Результат интеллектуальной деятельности: СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к способам упрочнения деталей, рабочих органов машин и инструмента методом индукционной наплавки твердых сплавов, и может быть использовано при изготовлении и ремонте деталей машин и оборудования сельского хозяйства, горнодобывающей, дорожно-строительной и других отраслей.
Известен способ индукционной наплавки (аналог), включающий нанесение на упрочняемую поверхность детали слоя наплавочной шихты, состоящей из порошка твердых сплавов и флюса, введение упрочняемой поверхности детали с шихтой в индуктор для нагрева токами высокой частоты (ТВЧ), нагрев поверхности детали токами высокой частоты и расплавление шихты. После отключения индуктора ТВЧ деталь остужают, наплавленный слой на поверхности детали кристаллизуется, затвердевает и образует слой заданной толщины [Индукционная наплавка износостойких сплавов: сб. статей / Под общ. ред. Ткачева В.Н. - Ростов-на-Дону: ОНТИ, 1963. - С. 41-42]. Недостатком указанного способа - аналога является то, что расплав на поверхности детали образует упрочняющее покрытие, неравномерное по толщине, утончаемое к периметру поверхности детали из-за влияния сил поверхностного натяжения в расплаве, что не обеспечивает равномерности износа наплавленного покрытия на детали.
Для обеспечения равномерной толщины наплавляемого упрочняющего слоя на поверхностях деталей сложной формы производят формирование технологических элементов в виде буртов, канавок и т.п. Таким, наиболее близким к предлагаемому по технической сущности способом, принятым за прототип, производят упрочнение индукционной наплавкой клапанов газораспределения двигателей внутреннего сгорания [Ткачев В.Н. и др. Индукционная наплавка твердых сплавов. - М.: Машиностроение, 1973. - С. 11-12]. Упрочняемую поверхность клапана перед наплавкой протачивают по контуру износа фаски клапана, шихту формируют в пресс-форме в виде кольцеобразной заготовки, поверхность, проточенную под наплавку, офлюсовывают, кольцо из шихты устанавливают в проточку фаски клапана, а наплавку осуществляют последовательно двумя ТВЧ-генераторами на частотах 2,5 кГц и 10 кГц. Использование генераторов с двумя частотами позволяет вначале расплавить флюс в наплавочном кольце и заполнить им проточку на фаске клапана, а затем ТВЧ-генератором 10 кГц нагреть упрочняемую поверхность, расплавить шихту кольца и создать упрочняющее покрытие, после чего генераторы выключают и осуществляют процесс направленной кристаллизации.
Недостатком способа по прототипу является применение сложного оборудования, длительность процесса наплавки, большая трудоемкость подготовки детали к наплавке и кольца из шихты, невозможность применения способа для индукционной наплавки торцевых поверхностей деталей, низкое качество покрытия.
Указанный недостаток прототипа устраняется тем, что в предлагаемом способе индукционной наплавки по контуру упрочняемой торцевой поверхности детали монтируют, например, приклеивают жаропрочный жгут диаметром в 1,1-1,6 раза больше требуемой толщины наплавляемого покрытия, в образуемое замкнутое пространство насыпают шихту, а наплавку осуществляют одним ТВЧ-генератором с частотой 66 кГц.
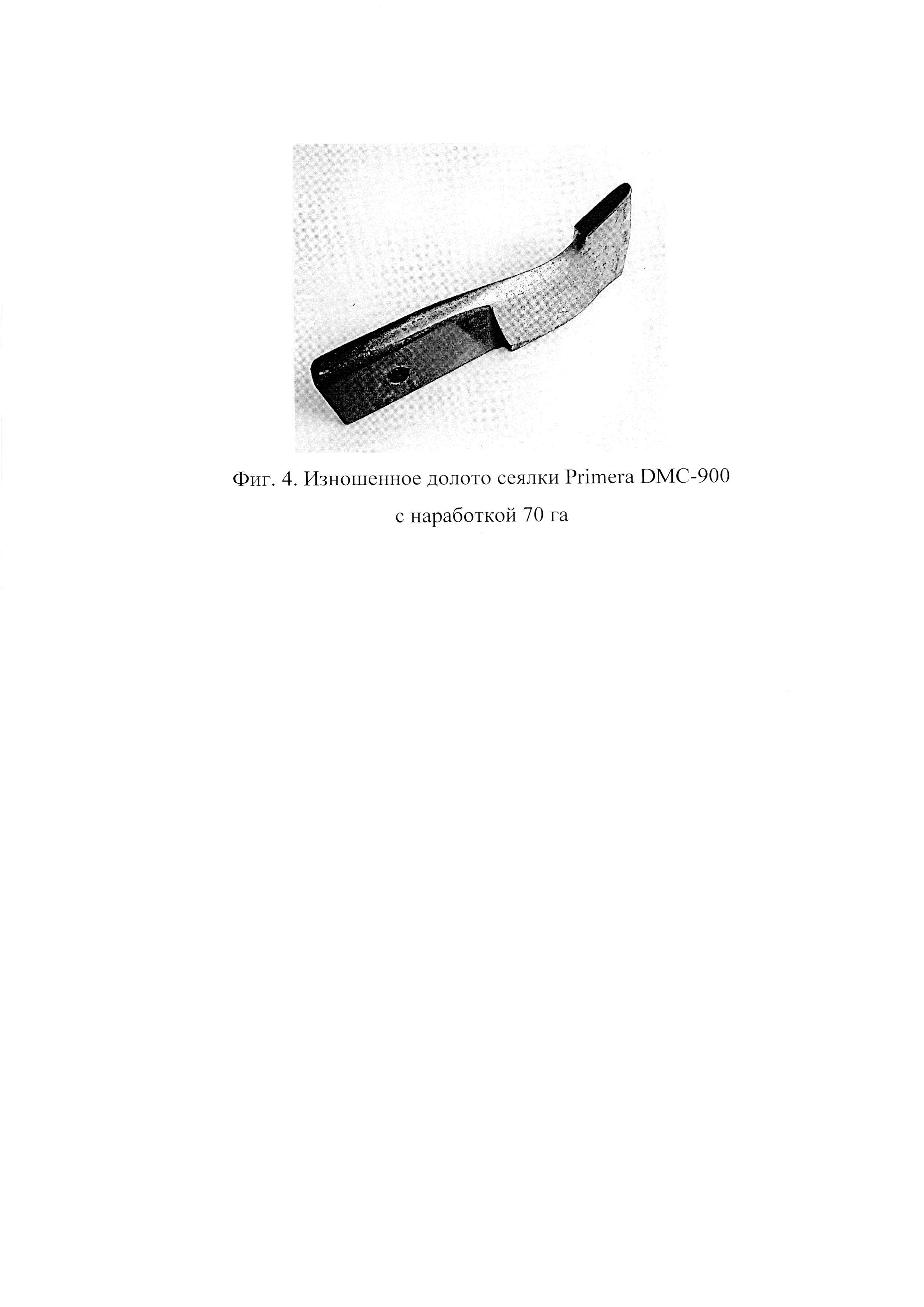
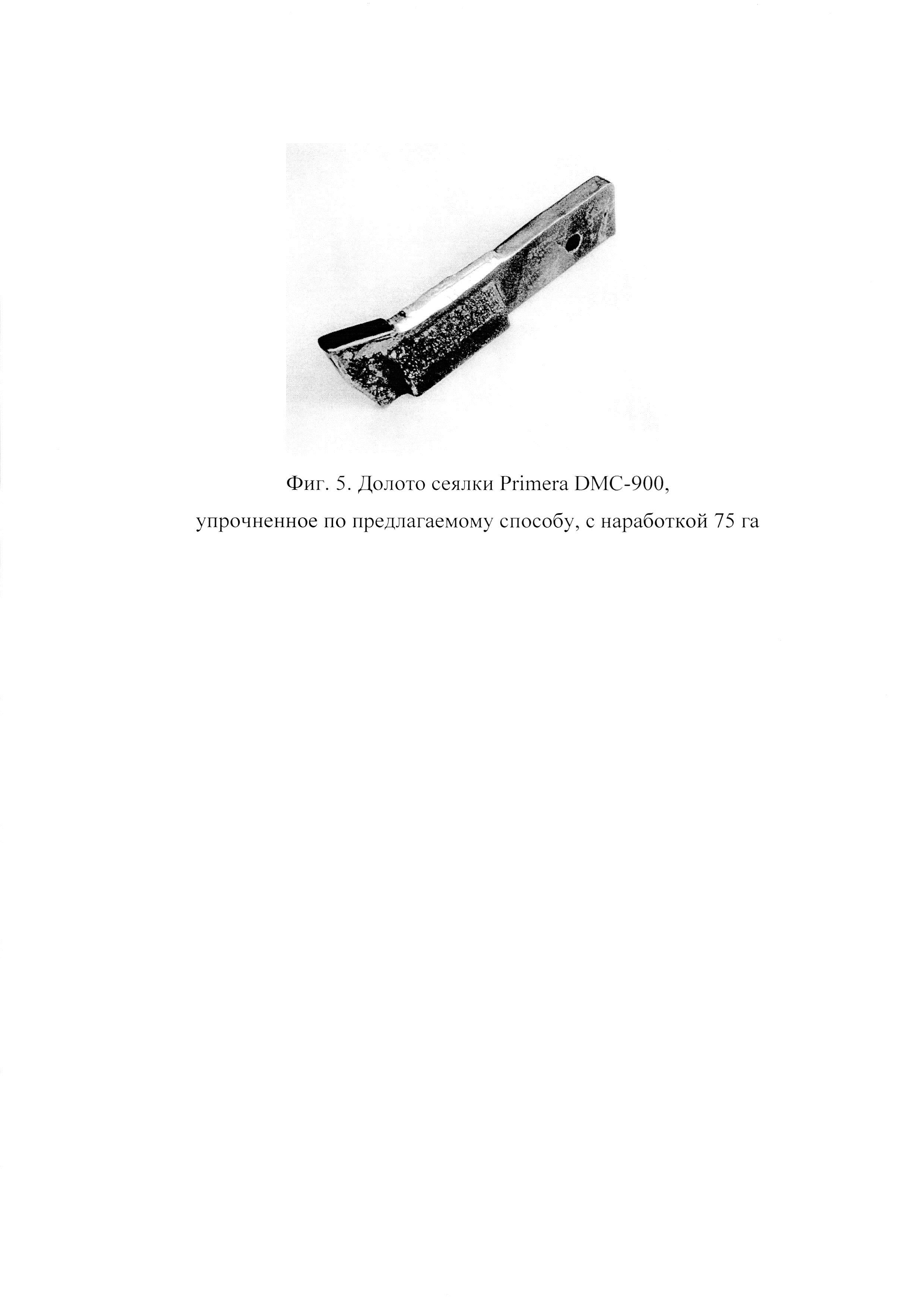
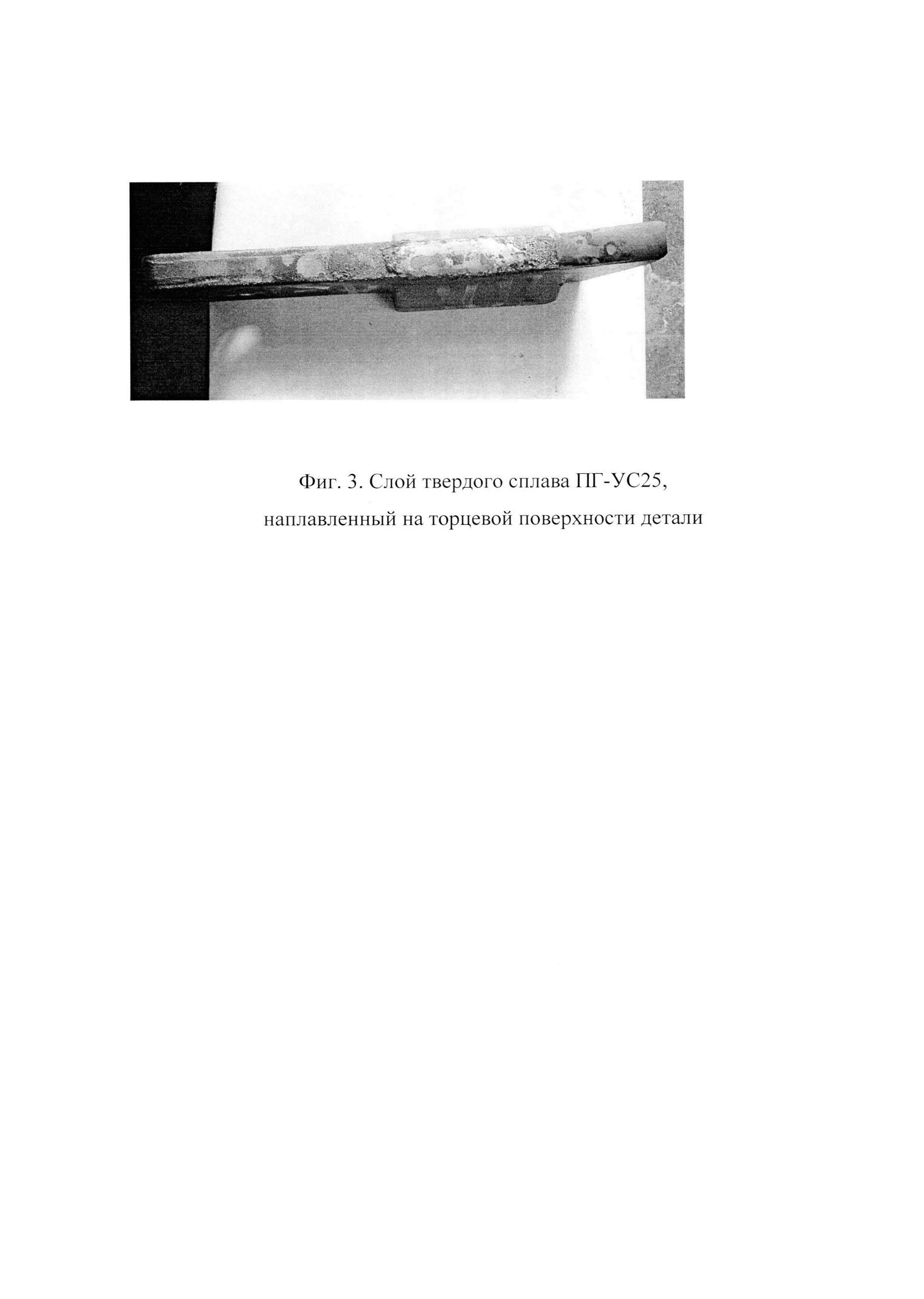
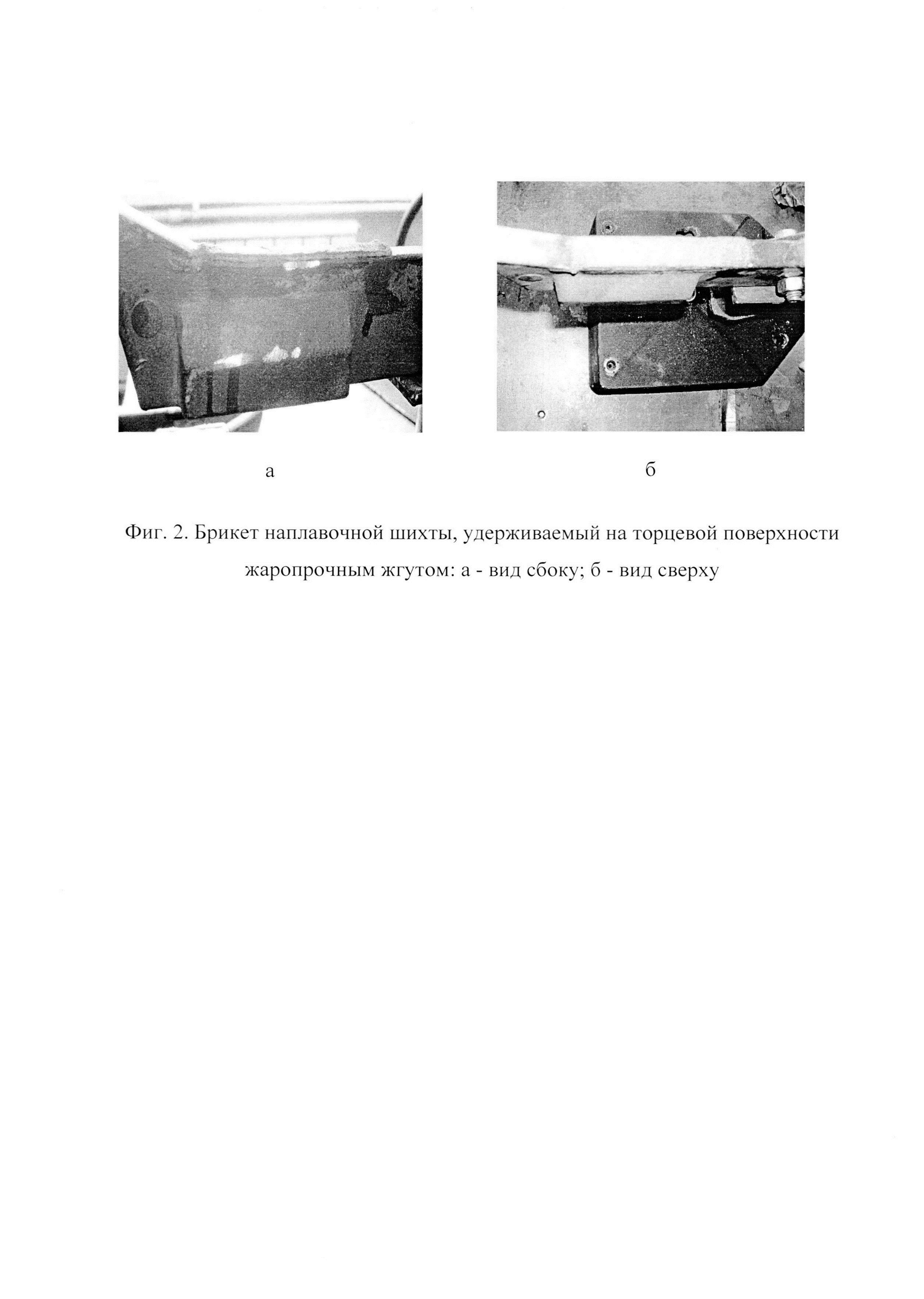
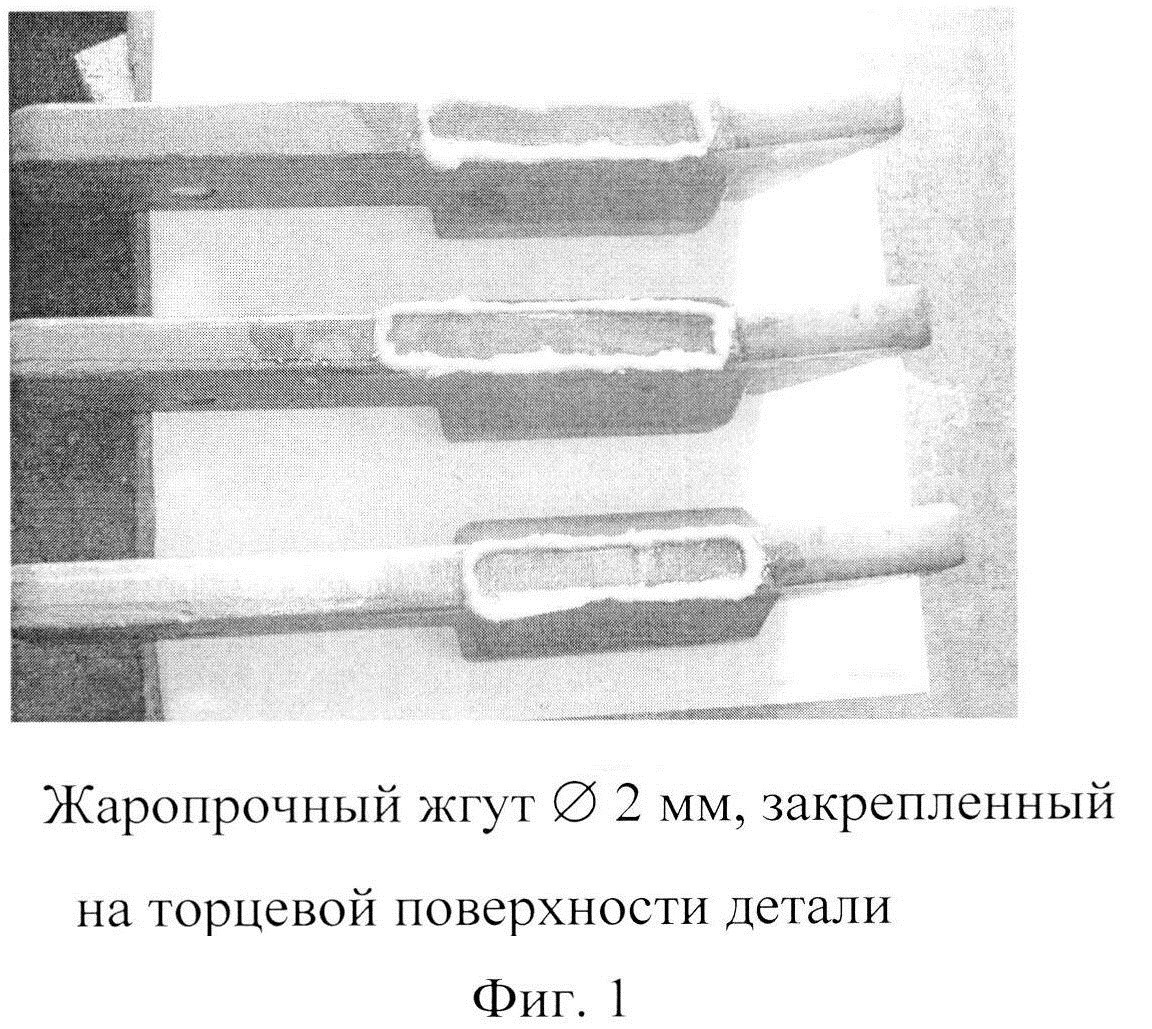
Изобретение поясняется следующими материалами. На фиг. 1 показана упрочняемая предлагаемым способом деталь - долото анкерного сошника посевного комплекса Primera DMC-9000 (фирма Amazone, Германия), по контуру торцевой поверхности которого приклеен жаропрочный жгут. На фиг. 2 показана заготовка упрочняемой детали с насыпанной шихтой. На фиг. 3 показано долото с выполненной наплавкой. На фиг. 4 показано изношенное долото, упрочненное по технологии производителя долот припайкой твердосплавных пластин. На фиг. 5 показано изношенное долото, упрочненное по предлагаемому способу и прошедшее такой же путь, как и долото на фиг. 4.
Реализация изобретения иллюстрируется следующими примерами.
Пример 1. Изготовление жаропрочного жгута
Для изготовления жаропрочного жгута, ограничивающего наплавляемую область торцевой поверхности детали, задающего толщину упрочняющего покрытия и удерживающего от расплыва шихту на поверхности детали, используют шнур асбестовый общего назначения марки ШАОН по ГОСТ 1779-83 и стекло натриевое жидкое марок А или Б по ГОСТ 13078-81.
Для получения заданной толщины покрытия диаметр шнура определяют, руководствуясь таблицей 1.
Приготовление шнура. Шнур ШАОН требуемого диаметра (см. табл. 1) помещают в раствор жидкого стекла, разведенного водой в соотношении 1:1, и выдерживают в нем 10-15 мин. Затем излишнюю влагу из шнура отжимают, помещают шнур на сетку и подсушивают на воздухе при температуре 20-25°С в течение 30-45 мин. Подсушенный шнур помещают в 5% спиртовой раствор канифоли на 3-5 мин, вновь отжимают и сматывают в бухту, присыпая каждый слой бухты тальком или стеаратом кальция.
Полученные таким образом бухты хранят при температуре не выше 45°С в плотной водонепроницаемой упаковке без потери клеящих свойств в течение 1-2 мес.
Пример 2. Приготовление наплавочной шихты. Наплавочную шихту готовят из смеси порошков твердого сплава из группы высокохромистых белых чугунов (материалы марок ПС, ПГС, ПГ-УС) и плавленого боратного флюса для индукционной наплавки марки П-0,66, взятых в соотношении, мас.%:
|
Для приготовления наплавочной шихты порошок твердого сплава марки ПГ-УС25 по ГОСТ 21448-75 просеивают на вибростоле через набор сит №07, 05 по ГОСТ 6613-86, отбирая фракцию с размером частиц порошка 0,5-0,7 мм, задерживающуюся на сите №05.
Флюс марки П-0,66 плавят при температуре 400-450°С в муфельной печи до прекращения выделения паров воды и газов, расплав выливают на металлический противень и дают остыть, полученный плав измельчают вначале в щековой дробилке, затем в шаровой мельнице и просеивают через сито №03, отбирая фракцию с размером частиц <0,3 мм.
Полученные порошки твердых сплавов и флюса смешивают в соотношении, мас.%: ПГ-УС25 - 85; П-0,66 - 15 в шаровой мельнице без шаров в течение 30-45 мин или в биконусном смесителе в течение 10-15 мин. Полученную таким образом шихту хранят в герметичных стальных банках до 6 мес.
Пример 3. Упрочнение торцевой поверхности долота анкерного сошника сеялки Primera DMC-9000, выполненного из стали S355 (стандарт EN 10025). Подлежащую упрочнению торцевую поверхность долота тщательно очищают, обезжиривают уайт-спиритом или бензином Б-70, дают подсохнуть, затем нагревают долото в муфельной печи до температуры 150-200°С. Горячее долото извлекают из печи и по периметру наплавляемой поверхности надавливанием монтируют жаропрочный жгут, выполненный по примеру 1 (см. фиг. 1). Жгут фиксируется на поверхности долота благодаря клеящей способности расплавленной канифоли.
Затем на поверхность долота в пространство, ограниченное жаропрочным жгутом, насыпают наплавочную шихту, приготовленную по примеру 2. Излишки шихты удаляют шпателем (см. фиг. 2). Далее долото с шихтой помещают в односторонний индуктор, подключенный к высокочастотному инверторному преобразователю ЭЛСИТ-66/100, и осуществляют индукционную наплавку ТВЧ с частотой 66 кГц при мощности генератора 80-100 кВт в течение 45-55 сек. Деталь извлекают из индуктора, подстуживают на воздухе до температуры 700-750°С и закаливают в воде или 5-10% водном растворе жидкого стекла.
После выполнения всех операций на торцевой поверхности долота формируется твердосплавное покрытие толщиной в 1,1-1,6 раз меньше диаметра выбранного термостойкого шнура (см. фиг. 3).
Техническим результатом реализации изобретения является упрощение применяемого оборудования, снижение трудоемкости подготовки детали и процесса наплавки, повышение качества покрытия индукционной наплавкой торцевых поверхностей деталей.
Получаемое по предлагаемому способу покрытие не требует зачистки, шлак и остатки термостойкого шнура удаляют с детали в процессе ее подстуживания и закалки, покрытие получает равномерную по сечению толщину.
Возможность применения способа для индукционной наплавки торцевых поверхностей деталей достигается за счет применения термостойкого жгута, приклеиваемого на упрочняемую поверхность и удерживающего на ней наплавочную шихту от плавления флюса до расплавления порошка твердого сплава, его кристаллизации и формирования упрочняющего покрытия.
Равномерная толщина покрытия и отсутствие стекания наплавляемого материала с краев поверхности детали (см. фиг. 3) обеспечивается применением термостойкого шнура. А требуемая толщина покрытия обеспечивается применением шнура с диаметром, превышающим требуемую толщину покрытия в 1,1-1,6 раза, и тем самым повышенным объемом порошка шихты для компенсации усадки шихты при ее плавлении, а также компенсации разрушения и выгорания части шнура при наплавке.
Долота анкерных сошников, торцевая поверхность которых была упрочнена по предлагаемому способу твердым сплавом ПГ-УС25 в полевых испытаниях на посевном комплексе Primera DMC-9000, показали наработку на одно долото 70-75 га, что в 1,5-2 раза больше в сравнении с серийными долотами, упрочненными напайкой твердосплавных пластин.

Доильный стакан
Автоматизированный многофункциональный почвообрабатывающий агрегат
Очесывающий адаптер для уборки топинамбура
Многоступенчатая газовая силовая турбина с консольным расположением
Опрыскиватель с устройством для магнитно-импульсной обработки растений в плодовом питомнике
Адаптер для уборки раннего картофеля
Когенератор на твердом биотопливе
Устройство очистки и контроля чистоты молочных линий
Способ и устройство трёхстадийного измельчения, смешивания малоценного растительного сырья и пищевых отходов для приготовления высокопитательных кормовых добавок
Энергосберегающая холодильная установка с комбинированным аккумулятором природного и искусственного холода для животноводческих ферм
Способ крепления термопары к металлическому изделию
Полиэпитопная противоопухолевая вакцинная конструкция, содержащая эпитопы опухоль-ассоциированных антигенов, фармацевтическая композиция и ее применение для стимуляции специфического противоопухолевого иммунного ответа
Способ закалки деталей из низкоуглеродистой борсодержащей стали
Способ бороалитирования стальной поверхности
Способ наплавки алюминида железа на стальную поверхность
Способ легирования наплавленного металла при дуговой сварке и наплавке
Способ измерения электропроводности тонких металлических пленок
Способ получения боридных покрытий увеличенной толщины
Способ борирования стальных деталей под давлением и контейнер с плавким затвором для его осуществления
Способ определения технологической температуры плавления шихты при индукционной наплавке

