Результат интеллектуальной деятельности: Способ получения 4,4-диметил-1,3-диоксана (варианты)
Вид РИД
Изобретение
Изобретение относится к области основного органического и нефтехимического синтеза, а именно к технологии получения 4,4-диметил-1,3-диоксана из изобутилена и формальдегида.
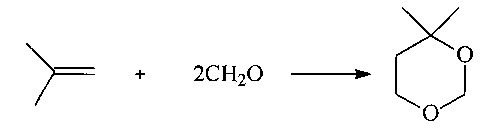
Одним из наиболее распространенных промышленных способов получения изопрена является диоксановый метод через промежуточный синтез 4,4-диметил-1,3-диоксана (ДМД). ДМД получают жидкофазной конденсацией изобутилена, содержащегося во фракциях С4 углеводородов, с формальдегидом, используемым в виде 20-40% водного раствора, с последующим выделением диметилдиоксана из реакционной массы [Огородников С.К., Идлис Г.С. Производство изопрена. Л.: Химия, 1973, стр. 48-58]. Принципиальным недостатком данного способа является низкая селективность процесса. Выход высококипящих побочных продуктов (ВПП) составляет 440-460 кг на 1 тонну изопрена, более 90% которых составляют ВПП со стадии синтеза диметилдиоксана [там же, стр. 72].
Известен способ получения 4,4-диметил-1,3-диоксана из изобутилена и формальдегида при температуре 100-110°С в присутствии серной кислоты. Недостатком данного способа является высокая коррозионная агрессивность реакционной среды и необходимость дополнительной обработки масляного слоя раствором щелочи [Авторское свидетельство СССР №361174, МПК C07D 319/06, опубл. 07.12.1972].
Известны способы получения ДМД в водной среде из изобутилена и формальдегида с использованием в качестве катализатора карбоновой кислоты [Патент Франции №2490642, МПК C07D 319/06, опубл. 26.03.1982], соли полисульфокислоты и металла I или II группы [Патент Франции №2490643, C07D 319/06, опубл. 26.03.1982], щавелевой кислоты [Авторское свидетельство СССР №991715, МПК C07D 319/06, опубл. 27.12.1999; Патент РФ №2255936, МПК C07D 319/06, опубл. 10.07.2005].
Известен способ получения ДМД из формальдегида и изобутилена при весовом соотношении 1,1-1,2 в водном растворе при 90-110°С и давлении 17-25 атм, в присутствии щавелевой кислоты. Для повышения селективности по ДМД и триметилкарбинолу (ТМК) за счет снижения образования побочных продуктов и потерь изобутилена в зону реакции возвращают 3-6% ТМК в расчете на ДМД и 5-20% ДМД от получаемого количества. По мнению авторов, возврат ТМК в зону реакции позволяет уменьшить образование эфиров ТМК с компонентами ВПП и одновременно замедлить протекание реакции гидролиза ДМД с образованием ВПП [Патент РФ №2062270, МПК C07D 319/06, С07С 31/12, опубл. 20.06.1996].
Недостатком перечисленных способов получения ДМД является недостаточная селективность по целевому ДМД из-за образования ВПП вследствие плохой взаимной растворимости углеводородов и водного слоя, содержащего катализатор и формальдегид.
Известен способ получения ДМД [Патент РФ №2255936, МПК C07D 319/06, опубл. 10.07.2005] конденсацией водного раствора формальдегида и изобутиленсодержащей фракции при 80-100°С и давлении 1,6-2,0 МПа в присутствии кислотного катализатора. Для повышения селективности образования ДМД за счет снижения образования отходов процесса, в зону конденсации направляют дистиллят перегонки на вакуумной ректификационной колонне смеси ВПП. Возврат в зону реакции продуктов синтеза приводит к увеличению нагрузки на реактор, соответственно снижению конверсии исходных реагентов и увеличению содержания гидрированных пиранов (ГП), что является недостатком известного способа.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является известный способ получения 4,4-диметил-1,3-диоксана [Патент РФ №2330848, МПК C07D 319/06, опубл. 10.08.2008] путем конденсации изобутилена с водным раствором формальдегида в присутствии фосфорной кислоты, взятой в качестве кислотного катализатора, при повышенных температуре и давлении и последующего выделения 4,4-диметил-1,3-диоксана из реакционной массы, при этом конденсацию проводят в присутствии поверхностно-активных веществ (ПАВ). Содержание ПАВ выдерживают в количестве 0,001-10,0 мас.% от реакционной массы. Способ позволяет повысить селективность образования ДМД.
Недостатками известного способа являются недостаточно высокая селективность по целевому ДМД из-за образования ВПП, в том числе ГП, а также необходимость утилизации отработанных ПАВ.
Целью предлагаемого изобретения является увеличение селективности образования ДМД за счет снижения количества образующихся гидрированных пиранов.
Поставленная цель достигается предлагаемым способом получения 4,4-диметил-1,3-диоксана путем конденсации изобутилена с водным раствором формальдегида в присутствии фосфорной кислоты при повышенных температуре и давлении и последующего выделения ДМД из реакционной массы, при этом конденсацию проводят в присутствии синтетических цеолитов с диаметром пор 4-5  . Конденсацию проводят в присутствии цеолита NaA с диаметром пор 4 или СаА с диаметром пор 5 . Содержание синтетических цеолитов выдерживают в количестве 3,5-5,0 мас.% от реакционной массы.
. Конденсацию проводят в присутствии цеолита NaA с диаметром пор 4 или СаА с диаметром пор 5 . Содержание синтетических цеолитов выдерживают в количестве 3,5-5,0 мас.% от реакционной массы.
Отличием предлагаемого изобретения является то, что для увеличения селективности образования ДМД в реакционную смесь дополнительно вводят синтетические цеолиты с диаметром пор 4-5 . Использование синтетических цеолитов с диаметром пор 4-5 обеспечивает более высокую степень превращения исходных реагентов - изобутилена и формальдегида, селективность по ДМД из-за уменьшения образования ВПП, в том числе ГП.
Рассматриваемый процесс относится к числу гетерогенных жидкофазных каталитических реакций. Раздел фаз в реакторе, обусловленный взаимной нерастворимостью водного слоя, содержащего формальдегид и катализатор, и углеводородного, содержащего изобутилен, является основной проблемой селективного образования целевого продукта процесса конденсации изобутилена с формальдегидом. Для решения этой проблемы и увеличения химического сродства компонентов гетерогенной смеси предлагается использование синтетических цеолитов с определенным диаметром пор в качестве пористых сокатализаторов. Введение в реакционную массу пористых сокатализаторов с определенным диаметром пор обеспечивает более интенсивное протекание реакции конденсации изобутилена с формальдегидом, способствует увеличению выхода ДМД и снижению образования ГП. В качестве кислотного катализатора используется 80-85% растворы ортофосфорной кислоты, в качестве изобутиленсодержащей фракции возможно использование изобутан-изобутиленовой фракции с содержанием изобутилена 95-99 мас. %, формальдегид применяется, например, в виде 16-22% водного раствора. В качестве пористых сокатализаторов, например, могут быть использованы синтетические цеолиты NaA с диаметром пор 4  или СаА с диаметром пор 5 .
или СаА с диаметром пор 5 .
Синтез ДМД осуществляют следующим образом. В реактор, оборудованный загрузочным отверстием, помещают расчетные количества формалина, ортофосфорной кислоты, синтетического цеолита и изобутан-изобутиленовой фракции при мольном соотношении формальдегид/изобутилен, равном 1,55:1. Реактор закрепляют на перемешивающем устройстве и помещают в теплоноситель с заранее установленной температурой в пределах 80-90°С. Далее включают перемешивание. В реакторе поддерживается избыточное давление в пределах 5-6 атм, обеспечивающее протекание процесса в конденсированной фазе. По окончании опыта реакционную смесь охлаждают, выгружают из реактора, цеолит отделяют фильтрацией от реакционной массы, далее масляный и водный слои отдельно подвергают дальнейшей переработке. Из масляного слоя ДМД выделяют экстракцией. Затем содержание ДМД определяют хроматографическим методом внутреннего стандарта. Селективность процесса определяют по отношению ДМД/ВПП в полученной реакционной смеси.
Осуществление предлагаемого способа получения ДМД иллюстрируют приведенные ниже примеры.
Пример 1 (контрольный, для сравнения).
В реактор, оборудованный загрузочным отверстием, помещают 5,2 г раствора формалина с концентрацией формальдегида 16,1 мас.% (0,028 моль), 1,1 г (0,018 моль) изобутилена, 0,29 г 81%-ной фосфорной кислоты. Мольное соотношение формальдегид/изобутилен равно 1,55:1. Реактор закрепляют на перемешивающем устройстве и помещают в теплоноситель с заранее установленной температурой. Далее включают перемешивание. В реакторе выдерживают температуру 82°С, давление 6 атм. Реакционную массу выдерживают при постоянном перемешивании в течение 1 часа. По окончании опыта реактор охлаждают до 25-30°С, выгружают реакционную массу из реактора, отделяют фильтрованием синтетический цеолит от реакционной массы, далее масляный и водный слои отдельно подвергают дальнейшей переработке. Из масляного слоя ДМД выделяют экстракцией. Получают ДМД 0,15 г (36% от теоретического), отношение ДМД/ВПП составляет 2:1.
Пример 2.
Процесс проводят аналогично примеру 1. В реактор помещают 5,2 г раствора формалина с концентрацией формальдегида 16,0 мас.% (0,028 моль), 1,1 г изобутилена (0,018 моль), 0,29 г 81%-ной фосфорной кислоты. Мольное соотношение формальдегид/изобутилен равно 1,55:1. В реакционную смесь дополнительно вносят 0,25 г синтетического цеолита NaA с диаметром пор 4 , что составляет 4,0% от массы реакционной смеси. В реакторе выдерживают температуру 82°С, давление 6 атм. Получают ДМД 0,17 г (41,0% от теоретического). Высококипящие побочные продукты, в том числе гидрированные пираны, в реакционной массе отсутствуют.
Пример 3.
Процесс проводят аналогично примеру 1. В реактор помещают 5,2 г раствора формалина с концентрацией формальдегида 16,0 мас.% (0,028 моль), 1,1 г (0,018 моль) изобутилена, 0,29 г 81%-ной фосфорной кислоты. Мольное соотношение формальдегид/изобутилен равно 1,55:1. В реакционную смесь дополнительно вносят 0,25 г синтетического цеолита СаА с диаметром пор 5 , что составляет 4,0% от массы исходной реакционной смеси. В реакторе выдерживают температуру 82°С, давление 6 атм. Получают ДМД 0,18 г (44,0% от теоретического). Высококипящие побочные продукты, в том числе гидрированные пираны, в реакционной массе отсутствуют.
Оптимальными условиями процесса селективного образования ДМД в результате конденсации формальдегида с изобутиленом в присутствии синтетических цеолитов являются с диаметром пор 4 или 5 и содержание цеолитов количестве 3,5-5,0 мас.% от реакционной массы. Целесообразность выбранных пределов показателей технологического процесса конденсации представлена в таблице 1.
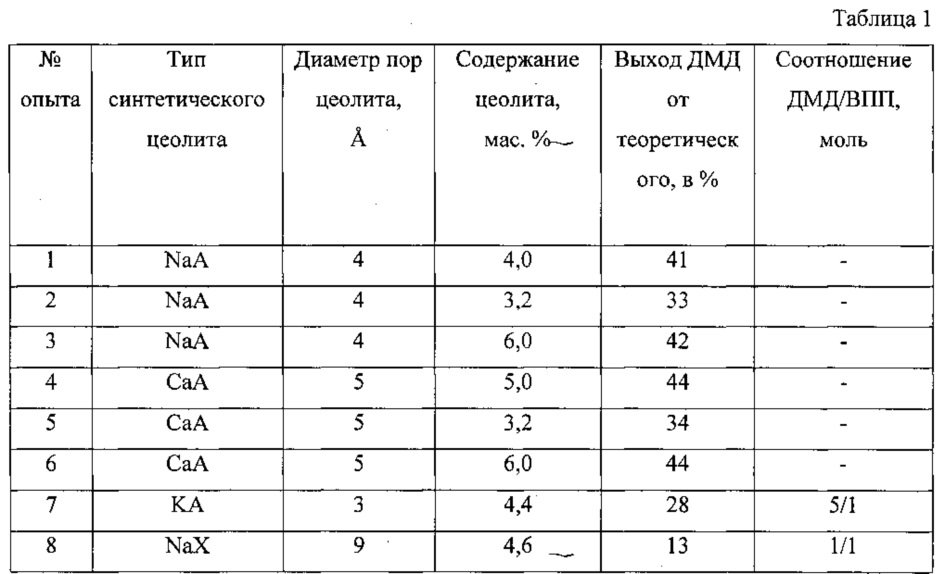
Условия синтеза ДМД: мольное соотношение формальдегид:изобутилен = 1,55:1, температура 82°С, давление 6 атм, продолжительность синтеза 1 час.
Применение для процесса синтетических цеолитов с диаметрами пор 4  или 5 в количестве меньше чем 3,5 мас.% приводит к снижению выхода ДМД, а более чем 5,0 мас.% - не приводит к увеличению выхода ДМД, но обуславливает дополнительный расход реагента.
или 5 в количестве меньше чем 3,5 мас.% приводит к снижению выхода ДМД, а более чем 5,0 мас.% - не приводит к увеличению выхода ДМД, но обуславливает дополнительный расход реагента.
Использование синтетического цеолита КА с диаметром пор 3 ведет к уменьшению выхода и селективности образования целевого ДМД. Использование синтетического цеолита NaX с диаметром пор 9 ведет к резкому снижению выхода и селективности образования целевого ДМД.
Как видно из приведенных примеров, предлагаемое изобретение позволяет повысить селективность процесса образования ДМД за счет уменьшения количества образующихся высококипящих побочных продуктов, в том числе гидрированных пиранов.



Способ получения хлористого кальция
Способ приготовления титанового катализатора для стереоспецифической полимеризации изопрена
Способ получения сульфата аммония
Способ получения кремнефторида натрия
Способ получения сульфата натрия
Способ получения жидких комплексных удобрений
Способ получения фторида натрия
Способ получения сольвата хлорида неодима с изопропиловым спиртом для неодимового катализатора полимеризации изопрена
Способ получения сульфата аммония
Способ получения цис-вербенола
Способ получения хлористого кальция
Способ получения сульфата аммония
Способ получения кремнефторида натрия
Способ получения сульфата натрия
Способ получения жидких комплексных удобрений
Способ получения фторида натрия
Способ получения сольвата хлорида неодима с изопропиловым спиртом для неодимового катализатора полимеризации изопрена
Способ получения сульфата аммония
Способ получения цис-вербенола
Способ получения цис-1,4-полиизопрена

