Результат интеллектуальной деятельности: РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к резьбовым соединениям для стальных труб и, в частности, к резьбовому соединению для стальных труб, имеющему высокую способность к герметизации и высокое сопротивление сжатию и пригодному для использования при соединении труб на нефтяных скважинах, включающих в себя насосно-компрессорные трубы и обсадные трубы для использования, в общем, при ведении разведки на нефтяных скважинах и газовых скважинах и при добыче, т.е. стальные трубы, такие как трубы нефтепромыслового сортамента, вертикальные трубы, и трубопроводные трубы.
Уровень техники
Резьбовые соединения широко используются при соединении стальных труб, таких как трубы для нефтяных скважин, для использования в оборудовании и сооружениях для добычи. Для соединения стальных труб при разведке и добыче нефти и газа традиционно используются стандартные резьбовые соединения на основе стандарта Американского нефтяного института (API). Однако поскольку скважины для добычи неочищенной нефти и скважины для добычи природного газа, глубина которых за последнее время увеличилась, и горизонтальные скважины, наклонные скважины и т.д. увеличились больше, чем вертикальные скважины, среда, в которой ведутся земляные работы и добыча, становится более неблагоприятной. Кроме того, увеличение объемов освоения скважин в неблагоприятных условиях, таких как морские и полярные условия, расширяет эксплуатационные требования к резьбовым соединениям, такие как сопротивление сжатию, сопротивление изгибанию и характеристики уплотнения по внешнему давлению (сопротивление внешнему давлению). Это увеличивает использование специальных высокоэффективных резьбовых соединений, носящих название соединения повышенного качества, тем самым повышая требования к эксплуатационным характеристикам.
Соединение повышенного качества, в общем, является соединением муфтового типа, в котором элемент с наружной резьбой (далее именуемый ниппель), образованный на конце трубы, и элемент с внутренней резьбой (далее именуемый муфта), который соединяет ниппели, являются резьбовыми элементами, каждый из которых включает в себя коническую резьбу, участок уплотнения (в частности, участок уплотнения металл-металл) и упорный участок (в частности, упорный участок для прикладывания упорного момента). Конусная резьба является важной для жесткой фиксации резьбового соединения, участок уплотнения обеспечивает способность к герметизации с помощью муфты и ниппеля, приходящих на этом участке в контакт металл-металл, и упорный участок служит в качестве опорной поверхности, которая действует как опора при сборке соединения.
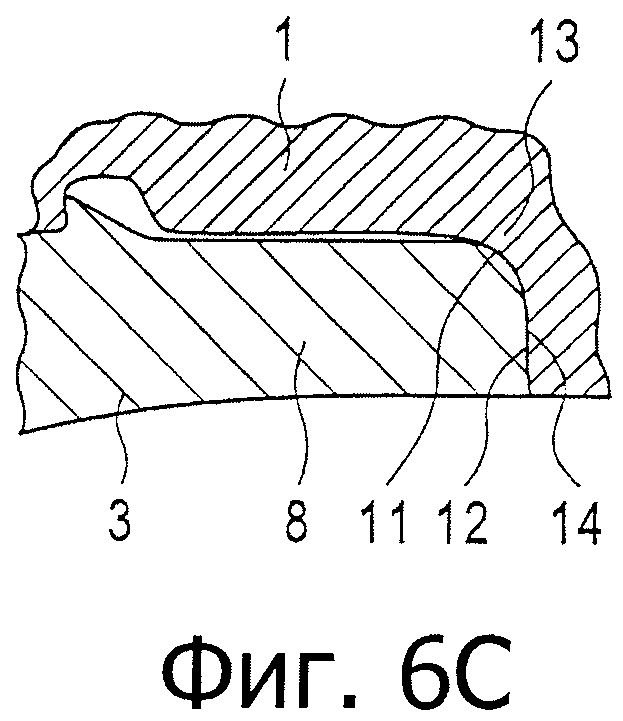
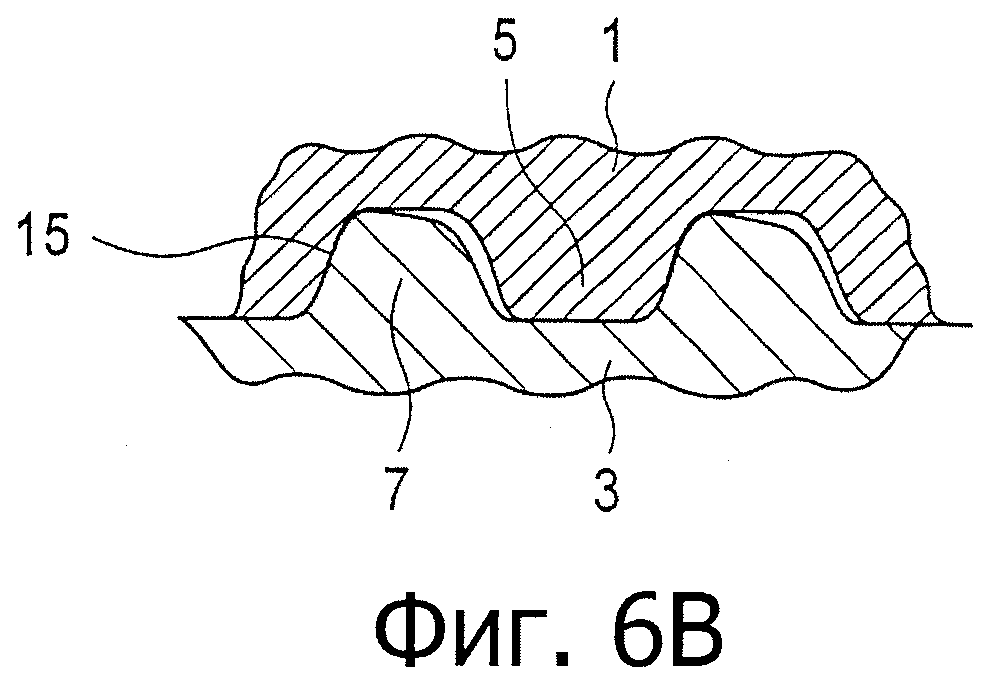
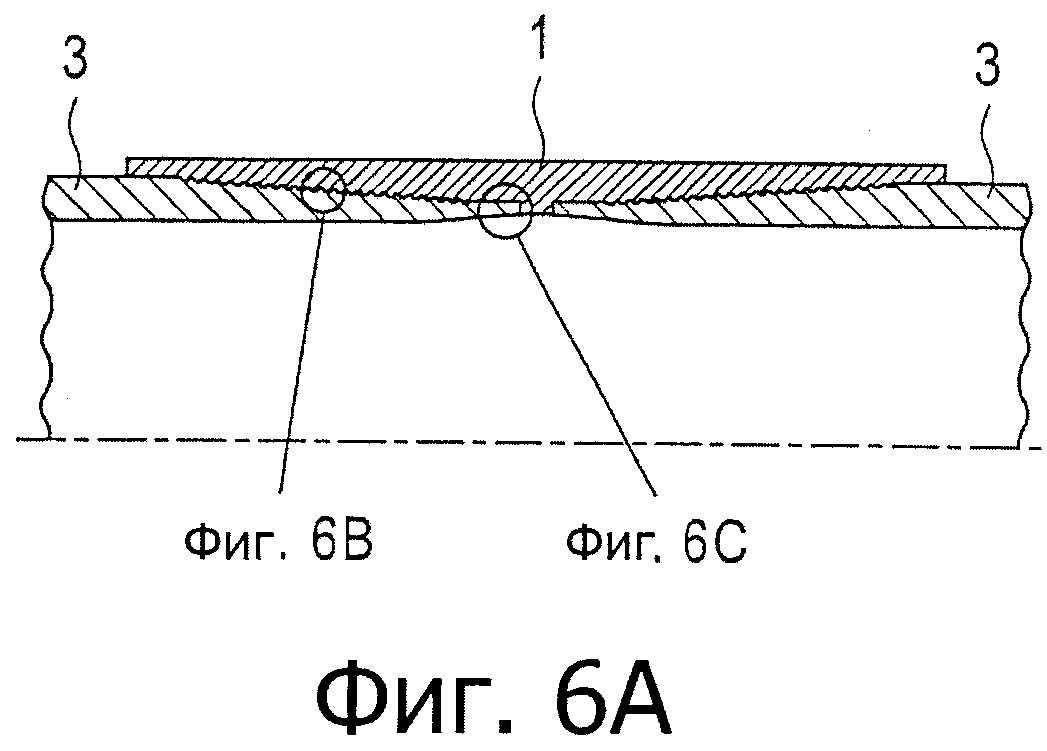
На Фиг.6A-6C представлены схематические пояснительные чертежи обычного соединения повышенного качества для труб, используемых на нефтяных скважинах; на чертежах показаны виды цилиндрического резьбового соединения в продольном разрезе. Резьбовое соединение на Фиг.6A включает в себя ниппели 3 и соответствующую им муфту 1. Как показано на Фиг 6B и 6C, оба ниппеля 3 имеют участок 7 с наружной резьбой на наружной поверхности и переднюю часть 8 (переднюю часть ниппеля) на дальнем конце ниппеля 3, при этом передняя часть 8 является участком без резьбы, предусмотренным рядом с участком 7 с наружной резьбой. Передняя часть 8 имеет участок 11 уплотнения на наружной периферийной поверхности и упорный участок 12 для прикладывания крутящего момента на торцевой поверхности. Противолежащая муфта 1 имеет на внутренней поверхности участок 5 с внутренней резьбой, участок 13 уплотнения и упорный участок 14, который может быть привернут или приходить в контакт с участком 7 с наружной резьбой, участком 11 уплотнения и упорным участком 12 ниппеля 3, соответственно.
Патентная литература 1 является примером материалов, использованных при экспертизе заявки и относящихся к соединению повышенного качества.
В примере из материалов, использованных при экспертизе заявки, на Фиг.6A-6C участок 11 уплотнения расположен на дальнем конце передней части 8 ниппеля. Требуемая способность к герметичности может быть достигнута за счет прикладывания соответствующего крутящего момента при сборке.
Поскольку на крутящий момент при сборке оказывают влияние условия смазки, свойства поверхности и т.д., в качестве решения предлагается способ радиального уплотнения, который в большей степени не зависит от того, в каком радиальном компоненте относительно увеличивается контактное давление уплотнения. Например, в патентной литературе 1 раскрывается пример способа радиального уплотнения, в котором ниппель имеет большое уплотнение R-образной формы, и муфта имеет небольшой угол конуса уплотнения. Однако проблема способа радиального уплотнения, в котором угол конуса уплотнения уменьшен, состоит в том, что во время сборки имеется тенденция к заеданию. В частности, в случае, когда для обеспечения способности к герметизации и стабильности уплотнения требуется большая степень взаимодействия для уплотнения, значительно увеличивается подверженность заеданию.
Патентная литература 1: Японская публикация рассмотренной регистрационной заявки на полезную модель №61-44068.
Раскрытие изобретения
Участки 11 и 13 на Фиг.6С или участки уплотнения по способу радиального уплотнения (далее именуемому как радиальный тип уплотнения) являются участками надежного уплотнения без утечек и заедания во время прикладывания необходимого и достаточного контактного давления.
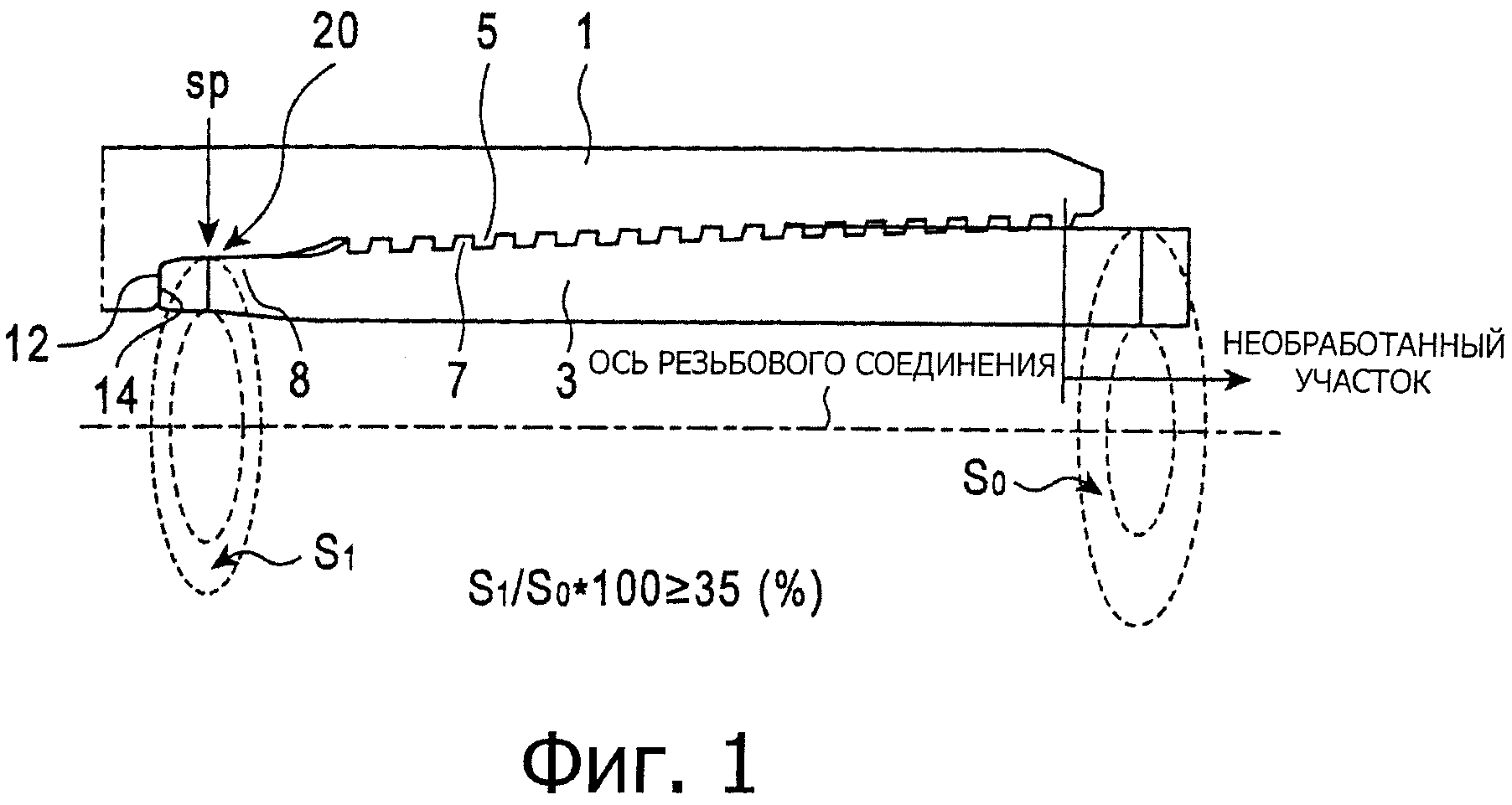
Однако анализ, выполненный авторами изобретения, показывает, что резьбовое соединение для стальных труб с радиальным типом уплотнения может быть усовершенствовано для обеспечения способности к герметизации с точки зрения жесткости передней части ниппеля. Другими словами, жесткость передней части 8 ниппеля является важной для обеспечения способности к герметизации радиального типа уплотнения; в точке sp уплотнения требуется достаточная площадь сечения (см. Фиг.1; участок наружной периферийной поверхности передней части 8 ниппеля 3, на котором наружная периферийная поверхность передней части ниппеля 3 и внутренняя периферийная поверхность противолежащей муфты 1 (далее именуемая как уплотнительная поверхность), в первую очередь, приходят в контакт во время сборки резьбового соединения). Причина состоит в том, что сжимающая нагрузка, обратно пропорциональная отношению площади S1 сечения в точке sp уплотнения к площади S0 сечения необработанного участка (участка, соответствующего исходной трубе без резьбы), действует в точке уплотнения, когда действует осевое сжатие, хотя большая часть осевого сжатия воспринимается упорным участком; однако если отношение площадей сечения не является соответствующим, пластическая деформация в результате осевого сжатия также происходит вблизи участка уплотнения. Эта пластическая деформация вызывает сжатие и изгибающую деформацию в передней части 8 ниппеля, тем самым уменьшая наружный диаметр ниппеля 3 в точке sp уплотнения. Если это уменьшение является значительным, контактное давление на участке 20 уплотнения становится недостаточным, тем самым делая невозможным обеспечение достаточной способности к герметизации. Не было получено никаких данных, касающихся таких проблем и их решений в прошлом.
Для решения вышеуказанных проблем авторы изобретения с помощью экспериментальных исследований определили направления для получения надлежащего отношения площади сечения ниппеля в точке sp уплотнения к площади сечения необработанного участка.
Авторы изобретения также установили, что достаточная способность к герметизации может быть обеспечена посредством уменьшения деформации ниппеля в точке sp уплотнения во время осевого сжатия за счет регулирования угла, образованного прямой линией, соединяющей положение точки sp уплотнения в осевом сечении ниппеля трубы и внутренний конец упорного участка ниппеля, и направлением оси соединения в определенном диапазоне.
В частности, настоящее изобретение состоит в следующем:
(1) Резьбовое соединение для стальных труб, содержащее:
ниппель, включающий в себя участок с наружной резьбой, переднюю часть, продолжающуюся от участка наружной резьбы до конца трубы, и упорный участок, предусмотренный на дальнем конце передней части; и
муфту, включающую в себя участок с внутренней резьбой, который соединяется посредством резьбового соединения с участком с наружной резьбой для образования участка с резьбой, при этом уплотняющая поверхность обращена к наружной периферийной поверхности передней части ниппеля, и упорный участок контактирует с упорным участком ниппеля; ниппель и муфта образуют резьбовое соединение, и наружная периферийная поверхность передней части ниппеля и уплотняющая поверхность муфты приходят в контакт металл с металлом, и участок контакта служит в качестве участка уплотнения,
наружная периферийная поверхность передней части ниппеля имеет выпуклую криволинейную форму, и уплотнительная поверхность муфты имеет конусную форму; и
площадь сечения ниппеля в точке уплотнения, которая является участком наружной периферийной поверхности передней части ниппеля, и этот участок, первым приходящий в контакт с уплотняющей поверхностью муфты во время образования резьбового соединения, составляет 35% или более площади сечения исходного участка трубы, соответствующего необработанному участку.
(2) Резьбовое соединение, описанное в (1), в котором положение точки уплотнения устанавливается таким образом, что прямая линия, соединяющая внутренний конец упорного участка ниппеля и точку уплотнения на виде соединения в осевом разрезе, образует угол меньше 45 градусов относительно оси соединения.
Настоящее изобретение предлагает резьбовое соединение для стальных труб, в котором увеличена жесткость передней части ниппеля, и уменьшение наружного диаметра передней части ниппеля за счет деформации сжатия и изгиба маловероятно даже в случае значительного осевого сжатия, в результате чего обеспечивается высокая способность к герметизации.
Кроме того, даже если наружный диаметр передней части ниппеля уменьшается в результате осевого сжатия, влияние на участок уплотнения может быть предотвращено за счет установки точки уплотнения в надлежащем положении, в результате чего может быть обеспечена более высокая способность к герметизации.
Краткое описание чертежей
Фиг.1 - вид в разрезе по оси соединения варианта выполнения настоящего изобретения;
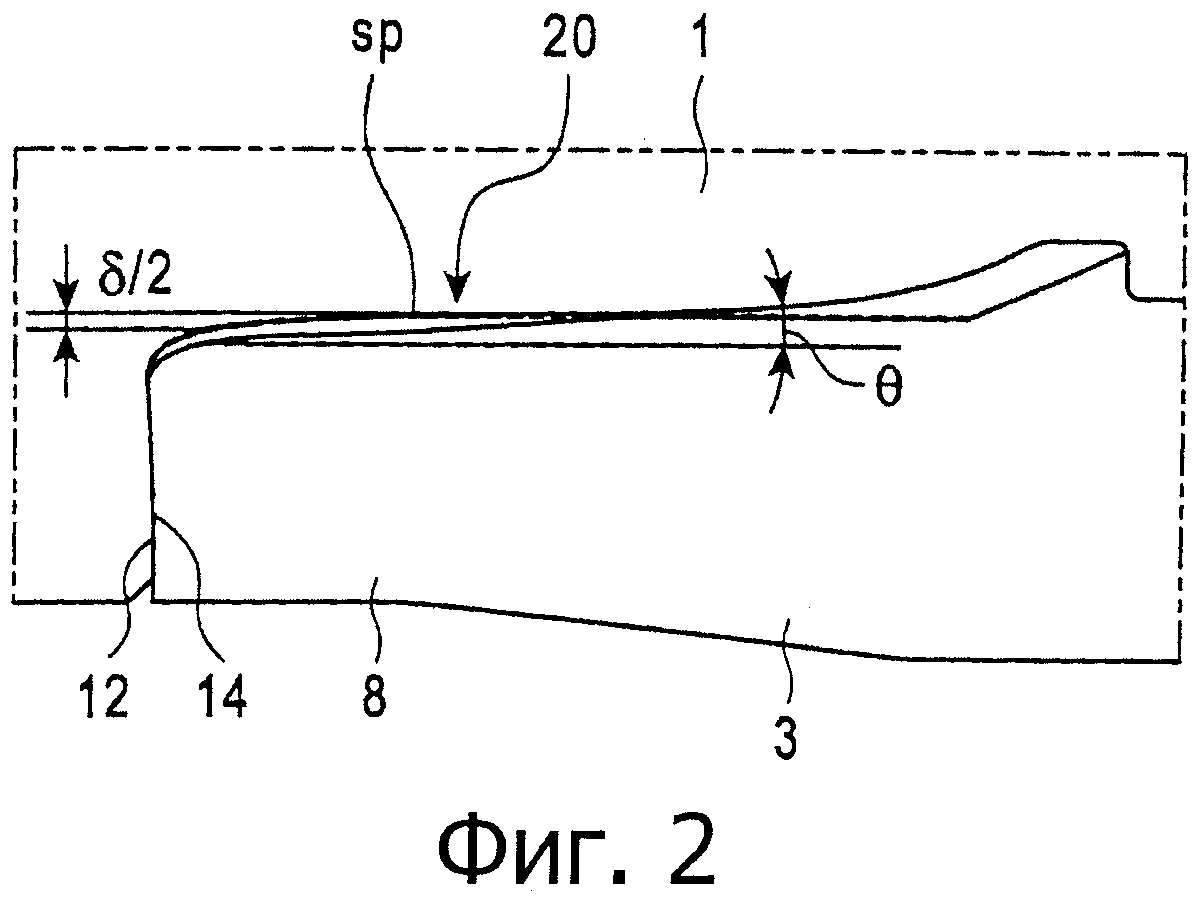
Фиг.2 - увеличенный вид в разрезе, показывающий форму участка уплотнения из Фиг.1 вместе с определениями угла θ конуса уплотнения и степени δ взаимодействия для уплотнения;
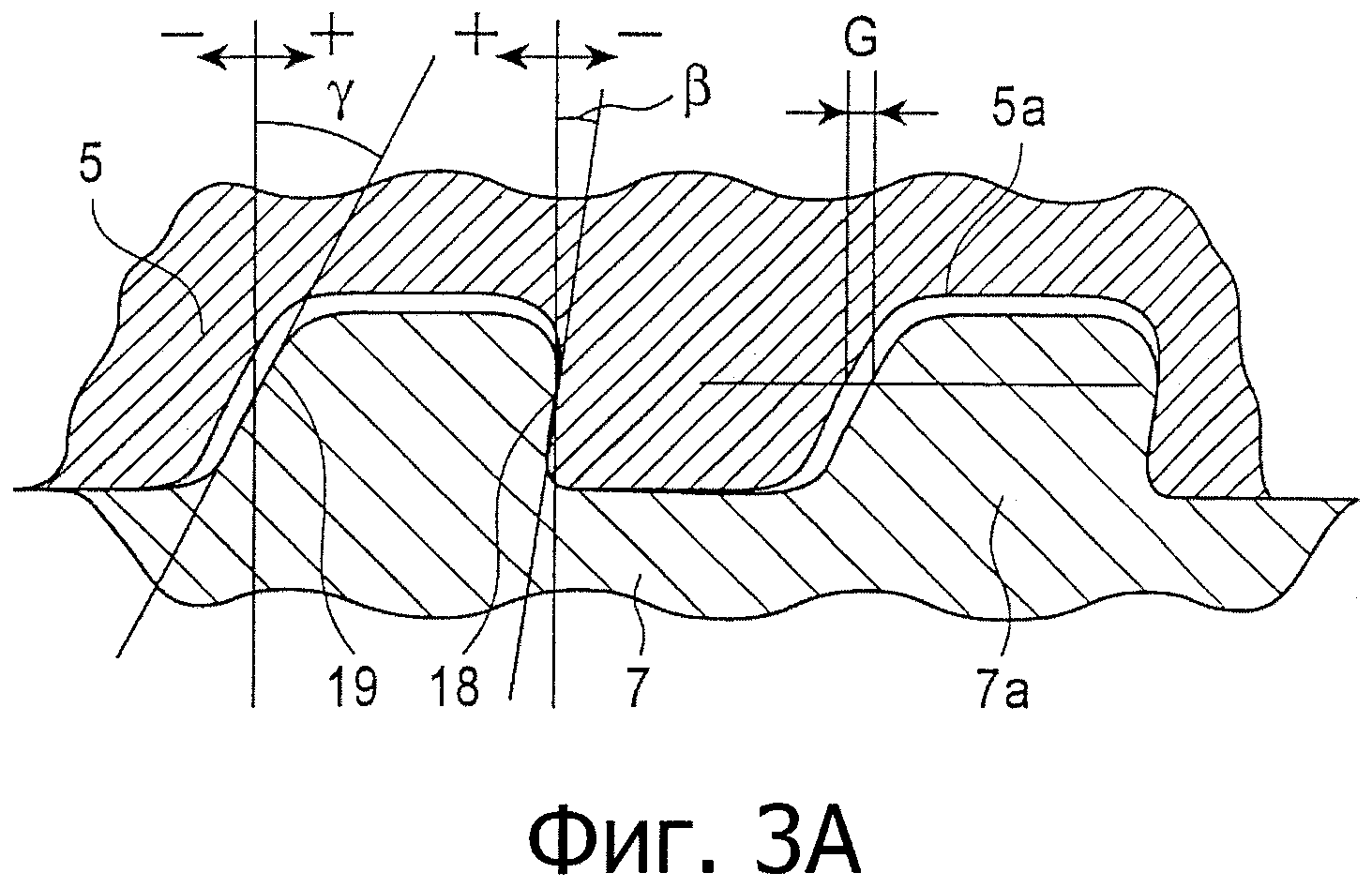
Фиг.3A - вид в разрезе, показывающий определения угла β опорной стороны, угла γ направляющей стороны и зазора G между участками резьбы:
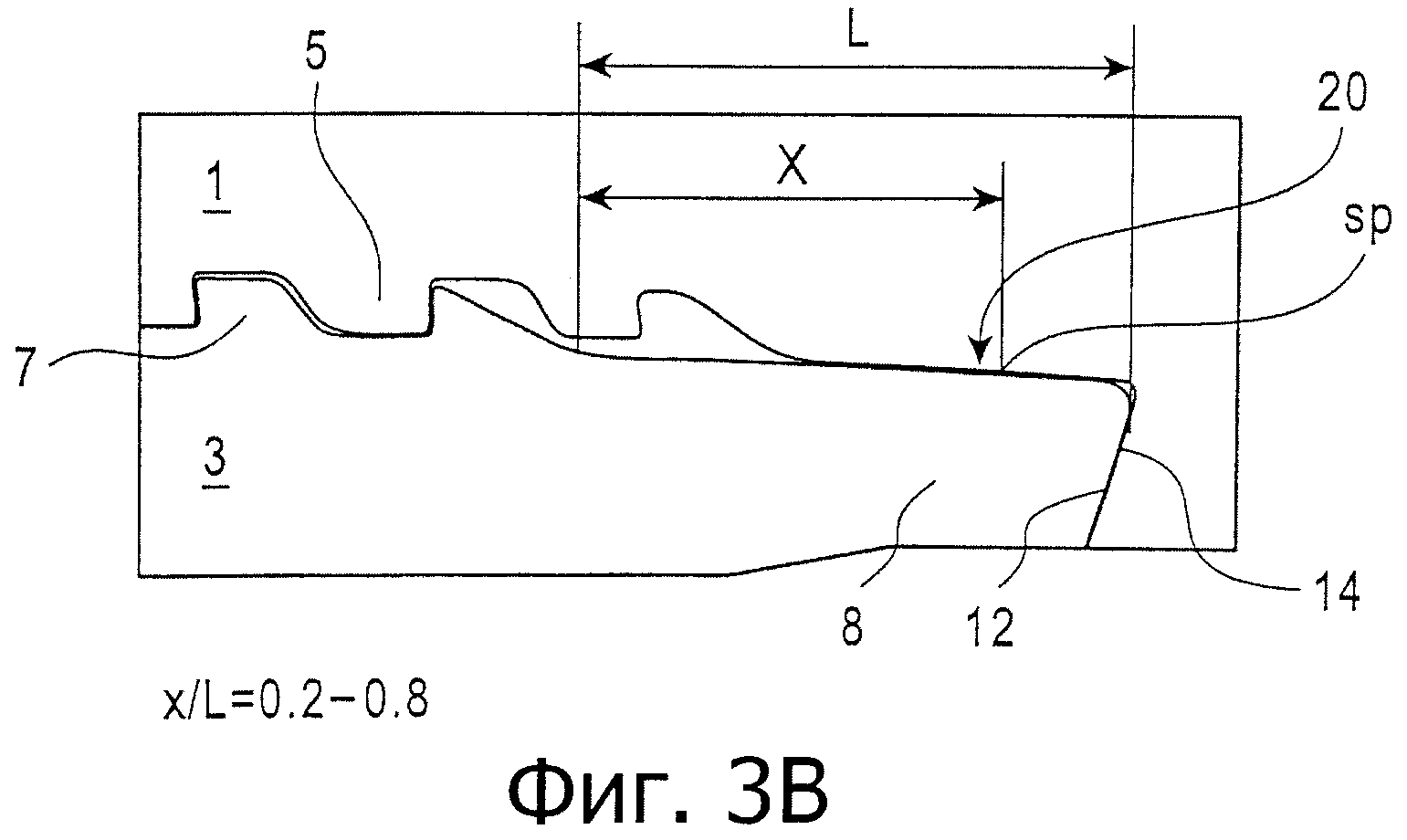
Фиг.3B - вид в разрезе, показывающий определения позиционного показателя x/L точки sp уплотнения;
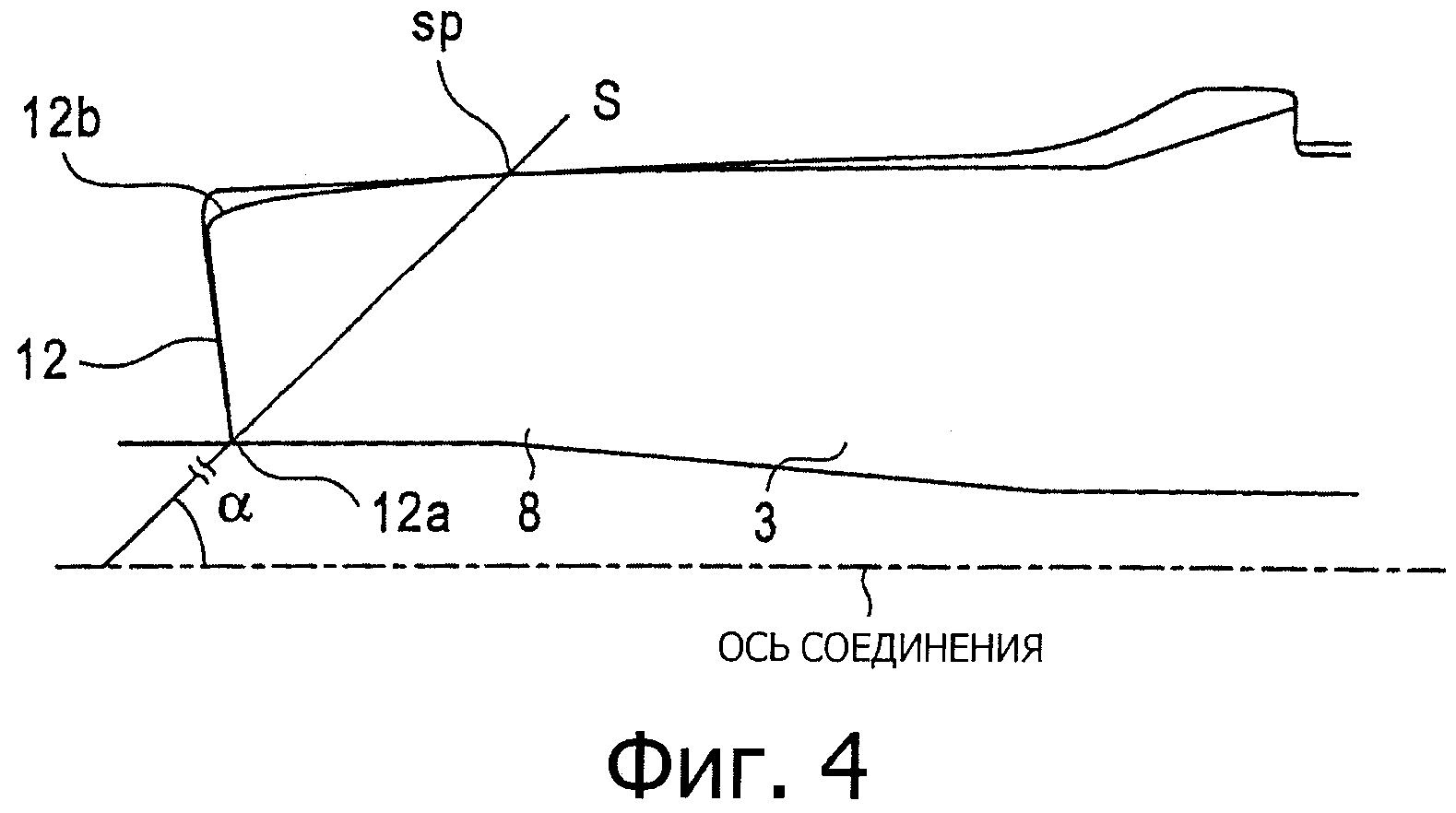
Фиг.4 - вид в разрезе по оси соединения, показывающий угол α, который образует с осью соединения прямая линия, соединяющая внутренний конец упорного участка ниппеля и точку уплотнения;
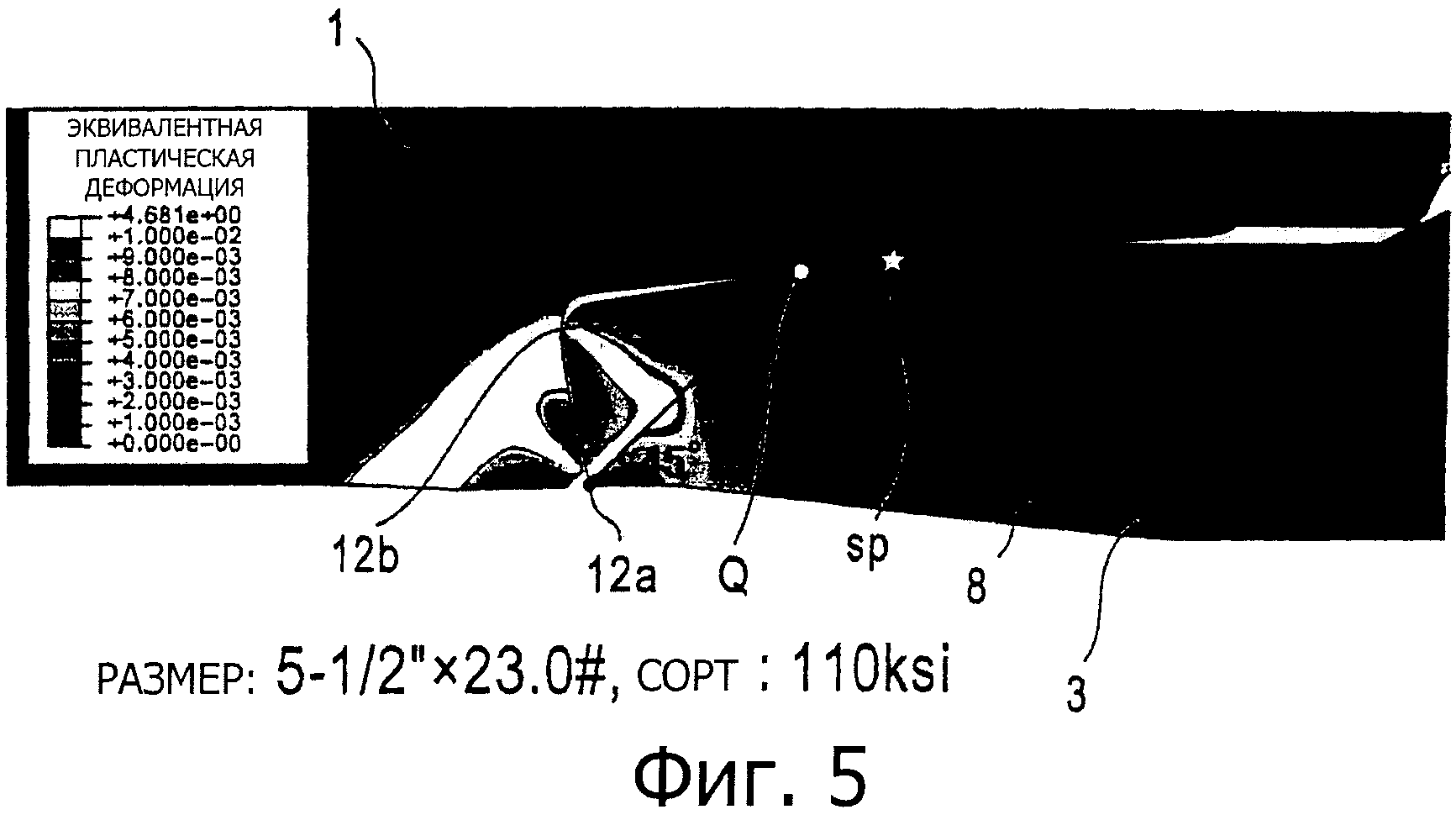
Фиг.5 - контурное изображение результата расчета методом конечных элементов по распределению эквивалентных пластических деформаций после испытания на комбинированную нагрузку;
Фиг.6A - схематичный вид в разрезе стандартного резьбового соединения для стальных труб;
Фиг.6B - увеличенный вид в разрезе участков резьбы из Фиг.6A;
Фиг.6C - увеличенный вид в разрезе области рядом с передней частью ниппеля из Фиг.6A.
Осуществление изобретения
Как показано на видах в разрезе по оси соединения на Фиг.1 и 2, резьбовое соединение для стальных труб по настоящему изобретению является резьбовым соединением для стальных труб (резьбовым соединением, эквивалентным высококачественному соединению с радиальным уплотнением, в котором угол θ конусности уплотнения муфты составляет 3 градуса и более или 10 градусов и менее), включающим в себя ниппель 3, имеющий участок 7 с наружной резьбой, переднюю часть 8, продолжающуюся от участка 7 с наружной резьбой до конца трубы, и упорный участок 12, предусмотренный на дальнем конце передней части 8; и муфту 1, имеющую участок 5 с внутренней резьбой, который соединяется посредством резьбы с участком 7 с наружной резьбой для образования резьбового участка, уплотнительную поверхность, обращенную к наружной периферийной поверхности передней части 8 ниппеля 3, и упорный участок 14, который контактирует с упорным участком 12 ниппеля 3; и ниппель 3, и муфта 1 образуют резьбовое соединение, при этом наружная периферийная поверхность передней части 8 ниппеля 3 и уплотнительная поверхность муфты 1 образуют контакт металлических поверхностей друг с другом, и участок контакта служит в качестве уплотнительного участка 20.
В вышеуказанном резьбовом соединении используется угол β опорной стороны, угол γ направляющей стороны и зазор G между участками резьбы, показанными на Фиг.3A в качестве параметров формы участка резьбы.
Угол β опорной стороны является углом β, который поверхность 18 опорной стороны образует с линией, нормальной к оси резьбового соединения. Если верхний конец поверхности 18 опорной стороны (наружный конец ниппеля) расположен рядом с дальним концом ниппеля 3 относительно нормальной линии, проходящей через нижний конец поверхности 18 опорной стороны (внутренний конец ниппеля), угол β опорной стороны является положительным, и если он расположен рядом с задним концом ниппеля 3, угол β опорной стороны является отрицательным. Угол β, в общем, составляет от -10 градусов до 0 градусов.
Угол γ направляющей стороны является углом γ, который поверхность 19 направляющей стороны образует с линией, нормальной к оси резьбового соединения. Если верхний конец поверхности 19 направляющей стороны (наружный конец ниппеля) расположен рядом с дальним концом ниппеля 3 относительно нормальной линии, проходящей через нижний конец поверхности 19 направляющей стороны (внутренний конец ниппеля), угол γ направляющей стороны является отрицательным, и если он расположен рядом с задним концом ниппеля 3, угол γ направляющей стороны является положительным. Угол γ, в общем, составляет от 10 градусов до 30 градусов.
Зазор G между участками резьбы является зазором G между выступом 7а резьбы участка 7 с наружной резьбой и канавкой 5а резьбы участка 5 с внутренней резьбой, которые входят друг с другом в зацепление. Зазор G, в общем, установлен равным 0,025-0,250 мм.
Как показано на Фиг.2, в настоящем изобретении принято, что наружная периферийная поверхность передней части 8 ниппеля 3 имеет выпуклую криволинейную форму, и уплотнительная поверхность муфты 1 имеет конусную форму. Угол θ конусности конусной поверхности определяется как угол θ, который конусная поверхность образует с осью резьбового соединения. Точка sp уплотнения относится к участку на передней наружной периферийной поверхности ниппеля 3, который сначала контактирует с уплотнительной поверхностью муфты 1 во время сборки резьбового соединения.
Как показано на Фиг.3B, относительное положение точки sp уплотнения в осевом направлении резьбового соединения выражается позиционным показателем x/L точки sp уплотнения, определяемым расстоянием x от дальнего резьбового конца (заднего конца передней части) до точки sp уплотнения относительно длины L передней части 8 (длины передней части) от дальнего резьбового конца (заднего конца передней части) до дальнего конца передней части.
На Фиг.2 знак δ означает степень взаимодействия для уплотнения на участке 20 уплотнения. Степень δ взаимодействия для уплотнения представляет собой величину обжатия трубы, когда точка sp уплотнения обжимается при обжатии диаметра жесткой муфты 1.
Как показано на Фиг.1, настоящее изобретение отличается тем, что площадь сечения (площадь сечения, нормальная к направлению оси соединения) S1 ниппеля 3 в точке sp уплотнения больше или равна 35% площади сечения (площадь сечения, нормальная к направлению оси соединения) S0 исходного участка трубы, соответствующего необработанному участку, т.е. отношение площадей сечения S1/S0*100≥35(%).
Регулирование отношения площадей сечения S1/S0*100≥35(%) повышает сопротивление сжатию участка 20 уплотнения, что делает затруднительным сжатие наружного диаметра передней части 8 ниппеля даже при значительном осевом сжатии и обеспечивает высокую способность к герметизации. Если площадь S1 сечения резьбового соединения радиальным уплотнением составляет менее 35% площади сечения исходного участка трубы, невозможно обеспечить требуемый уровень площади контактного давления (показатель суммарного значения контактного давления по длине контакта). Для обеспечения еще более достаточного сопротивления сжатию предпочтительно, чтобы отношение площадей сечения S1/S0*100≥40(%).
Несмотря на то, что верхний предел отношения площадей сечения S1/S0*100 специально не ограничивается, верхний предел составляет примерно 70% при отношении толщина/наружный диаметр примерно 7-8% с учетом пространства для обработки конусной резьбы и пространства для обработки уплотнения. В настоящем варианте выполнения предпочтительно угол θ конуса уплотнения муфты 1 составляет 10 градусов или менее, и более предпочтительно, 7 градусов или менее, и еще более предпочтительно 5 градусов или менее для более эффективного предотвращения обжима по диаметру передней части ниппеля.
Кроме того, в настоящем изобретении предпочтительно позиционный показатель x/L точки уплотнения составляет 0,2-0,8. В частности, показатель 0,8 или менее является предпочтительным с точки зрения отделения участка 20 уплотнения от дальнего конца передней части 8 для повышения сопротивления наружному давлению и сопротивления растягивающему усилию и обеспечения устойчивых характеристик резьбы. С другой стороны, показатель 0,2 или более является предпочтительным то той причине, что показатель менее 0,2 может способствовать обеспечению взаимодействия между участком уплотнения и резьбовым участком во время сборки резьбового соединения. В целях большей безопасности более предпочтительным является показатель 0,3 и выше.
Как показано на Фиг.4, предпочтительно положение точки sp уплотнения устанавливается таким образом, что угол α, который образует с осью соединения прямая линия S, соединяющая внутренний конец 12a упорного участка 12 ниппеля 3 и точку sp уплотнения на виде в разрезе по осевой линии трубы, составляет менее 45 градусов. Поскольку настоящее изобретение предназначено, большей частью для восприятия осевого сжатия с помощью упорного участка 12, неизбежно возникновение пластической деформации на дальнем конце ниппеля 3 в случае действия значительного осевого сжатия. Поскольку пластическая деформация движется в направлении сдвига, влияние пластической деформации упорного участка 12 на участок уплотнения может уменьшаться, и таким образом, может быть обеспечена достаточная способность к герметизации посредством регулирования наклона прямой линии S, соединяющей внутренний конец 12a упорного участка 12 и точку sp уплотнения, относительно оси соединения (направление, в котором прикладывается усилие осевого сжатия) до величины менее 45 градусов. В данном случае угол α практически регулируется до значения 15 градусов или более. Регулирование угла α до предельно малого значения будет намного уменьшать толщину дальнего конца ниппеля 3, тем самым создавая проблему пластической деформации и изгиба. Конструкции, имеющие угол менее 15 градусов, являются недопустимыми с точки зрения достаточной толщины на дальнем конце и ограничения до положения точки sp уплотнения, описанного выше. Авторы изобретения выполнили анализ распределения эквивалентной пластической деформации после испытания под комбинированной нагрузкой согласно испытанию ISO (ISO 13679: 2002) с помощью расчета методом конечных элементов и установили, что значительная пластическая деформация в ниппеле 3 возникает на внутреннем конце 12а и наружном конце 12b упорного участка 12, как показано на Фиг.5, и деформация, возникающая на внутреннем конце 12a, движется в направлении под углом 45 градусов относительно направления оси соединения, которое является направлением сдвига, и эквивалентная пластическая деформация является большей у дальнего конца относительно положения Q, в котором пересекаются прямая линия, продолжающаяся под углом 45 градусов к оси соединения от внутреннего конца 12a, и наружная периферийная поверхность передней части 8, по сравнению с деформацией у заднего конца (на стороне участка 7 с наружной резьбой).
На Фиг.5 показаны результаты анализа резьбового соединения, включающего в себя ниппель, образованный на конце стальной трубы типа Р110 наружным диаметром 5-1/2 дюйма и толщиной стенки 0,415 дюйма, и соответствующую ему муфту при графике нагрузок по испытанию серии A с эквивалентным напряжением по Мизесу (VME) 95% и степенью сжатия 95%.
Соответственно, за счет расположения точки sp уплотнения в положении ближе к заднему концу, чем положение Q, в котором пересекаются прямая линия S, продолжающаяся от внутреннего конца 12a под углом 45 градусов относительно оси соединения, и наружная периферийная поверхность передней части 8, т.е. за счет регулирования точки sp уплотнения, так что угол α (см. Фиг.4), который образует с осью соединения прямая линия S, соединяющая внутренний конец 12a упорного участка 12 ниппеля 3 и точку sp уплотнения, составляет менее 45 градусов, деформация в точке sp уплотнения при осевом сжатии может быть предотвращена и. таким образом, может быть обеспечена более высокая способность к герметизации даже после прикладывания силы сжатия.
Угол β опорной стороны, угол γ направляющей стороны и зазор G между участками резьбы специально не ограничиваются; могут использоваться общепринятые значения.
Примеры
Испытание серии A на основе ISO 13679 было выполнено на образцах резьбового соединения, включающего в себя ниппель, образованный на конце стальной трубы наружным диаметром 9-5/8 дюйма и толщиной стенки 0,545 дюйма, и соответствующую ему муфту, которые имеют такую же площадь контактного давления (показатель суммарного значения контактного давления по длине контакта в осевом направлении) после сборки по расчету методом конечных элементов. Испытание было выполнено на отдельных уровнях в экспериментальных условиях, показанных в таблице 1. Экспериментальные условия, которые не показаны в таблице 1: угол β опорной стороны = -5 градусов, угол γ направляющей стороны = 25 градусов и зазор G между участками резьбы = 0,06 мм для всех уровней. Позиционный показатель x/L составлял 0,5-0,8.
Это испытание выполнялось для оценки способности к герметизации при комбинированной нагрузке усилия растяжения/сжимающего усилия и внутреннего давления/внутреннего давления при испытании серии A, и график нагрузок определялся с помощью VME 95% и давления смятия по API. Максимальная степень сжатия (отношение максимального напряжения сжатия к напряжению текучести) без ограничений устанавливается изготовителем и определяется в зависимости от эксплуатационных характеристик резьбового соединения и требований заказчика. Во время этого испытания максимальная степень сжатия устанавливается равной 80%. Для резьбовых соединений, в которых не происходило никаких утечек при максимальной степени сжатия 80%, испытание на герметичность выполнялось при максимальной степени сжатия выше 80%, и был получен верхний предел максимальной степени сжатия, при котором не происходило никаких утечек.
В условиях сравнительного примера 2, в котором для получения заданной площади контактного давления требуется крайне высокая степень δ взаимодействия для уплотнения, имело место заедание во время испытания на свинчивание и развинчивание и, таким образом, эксперимент выполнялся в условиях сравнительного примера 2A, в котором степень δ взаимодействия для уплотнения уменьшена до такого же уровня, как и в примере 2 по изобретению.
Как показано в таблице 1, очевидно, что примеры по изобретению имеют высокую способность к герметизации.
Сравнение примера 2 по изобретению и примера 6 по изобретению показывает, что пример 6 по изобретению, в котором угол α, который образует с осью соединения прямая линия S, соединяющая внутренний конец 12a упорного участка 12 ниппеля 3 и точку sp уплотнения, составляет менее 45 градусов, показывает более высокое верхнее ограничение максимальной степени сжатия, таким образом, обеспечивая более высокое сопротивление сжатию. Аналогично, сравнение примера 3 по изобретению и примера 7 по изобретению показывает, что пример 7 по изобретению, в котором угол α меньше 45, имеет более высокое сопротивление сжатию.
|
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами

