. 4 направление движения, в котором горячекатаная полоса 20 перемещается мимо устройства 10 и его узла 14 струйных сопел, также обозначена стрелкой „X". Кроме того, на этом чертеже ссылочным знаком „v" обозначена скорость подачи горячекатаной полосы.
Узел 14 струйных сопел выполнен с возможностью регулировки по высоте, например, благодаря установке на регулируемой по высоте опоре, на фиг. 4 упрощенно показанной двунаправленной стрелкой Н. Эта опора Н может иметь сервопривод (на чертеже не показан). Сервопривод соединен с возможностью передачи сигналов с управляющим устройством 22, на фиг. 4 это обозначено пунктирной линией 23.5. Таким образом, расстояние А между узлом 14 струйных сопел и поверхностью 20 горячекатаной полосы 12 при необходимости может регулироваться путем управления этим сервоприводом при помощи управляющего устройства 22. При уменьшении или увеличении расстояния А получающийся удельный подвод энергии, с которым жидкость 18 разбрызгивается на поверхность 20 горячекатаной полосы 12, соответственно увеличивается или уменьшается.
Устройство 10 содержит насосный агрегат 24 высокого давления, соединенный с возможностью передачи сигналов с управляющим устройством 22, на фиг. 4 это показано пунктирной линией 23.1. При этом струйные сопла 16 узла 14 струйных сопел при помощи соединительного трубопровода или подающего трубопровода D высокого давления соединены с насосным агрегатом 24 высокого давления, так что струйные сопла 16 питаются жидкостью через этот подающий трубопровод D высокого давления. В случае жидкости 18, разбрызгиваемой затем под высоким давлением из струйных сопел 16 на поверхность 20 горячекатаной полосы 12, предпочтительно речь идет о воде, но усматривать в этом ограничение настоящего изобретения только одной средой - водой не следует.
По меньшей мере один насос насосного агрегата 24 высокого давления оснащен регулятором 25 частоты. Благодаря этому при помощи управляющего устройства 22 можно управлять, в частности плавно, насосным агрегатом 24 высокого давления, чтобы изменять, в том числе постепенно, давление, под которым к струйным соплам 16 подается жидкость 18.
Как пояснено выше, устройство 21 хранения данных устройства 10 также соединено с возможностью передачи сигналов с управляющим устройством 22. На фиг. 4 это показано пунктирной линией 23.4. В устройстве 21 хранения данных хранятся номинальные данные модели процесса, в частности модели процесса обработки поверхности, для горячекатаной полосы 12, соответствующей по меньшей мере одному заданному типу. Предпочтительно в устройстве 21 хранения данных хранятся номинальные данные модели процесса для множества по-разному заданных типов горячекатаной полосы 12. В контексте настоящего изобретения под заданным типом заготовки или, соответственно, горячекатаной полосы 12, понимается соответствующее качество и толщина материала, которые могут изменяться в зависимости от вида горячекатаной полосы, с которой удаляется окалина, или различных марок стали. В этом отношении для данной горячекатаной полосы 12 также важно время нахождения и атмосфера в печи.
Устройство 26 контроля поверхности может быть основано на принципе оптического измерения, при котором происходит пространственное измерение поверхности 20 горячекатаной полосы 12, по результатам которого создается профиль высот для поверхности 20 горячекатаной полосы 12.
Кроме того, фиг. 4 наглядно показывает, что относительно направления X движения горячекатаной полосы 12 устройство 26 контроля поверхности расположено ниже по потоку относительно узла 14 струйных сопел, и соединено с возможностью передачи сигналов с управляющим устройством 22, как символически показано пунктирной линией 23.2. Таким образом, при помощи устройства 26 контроля поверхности и соответствующей оценки в управляющем устройстве 22 на поверхности 20 горячекатаной полосы 12 может быть определена окалина или, соответственно, остаточная окалина. Таким образом, устройство 26 контроля поверхности выполняет функцию устройства обнаружения окалины. С этой целью устройство 26 контроля поверхности выполнено так, что оно может контролировать или, соответственно, анализировать как верхнюю, так и нижнюю поверхность горячекатаной полосы 12.
Кроме того, здесь следует заметить, что устройство 26 контроля поверхности может быть основано также на принципе измерения со спектральным анализом.
В отношении варианта осуществления согласно фиг. 4 здесь следует отметить, что исполнение узла 14 струйных сопел в виде ротационного устройства для удаления окалины следует понимать лишь в качестве примера для пояснения настоящего изобретения. Это означает, что узел 14 струйных сопел равным образом может быть выполнен также в виде стационарной разбрызгивательной планки, т.е. без ротационной головки, причем в этом случае отдельные струйные сопла ориентированы в определенном положении в направлении поверхности 20 горячекатаной полосы.
Управляющее устройство 22 при помощи соответствующих средств также соединено с возможностью передачи сигналов с устройством 10, чтобы благодаря этому можно было регулировать или, соответственно, изменять скорость v подачи горячекатаной полосы 12. На фиг. 4 это показано пунктирной линией 23.6.
На фиг. 5 в схематичном, упрощенном виде сверху показан вариант осуществления предлагаемого по изобретению устройства 10. На этом чертеже такие же признаки, как на фиг. 4, обозначены одинаковыми ссылочными знаками. В случае вида сверху согласно фиг. 5 речь может идти о части производственной установки 1 фиг. 1.
В варианте осуществления согласно фиг. 5 ссылочным знаком 14.1 обозначен первый узел струйных сопел, в случае которого речь может идти о варианте осуществления согласно фиг. 4. Кроме того, если смотреть в направлении X движения горячекатаной полосы 12, ниже по потоку относительно первого узла 14.1 струйных сопел расположен второй узел 14.2 струйных сопел, который может быть выполнен, например, в виде стационарной охлаждающей балки, имеющей множество струйных сопел 16. Оба узла 14.1, 14.2 струйных сопел своими струйными соплами 16 в каждом случае соединены с насосным агрегатом 24 высокого давления, как пояснено выше в связи с фиг. 4.
В варианте осуществления согласно фиг. 5 устройство 26 контроля поверхности расположено ниже по потоку, чем второй узел 14.2 струйных сопел и, как уже также пояснено, соединено с возможностью передачи сигналов с управляющим устройством 22.
В нормальном режиме работы изобретения для варианта осуществления согласно фиг. 5 предусмотрено, что жидкость 18 под высоким давлением разбрызгивается на поверхность (поверхности) 20 горячекатаной полосы 12 только из струйных сопел 16 первого узла 14.1 струйных сопел. Другими словами, в этом случае второй узел 14.2 струйных сопел сначала не работает. Этот второй узел 14.2 струйных сопел при необходимости может подключаться, как будет пояснено ниже.
В результате разбрызгивания под высоким давлением жидкости 18, предпочтительно воды, происходит удельный подвод Е энергии на поверхности 20 заготовки 12 (или, соответственно, энергии разбрызгивания), определяемый следующим образом:
где:
Е: удельный подвод энергии [кДж/м2]
I: динамическое давление [Н/мм2]
Vspez: удельный объемный расход на один метр ширины горячекатаной полосы [л/с⋅м]
v: скорость подачи горячекатаной полосы [м/с]
При этом динамическое давление, с которым жидкость 18 падает на поверхность 20 горячекатаной полосы 12, зависит как от давления и объема, с которым жидкость разбрызгивается из струйных сопел 16, так и от расстояния между струйными соплами 16 и поверхностью 20 горячекатаной полосы 12.
Кроме того, удельный объемный расход Vspez определяется следующим образом:

где:
Vspez: удельный объемный расход на один метр ширины горячекатаной полосы [л/с⋅м]
V: объемный расход разбрызгиваемой жидкости [л/с]
b: ширина разбрызгивания в направлении X движения [м]
Изобретение функционирует следующим образом.
Для требуемого удаления окалины с поверхности 20 горячекатаной полосы 12 указанная полоса перемещается относительно предлагаемого по изобретению устройства 10 в направлении X движения. При этом из струйных сопел 16 под высоким давлением на поверхности 20 горячекатаной полосы 12 разбрызгивается жидкость 18, предпочтительно как с верхней, так и с нижней стороны горячекатаной полосы 12.
Выше уже было отмечено, что в устройстве 21 хранения данных хранятся номинальные данные модели процесса, в частности модели процесса обработки поверхности, для множества заданных типов горячекатаной полосы 12, подвергающейся удалению окалины. Дополнительно в устройстве хранения данных также могут храниться номинальные данные для модели тепловых процессов и/или модели процесса обработки давлением, см. диаграмму на фиг.2 и соответствующее пояснение к ней.
При помощи (не показанной) панели управления и т.п. может быть установлено, какой тип горячекатаной полосы 12 перемещается в данный момент мимо устройства 10 или, соответственно, его узла 14 струйных сопел. На основании этого затем управляющим устройством 22 могут быть считаны номинальные данные модели процесса как раз для этого типа горячекатаной полосы 12 и использоваться в качестве предустановок для эксплуатации установки для гидросбива окалины или, соответственно, узла 14 струйных сопел.
Для дальнейшего пояснения изобретения на каждой из фиг. 6 и 7 показана схема последовательности операций.
Рядом и вблизи узла 14 струйных сопел (на фиг. 6 назван установкой для гидросбива окалины) измеряется температура горячекатаной полосы 12, эта измеренная температура имеет обозначение Т1. Кроме того, ссылочным знаком Т2 обозначена заданная температура, хранящаяся в устройстве 12 хранения данных, например, при помощи модели тепловых процессов для заданного типа заготовки 12. На основании этого при помощи управляющего устройства 22 производится сравнительный расчет, при котором измеренная температура Т1 сравнивается с заданной температурой Т2.
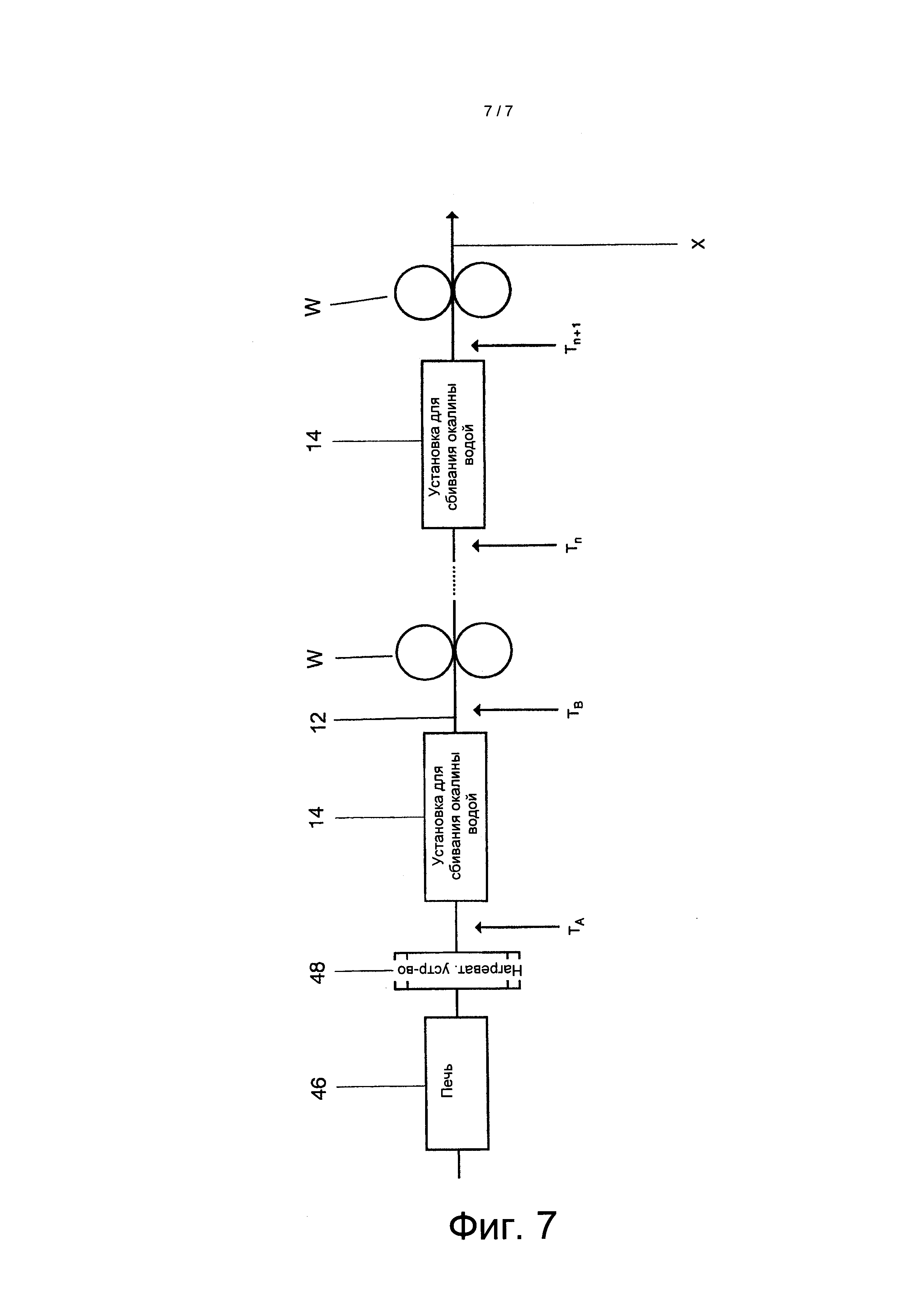
В соответствии с фиг. 6 относительно направления X движения горячекатаной полосы 12 выше по потоку относительно узла 14 струйных сопел расположена печь 46. В случае этой печи речь может идти о нагревателе 2.1 фиг. 1. Печь 46 соединена с возможностью передачи данных с управляющим устройством 22 так, что при помощи управляющего устройства 22 может регулироваться температура печи 46. Такая конфигурация установки схематично и упрощенно показана также на фиг. 7. Кроме того, может быть предусмотрено, что имеется нагревательное устройство 48, например, между узлом 14 струйных сопел и печью 46.
Температура заготовки 12, которая, как пояснено со ссылкой на фиг. 6, измеряется рядом и вблизи от узла 14 струйных сопел, согласно фиг. 7 может измеряться как ниже по потоку, так и выше по потоку, чем узел 14 струйных сопел (на фиг. 7 назван установкой для гидросбива окалины). На фиг. 7 это обозначено, как ТА (выше по потоку) и, соответственно, TB (ниже по потоку). При этом затем эти две измеренные температуры ТА и TB соответствующим образом сопоставляются друг с другом, а затем сравниваются с заданной температурой Т2 модели процесса для горячекатаной полосы заданного типа.
Диаграмма на фиг. 7 наглядно показывает, что может быть предусмотрено множество узлов 14 струйных сопел, вдоль направления X движения заготовки 12 расположенных друг за другом, так же, как показано и объяснено для варианта осуществления согласно фиг. 5. Температуры, измеряемые выше и ниже по потоку относительно узла 14 струйных сопел, показанного в правой части фиг. 7, обозначены здесь соответственно ссылочными знаками Tn и Tn+1.
На фиг. 7 ссылочным знаком W в каждом случае обозначены различные прокатные клети, причем между этими прокатными клетями W в каждом случае расположены установки для гидросбива окалины или, соответственно, узлы 14 струйных сопел, выполненные согласно настоящему изобретению.
На основании сравнительного расчета для сравнения фактической температуры Т1 или, соответственно, фактических температур ТА и TB с заданной температурой Т2, при помощи управляющего устройства 22 может регулироваться температура проката, например, посредством соответствующего управления температурой печи или индукционного нагрева, чтобы целенаправленно изменить температуру проката после удаления окалины в соответствии с охлаждением горячекатаной полосы 12, фактически происходящим из-за требуемого для этого соответствующего объемного расхода жидкости 18.
Дополнительно и/или альтернативно, что касается схемы последовательности операций согласно фиг. 6 или, соответственно, 7, температура печи 46 при помощи управляющего устройства 22 может устанавливаться или, соответственно, регулироваться в зависимости от сравнительного расчета в отношении фактической температуры Т1 (или, соответственно, ТА и ТВ) и заданной температуры Т2 модели процесса. Это наглядно объясняется при помощи показанного на фиг. 6 контура регулирования.
Со ссылкой на вариант осуществления фиг. 5 или, соответственно, на схему последовательности операций фиг. 7 следует отдельно заметить, в соответствии с настоящим изобретением при необходимости можно подключать дополнительный узел струйных сопел, в случае варианта, показанного на фиг. 5, имеющего обозначение 14.2. Это означает, что тогда, когда качество поверхности горячекатаной полосы 12 не достигает заданного необходимого значения модели процесса обработки поверхности, подключается второй узел 14.2 струйных сопел, так что вследствие этого жидкость 18 разбрызгивается под высоким давлением на поверхность 20 горячекатаной полосы 12, чтобы снять окалину с нее, из струйных сопел 16 как первого узла 14.1 струйных сопел, так второго узла 14.2 струйных сопел. Как только это уже не требуется, то есть тогда, когда требуемое качество поверхности горячекатаной полосы 12 снова выполняется, подключение второго узла 14.2 струйных сопел отменяется. Другими словами, в этом случае второй узел 14.2 струйных сопел снова отключается или, соответственно, выводится из действия.
Факт, заключающийся в том, что в нормальном режиме работы изобретения применяется только один узел струйных сопел (в вышеприведенном примере - первый узел 14.1 струйных сопел), вносит вклад в экономию энергии и воды высокого давления и обеспечивает требуемое минимальное охлаждение горячекатаной полосы 12 при удалении с нее окалины.
При осуществлении настоящего изобретения может быть предпринято согласование рабочих параметров устройства 10: Путем соответствующего управления насосным агрегатом 24 высокого давления при помощи управляющего устройства 22 давление, под которым жидкость 18 подается к струйным соплам 16, может снижаться до тех пор, пока обнаруживаемая остаточная окалина не покажет падение ниже минимального удельного подвода Е энергии, после чего это давление снова должно быть немного повышено. При этом давление жидкости 18, подаваемой к струйным соплам 16, устанавливается на достаточно высокое значение, при котором качество поверхности достигает заданного необходимого значения модели процесса обработки поверхности.
Дополнительно и/или альтернативно изменение удельного подвода Е энергии может происходить также благодаря тому, что изменяется расстояние А между узлом струйных сопел и горячекатаной полосой 12. С этой целью соответствующим образом осуществляется управление сервомотором опоры Н (ср. фиг. 4) при помощи управляющего устройства 22. Например, увеличение расстояния А вызывает уменьшение удельного подвода Е энергии, и наоборот.
Наконец, в соответствии с еще одним вариантом осуществления изобретения данные, полученные относительно отдельных рабочих параметров для устройства 10, могут быть учтены в отношении номинальных данных соответствующей модели процесса, хранящихся в устройстве 21 хранения данных, то есть номинальные данные могут быть согласованы с этими полученными данными. С этой целью при помощи управляющего устройства 22 номинальные данные модели процесса для заданного типа горячекатаной полосы 12, хранящиеся в устройстве 21 хранения данных, могут быть согласованы или, соответственно, переписаны. Такой режим эксплуатации предлагаемого по изобретению устройства 10 символически обозначен при помощи двунаправленной стрелки, показывающей соединение 23.4 (ср. фиг. 4) с возможностью передачи сигналов между устройством 21 хранения данных и управляющим устройством 22, и в отношении устройства 21 хранения данных и хранящихся в нем номинальных данных модели процесса соответствует так называемому "обучению".
Перечень условных обозначений
1 производственная установка
2.1; нагреватели
2.2
4 черновая клеть
6 участок промежуточной клети
7 охлаждающие устройства
8 ножницы
9 моталка
10 устройство (соответствующее настоящему изобретению)
12 заготовка (в частности горячекатаная полоса)
13 боковой край (заготовки)
14 узел струйных сопел
14.1 первый узел струйных сопел
14.2 второй узел струйных сопел
16 струйное сопло
18 жидкость
20 поверхность (заготовки 12)
21 устройство хранения данных
22 управляющее устройство
23.1 - соединения с возможностью передачи сигналов
23.6
24 насосный агрегат высокого давления
25 регулятор частоты
26 устройство контроля поверхности
А расстояние между узлом 14 струйных сопел и поверхностью заготовки
D подающий трубопровод высокого давления
L продольная ось (струйных сопел)
R ось вращения
S направление распыления
v скорость подачи (заготовки)
X направление движения (заготовки 12).
Шлицевое зубчатое зацепление для работы с углом отклонения и способ изготовления
Вал с карданным шарниром
Привод прокатной клети с зубчатым шарнирным шпинделем
Установка для разливки и прокатки лент непрерывного действия
Опорный узел
Подушка для опоры валка в станине прокатной клети
Дезоксидация подвергнутых косовалковой прокатке полых заготовок
Способ и устройство для оптического измерения внутренних размеров трубы
Устройство для охлаждения прокатываемого изделия
Устройство и способ для бокового направления прокатного или литого изделия на транспортировочной линии
Устройство и способ удаления окалины с движущейся заготовки
Устройство и способ удаления окалины с движущейся заготовки
Устройство и способ удаления окалины с заготовки

