Результат интеллектуальной деятельности: СПОСОБ ЛАЗЕРНОЙ СВАРКИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу лазерной сварки, с помощью которого предотвращается налипание частиц от разбрызгивания к верхней поверхности обрабатываемой детали или оптическому компоненту, образуемое во время сварки, а также предотвращается образование поднутрения или недостаточности заполнения (т.е. углубления) на задней поверхности обрабатываемой детали.
Уровень техники
Лазерная сварка может иметь высокую плотность энергии и может достигать высокой глубины проникновения с высокой скоростью сварки. Таким образом, предполагается, что лазерная сварка является высокоэффективным способом сварки. Поскольку лазерная сварка вызывает плавление в чрезвычайно локализованных точках, то эффект от тепла, прикладываемого к обрабатываемой детали (например, тонкому стальному листу, толстой стальной пластине, пластине из нержавеющей стали или листу из нержавеющей стали), является маленьким и перекашивание или деформация являются небольшими, что приводит к высококачественному сварному соединению. Таким образом, лазерная сварка практически использовалась в области применения тонких стальных листов, таких как автомобильные тонкие стальные листы, на сборочной линии элементов каркаса или автомобильных корпусов. Кроме того, в области применения толстых стальных пластин практическое применение лазерной сварки серьезно рассматривалось, поскольку толщина свариваемой пластины (листа) увеличивается в результате текущих коммерческих продаж высокоэффективных машин для лазерной сварки, которые могут выполнять передачу по оптическому волокну с высокой мощностью.
Однако в лазерной сварке обрабатываемая деталь быстро плавится, поскольку лазерный луч с высокой плотностью излучения энергии конвергируется оптическим компонентом и излучается на участок сварки. Таким образом, расплавленный металл может рассеиваться вокруг, например расплескиваться из образованной сварочной ванны расплавленного металла. Если рассеиваемые брызги прилипают к обрабатываемой детали, внешний вид свариваемого участка портится. Кроме того, если брызги прилипают к защитному стеклу или оптическому компоненту, такому как линзы, свойства лазерного луча, например, такие, как свойство фокусирования или уровень плотности потока излучения, изменяются и эксплуатационные параметры лазерной сварки становятся нестабильными.
Если образуется большое количество брызг, то количество расплавленного металла в сварочной ванне металла уменьшается, таким образом, образование сварочных дефектов, таких как поднутрение или недостаточность заполнения шва (т.е. углубление), происходит с большей вероятностью. Возникновение поднутрения или недостаточности заполнения приводит к уменьшению прочности сваренного участка.
Учитывая эти проблемы, например, патентная литература 1, раскрывает технологию предотвращения разбрызгивания в рабочей головке лазера за счет использования лазерной рабочей головки, имеющей конфигурацию сопла с двойной трубкой, и образования экранирующего барьера из вспомогательных газов, выбрасываемых из внешнего сопла головки.
Патентная литература 2 раскрывает технологию предотвращения возникновения недостаточности заполнения шва и разбрызгивания за счет подачи присадочной проволоки к сварочному участку, который подвергается лазерной сварке, при этом осуществляется колебание присадочной проволоки.
Патентная литература 3 раскрывает технологию предотвращения возникновения налипания разбрызгиваемых частиц к лазерной рабочей головке и обрабатываемой детали за счет выталкивания жидкости в стороны, в пространство между лазерной рабочей головкой и обрабатываемой деталью.
Патентная литература 4 раскрывает технологию предотвращения возникновения налипания разбрызгиваемых частиц к оптическому компоненту или обрабатываемой детали за счет выдувания газом в стороны от положения около обрабатываемой детали в направлении разбрызгивания из сварочной ванны расплавленного металла, образованной за счет облучения лазерным лучом.
Патентная литература
1. Публикация нерассмотренной заявки на патент Японии № H11-123578.
2. Публикация нерассмотренной заявки на патент Японии №2004-330299.
3. Публикация нерассмотренной заявки на патент Японии №2003-334686.
4. Публикация нерассмотренной заявки на патент Японии №2009-166050.
Раскрытие изобретения
Хотя технология, раскрываемая в Патентной литературе 1, может предотвращать налипание разбрызгиваемых частиц к внутренней части лазерной рабочей головки, эта технология не может предотвращать налипание разбрызгиваемых частиц к верхушке лазерной рабочей головки или обрабатываемой детали.
С помощью технологии, раскрываемой в Патентной литературе 2, компоненты используемой присадочной проволоки изменяют состав свариваемого металла, таким образом изменяя и свойства свариваемого металла. Таким образом, присадочная проволока, предназначенная для компонентов обрабатываемой детали, должна выбираться. Следовательно, увеличиваются накладные расходы по регулированию запасов присадочной проволоки или технический контроль при выборе присадочной проволоки.
С помощью технологии, раскрываемой в Патентной литературе 3, когда свариваемая обрабатываемая деталь имеет большую толщину пластины и требует использования большой мощности лазера, количество разбрызгиваемых вокруг частиц увеличивается. Таким образом, не может быть полностью предотвращено налипание брызг к лазерной рабочей головке и обрабатываемой детали.
Технология, раскрываемая в Патентной литературе 4, является эффективной для предотвращения налипания разбрызгиваемых частиц, образованных на верхней стороне поверхности обрабатываемой детали (т.е. стороне, облучаемой лазерным лучом). Однако в этой технологии разбрызгивание устраняется за счет обдувания, таким образом, количество расплавленного металла в сварочной ванне металла уменьшается и сварочные дефекты, такие как поднутрение или недостаточность заполнения, с большей вероятностью образуются на задней поверхности обрабатываемой детали.
Учитывая эти обстоятельства, целью настоящего изобретения является обеспечение способа лазерной сварки, относящегося к способу стыковой сварки, включающего в себя сваривание с помощью облучения канавки, образованной между стыкующимися поверхностями обрабатываемой детали, лазерным лучом со стороны верхней поверхности, причем способ лазерной сварки не использует присадочной проволоки, предотвращает разбрызгивание в процессе сварки и налипание к верхним поверхностям обрабатываемой детали и оптическому компоненту, а также предотвращает образование поднутрения или недостаточности заполнения шва на задней поверхности обрабатываемой детали.
Изобретатели заметили, что все технологии, раскрываемые в списке патентной литературы с 1 по 4, выполняют лазерную сварку за счет облучения обрабатываемой детали единственным лазерным лучом, излучаемым перпендикулярно обрабатываемой детали. В том случае, когда обрабатываемая деталь облучается падающим перпендикулярно единственным лазерным лучом, энергия лазерного луча фокусируется на участке обрабатываемой детали, облучаемом лазерным лучом. Таким образом, температура расплавленного металла значительно увеличивается и расплавленный металл колеблется. Следовательно, не только разбрызгивание с большей вероятностью происходит на верхней поверхности обрабатываемой детали, но также с большей вероятностью на задней поверхности обрабатываемой детали образуется поднутрение или недостаточность заполнения шва.
С другой стороны, когда используются два лазерных луча и они располагаются вдоль линии сплавления, чтобы разделять энергию, могут быть предотвращены увеличение температуры расплавленного металла или колебания расплавленного металла. Таким образом, интенсивность разбрызгивания, создаваемого на верхней поверхности обрабатываемой детали, может быть уменьшена и может быть предотвращено образование поднутрения или недостаточности заполнения шва на задней поверхности обрабатываемой детали. За счет излучения лазерного луча (в дальнейшем определяемого как ведущий лазерный луч), который находится впереди другого лазерного луча (в дальнейшем определяемого как задний лазерный луч), в направлении, в котором продолжается сварка на верхней поверхности обрабатываемой детали, таким образом, что ведущий лазерный луч и задний лазерный луч наклоняются в том направлении, в котором продолжается сварка, за счет установки угла падения ведущего лазерного луча, который должен быть большим, чем угол падения заднего лазерного луча, а также за счет излучения ведущего лазерного луча и заднего лазерного луча таким образом, что ведущий лазерный луч и задний лазерный луч не пересекаются между собой внутри обрабатываемой детали, лазерные лучи не фокусируются на единственной точке внутри обрабатываемой детали, таким образом увеличивая эффекты уменьшения количества брызг и предотвращая образование поднутрения или недостаточности заполнения. Хотя подробности, относящиеся к механизму, который предотвращает возникновение разбрызгивания и поднутрения или недостаточность заполнения, не известны, предполагаются следующие причины. Разбрызгивание предотвращается за счет разделения энергии на два лазерных луча, излучаемых на стальной лист с углами падения, предварительно нагревающими стальной лист, используя один из лазерных лучей, который находится впереди по отношению к другому лучу, в то же время подавляя разбрызгивание, а затем происходит плавление стального листа с использованием заднего лазерного луча. Здесь угол падения каждого лазерного луча означает угол, образованный между направлением, перпендикулярным верхней поверхности обрабатываемой детали, и направлением, в котором излучается лазерный луч.
Настоящее изобретение выполнено, принимая во внимание эти сведения. В частности, настоящее изобретение обеспечивает способ лазерной сварки, включающий в себя: излучение двух лазерных лучей вдоль линии сплавления от стороны верхней поверхности обрабатываемой детали, при этом два лазерных луча передаются через различные оптические волокна и имеют диаметры сфокусированных пятен с размером 0.3 мм или более; излучение лазерных лучей производится таким образом, что ведущий лазерный луч из двух лазерных лучей и задний лазерный луч из двух лазерных лучей наклоняются в том направлении, в котором продолжается сварка, с углом падения по отношению к направлению, перпендикулярному верхней поверхности обрабатываемой детали, при этом ведущий лазерный луч находится впереди по отношению к заднему лазерному лучу на верхней поверхности обрабатываемой детали в направлении, в котором продолжается сварка, а задний лазерный луч располагается за ведущим лазерным лучом на верхней поверхности обрабатываемой детали в направлении, в котором продолжается сварка; причем установка угла падения ведущего лазерного луча должна быть больше, чем установка угла падения заднего лазерного луча.
Кроме того, настоящее изобретение является способом лазерной сварки, в котором лазерная сварка выполняется с установкой зазора между центром облучаемой области верхней поверхности обрабатываемой детали, которая облучается ведущим лазерным лучом, и центром облучаемой области верхней поверхности обрабатываемой детали, которая облучается задним лазерным лучом, который должен составлять 6×Dmax или меньше, где Dmax является пятном с диаметром наибольшего размера среди диаметров Da пятна ведущего лазерного луча и диаметров Db пятна заднего лазерного луча, а также за счет установки зазора между центром выходящей области задней поверхности обрабатываемой детали, из которой выходит ведущий лазерный луч и центром выходящей области задней поверхности обрабатываемой детали, из которой выходит задний лазерный луч, таким образом, чтобы попадать в пределы области от 2×Dmax до 12×Dmax по отношению к наибольшему диаметру Dmax пятна.
Предпочтительно, углы падения ведущего лазерного луча и заднего лазерного луча попадают в диапазон от 5 до 50°.
В соответствии с настоящим изобретением, когда осуществляется стыковая сварка, может быть предотвращено разбрызгивание из верхней поверхности обрабатываемой детали во время сварки, а также может быть предотвращено образование поднутрения или недостаточности заполнения шва на задней поверхности обрабатываемой детали.
Краткое описание чертежей
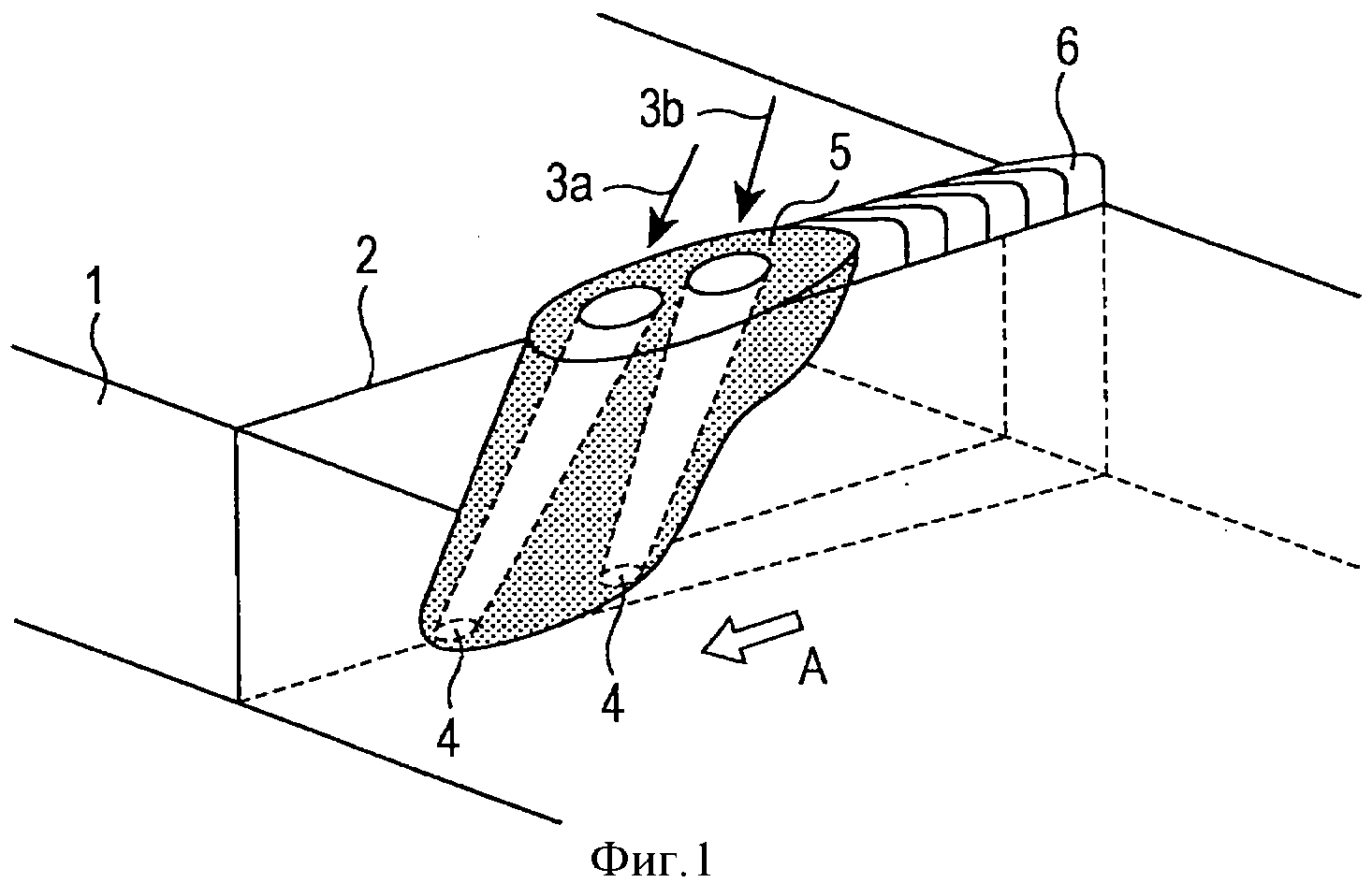
Фиг.1 является видом в перспективе, схематически иллюстрирующим случай, к которому применимо настоящее изобретение, где сварка осуществляется с использованием двух лазерных лучей.
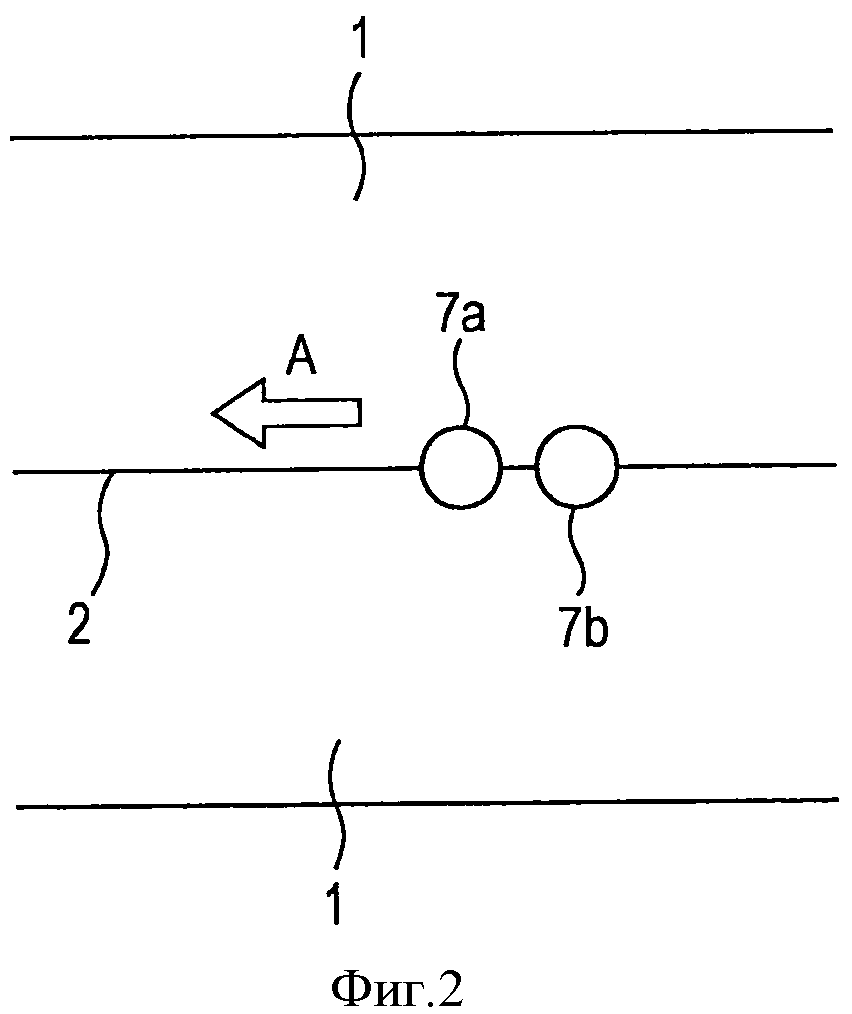
Фиг.2 является видом сверху, схематически иллюстрирующим пример расположения облучаемой области верхней поверхности стального листа, изображенного на фиг.1, облучаемой ведущим лазерным лучом, облучаемой области верхней поверхности, облучаемой задним лазерным лучом, и линию сплавления.
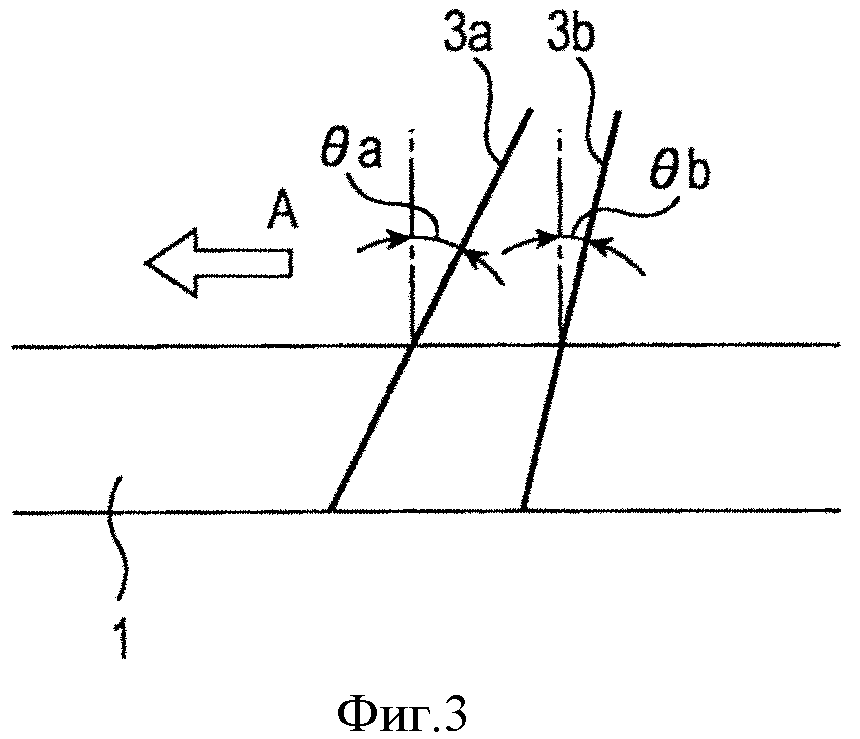
Фиг.3 является видом сбоку, схематически иллюстрирующим пример расположения ведущего лазерного луча и заднего лазерного луча, изображенных на фиг.1, и линий, перпендикулярных верхней поверхности стального листа.
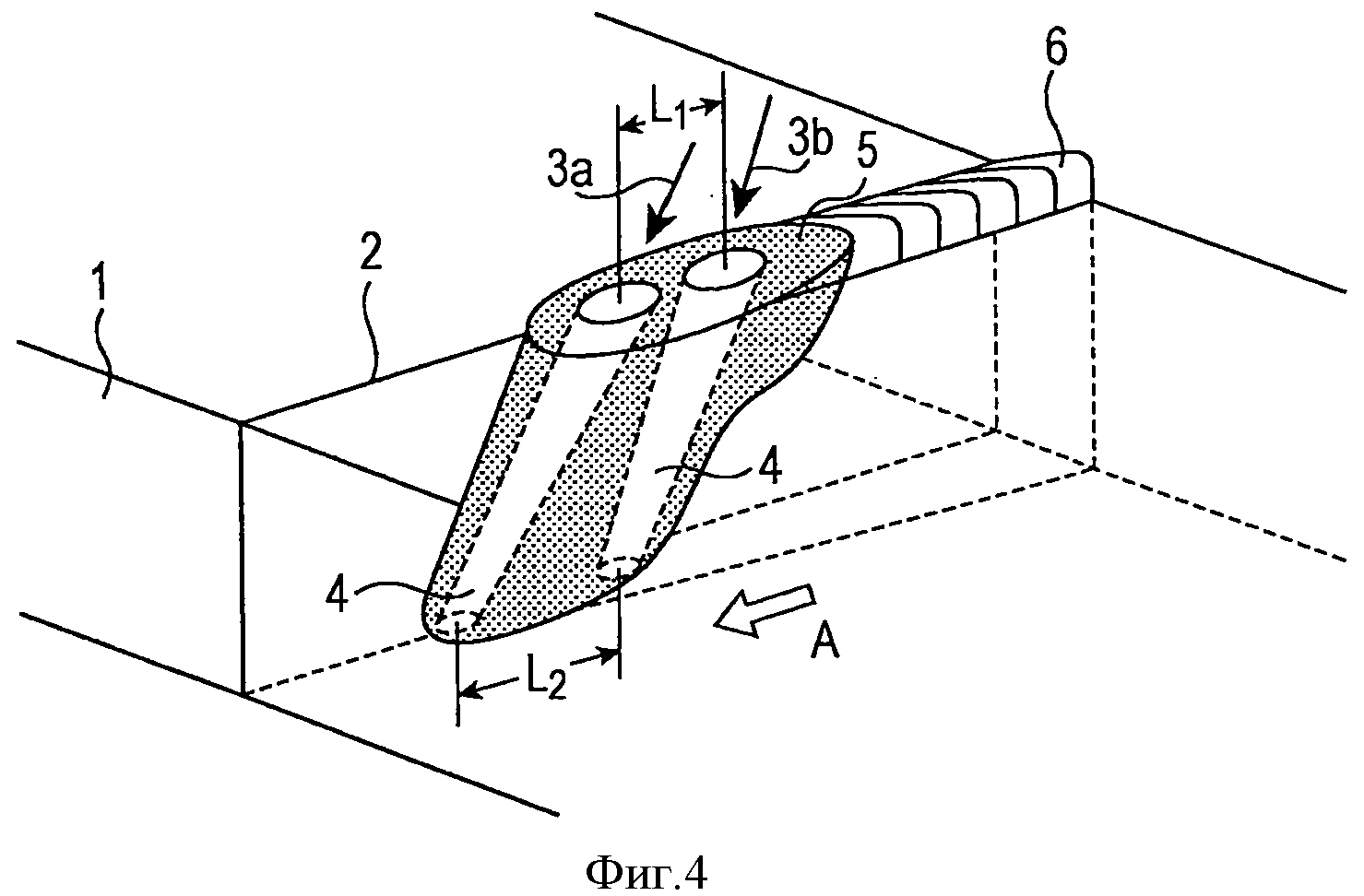
Фиг.4 является видом в перспективе, схематически иллюстрирующим второй пример настоящего изобретения, к которому применимо настоящее изобретение, где сварка осуществляется с использованием двух лазерных лучей.
Осуществление изобретения
Фиг.1 является видом в перспективе, схематически иллюстрирующим случай, к которому применимо настоящее изобретение, где стыковая сварка осуществляется на обрабатываемых деталях с использованием двух лазерных лучей. Стрелка А на фиг.1 обозначает направление, в котором продолжается сварка. Линия 2 сплавления является линией, которая показывает соединение, по которому соединяются два пристыкованных стальных листа 1. Фиг.1 иллюстрирует в перспективе глубокую полость 4 (в дальнейшем определяемую как сквозное проплавление), которая образуется в результате излучения лазерных лучей 3а и 3b, и расплавленный металл 5, образуемый вокруг сквозного проплавления 4. В дальнейшем описывается случай, где сварка осуществляется на обрабатываемых деталях 1, при этом стальные листы используются в качестве примеров обрабатываемых деталей 1.
В настоящем изобретении два лазерных луча 3а и 3b излучаются со стороны верхней поверхности стальных листов 1 вдоль линии 2 сплавления между стальными листами 1. В это время, если лазерный луч, передаваемый через единственное оптическое волокно, разделяется на два луча оптическим компонентом (например, призмой) и излучаются два луча, углы падения двух лучей, которые будут описываться ниже, не могут быть установлены отдельно. Кроме того, зазор между центральными участками излучаемых областей, которые будут описываться ниже, и диаметры пятен не могут быть установлены отдельно. По этой причине требуются два лазерных луча 3а и 3b, которые должны передаваться через различные оптические волокна.
Может быть использован один или два лазерных генератора (лазера). В том случае, когда существует только один лазер и должны передаваться два лазерных луча, генерируемый лазерный луч разделяется на два в лазере, а затем два лазерных луча могут передаваться через различные оптические волокна.
1. Зазор между облучаемой областью, которая облучается лазерным лучом, и линия сплавления на верхней поверхности стального листа
Как проиллюстрировано на фиг.1, лазерные лучи 3а и 3b располагаются на передней и задней поверхностях вдоль линии 2 сплавления. Один лазерный луч, который находится впереди другого лазерного луча, на верхней поверхности стального листа 1 в направлении, в котором продолжается сварка, определяется как ведущий лазерный луч 3а, в то время как задний лазерный луч, который находится позади ведущего лазерного луча 3а, определяется как задний лазерный луч 3b. Фиг.2 является видом сверху, схематически иллюстрирующим пример расположения облучаемой области 7а верхней поверхности стального листа 1, облучаемой ведущим лазерным лучом 3а, облучаемой области 7b верхней поверхности, облучаемой задним лазерным лучом 3b, и линию 2 сплавления.
Предпочтительно, центры облучаемых областей 7а и 7b верхней поверхности стального листа 1, соответственно облучаемые ведущим лазерным лучом 3а и задним лазерным лучом 3b, позиционируются таким образом, чтобы они совпадали с линией 2 сплавления, как проиллюстрировано на фиг.2. Однако осуществление сварки, в то время как эти лучи 3а и 3b продолжают позиционироваться описанным выше способом, является затруднительным, и поэтому центры облучаемых областей 7а и 7b верхней поверхности стального листа 1 не всегда совпадают с линией 2 сплавления во время операции сваривания. Когда зазор между линией 2 сплавления и центром каждой из облучаемых областей 7а и 7b увеличивается, ведущий лазерный луч 3а или задний лазерный луч 3b отклоняются от стыковой канавки и, таким образом, с большей вероятностью могут появиться сварочные дефекты, такие как неполное расплавление канавки.
Хотя центры облучаемых областей 7а и 7b не совпадают с линией 2 сплавления, если сварка выполняется таким образом, что линия 2 сплавления проходит в области, находящейся внутри облучаемых областей 7а и 7b, сварочные дефекты не появляются. Таким образом, предпочтительно, чтобы зазор между линией 2 сплавления и центром каждой из облучаемых областей 7а или 7b находился внутри радиуса облучаемой области 7а или 7b.
2. Диаметры сфокусированных пятен ведущего лазерного луча и заднего лазерного луча
Диаметры сфокусированных пятен ведущего лазерного луча 3а и заднего лазерного луча 3b должны составлять 0.3 мм или более. Здесь диаметр сфокусированного пятна является диаметром пятна в сфокусированном положении, когда каждый лазерный луч 3а или 3b оптически сфокусирован. Таким образом, лазерный луч имеет самую высокую плотность энергии в сфокусированном положении. Когда диаметры сфокусированных пятен ведущего лазерного луча 3а и заднего лазерного луча 3b меньше чем 0.3 мм, наплавленный валик 6 сварного шва имеет меньшую ширину во время сваривания и часть канавки остается нерасплавленной. С другой стороны, если диаметры пятен превышают 1.2 мм, то лазерные лучи имеет маленькую плотность энергии и, таким образом, сквозное проплавление 4 с большей вероятностью становится нестабильным. Таким образом, предпочтительно, чтобы диаметры сфокусированных пятен лазерных лучей 3а и 3b составляли 1.2 мм или менее.
Сквозное проплавление 4 образуется благодаря давлению испарения и реактивной силе испарения, которая имеет место при плавлении стального листа 1 и когда расплавленный металл 5 испаряется в результате излучения лазерных лучей 3а и 3b. Таким образом, сквозное проплавление 4 необходимо стабилизировать, чтобы стабильно выполнять стыковую сварку стальных листов 1 с применением настоящего изобретения.
Предпочтительно, сфокусированные пятна лазерных лучей 3а и 3b имеют круговую форму, но могут быть и овальными. В том случае, когда пятна имеют овальную форму, малая ось эллипса сфокусированного пятна каждого луча устанавливается таким образом, чтобы она превышала 0.3 мм или более. Кроме того, малая ось эллипса, предпочтительно, составляет 1.2 мм или менее по тем же причинам, как и в случае кругового пятна.
3. Расстояние от верхней поверхности стального листа до фокусной точки
Расстояние от верхней поверхности стального листа 1 до фокусной точки каждого из лазерных лучей 3а или 3b обозначается как t (мм), а толщина стального листа 1 обозначается как Т (мм). Если расстояние t от верхней поверхности стального листа 1 до фокусной точки превышает -3×Т (особенно 3Т в направлении вверх от верхней поверхности), то положение фокусной точки слишком высокое, что создает трудности для стабильной поддержки сквозного проплавления. С другой стороны, если расстояние t превышает 3×Т (особенно 3Т в направлении вниз от верхней поверхности), то положение фокусной точки слишком низкое, при этом с большей вероятностью создается разбрызгивание из задней поверхности стального листа 1. Таким образом, расстояние t от верхней поверхности стального листа 1 до фокусной точки, предпочтительно, устанавливается таким образом, чтобы попадать в диапазон от -3×Т до 3×Т.
4. Угол падения ведущего лазерного луча и угол падения заднего лазерного луча
Фиг.3 является видом сбоку, схематически иллюстрирующим пример расположения ведущего лазерного луча 3а и заднего лазерного луча 3b, изображенных на фиг.1, и линии, перпендикулярные верхней поверхности стального листа 1. Как проиллюстрировано на фиг.3, ведущий лазерный луч 3а и задний лазерный луч 3b излучаются на верхнюю поверхность стального листа 1, в то же время они наклонены в направлении, в котором продолжается сварка, обозначенном стрелкой А. Когда образуется угол θа между ведущим лазерным лучом 3а и линией, перпендикулярной верхней поверхности стального листа 1, определяемый как угол падения ведущего лазерного луча 3а, а угол θb образуется между задним лазерным лучом 3b и линией, перпендикулярной поверхности стального листа 1, определяемый как угол падения заднего лазерного луча 3b, эти углы падения устанавливаются таким образом, чтобы удовлетворять соотношению θа>θb.
Кроме того, ведущий лазерный луч 3а и задний лазерный луч 3b располагаются таким образом, чтобы не пересекаться между собой внутри стального листа 1. Когда расстояние от верхней поверхности стального листа 1 до пересечения ведущего лазерного луча 3а и заднего лазерного луча 3b обозначается как X (мм), а толщина стального листа 1 обозначается как Т (мм), предпочтительно, чтобы X устанавливался в диапазоне 0 (т.е. верхняя поверхность стального листа 1) ≤X≤2×Т (т.е. на 2Т в направлении вверх от верхней поверхности стального листа 1). Причина для этой установки является следующей. В том случае, когда X<0, ведущий лазерный луч 3а и задний лазерный луч 3b пересекаются между собой внутри стального листа 1. Таким образом, сквозные проплавления 4 ведущего лазерного луча 3а и заднего лазерного луча 3b объединяются друг с другом и образуют большое сквозное проплавление, в связи с этим легко образуя большое количество брызг. С другой стороны, в том случае, когда X>2×Т, расплавленный металл 5 разделяется и, таким образом, расплавленное состояние пристыкованного участка становится нестабильным, в связи с этим легко образуя большое количество брызг.
Когда угол θа падения ведущего лазерного луча 3а и угол θb падения заднего лазерного луча 3b устанавливаются таким образом, чтобы удовлетворять соотношению θа<θb, расстояние от верхней поверхности до задней поверхности стального листа 1, для которой передается задний лазерный луч 3b, увеличивается. Таким образом, энергия заднего лазерного луча 3b ослабляется и эффективность нагрева уменьшается. Таким образом, состояние расплавления пристыкованного участка, который расплавляется задним лазерным лучом 3b, становится нестабильным, хотя получается эффект предварительного нагревания от ведущего лазерного луча 3а в отношении пристыкованного участка.
С другой стороны, если углы падения θа и θb устанавливаются таким образом, чтобы удовлетворять соотношению θа=θb, то сквозные проплавления 4 ведущего лазерного луча 3а и заднего лазерного луча 3b с большей вероятностью становятся объединенными друг с другом и вместе образуют большое сквозное проплавление. Таким образом, может быть образовано большое количество брызг.
По этой причине углы падения ведущего лазерного луча 3а и заднего лазерного луча 3b должны быть установлены таким образом, чтобы удовлетворять соотношению θа>θb. В частности, угол θа наклона ведущего лазерного луча 3а устанавливается таким образом, чтобы быть больше для предотвращения разбрызгивания, когда производится предварительное нагревание пристыкованного участка. Угол θb наклона заднего лазерного луча 3b устанавливается таким образом, чтобы быть меньше, для увеличения эффективности нагревания, когда производится плавление пристыкованного участка.
Следовательно, возникновение разбрызгивания может произойти с меньшей вероятностью, и таким образом может быть предотвращено образование поднутрения или недостаточности заполнения шва.
Если угол θа падения ведущего лазерного луча 3а меньше 5°, то этот угол θа падения является слишком маленьким и ведущий лазерный луч 3а работает аналогично тому, как в том случае, когда ведущий лазерный луч 3а является излучаемым вертикально. Таким образом, ведущий лазерный луч 3а не может проявлять эффект предотвращения образования разбрызгивания. С другой стороны, если угол θа падения превышает 50°, то расстояние от верхней поверхности до задней поверхности стального листа 1, для которого передается ведущий лазерный луч 3а, увеличивается и энергия ведущего лазерного луча 3а ослабляется. Таким образом, ведущий лазерный луч 3а не может иметь достаточно большой эффект предварительного нагревания. Поэтому предпочтительно, чтобы угол θа падения ведущего лазерного луча 3а находился в диапазоне от 5 до 50°.
Аналогичным образом, если угол θb падения заднего лазерного луча 3b меньше 5°, то этот угол θb падения является слишком маленьким и задний лазерный луч 3b работает аналогично тому, как в том случае, когда задний лазерный луч 3b излучается вертикально. Таким образом, задний лазерный луч 3b не может проявлять эффект предотвращения образования разбрызгивания. С другой стороны, если угол θb падения превышает 50°, то расстояние от верхней поверхности до задней поверхности стального листа 1, для которого передается задний лазерный луч 3b, увеличивается и энергия заднего лазерного луча 3b ослабляется. Таким образом, задний лазерный луч 3b не может проникать в расплавленный металл на достаточную глубину. Поэтому предпочтительно, чтобы угол θb падения заднего лазерного луча 3b находился в диапазоне от 5 до 50°.
5. Зазор между центральными точками ведущего лазерного луча и заднего лазерного луча на верхней поверхности стального листа
Когда зазор L1 между центральными точками облучаемых областей 7а и 7b верхней поверхности стального листа 1, соответственно облучаемых ведущим лазерным лучом 3а и задним лазерным лучом 3b, является слишком большим, расплавленный металл 5 разделяется и разбрызгивание образуется с большей вероятностью. Таким образом, зазор L1 между центрами облучаемых областей 7а и 7b на верхней поверхности стального листа 1 устанавливается таким образом, чтобы составлять 6×Dmax или меньше, где Dmax обозначает наибольший диаметр пятна среди диаметров Da и Db сфокусированных лазерных лучей 3а и 3b.
6. Зазор между центрами выходящих областей задней поверхности стального листа, из которых выходят ведущий лазерный луч и задний лазерный луч
Как проиллюстрировано на фиг.4, область выхода задней поверхности стального листа 1, из которой выходит ведущий лазерный луч 3а, позиционируется впереди в направлении, в котором продолжается сварка, обозначенном стрелкой А, а область выхода задней поверхности стального листа 1, из которой выходит задний лазерный луч 3b, позиционируется позади за областью выхода ведущего лазерного луча 3а. Зазор L2 между центрами областей выхода устанавливается таким образом, чтобы попадать в диапазон от 2×Dmax до 12×Dmax, для того чтобы задний лазерный луч 3b мог проникать в расплавленный металл на достаточную глубину и могло быть предотвращено образование недостаточности заполнения шва на задней поверхности стального листа 1.
7. Генератор лазерного луча
В качестве генератора лазерного луча, используемого в настоящем изобретении, может применяться любой из различных видов лазерных генераторов. Предпочтительные примеры лазера включают в себя газовый лазер, использующий газ в качестве рабочей среды (например, углекислый газ, гелий-неоновый газ, аргон, азот и йод); твердотельный лазер, использующий в качестве рабочей среды твердое тело (например, YAG - yttrium-aluminum garnet, алюмоиттриевый гранат, АИГ, в который примешивается редкоземельный элемент); и волоконный лазер, использующий волокно в качестве рабочей среды лазера вместо внутренней структуры. Альтернативно, может использоваться полупроводниковый лазер.
В описанном выше способе, в соответствии с настоящим изобретением, может быть выполнена стыковая сварка, при этом предотвращается разбрызгивание из верхней поверхности обрабатываемой детали во время сварочной операции или предотвращается образование поднутрения или недостаточности заполнения на задней поверхности обрабатываемой детали.
Настоящее изобретение может быть применено не только к стыковой сварке обрабатываемых деталей (например, тонких стальных листов, толстых стальных пластин, пластин из нержавеющей стали или листов из нержавеющей стали), но также для выполнения сварки для изготовления сварной трубы за счет формования таких обрабатываемых деталей в виде цилиндра.
Пример 1
Как проиллюстрировано на фиг.1, когда стыковая сварка должна выполняться на листах из нержавеющей стали (SUS304, имеющих толщину 5 мм), используемых как обрабатываемая деталь 1, лазерные лучи, генерируемые двумя лазерами, используются как ведущий лазерный луч 3а и задний лазерный луч 3b, а облучаемые области 7а и 7b позиционируются на линии 2 сплавления, как проиллюстрировано на фиг.2. Режимы сварки подбираются, как проиллюстрировано в таблице 1. Расстояние t (мм) от верхней поверхности каждого листа 1 из нержавеющей стали до фокусной точки фиксируется на значении 1/2Т по отношению к толщине Т листа. Расстояние X (мм) от верхней поверхности каждого листа 1 из нержавеющей стали до пересечения ведущего лазерного луча 3а и заднего лазерного луча 3b фиксируется на значении 1/2Т по отношению к толщине Т листа. Углы θа и θb падения лазерного луча, показанные в таблице 1, обозначают углы, проиллюстрированные на фиг.3. Углы падения, имеющие отрицательные значения, обозначают, что лазерные лучи излучаются с наклоном в направлении, противоположном направлению А, в котором продолжается сварка.
Примеры изобретения, показанные в таблице 1 (с местами соединений 2, 4, 5, 6 и 9), образуются за счет создания диаметров сфокусированного пятна ведущего лазерного луча 3а и заднего лазерного луча 3b таким образом, чтобы удовлетворять диапазону в соответствии с настоящим изобретением за счет излучения ведущего лазерного луча 3а и заднего лазерного луча 3b таким образом, что ведущий лазерный луч 3а и задний лазерный луч 3b наклонены в направлении, в котором продолжается сварка, а также за счет установки угла θа падения ведущего лазерного луча 3а таким образом, чтобы он был больше, чем угол θb падения заднего лазерного луча 3b.
В сравнительных примерах, показанных в таблице 1, место соединения №1 является примером, полученным, когда угол θb падения заднего лазерного луча 3b устанавливается на 0° (т.е. с вертикальным излучением заднего лазерного луча 3b), место соединения №3 является примером, полученным, когда диаметр сфокусированного пятна ведущего лазерного луча 3а находится вне диапазона, определенного в соответствии с настоящим изобретением, место соединения №7 является примером, полученным, когда задний лазерный луч 3b излучается таким образом, что он является наклоненным в направлении, противоположном направлению, в котором продолжается сварка, место соединения №8 является примером, полученным, когда ведущий лазерный луч 3а и задний лазерный луч 3b излучаются таким образом, что они являются наклоненными в направлении, противоположном направлению, в котором продолжается сварка.
После того как лазерная сварка была выполнена описанными выше способами, верхняя поверхность каждого листа 1 из нержавеющей стали была визуально проинспектирована, чтобы проверить наличие или отсутствие прикрепившихся к ним брызг. Кроме того, был визуально проинспектирован наплавленный валик сварного шва на задней поверхности каждого листа 1 из нержавеющей стали, чтобы проверить, образовались или нет поднутрение или недостаточность заполнения шва. Результаты этих проверок показаны в таблице 2.
Как ясно видно из таблицы 2, в примерах, выполненных в соответствии с настоящим изобретением, не было ни приставания брызг, ни образования поднутрения или недостаточности заполнения шва.
Среди сравнительных примеров, проиллюстрированных в таблице 2, в месте соединения №1 большое количество брызг, приставших к листам 1 из нержавеющей стали, и недостаточность заполнения шва, образовавшаяся в наплавленном валике сварного шва, получились потому, что место соединения №1 было получено при установке угла θb падения заднего лазерного луча 3b на 0°. В месте соединения №3 разбрызгивание не было предотвращено, и в наплавленном валике сварного шва образовалась недостаточность заполнения, поскольку место соединения №3 было получено при установке диаметра сфокусированного пятна ведущего лазерного луча 3а на маленькое значение. В месте соединения №7 большое количество брызг, приставших к листу 1, и недостаточность заполнения шва, образовавшаяся в наплавленном валике сварного шва, появились, поскольку место соединения №7 было получено при наклоне заднего лазерного луча 3b в направлении, противоположном направлению А, в котором продолжается сварка. В месте соединения №8 большое количество брызг, приставших к листу 1 из нержавеющей стали, и недостаточность заполнения шва, образовавшаяся в наплавленном валике сварного шва, появились, поскольку место соединения №8 было получено при наклоне ведущего лазерного луча 3а и заднего лазерного луча 3b в направлении, противоположном направлению, в котором продолжается сварка.
Пример 2
Как проиллюстрировано на фиг.4, когда стыковая сварка должна выполняться на листах и пластинах из нержавеющей стали (SUS304, имеющих толщину 5 мм и 10 мм), используемых как обрабатываемая деталь 1, лазерные лучи, генерируемые двумя лазерами, используются как ведущий лазерный луч 3а и задний лазерный луч 3b, а облучаемые области 7а и 7b позиционируются на линии 2 сплавления, как проиллюстрировано на фиг.2. Режимы сварки подбираются как проиллюстрировано в таблице 3. Расстояние t (мм) от верхней поверхности каждой пластины (листа) 1 из нержавеющей стали до фокусной точки фиксируется на значении 1/2Т по отношению к толщине Т пластины (листа). Расстояние X (мм) от верхней поверхности каждой пластины (листа) 1 из нержавеющей стали до пересечения ведущего лазерного луча 3а и заднего лазерного луча 3b фиксируется на значениях 0, 1/4Т, 1/2Т или Т по отношению к толщине Т листа. Углы θа и θb падения лазерного луча, показанные в таблице 3, обозначают углы, проиллюстрированные на фиг.3. Углы падения, имеющие отрицательные значения, обозначают, что лазерные лучи излучаются с наклоном в направлении, противоположном направлению, в котором продолжается сварка, обозначенном стрелкой А.
Примеры изобретения, показанные в таблице 3 (с местами соединений с 2 по 4, 6, 7 и 11), образуются за счет создания зазора L1 между центрами облучаемых областей 7а и 7b верхних поверхностей пластин (листов) 1 из нержавеющей стали, облучаемых ведущим лазерным лучом 3а и задним лазерным лучом 3b, и зазора L2 между центрами областей выхода задних поверхностей, которые удовлетворяют диапазонам, в соответствии с настоящим изобретением, а также за счет излучения ведущего лазерного луча 3а и заднего лазерного луча 3b таким образом, что ведущий лазерный луч 3а и задний лазерный луч 3b наклонены в направлении, в котором продолжается сварка.
В сравнительных примерах, показанных в таблице 3, место соединения №1 является примером, полученным, когда угол θb падения заднего лазерного луча 3b устанавливается на 0° (т.е. с вертикальным излучением заднего лазерного луча 3b), места соединений с номерами 5, 8 и 10 являются примерами, полученными, когда зазор L2 между центрами областей выхода задних поверхностей находится вне диапазона, определяемого в соответствии с настоящим изобретением. Место соединения №9 является примером, полученным, когда зазор L1 между центрами облучаемых областей верхних поверхностей и зазор L2 между центрами областей выхода задних поверхностей находятся вне диапазонов, определяемых в соответствии с настоящим изобретением. Место соединения №12 является примером, полученным, когда лазерные лучи 3а и 3b излучаются с наклоном в направлении, противоположном направлению, в котором продолжается сварка.
После того как лазерная сварка была выполнена описанными выше способами, верхняя поверхность каждой пластины (листа) 1 из нержавеющей стали была визуально проинспектирована, чтобы проверить наличие или отсутствие прикрепившихся к ним брызг. Кроме того, был визуально проинспектирован наплавленный валик сварного шва на задней поверхности каждой пластины (листа) 1 из нержавеющей стали, чтобы проверить, образовались или нет поднутрение или недостаточность заполнения шва. Результаты этих проверок показаны в таблице 4.
Как ясно видно из таблицы 4, в примерах, выполненных в соответствии с настоящим изобретением, не было ни приставания брызг, ни образования поднутрения или недостаточности заполнения шва.
Среди сравнительных примеров, проиллюстрированных в таблице 4, в месте соединения №1 имеется большое количество брызг, прилипших к пластинам (листам) 1 из нержавеющей стали, и недостаточность заполнения, образовавшаяся в наплавленном валике сварного шва, поскольку место соединения №1 было получено при установке угла θb падения заднего лазерного луча 3b на 0°. В месте соединения №5 имеются брызги, прилипшие к пластинам (листам) 1 из нержавеющей стали, а в наплавленном валике сварного шва образовалась недостаточность заполнения, поскольку место соединения №5 получается при установке угла θа падения ведущего лазерного луча 3а таким образом, что он находится вне диапазона, определяемого в соответствии с настоящим изобретением, и поэтому эффект предварительного нагревания является недостаточно большим. В местах соединений с номерами 8 и 10 на задних поверхностях образовалась недостаточность заполнения, поскольку места соединения №8 и 10 получаются при установке зазора L2 между центрами областей выхода задних поверхностей таким образом, что он находится вне диапазона, определяемого в соответствии с настоящим изобретением. В месте соединения №9 имеется большое количество брызг, прилипших к пластинам (листам) 1 из нержавеющей стали, и недостаточность заполнения, образовавшаяся в наплавленном валике сварного шва, поскольку место соединения №9 получается при установке зазора L1 между центрами облучаемых областей верхних поверхностей и зазора L2 между центрами областей выхода задних поверхностей таким образом, что они находятся вне диапазона, определяемого в соответствии с настоящим изобретением. В месте соединения №12 имеется большое количество брызг, прилипших к пластинам (листам) 1 из нержавеющей стали, и недостаточность заполнения, образовавшаяся в наплавленном валике сварного шва, поскольку место соединения №12 получается в том случае, когда ведущий лазерный луч 3а и задний лазерный луч 3b излучаются с наклоном в направлении, противоположном направлению, в котором продолжается сварка.
Промышленная применимость
Настоящее изобретение является необыкновенно эффективным с точки зрения промышленного применения, поскольку при выполнении стыковой сварки может быть предотвращено разбрызгивание с верхней поверхности обрабатываемой детали во время сварки, а также может быть предотвращено образование поднутрения или недостаточности заполнения шва на задней поверхности обрабатываемой детали.
Список ссылочных позиций
1 обрабатываемая деталь,
2 линия сплавления,
3а ведущий лазерный луч,
3b задний лазерный луч,
4 сквозное проплавление,
5 расплавленный металл,
6 наплавленный валик сварного шва,
7а облучаемая область, которая облучается ведущим лазерным лучом,
7b облучаемая область, которая облучается задним лазерным лучом,
θа угол падения ведущего лазерного луча 3а,
θb угол падения заднего лазерного луча 3b,
L1 расстояние между центрами облучаемых областей верхней поверхности обрабатываемой детали, облучаемой ведущим лазерным лучом и задним лазерным лучом,
L2 расстояние между центрами областей выхода задней поверхности обрабатываемой детали, из которой выходят ведущий лазерный луч и задний лазерный луч,
Da диаметр сфокусированного пятна ведущего лазерного луча 3а,
Db диаметр сфокусированного пятна заднего лазерного луча 3b,
Dmax наибольший диаметр пятна среди диаметров Da пятна ведущего лазерного луча и диаметров Db пятна заднего лазерного луча.
|
|
|
|
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами

