Результат интеллектуальной деятельности: Способ бороалитирования стальной поверхности
Вид РИД
Изобретение
Предлагаемое изобретение относится к металлурги, в частности к процессам химико-термической обработки (ХТО), и может быть использовано в машиностроении для поверхностного упрочнения различных изделий из углеродистых сталей.
Известно, что бор - исключительно активный и реакционно-способный элемент, легко окисляется и связывается в нитрид даже крайне малыми остаточными концентрациями кислорода и азота в атмосфере печи, борирующей шихте или в металле, что отчасти объясняет длительность и сложность аппаратурного оформления известных процессов диффузионного борирования стали, поэтому при насыщении поверхности стальной детали бором необходимо предотвратить его расходование на конкурирующие химические реакции - окисление и азотирование. В конечном итоге это позволяет обеспечить требуемые физико-механические свойства (твердость, износостойкость) и толщину борированного слоя на упрочняемой детали. Как следствие, насыщение бором стальной поверхности при температурах от 800 до 1300°С требует соблюдения особых мер, позволяющих максимально использовать активный бор для получения износостойкого покрытия необходимой толщины (использование: защитных атмосфер, флюсов, транспортных сред, или активных элементов-модификаторов, вступающих в химические реакции с бором). Однако, в некоторых случаях, потребительских свойств образующегося боридного покрытия оказывается недостаточно, поэтому применяют многокомпонентное насыщение стальной поверхности бором и другими химическими элементами - комплексное насыщение.
В настоящее время известны различные способы комплексного насыщения стальной поверхности: бороалитирование (В+Аl), борохромирование (В+Cr), боротитаниерование (B+Ti) и т.д. Образующиеся комплексные покрытия в значительно большей степени увеличивают сопротивление износу и обеспечивают, кроме того, появление у стальной поверхности новых свойств: коррозионной стойкости, жаростойкости, теплостойкости и ряда других [Малькова Н.Ю. Недостатки процессов и перспективные способы химико-термической обработки // Успехи современного естествознания. - 2007. - №12. - С. 87-87.].
Одним из таких способов ХТО является бороалитирование, используемое для повышения жаростойкости и износостойкости, реже коррозионной стойкости металлов и сплавов [Ляхович Л.С. и др. Многокомпонентные диффузионные покрытия. - Минск: Изд-во «Наука и техника», 1974.]. Бороалитирование, подобно борированию, осуществляют различными диффузионными методами: в смесях В+Аl (или их соединений), содержащих эти вещества в виде: смеси порошков (шихты), обмазок, паст или суспензий (шликеры), а также в жидком или газообразном состоянии [Химико-термическая обработка металлов и сплавов: справочник./ Борисенок Г.В., Васильев Л.А., Ворошнин Л.Г и др. - М.: Металлургия, 1981.].
Так известен способ (варианты) диффузионного борирования конструкционных сталей и чугунов [Ворошнин Л.Г., и др. Кавитационно-стойкие покрытия на железоуглеродистых сплавах / Под ред. М.Н. Бодяко. - М.: Наука и техника, 1987.] из порошковых смесей (аналог 1), которые содержат в качестве борсодержащих элементов готовые продукты высокотемпературного синтеза: карбид бора, бор аморфный и др., в эти смеси могут быть также введены и соединения алюминия.
Недостатками аналога являются: сложное аппаратурное оформление (технологическая оснастка состоящая из печей с высокими температурами нагрева, до 1100 С°, специальными контейнерами с плавкими затворами) высокая стоимость компонентов, низкая насыщающая способность порошковых смесей, приводящая к длительности способа (4-12 ч), высокая хрупкость получающихся покрытий.
Часть из указанных недостатков может быть устранена использованием, например, способа скоростного ТВЧ-борирования [Мишустин Н.М., Иванайский В.В., Ишков А.В. Состав, структура и свойства износостойких покрытий, полученных на сталях 65Г и 50ХГА при скоростном ТВЧ-борировании // Известия Томского политехнического университета. - 2012. - Т. 320. - №2. - С. 68-72.] (аналог 2), согласно которому борирование поверхности деталей, выполненных из сталей 65Г или 50ХГА, на глубину до 800 мкм, осуществляют путем насыщения их бором в течение 1÷2 мин при ТВЧ-нагреве заготовок покрытых обмазкой на основе смеси карбида бора или аморфного бора с различными активаторами (NH4Cl, СаF2) и плавленым флюсом для индукционной наплавки марки П-0,66.
Недостаток этого аналога состоит в том, что при ТВЧ-нагреве стальной поверхности детали до высоких температур 1200-1300°С происходит окисление кислородом воздуха активного бора, выделяющегося из обмазки, а также протекание конкурирующей химической реакции бора с азотом. Оба процесса в совокупности снижают концентрацию активного бора на упрочняемой поверхности детали, что снижает твердость, толщину и износостойкость покрытия. Кроме того, получающиеся покрытия содержат соединения железа только с одним химическим элементом - бором, что не позволяет им проявлять комплекс ценных свойств, как, например, описанным выше покрытиям, полученным при комплексном насыщении поверхности стальных изделий сразу несколькими элементами: В+Аl, В+Сr, B+Ti и т.д.
Наиболее близким по технической сущности к заявленному изобретению (прототипом), является способ бороалитирования стальных изделий, заключающийся в комплексном диффузионном насыщении их поверхности бором и алюминием из активной обмазки, дополнительно покрытой защитной обмазкой. При этом подготовленные компоненты: карбид бора, алюминий и фторид натрия в порошкообразном состоянии тщательно перемешивают, затем добавляют воду в качестве связующего и доводят до требуемой консистенции. Полученную активную обмазку наносят на стальное изделие и просушивают при температуре 50 С° в течение 0,5÷1,0 ч в сушильной камере до полного удаления влаги. Толщина активной обмазки составляет 2÷4 мм. После этого таким же образом подготавливают защитную обмазку, состоящую из компонентов: эмаль ЭВТ-100, оксид алюминия в массовом соотношении 1:1, доводят до требуемой консистенции с применением силикатного клея иводы в качестве связующего. Затем защитную обмазку наносят поверх активной, а изделия сушат, помещают в печь и проводят бороалитирование при температуре 850÷1050°С в течении 2÷4 ч [Патент №2459011 (RU), МПК6 С23С 8/72, опубл. 20.08.2012, - Бюл. №23].
Прототип устраняет часть недостатков аналогов: частично упрощается аппаратурное оформление технологического процесса (исчезает контейнер с плавким затвором), сокращается время процесса (с 4-12 до 2-4 ч), получающиеся покрытия становятся менее хрупкими (за счет введения алюминия), а также у них появляются дополнительные потребительские свойства, например жаростойкость(за счет введения алюминия).
Однако, прототип имеет и свои недостатки: сложность осуществления технологического процесса и подготовительных операций (последовательное приготовление, нанесение двух обмазок), необходимость промежуточной и окончательной сушки образцов пред бороалитированием, высокая длительность процесса (2-4 ч), а также незначительная толщина (80-150 мкм) и твердость образующихся покрытий (80-150 мкм).
Задачей, на решение которой направлено предлагаемое изобретение, является разработка способа бороалитирования стальной поверхности, путем ее ТВЧ-нагрева и проведения процесса в две стадии: 1- насыщение бором с образованием на упрочняемой поверхности боридной эвтектики и 2-стадия насыщения поверхности алюминием.
Технический результат заявленного изобретения - упрощение осуществления технологического процесса и сокращение его времени, что приводит к снижению влияния высоких температур на механические свойства основного металла.
Указанный технический результат достигается тем, что в предлагаемом способе бороалитирования стальной поверхности, включающем ее насыщение бором и алюминием из порошковой шихты, содержащей карбид бора, алюминий или его соединения и активатор, путем нагрева, выдержки до формирования покрытия, и охлаждения, процесс насыщения бором и алюминием ведут в две стадии с нагревом высокочастотным электромагнитным полем: причем, на первой стадии осуществляют борирование, для чего стальную поверхность покрывают слоем шихты, толщиной 2÷3 мм, содержащей карбида бора и флюс П-0,66, в качестве активатора, при следующем соотношении ингредиентов, масс. %:
|
нагревают до температуры 1150÷1250°С, и выдерживают 80÷90 с;
а на второй стадии проводят алитирование, для чего на стальную поверхность с предварительно полученным боридным покрытием наносят слой шихты, толщиной 1÷2 мм, содержащей в качестве соединения алюминия - интерметаллид из группы FeAln (где n=2, 3), а в качестве активатора - криолит, при следующем содержании ингредиентов, масс. %:
|
повторно нагревают в среде защитного газа до температуры 1150÷1250°С, до начала протекания экзотермической реакции, после чего выдерживают 5÷10 с.
Изобретение иллюстрируется следующими материалами.
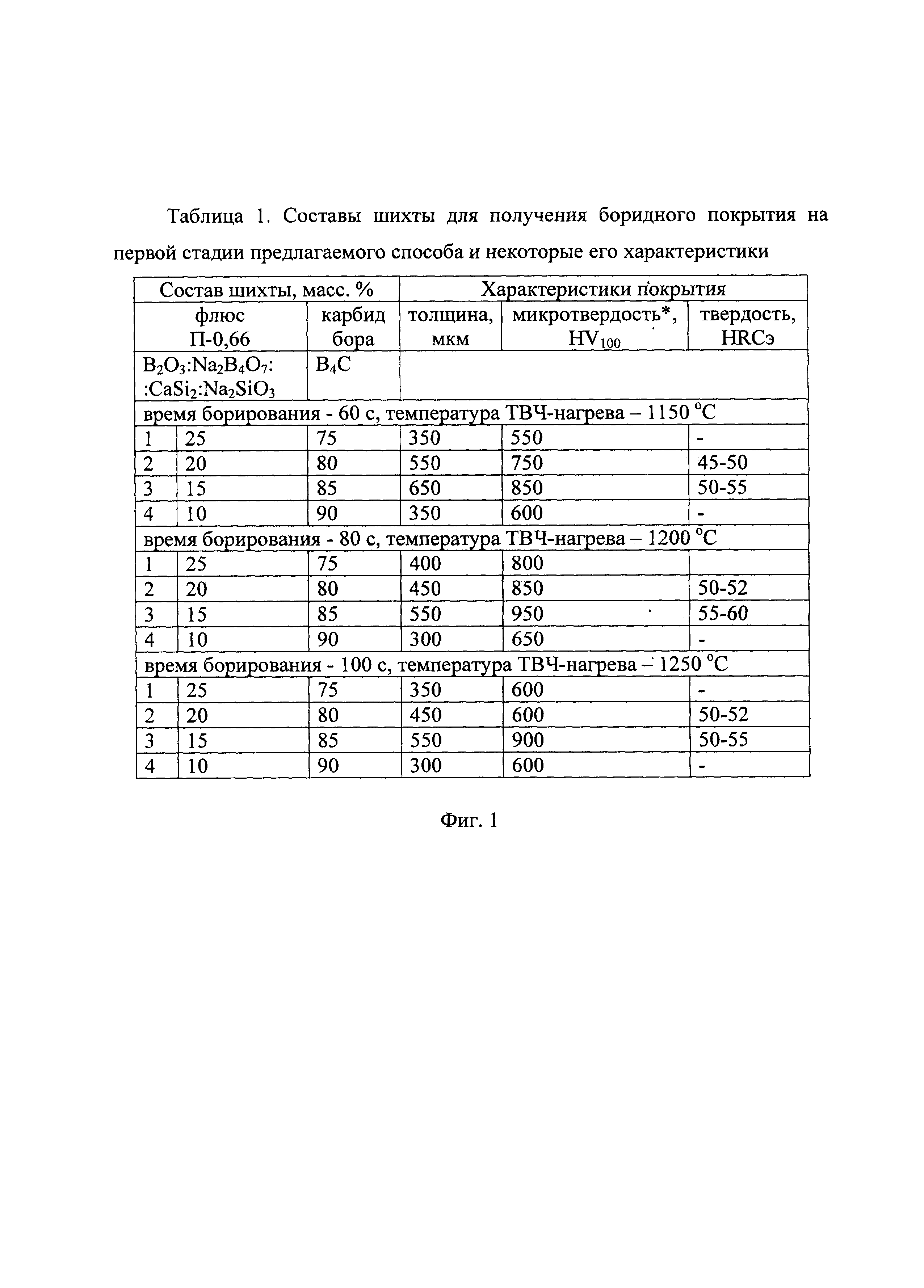
На фиг. 1. - Таблица составов шихты для получения покрытия на первой стадии предлагаемого способа и некоторые его характеристики.
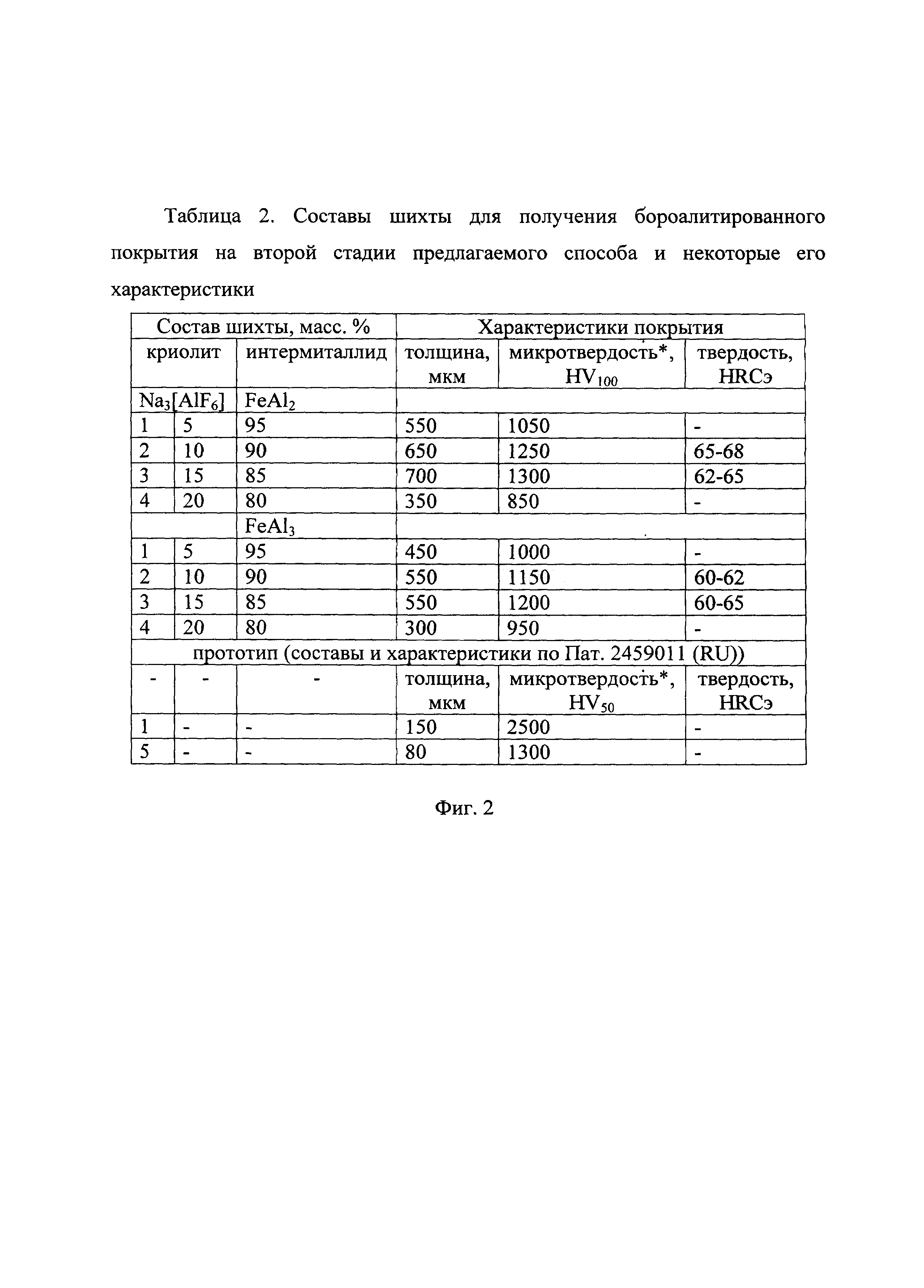
На фиг. 2. - Таблица составов шихты для получения покрытия на второй стадии предлагаемого способа и некоторые его характеристики.
На фиг. 3. - Микроструктура покрытия, полученного на стальной поверхности(материал Ст3) на первой стадии, по предлагаемому способу.
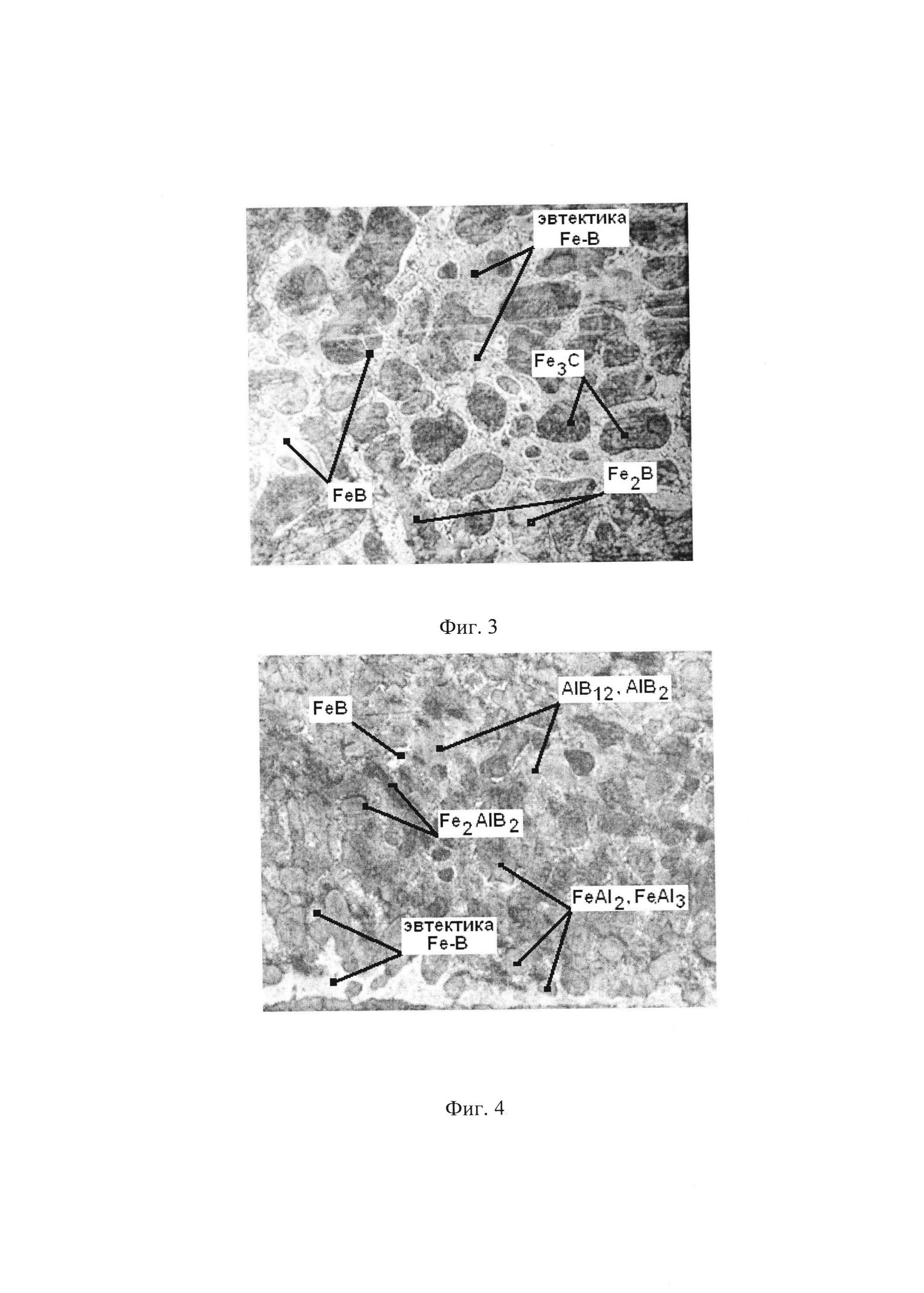
На фиг. 4. - Микроструктура бороалитированного покрытия, полученного на стальной поверхности (материал Ст3) по предлагаемому способу.
Изобретение поясняется следующими примерами.
Пример 1. Получение предварительного боридного покрытия (первая стадия способа).
Из стали Ст3 вырезали образцы, размером 60×40×8 мм, в количестве 24 шт, на верхнюю поверхность которых наносили борирующую шихту, состоящую из карбида бора, взятого в количествах из концентрационного интервала, масс. % - 80÷90, и плавленого флюса П-0,66 (состоит из ингредиентов: бура/борная кислота/силикокальций/силикат натрия, взятых в известных соотношениях [Ткачев В.Н. Износ и повышение долговечности деталей сельскохозяйственных машин. - М.: Машиностроение. - 1971.]), взятого в количествах из концентрационного интервала, масс. % - 10÷20. Содержание ингредиентов в шихте для определения оптимального состава варьировали в указанных границах с шагом 5 мас. %. Борирующую шихту наносили слоем, толщиной 2÷3 мм с помощью трафарета, после чего подготовленные образцы помещали в индуктор, подключенный к инвертору ЭЛСИТ 100-70/40и подвергали борированию при ТВЧ-нагреве при температуре 1150÷1250°С, в течении времени, взятого из интервала, с: 60÷100. Время ТВЧ-нагрева при борировании образцов для определения оптимального значения варьировали в указанных границах с шагом 20 с.
После получения покрытия на всех заготовках (в трехкратной повторности) их извлекали из индуктора, свободно охлаждали на воздухе, очищали от остатков борирующей шихты и проводили металлографическое и рентгенофазовое исследование покрытия. На стальной поверхности, после борирования на первой стадии, образовались покрытия, толщиной 300÷450 мкм, с различными физико-механическими свойствами (таблица 1).
Пример 2. Получение интерметаллидов состава FeAln (где n=2, 3), методом самораспространяющегося высокотемпературного синтеза (СВС).
Смешивали в течении 0,5÷1,0 ч в биконусном смесители навески порошка алюминия марки АСД-1 и железа марки ПЖВ-1 в соотношениях (Al/Fe), масс. %: 48/ 52; 60/40. Указанные соотношения ингредиентов обеспечивают получение интерметаллидов состава: FeAl2; FeAl3, в соответствие с фазовой диаграммой системы Fe-Al [Итин В.И., Найбороденко Ю.С. Высокотемпературный синтез интерметаллических соединений. - Томск: Изд-во ТГУ, 1989. - С.].
Полученный состав компактировали, для чего порошковые смеси смачивали 1%-ным раствором канифоли в спирте и перемешивали до получения однородной кашицеобразной массы, из которой на ручном прессе формовали штабики диаметром 15 мм и высотой 50 ч-60 мм при давлении 0,3÷0,6 МПа в разъемной пресс-форме. Полученные заготовки сушили в шкафу при температуре 140-150°С в течение 1÷2 часа. Просушенные образцы обладали удовлетворительной прочностью при перенаски их в реактор, предназначенный для организации протекания реакций в режиме СВС.
Реактор представляет собой тонкостенную кварцевую трубку, внутренним диаметром 15 мм, высотой 75÷85 мм, на наружную поверхность которой намотана нихромовая спираль для подогрева образцов перед синтезом. Снизу трубка закрыта пробкой с газоподводящей трубкой, поверх которой уложен слой асбеста и насыпан слой кварцевого песка, толщиной 8÷10 мм, сверху в трубку помещена нихромовая спираль для инициирования СВС.
Образец помещался в реактор на слой песка и предварительно нагревался до температуры 400÷450°C нихромовой спиралью для подогрева, а затем поджигался спиральюдля инициирования СВС, нагреваемыми электрическим током от ЛАТР-а. В течение всего процесса получения интерметаллида и его охлаждения (до 200÷250°С) в реактор подавался ток аргона под избыточным давлением 0,2÷0,3 МПа. После извлечения из реактора и охлаждения штабика до комнатной температуре его измельчали в ступке и просеивали через сито №0,315.
Полученный продукт очищали от непрореагировавших железа и алюминия, для чего его сначала намагничивали естественным образом в течение 3÷5 сут., а затем извлекали частицы железа постоянным магнитом, далее полученный продукт очищали от непрореагировавшего алюминия, высыпая его при перемешивании в нефрас, уайт-спирит или петролейный эфир, после чего проводили 2-3 кратную декантацию нефтепродукта с всплывшими, несмачиваемыми частицами алюминия от осадка. Окончательно порошок отфильтровывали на фильтре «синяя лента», промывали сначала чистым нефтепродуктом, а затем ацетоном, и сушили 1-2 ч на воздухе. Готовый продукт содержал от 90 до 95 масс. % интерметаллида заданного состава (установлено рентгенофазовым анализом).
Пример 3. Получение окончательного бороалитированного покрытия (вторая стадия способа).
Приготовленный по прим. 2 состав интерметаллида из группы FeAln (где n=2, 3) смешивали в биконусном смесители в течение 0,5÷1 ч с порошком криолита в следующем соотношении, мас. %: интерметаллид - 90÷85; криолит - 10÷15. Содержание ингредиентов в шихте для определения оптимального состава варьировали в указанных границах с шагом 5 мас. %. Выбор оптимального состава шихты приведен в таблице 2 (выделено серым).
Образцы, подготовленные по прим. 1, покрывали слоем шихты, которую наносили через трафареты, поддерживая толщину слоя насыпки 1÷2 мм.
Подготовленные образцы размещали в индуктор, подключенный к инвертору ЭЛСИТ 100-70/40и проводили бороалитирование, нагревая их в среде защитного газа (аргон) до температуры 1150÷1200°С, до момента начала протекания экзотермической реакции (разогрев, свечение), с последующей выдержкой 5÷10 с.
Для оптимизации шихты готовили по 4 смеси одинакового состава, отличающихся интерметаллидом, осуществляли бороалитирование, после чего определяли характеристики образующихся покрытий и устанавливали оптимальные концентрационные границы ингредиентов (таблица 2).
Полученные результаты оптимизации, позволяющие установить качественные и количественные значения отличающихся признаков заявляемого способа, объясняются следующим.
Реализация предлагаемого способа бороалитирования стальной поверхности в две стадии (в отличие от прототипа) позволяет использовать в технологии упрочнения различные процессы, отличающиеся по природе, времени, тепловым эффектам и скорости их протекания. Кроме того, разделение сложного процесса насыщения стальной поверхности сразу несколькими элементами, бором и алюминием - бороалитирования, на процесс борирования (первая стадия) и алитирования (вторая стадия) позволяет осуществлять насыщение упрочняемой поверхности бором и алюминием на одинаковую глубину.
Использование ТВЧ-нагрева, поверхностных химических реакций и стадийности в предлагаемом способе позволяет значительно сократить время технологического процесса, так как его стадии (борирование, алитирование) реализуются при высокотемпературном (1100÷250°С), кратковременном (5÷90 с) воздействии на тонкий поверхностный слой стали, нагреваемый высокочастотным электромагнитным полем. В этих условиях длительный диффузионный процесс насыщения стальной поверхности бором и алюминием (прототип) оказывается возможным заменить на быстропротекающие химические реакции на поверхности в системах Т+Т, Т+Ж, Ж+Ж: борирование при ТВЧ-нагреве с образованием на стальной поверхности композиционного боридного покрытия из боридов Fe2B, FeB (микротвердость 1200-1400 HV), карбида Fe3C (микротвердость 800-850 HV), распределенных в легкоплавкой (940÷960°С) боридной эвтектике Fe-B (микротвердость 600-700 HV) - первая стадия (фиг. 3), и взаимодействие боридной эвтектики с алюминидами железа: FeAl2, FeAl3 (микротвердость 1150-1200 HV) и продуктами их плавления с разложением с образованием сложных смесей, сплавов и композитных бороалитированных покрытий и(или) новых твердых фаз: AlB12, АlВ2, Fe2AlB2 (микротвердость 1500-1650 HV) - вторая стадия (фиг. 4).
Оптимальное соотношение компонентов шихты (на первой и второй стадиях) определялось экспериментально, по значениям характеристик образующихся борированных или бороалитированных покрытий (микротвердость, твердость и толщина упрочненного слоя) - фиг. 1, 2.
Так содержание карбида бора в шихте для борирования на первой стадии в 80÷85 масс. %, является оптимальным. Сокращение доли этого ингредиента, например до 75%, вызывает резкое уменьшение толщины образующегося покрытия. Увеличение доли карбида бора выше 85 масс. %, например до 90%, приводит к повышению вязкости и снижению текучести расплава шихты, а также ведет к перерасходу этого компонента, в результате чего образуется покрытие низкого качества (пористое, с несплошностями).
Содержание флюса П-0,66 в шихте в 15÷20 масс. % также является оптимальным. При уменьшение его содержания ниже 15 масс. %, например 10%, очищающая способность флюса оказывается недостаточной для подготовки поверхности стали, очистки ее от окислов, что снижает качество покрытия (появляются пятна свободные от покрытия, участки с окалиной, участки с отслоением покрытия). При увеличении доли флюса, например до 25 масс. %, происходит резкое увеличение текучести расплава, что приводит к уменьшению толщины покрытия.
Толщина слоя насыпаемой шихты на первой стадии в интервале 2÷3 мм является оптимальной. Если взят слой шихты толщиной менее 2 мм, например 1 мм, то при его расплавлении количество жидкой фазы оказывается недостаточным для защиты поверхности с боридным покрытием от окисления. Увеличение толщины слоя шихты выше 3 мм, например 4 мм - приводит к необоснованному перерасходу материалов.
Оптимальная температура борирования при ТВЧ-нагреве находится в интервале 1150÷1250°С, так как ниже температуры 1150°С в системе не происходят поверхностные химические реакции борирования, а выше температуры 1250°С, образующееся боридное покрытие начинает интенсивно окислятся кислородом воздуха, что приводит к уменьшению его толщины, уменьшению доли более твердых боридов железа (микротвердость 1200-1400 HV) и увеличению доли более мягкого карбида железа (микротвердость 800-850 HV).
Как следует из таблицы 1 (фиг. 1), время борирования при ТВЧ-нагреве в 80 с, является оптимальным, так как при его достижении формируются наилучшие сочетания свойств покрытия (высокая толщина и твердость).
Использование в предлагаемом способе на второй стадии в качестве соединения алюминия - интерметаллида из группы FeAln (где n=2, 3), позволяет осуществлять бороалитирование не используя высокоактивный, окисляющийся на воздухе металл - алюминий, или его низкоактивное соединение - Аl2O3 (прототип). Применяемые в предлагаемом способе алюминиды железа FeAl2, FeAl3 при нагреве до температур 1150÷1170°С не окисляются, а плавятся инконгруэнтно (с разложением) и являются источниками активных атомов алюминия и железа, которые вступают в химическое взаимодействие с боридной эвтектикой. Так как боридная эвтектика, являющаяся матрицей композиционного боридного покрытия, полученного на первой стадии, к моменту разложения алюминидов железа уже находится в расплавленном состоянии, то проникновение атомов алюминия и образование бороалитированног покрытия происходит на ту же глубину, что и борированный слой. Глубина борированного слоя, полученного на первой стадии и готового бороалитированого покрытия (вторая стадия) составляет 300÷700 мкм, что значительно больше прототипа.
Введение в состав шихты на второй стадии предлагаемого способа в качестве активатора - криолита вместо фторида натрия (прототип), позволяет минимизировать окислительные процессы с участием бора и алюминия, протекающие в жидкой фазе при плавлении боридной эвтектики и алюминидов железа с участием кислорода воздуха или кислорода флюса, так как начало его плавления имеет температуру 977°С, что близко к плавлению боридной эвтектики, а окончание плавления - 1100÷1150°С, что близко к плавлению интерметаллидов.
Толщина слоя насыпаемой щихты, состоящей из интерметаллидов и криолита, в интервале 1÷2 мм является оптимальной. Если взят слой шихты толщиной менее 1 мм, например 0,5 мм, то при его расплавлении количество жидкой фазы оказывается недостаточным для защиты поверхности с боридным покрытием от окисления. Увеличение толщины слоя шихты выше 2 мм, например 2,5 мм - приводит к необоснованному перерасходу материалов.
Содержание криолита в шихте в интервале 10÷15 мас. % является оптимальным. В случае уменьшения содержания криолита в шихте менее 10%, например 5% (составы №1, табл. 2), уменьшается толщина упрочненного слоя и снижается значение микротвердости наиболее прочной фазы. При величине содержания криолита в шихте более 15%, например 20%, толщина бороалитированного слоя остается такой же, как и при оптимальных составах, но значительно понижается общая твердость.
Содержание интерметаллида в шихте в интервале 85÷90 мас. % также является оптимальным, так как в этих концентарционных границах обнаруженные выше закономерности изменения толщины, микротвердости и твердости сохраняются (см. фиг 2, табл. 2). Кроме того, уменьшение содержания интерметаллида менее 85%, например 80%, приводит к неравномерному проникновению алюминия в покрытие и различным значениям его твердости по толщине; увеличение же содержания интерметаллида более 90%, например 95%, приводит к снижению жидкотекучести расплава на второй стадии, неравномерному покрытию им упрочненного слоя («пятнистость»), и различным значениям твердости бороалитированного покрытия по площади.
Состав используемого в предлагаемом способе интерметаллида FeAl2 или FeAl3 большого значения не имеет, так как оба указанных алюминида железа при температурах 1150÷1200°С плавятся с разложением, что вызывает их химическое «обезличивание».
Реализация предлагаемого способа бороалитирования технически возможна в интервале температур 1150÷1200°С, который определяется термодинамическими характеристиками и природой используемых ингредиентов. Нижняя граница температуры в 1150°С, определяется низшей температурой инконгруентного плавления алюминидов FeAl2, FeAl3 в системе Fe-Al, которая для FeAl3 и составляет указанное значение. Верхняя же граница температуры в 1200°С, определяется началом процессов борирования, которые при ее достижении эффективно осуществляются в жидкой боридной эвтектике. Таким образом, к моменту достижения оптимального интервала температур 1150÷1200°С все компоненты шихты (криолит, интерметаллиды) и боридная эвтектика, являющаяся основной, матричной фазой покрытий, уже расплавляются, что и определяет высокую скорость процесса бороалитирования, который для заявляемого способа реализуется в системе Ж+Ж, а не Т+Ж или Т+Т как в прототипе.
Минимальное время выдержки после начала экзотермической реакции в покрытии в 5 с установлено экспериментально и определяется, с одной стороны - минимальным технически возможным временем выдержки и инерционностью ТВЧ-установок, с другой стороны - тепловой инерционностью системы стальная поверхность/шихта при заданной толщине насыпки в 1÷2 мм и минимальным временем ее нагрева высокочастотным электромагнитным полем. Увеличение времени выдержки выше 10 с нецелесообразно, так как при этом происходит разложение новых метастабильных твердых фаз (AlB12, АlВ2, Fe2AlB2), вызывающих повышение твердости бороалитированного покрытия по сравнению с прототипом (фиг. 2, 4).
Таким образом, технический результат изобретения: упрощение осуществления технологического процесса и сокращение «чистого» времени бороалитирования до 85-100 с, достигается за счет: разделения процесса бороалитирования в предлагаемом способе на две отдельные стадии (борирование, алитирование), использования ТВЧ-нагрева и поверхностных химических реакций, а также применением заявленных ингредиентов (криолит и интерметаллид из группы FeAln (где n=2, 3)) и экспериментально установленными оптимальными параметрами процесса. Это, в конечном итоге, приводит к увеличению толщины (в 3,7-4,6 раза) и твердости образующегося на стальной поверхности покрытия (в 1,5-1,7 раза) по сравнению с прототипом, кроме того снижается влияния высоких температур на механические свойства основного металла.
Устройство для увлажнения зерна
Устройство для генерации дыма
Устройство для посева зерновых культур по необработанному полю мульчированному соломой
Способ определения износостойкости материалов упрочняющих покрытий рабочих органов сельхозмашин
Способ изготовления литой стальной детали
Способ скоростного борирования стальной детали
Способ получения отливок в индукционной печи
Способ закрытия медианного лапаротомного доступа у мелких домашних животных
Способ литья
Способ упрочнения лезвийной поверхности детали
Способ изготовления почвообрабатывающего рабочего органа стрельчатого типа
Способ индукционной наплавки твердого сплава на стальную деталь
Лента для упрочнения деталей индукционной наплавкой с односторонней адгезией и способ упрочнения деталей индукционной наплавкой
Способ индукционной наплавки износостойкого покрытия
Способ изготовления пластинчатого молотка кормодробилки
Устройство для обнаружения дефектов малых линейных размеров
Способ упрочнения поверхности стальной детали, содержащей глухие полости
Состав для термоиндикации
Способ изготовления термоиндикатора
Шихта для индукционной наплавки

