Результат интеллектуальной деятельности: КОНТРОЛЛЕР КОРРЕКЦИИ СМЕЩЕНИЯ И СПОСОБ УПРАВЛЕНИЯ КОРРЕКЦИЕЙ СМЕЩЕНИЯ В АГРЕГАТЕ НЕПРЕРЫВНОЙ СВАРКИ ПРИХВАТОЧНЫМ ШВОМ
Вид РИД
Изобретение
Область техники
Объектами настоящего изобретения являются контроллер коррекции смещения и способ управления коррекцией смещения, используемые в агрегате непрерывной сварки прихваточным швом, который производит обжатие открытой трубы с помощью множества формовочных валков, состыковывает кромки открытой трубы в поперечном направлении стального листа, из которого изготовлена данная открытая труба, и выполняет сварку указанных кромок прихваточным швом.
Уровень техники
В целом, процесс производства стальной трубы UOE включает в себя выполнение следующих операций: обжатие боковых кромок используемого в качестве исходной заготовки толстого стального листа, операцию формовки, при которой сначала кромки толстого стального листа в поперечном направлении подвергаются краевой гибке с помощью гибочного пресса С-образной формы, а затем с помощью гибочного пресса производятся U-формовка и О-формовка толстого стального листа, в результате которой он приобретает цилиндрическую форму, таким образом, что кромки стального листа в поперечном направлении располагаются напротив друг друга; операцию непрерывной сварки кромок прихваточным швом, при которой сначала производится стыковка расположенных напротив друг друга кромок открытой трубы, а затем выполняется непрерывная сварка состыкованных кромок при обжатии открытой трубы, операцию основной сварки, заключающуюся в выполнении сварки внутреннего и внешнего швов стальной трубы методом дуговой сварки под флюсом, и операцию экспандирования трубы, в ходе которой производится раздача стальной трубы изнутри с помощью экспандирующего устройства с целью получения стальной трубы с заданной округлостью, прямолинейностью и внешним диаметром.
При операции непрерывной сварки кромок прихваточным швом в процессе производства стальной трубы UOE используется агрегат непрерывной сварки прихваточным швом, который осуществляет непрерывную сварку кромок при перемещении трубы и ее обжим с помощью множества формовочных валков перед перемещением. Агрегат непрерывной сварки прихваточным швом должен выполнять сварку таким образом, чтобы сваренные кромки трубы располагались без разницы по уровню (далее везде называемому смещением), т.е. чтобы смещение соединенных кромок трубы относительно друг друга не превышало допустимой величины, с учетом размера стальной трубы и качества процесса основной сварки. В современном уровне техники известны попытки создания способа решения вышеуказанной проблемы, например в патентном документе 1 раскрывается способ, обеспечивающий возможность обнаружения смещения кромок и определения его величины, а также регулирования обжимающих усилий множества формовочных валков таким образом, чтобы уменьшить указанное смещение до уровня ниже допустимого значения.
Список цитированных источников
Патентная документация.
Патентный документ 1: Опубликованная патентная заявка Японии № Н05-211
Раскрытие изобретения
Техническая проблема
Обжимающее усилие, требующееся для удержания открытой трубы с помощью множества формовочных валков, изменяется в зависимости от внешнего диаметра трубы и толщины стенки трубы. Однако способ, раскрываемый в патентном документе 1, обеспечивает регулирование удерживающих усилий множества формовочных валков без учета величин внешнего диаметра и толщины стенки трубы. Таким образом, при применении способа, раскрываемого в патентном документе 1, обжимающие усилия множества формовочных валков заведомо значительно больше значений обжимающих усилий, соответствующих величинам внешнего диаметра и толщины стенки трубы, что приводит к возрастанию трения между кромками трубы в поперечном направлении, в результате чего коррекция смещения данных кромок иногда оказывается невозможной. Принимая во внимание вышеизложенное, существует необходимость разработки способа, обеспечивающего возможность коррекции смещения соединенных кромок открытой трубы с учетом величин внешнего диаметра и толщины стенки трубы.
В связи с данной проблемой целью настоящего изобретения является создание контроллера коррекции смещения и способа управления коррекцией смещения, обеспечивающих возможность коррекции смещения соединяемых кромок открытой трубы с учетом внешнего диаметра и толщины стенки данной трубы в агрегате непрерывной сварки прихваточным швом.
Решение проблемы
Контроллер коррекции смещения согласно настоящему изобретению, используемый в агрегате непрерывной сварки прихваточным швом, осуществляет обжатие открытой трубы с помощью множества формовочных валков, состыковку кромок открытой трубы в поперечном направлении стального листа, из которого изготовлена данная открытая труба, и сварку указанных кромок прихваточным швом; указанный контроллер содержит: измерительное устройство, осуществляющее обнаружение и измерение величины смещения кромок в поперечном направлении свариваемого участка открытой трубы, и управляющее устройство коррекции смещения, осуществляющее коррекцию обжимающих усилий формовочных валков, установленных на обеих сторонах свариваемого участка, таким образом, что величина смещения кромок становится меньше определенного значения, если величина смещения, измеренная измерительным устройством, больше или равна определенного значения, и уменьшающее обжимающие усилия других формовочных валков, если величина смещения кромок не становится меньше определенной величины после коррекции обжимающих усилий формовочных валков, установленных с обеих сторон свариваемого участка.
Контроллер коррекции смещения в агрегате непрерывной сварки прихваточным швом согласно настоящему изобретению содержит таблицу, содержащую соответствующие внешнему диаметру трубы и толщине стенки трубы верхние предельные значения обжимающих усилий формовочных валков; считывает из данной таблицы верхние предельные значения обжимающих усилий, соответствующие внешнему диаметру и толщине стенки трубы, и уменьшает обжимающие усилия других формовочных валков до считанных из таблицы верхних предельных значений.
Контроллер коррекции смещения в агрегате непрерывной сварки прихваточным швом согласно настоящему изобретению производит коррекцию обжимающих усилий формовочных валков, установленных с обеих сторон от свариваемого участка, таким образом, что величина смещения кромок становится меньше определенного значения, если величина смещения, замеренная измерительным устройством, продолжает превышать или быть равной определенному значению в течение определенного периода времени или дольше.
Способ управления коррекцией смещения в агрегате непрерывной сварки прихваточным швом согласно настоящему изобретению предусматривает обжатие цилиндрической стальной трубы снаружи с помощью множества формовочных валков, состыковку кромок в поперечном направлении трубы и непрерывную сварку указанных кромок прихваточным швом. Способ управления коррекцией смещения предусматривает: обнаружение и измерение величины смещения кромок в поперечном направлении свариваемого участка открытой трубы; и коррекцию обжимающих усилий формовочных валков, установленных на обеих сторонах свариваемого участка, таким образом, что величина смещения кромок становится меньше определенного значения, если величина смещения, измеренная измерительным устройством, больше определенного значения или равна, и уменьшение обжимающих усилий других формовочных валков, если величина смещения кромок не становится меньше определенной величины после коррекции обжимающих усилий формовочных валков, установленных с обеих сторон свариваемого участка.
Полезный эффект изобретения
Контроллер коррекции смещения и способ управления коррекцией смещения в агрегате непрерывной сварки прихваточным швом согласно настоящему изобретению могут обеспечивать коррекцию смещения соединяемых кромок открытой трубы с учетом внешнего диаметра и толщины стенки данной трубы.
Краткое описание чертежей
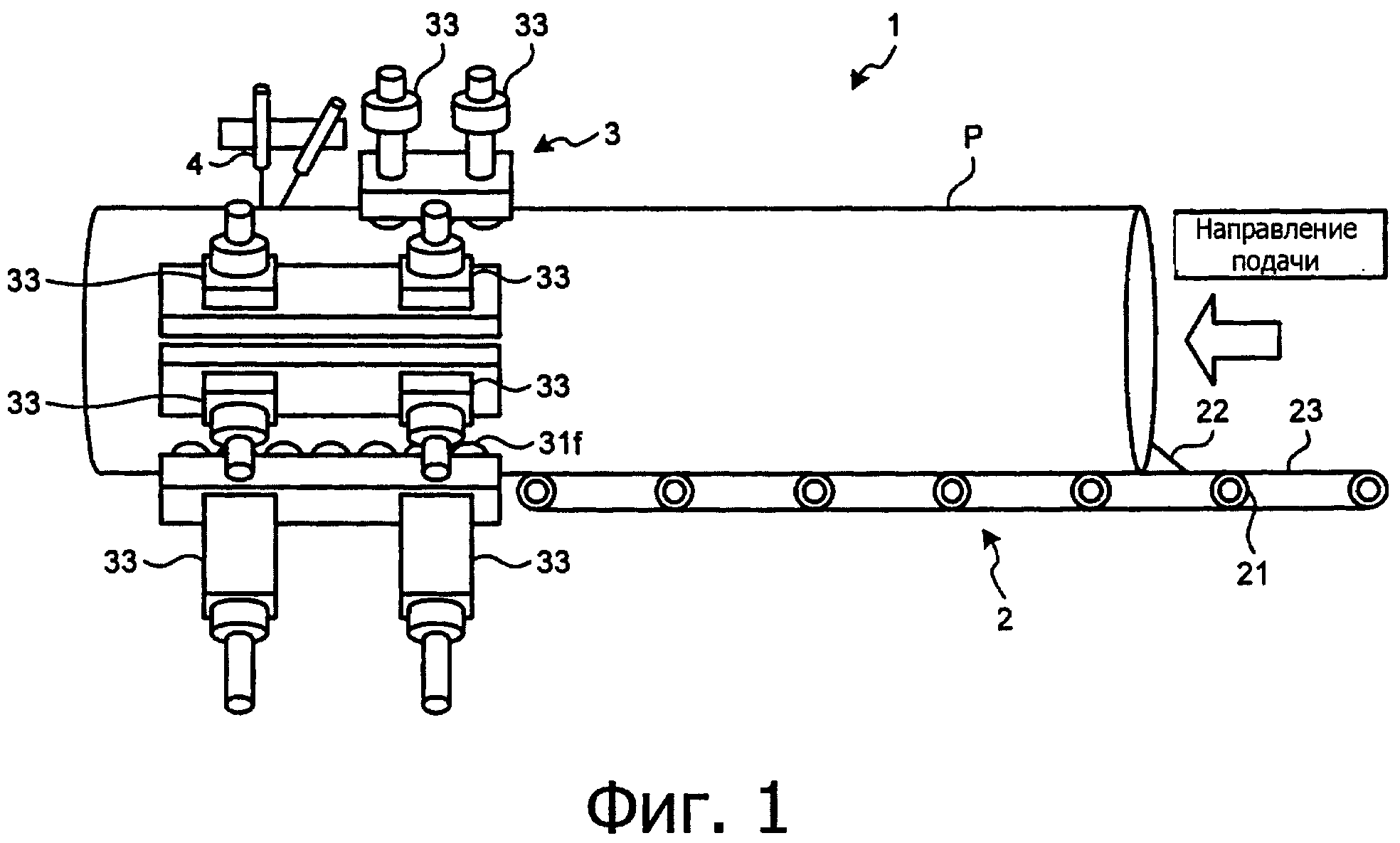
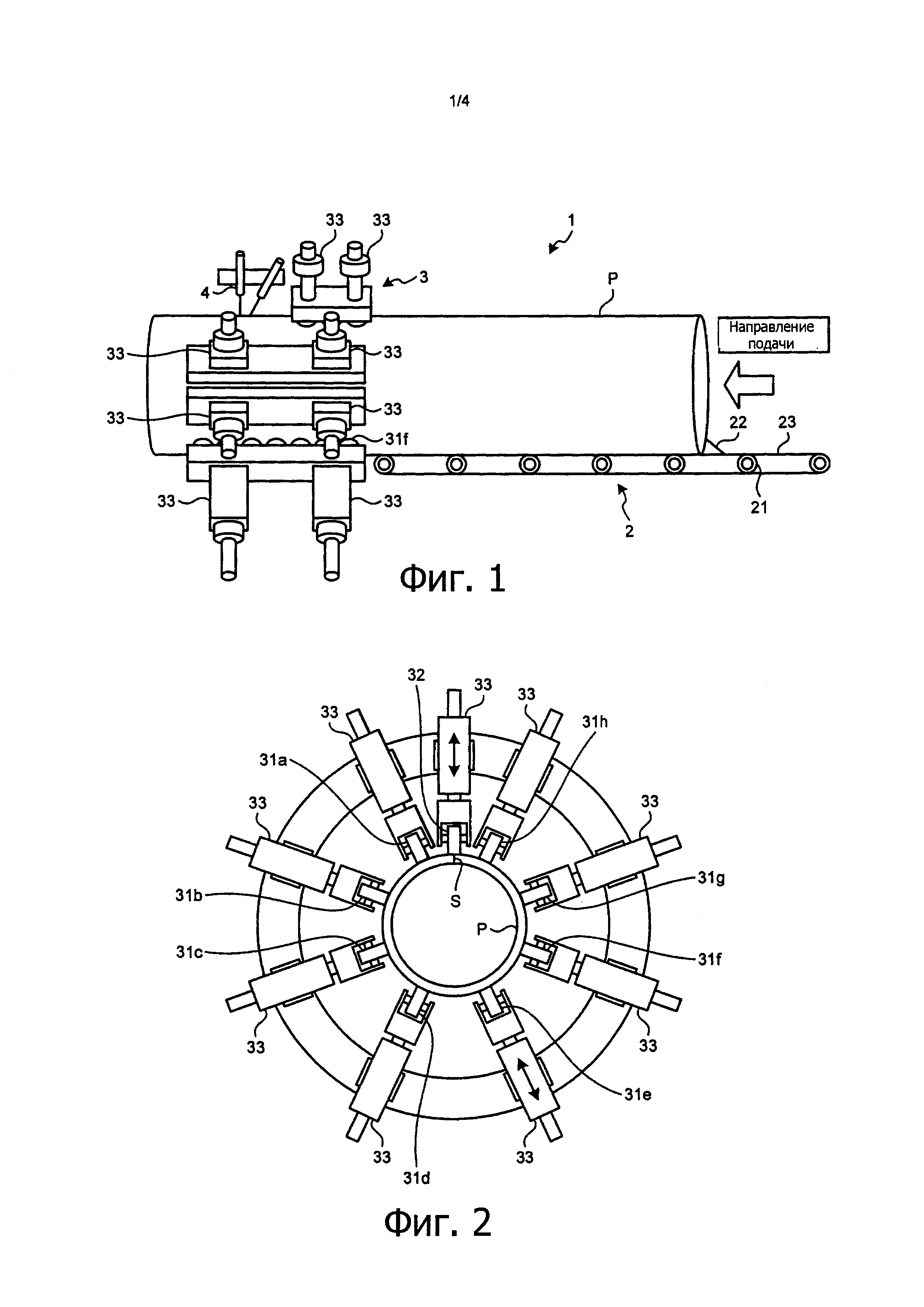
Фиг. 1 - принципиальная схема, иллюстрирующая конструкцию агрегата непрерывной сварки прихваточным швом, в котором применяется контроллер коррекции смещения согласно одному из возможных вариантов реализации настоящего изобретения.
Фиг. 2 - принципиальная схема, иллюстрирующая конструкцию обжимающего устройства, изображенного на Фиг. 1.
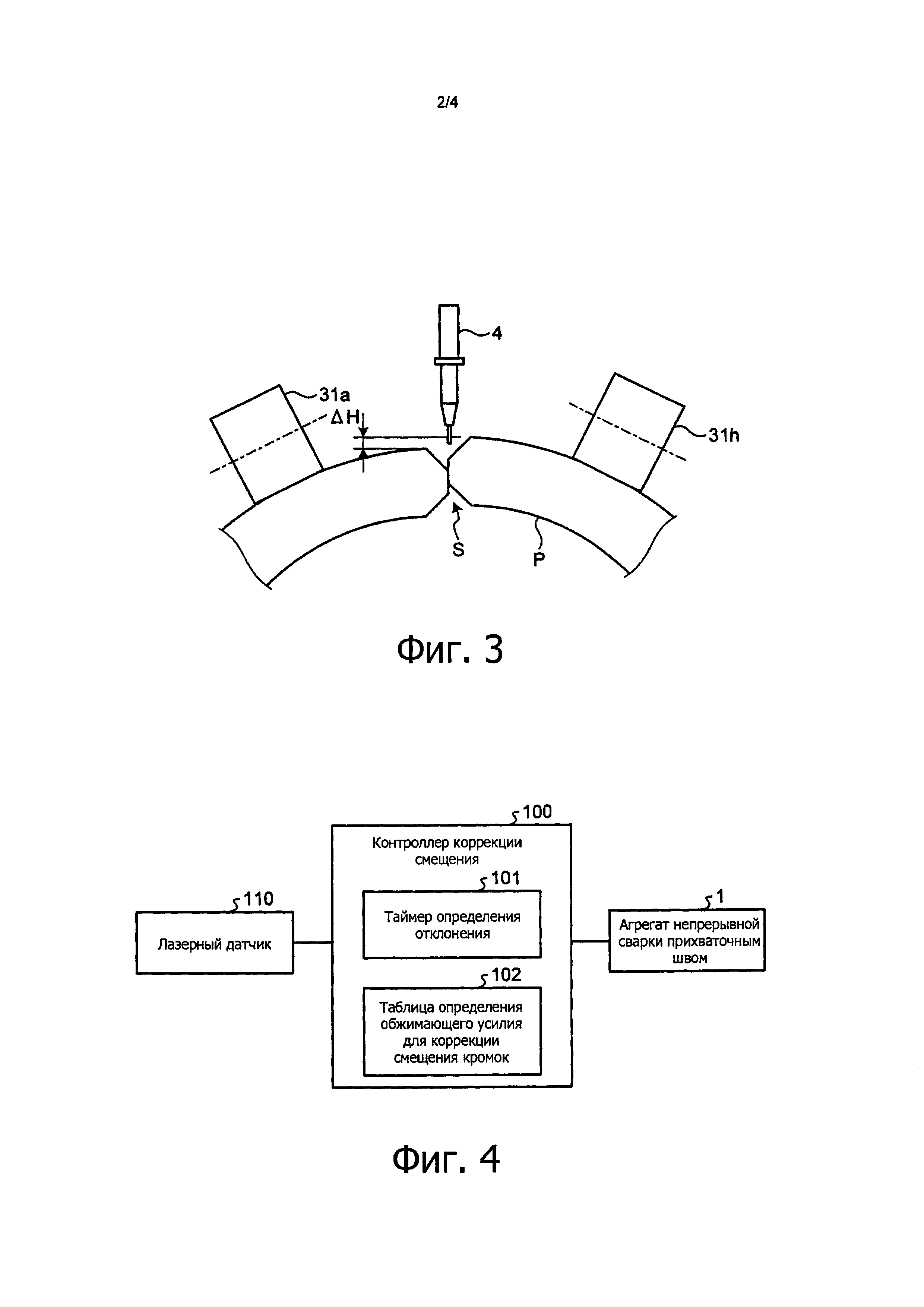
Фиг. 3 - принципиальная схема, объясняющая явление смещения соединяемых кромок.
Фиг. 4 - блок-схема, поясняющая устройство контроллера коррекции смещения в варианте реализации настоящего изобретения.
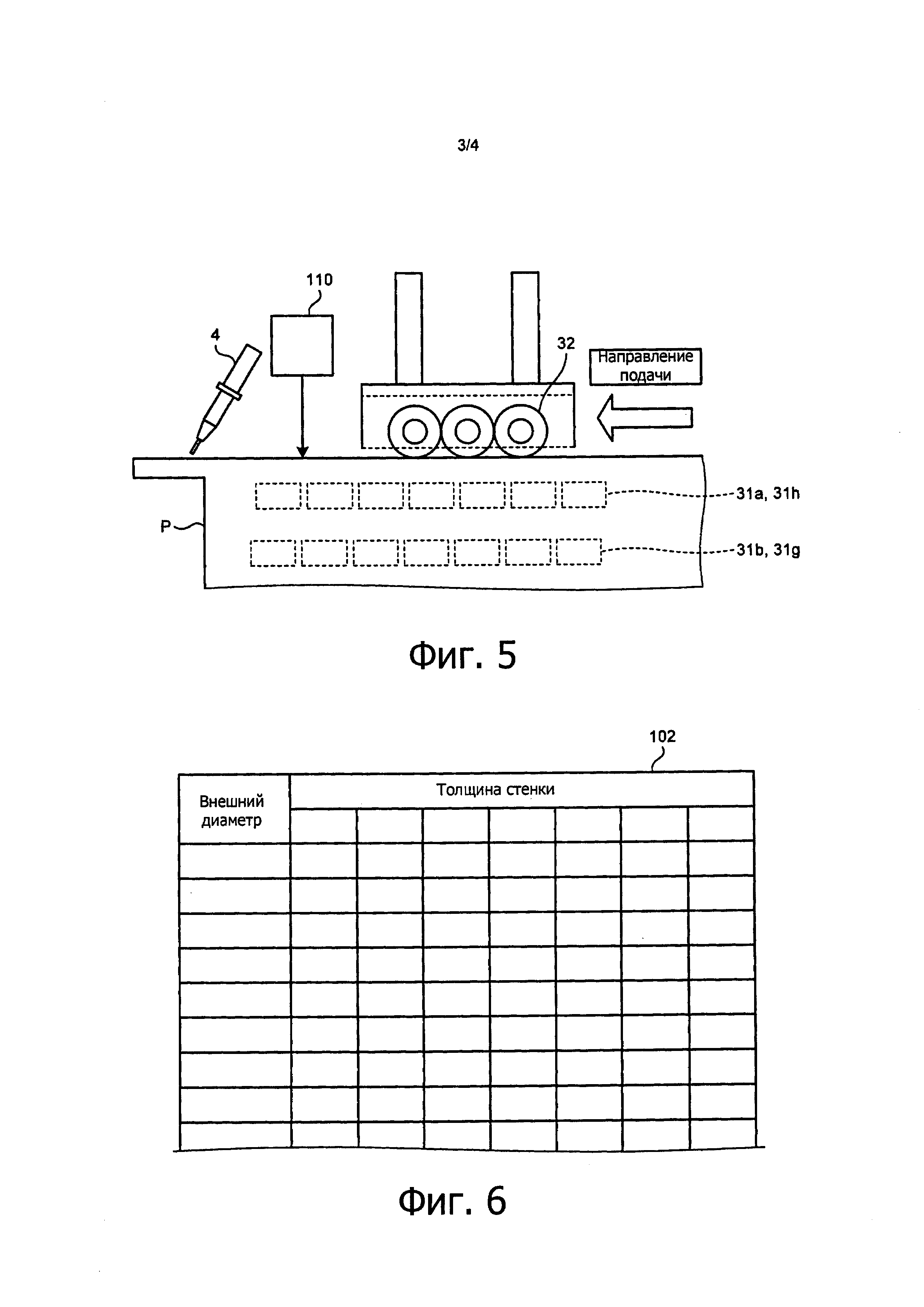
Фиг. 5 - принципиальная схема, демонстрирующая расположение лазерного датчика, показанного на Фиг. 4.
Фиг. 6 - принципиальная схема изображенной на Фиг. 4 таблицы, содержащей значения обжимающего усилия, зависящие от величин внешнего диаметра и толщины стенки трубы.
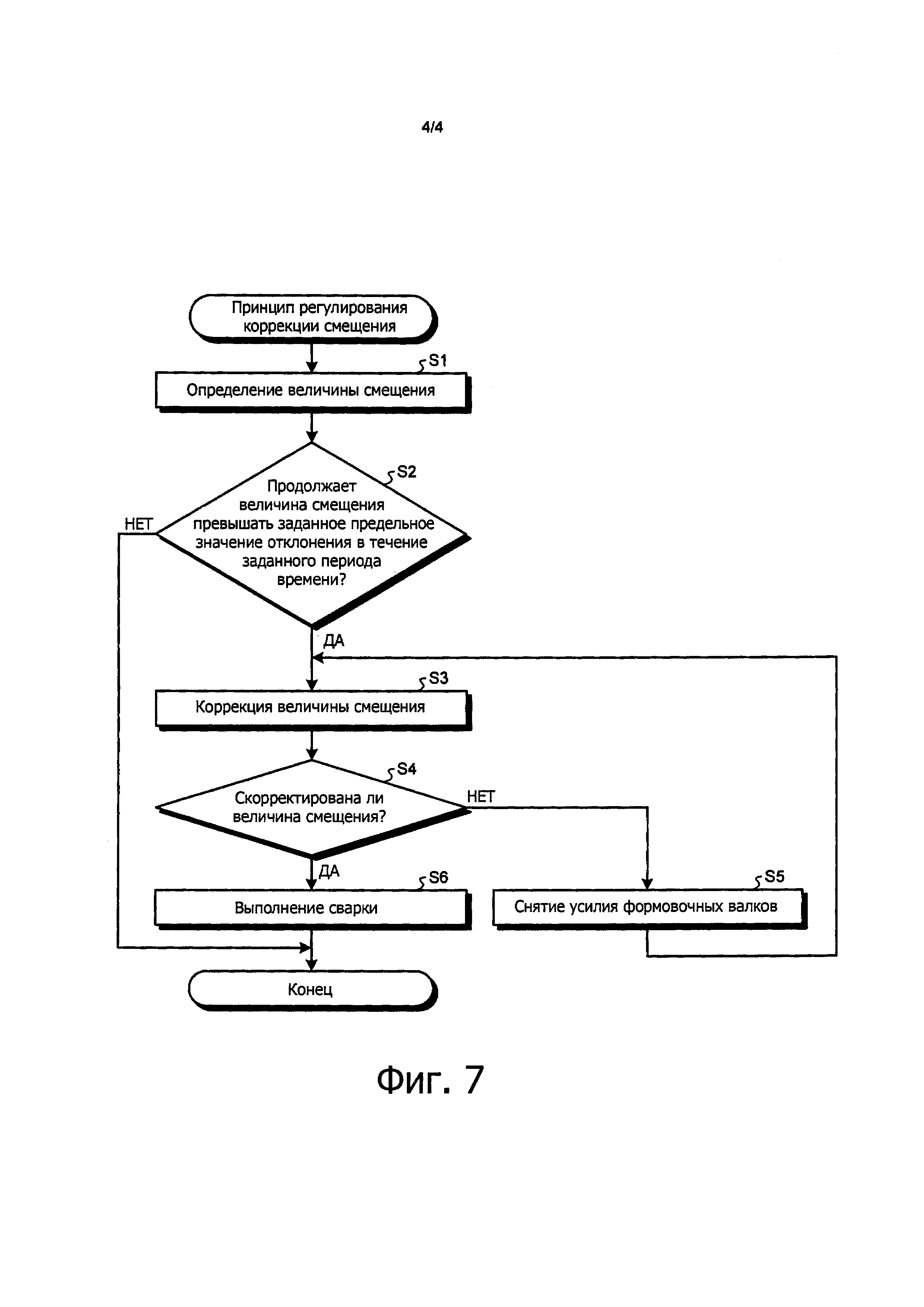
Фиг. 7 - блок-схема, поясняющая принцип регулирования коррекции смещения соединяемых кромок трубы в варианте реализации настоящего изобретения.
Осуществление изобретения
Ниже приводится описание устройства и принципа работы контроллера коррекции смещения в агрегате непрерывной сварки прихваточным швом в возможном варианте реализации настоящего изобретения со ссылками на прилагаемые чертежи.
Конструкция агрегата непрерывной сварки прихваточным швом
Сначала со ссылками на Фиг. 1 и 2 нами будет рассмотрена конструкция агрегата непрерывной сварки прихваточным швом, в котором используется контроллер коррекции смещения в данном варианте реализации настоящего изобретения. На Фиг. 1 приведена принципиальная схема, иллюстрирующая конструкцию агрегата непрерывной сварки прихваточным швом, в котором применяется контроллер коррекции смещения согласно одному из возможных вариантов реализации настоящего изобретения. На Фиг. 2 приведена принципиальная схема, иллюстрирующая конструкцию обжимающего устройства, изображенного на Фиг. 1.
Как видно из Фиг. 1, агрегат непрерывной сварки прихваточным швом 1, в котором используется контроллер коррекции смещения, в данном варианте реализации настоящего изобретения содержит конвейер 2, обжимающее устройство 3, горелку 4 для сварки прихваточным швом, которые являются основными компонентами данного агрегата.
Конвейер 2 содержит цепь (транспортировочную цепь) 23, содержащую крючок 22 и натянутую на множество роликов 21, установленную в направлении подачи стальной трубы Р. Конвейер 2 осуществляет перемещение стальной трубы Р в направлении подачи посредством вращения цепи 23 и при зацеплении крючком 22 за нижнюю кромку заднего торца стальной трубы Р.
При непрерывной сварке состыкованного участка S стальной трубы прихваточным швом обжимающее устройство 3 осуществляет обжим стальной трубы Р. В частности, как показано на Фиг. 2, обжимающее устройство 3 содержит 8 формовочных валков 31а-31h, расположенных по окружности трубы и осуществляющих обжим стальной трубы Р снаружи, а также стыковой валок 32, принудительно направляющий состыкованный участок S стальной трубы непосредственно сверху. Формовочные валки 31а-31h и стыковой валок 32 установлены параллельно продольной оси стальной трубы Р.
Формовочные валки 31а-31h и стыковой валок 32 снабжены гидроцилиндрами 33, каждый из которых выполнен с возможностью индивидуальной регулировки величины хода в соответствующем радиальном направлении стальной трубы Р. Регулирование обжимающих усилий стальной трубы Р осуществляется автоматически посредством регулирования величины хода в соответствующем радиальном направлении стальной трубы Р, формовочных валков 31а-31h и стыкового валка 32 с помощью соответствующих гидроцилиндров 33.
Горелка 4 для сварки прихваточным швом содержит электродуговой или лазерный сварочный аппарат. Горелка 4 для сварки прихваточным швом осуществляет непрерывную сварку прихваточным швом состыкованного участка S стальной трубы Р, обжатой обжимающим устройством 3.
Агрегат 1 непрерывной сварки прихваточным швом должен производить сварку таким образом, чтобы величина смещения кромок ΔН (см. Фиг. 3) на состыкованном участке S стальной трубы Р была меньше допустимого значения, с учетом влияния размеров стальной трубы и, например, качества процесса основной сварки. Контроллер коррекции смещения в данном варианте реализации настоящего изобретения осуществляет управление операцией непрерывной сварки кромок прихваточным швом так, как описано ниже. Ниже приводится описание устройства и принципа работы контроллера коррекции смещения кромок в агрегате непрерывной сварки прихваточным швом в возможном варианте реализации настоящего изобретения со ссылками на Фиг. 4-7.
Конструкция контроллера коррекции смещения
Рассмотрим сначала конструкцию и принцип работы контроллера коррекции смещения кромок в агрегате непрерывной сварки прихваточным швом в возможном варианте реализации настоящего изобретения со ссылками на Фиг. 4-6. На Фиг. 4 приведена блок-схема, поясняющая конструкцию контроллера коррекции смещения в варианте реализации настоящего изобретения. На Фиг. 5 представлена принципиальная схема, демонстрирующая расположение лазерного датчика, показанного на Фиг. 4. На Фиг. 6 приведена принципиальная схема изображенной на Фиг. 4 таблицы, содержащей значения обжимающего усилия, зависящие от величин внешнего диаметра и толщины стенки трубы.
Как показано на Фиг. 4, контроллер 100 коррекции смещения в данном варианте реализации настоящего изобретения выполнен на базе устройства обработки информации, такого как персональный компьютер, и электрически соединен с лазерным датчиком 110 и агрегатом 1 непрерывной сварки прихваточным швом, показанным на Фиг. 1.
Как показано на Фиг. 5, между стыковым валком 32 и горелкой 4 для сварки прихваточным швом установлен лазерный датчик 110, непрерывно осуществляющий контроль величины смещения ΔН кромок на состыкованном участке S. Лазерный датчик 110 посылает электрический сигнал, соответствующий величине обнаруженного смещения ΔН кромок на контроллер 100 коррекции смещения. Желательно, чтобы вокруг лазерного датчика 110 были установлены оптический фильтр и ограждение, предотвращающие влияние окружающего света, создаваемого процессом сварки прихваточным швом, при обнаружении и определении величины смещения кромок ΔН.
Возвращаясь обратно к Фиг. 4, мы видим, что контроллер 100 коррекции смещения содержит таймер 101 определения отклонения и таблицу 102 определения обжимающего усилия для коррекции смещения кромок. Таймер 101 определения отклонения измеряет период времени, в течение которого величина ΔН смещения больше или равна предельному значению отклонения (например, 1,0 мм). Таймер 101 определения отклонения начинает отсчет времени в момент, когда величина смещения ΔН становится равной или начинает превышать предельное значение отклонения, и заканчивает отсчет в момент, когда величина смещения ΔН становится меньше предельного значения отклонения. В показанной на Фиг. 6 таблице 102 определения обжимающего усилия для коррекции смещения кромок приведены установочные значения (< исходных значений) обжимающих усилий формовочных валков 31b, 31с, 31f и 31g, прикладываемых валками к стальной трубе Р, установленные для всех значений диаметра и толщины стенки стальных труб Р, которые применяются в случае, когда величина смещения ΔН кромок на состыкованном участке S стальной трубы Р не становится меньше предельного значения отклонения.
Принцип регулирования коррекции смещения
Ниже приводится описание принципа регулирования коррекции смещения в варианте реализации настоящего изобретения со ссылками на Фиг. 7.
На Фиг. 7 приведена блок-схема, поясняющая принцип регулирования коррекции смещения соединяемых кромок трубы в варианте реализации настоящего изобретения. В блок схеме, изображенной на Фиг. 7, цикл регулирования начинается с момента поступления командного сигнала на выполнение непрерывной сварки прихваточным швом, и процесс продолжается до момента S1. Цикл регулирования коррекции смещения повторяется на протяжении определенного периода времени, в течение которого осуществляется процесс непрерывной сварки.
В момент времени S1 контроллер 100 коррекции смещения с помощью лазерного датчика 110 обнаруживает смещение кромок ΔН на состыкованном участке S. На этом регулирование на этапе S1 заканчивается и начинается новый этап S2 процесса регулирования коррекции смещения.
При регулировании на этапе S2 контроллер 100 коррекции смещения определяет, продолжает величина смещения ΔН превышать заданное предельное значение отклонения в течение заданного периода времени (например, 0,5 с) или дольше, путем измерения времени с помощью таймера 101 определения отклонения. Если величина смещения ΔН не продолжает превышать предельное значение отклонения в течение определенного периода времени или дольше, контроллер 100 коррекции смещения завершает цикл регулирования коррекции смещения. Если величина смещения ΔН продолжает превышать предельное значение отклонения в течение определенного периода времени или дольше, контроллер 100 коррекции смещения продолжает регулирование на этапе S3. Если величина смещения, обнаруженного на этапе S1 регулирования, превышает заданное предельное значение отклонения от нормы (например, 1,8 мм), контроллер 100 коррекции смещения может приостановить работу агрегата 1 непрерывной сварки прихваточным швом.
На этапе S3 регулирования контроллер 100 коррекции смещения корректирует относительно друг друга обжимающие усилия формовочных валков 31а и 31h, установленных таким образом, что свариваемый участок S находится между ними, так что величина смещения ΔН, выявленного на этапе S1, становится меньше предельного значения отклонения. На этом регулирование на этапе S3 заканчивается и начинается новый этап S4 процесса регулирования коррекции смещения.
При регулировании на этапе S4 контроллер 100 коррекции смещения с помощью лазерного датчика 110 замеряет величину смещения ΔН после выполнения этапа S3 и определяет, стала ли величина смещения ΔН меньше предельного значения отклонения. Если по результатам данного определения величина смещения ΔН не стала меньше предельного значения отклонения, контроллер 100 коррекции смещения делает вывод, что удерживающие усилия формовочных валков 31b, 31с, 31f и 31g являются слишком большими, и переходит к этапу S5 процесса регулирования. Если величина смещения ΔН стала меньше предельного значения отклонения, контроллер 100 коррекции смещения продолжает регулирование на этапе S6.
При регулировании на этапе S5 контроллер 100 коррекции смещения считывает с таблицы 102 для определения обжимающего усилия для коррекции смещения кромок установочные значения обжимающих усилий, соответствующие внешнему диаметру и толщине стенки обрабатываемой стальной трубы Р, которые необходимо применить в случае, когда величина смещения ΔН кромок на состыкованном участке S не становится меньше предельного значения отклонения, и уменьшает обжимающие усилия формовочных валков 31b, 31с, 31f и 31g от исходных значений до взятых из таблицы значений. На этом регулирование на этапе S5 завершается и процесс регулирования коррекции смещения возвращается к этапу S3.
При регулировании на этапе S6 контроллер 100 коррекции смещения осуществляет управление агрегатом 1 непрерывной сварки прихваточным швом таким образом, что данный агрегат 1 производит сварку состыкованного участка S стальной трубы Р. На этом регулирование на этапе S6 заканчивается и цикл регулирования коррекции смещения завершается.
Как следует из приведенного выше описания, в принципе регулирования коррекции смещения в данном варианте реализации настоящего изобретения, если величина смещения ΔН кромок свариваемого участка трубы продолжает превышать предельное значение отклонения в течение определенного периода времени или дольше, контроллер 100 коррекции смещения корректирует величины обжимающих усилий формовочных валков 31а и 31h, установленных так, что состыкованный участок S расположен между ними, таким образом, что величина смещения ΔН становится меньше предельного значения отклонения. Если величина смещения ΔН не стала меньше предельного значения отклонения после корректирования обжимающих усилий формовочных валков 31а и 31h, установленных таким образом, что состыкованный участок S располагается между ними, контроллер 100 коррекции смещения уменьшает обжимающие усилия формовочных валков 31b, 31с, 31f и 31g. В результате становится возможным корректирование величины смещения ΔН кромок на состыкованном участке S с учетом величин внешнего диаметра и толщины стенки трубы.
Выше было приведено описание одного из возможных вариантов реализации настоящего изобретения. Однако настоящее изобретение не ограничивается лишь рассмотренным выше со ссылками на прилагаемые чертежи вариантом его реализации. Например, в рассмотренном варианте реализации изобретения коррекция обжимающих усилий формовочных валков 31b, 31с, 31f и 31g осуществляется автоматически, если величина смещения ΔН кромок на состыкованном участке S продолжает превышать предельное значение отклонения в течение определенного периода времени или дольше. Однако предпочтительно временно приостанавливать выполнение операции сварки, производить коррекцию обжимающих усилий формовочных валков 31b, 31с, 31f и 31g и после этого возобновлять выполнение операции сварки в случае, если автоматическая коррекция обжимающих усилий формовочных валков 31b, 31с, 31f и 31g является затруднительной, например, если эта коррекция осуществляется с помощью клапанов стравливания давления, которые открываются, когда давление достигает определенной величины, чтобы поддерживать заданный уровень давления. Такая процедура может обеспечивать такой же эффект, как и при автоматической коррекции обжимающих усилий формовочных валков 31b, 31с, 31f и 31g. Способ согласно настоящему изобретению может использоваться при непрерывной сварке кромок прихваточным швом в случае применения способа прессовой гибки взамен технологии, при которой выполняется сначала U-формовка, а затем О-формовка с помощью U-образного и О-образного гибочных прессов; при технологии прессовой гибки толстому стальному листу придается цилиндрическая форма, при которой кромки стального листа в поперечном направлении принимают положение, в котором они находятся напротив друг друга. При использовании способа прессовой гибки толстый стальной лист помещают на два линейных матричных элемента, расположенные параллельно друг другу, на определенном расстоянии друг от друга, и производится прессовка находящегося между данными матричными элементами участка стального листа с помощью пуансона. Таким образом, настоящее изобретение охватывает также и другие возможные варианты реализации, примеры и технологии, которые станут очевидными специалисту в данной области после ознакомления с вышеописанным вариантом реализации настоящего изобретения.
Промышленная применимость.
Настоящее изобретение может обеспечивать возможность корректирования величины смещения кромок на свариваемом участке открытой трубы с учетом ее внешнего диаметра и толщины стенки.
Перечень ссылочных позиций:
1 - агрегат непрерывной сварки прихваточным швом
2 - конвейер
3 - обжимающее устройство
4 - горелка для сварки прихваточным швом
21 - ролики
22 - крючок
23 - цепь (транспортировочная цепь)
31а - 31h - формовочные валки
32 - стыковой валок
33 - гидроцилиндры
100 - контроллер коррекции смещения
110 - лазерный датчик
101 - таймер определения отклонения
102 - таблица определения обжимающего усилия для коррекции смещения кромок
Р - стальная труба
S - состыкованный участок
Лист из текстурированной электротехнической стали
Резьбовое соединение для труб
Резьбовое соединение для стальных труб
Стальной лист с al-zn покрытием, нанесенным способом горячего окунания
Способ лазерной сварки
Стальной лист для горячей штамповки и способ изготовления из него деталей горячей штамповкой
Электротехническая листовая сталь с изоляционным покрытием
Способ изготовления листа из текстурированной электротехнической стали
Стойкая к истиранию толстолистовая сталь, которая демонстрирует превосходную ударную вязкость сварного шва и превосходную стойкость к замедленному разрушению
Стойкая к истиранию толстолистовая сталь, которая демонстрирует превосходную ударную вязкость сварного шва и превосходную стойкость к замедленному разрушению
Лист из текстурированной электротехнической стали
Резьбовое соединение для труб
Резьбовое соединение для стальных труб
Стальной лист с al-zn покрытием, нанесенным способом горячего окунания
Способ лазерной сварки
Стальной лист для горячей штамповки и способ изготовления из него деталей горячей штамповкой
Электротехническая листовая сталь с изоляционным покрытием
Способ изготовления листа из текстурированной электротехнической стали
Стойкая к истиранию толстолистовая сталь, которая демонстрирует превосходную ударную вязкость сварного шва и превосходную стойкость к замедленному разрушению
Стойкая к истиранию толстолистовая сталь, которая демонстрирует превосходную ударную вязкость сварного шва и превосходную стойкость к замедленному разрушению

