Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ИНСТРУМЕНТАЛЬНОГО ВЫСОКОПРОЧНОГО ЛИСТОВОГО ПРОКАТА
Вид РИД
Изобретение
Изобретение относится к черной металлургии, в частности к производству инструментального высокопрочного листового проката для высокоточного машиностроительного оборудования.
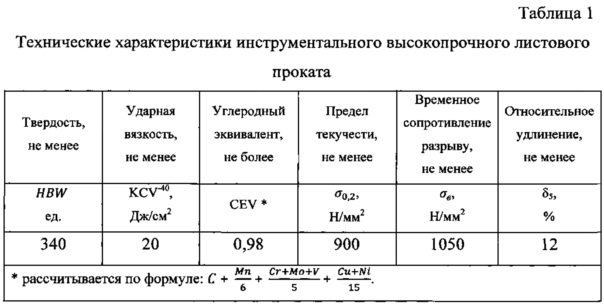
Высокопрочная инструментальная сталь должна обладать следующими свойствами: повышенная износостойкость (твердость), способность сохранять свои свойства при повышенных температурных режимах (жаропрочность), высокая ударная вязкость, низкие остаточные напряжения, высокая теплопроводность, повышенный уровень трещиностойкости. Технические характеристики высокопрочной инструментальной стали приведены в таблице 1.
Известна инструментальная сталь, содержащая углерод, кремний, марганец, хром, титан, бор, алюминий, медь и железо в следующем соотношении (масс. %): углерод 0,04-0,06; кремний 0,04-0,06; марганец 8,0-12,0; хром 8,0-12,0; титан 2,0-3,0; бор 0,04-0,06; алюминий 0,4-0,6; медь 0,5-1,0; железо остальное. Сталь может быть выплавлена в индукционных вакуумных печах. Термообработка стали проводится по режиму отпуск при 750-900°C в течение 2 ч., закалка в масле при 1200°C (Патент РФ №2332515, МПК C22C 38/38, опубл. 27.08.2008, Бюл. №24).
Недостатки известной стали состоят в том, что она имеет недостаточную твердость и довольно высокий углеродный эквивалент, что существенно затрудняет процессы сварки и сборки готовых изделий.
Известен нож для рубки металла из легированной стали, содержащей углерод, кремний, марганец, молибден, ванадий, никель, хром, серу, фосфор и железо, отличающийся тем, что он изготовлен из стали, содержащей указанные компоненты при следующем соотношении, масс. %: углерод 0,50-0,60; кремний 0,10-0,40; марганец 0,40-0,70; молибден 0,60-0,80; ванадий 0,30-0,60; никель 1,70-2,00; хром 1,00-1,30; сера не более 0,005; фосфор не более 0,01; железо остальное. После закалки с температуры 920°C и последующего отпуска при температуре 450±10°C нож имеет однородную структуру с величиной зерна 5-8 балла, ударную вязкость 39 Дж/см2 и твердость 51 HRC (Патент РФ №2409696, МПК C22C 38/46, опубл. 20.01.2011, Бюл. №2).
Недостатком известного ножа являются относительно низкие прочностные свойства и относительно высокий углеродный эквивалент, негативно влияющий на сварочные свойства стали.
Наиболее близким аналогом к предлагаемому изобретению является инструментальная сталь для горячего деформирования, содержащая углерод, хром, марганец, ванадий, кремний, титан, бор и железо в следующем соотношении (масс. %): углерод 0,60-0,70; хром 2,80-3,20; марганец 1,9-2,1; ванадий 0,50-0,60; кремний 0,40-0,70; титан 0,15-0,30; бор 0,001-0,003; железо остальное, при этом суммарное содержание хрома, марганца, ванадия, кремния, титана и бора составляет 5,35-6,20 масс. %. Термообработку стали проводили по режиму: закалка 1050±50°C, с предварительным подогревом при температуре 800±10°C; время выдержки при температурах подогрева и нагрева под закалку в течение 30 минут; отпуск стали производили при температуре 550±5°C, выдержка 2 ч; охлаждение на воздухе (Патент РФ №2535148, МПК C22C 38/38, опубл. 10.12.2014, Бюл. №34).
Недостатком прототипа является то, что известная сталь после закалки и высокотемпературного отпуска имеет невысокие пластические свойства и относительно высокий углеродный эквивалент, негативно влияющий на сварочные свойства стали.
Технический результат изобретения состоит в достижении высокой твердости инструментального высокопрочного листового проката при сохранении достаточной пластичности и ударной вязкости.
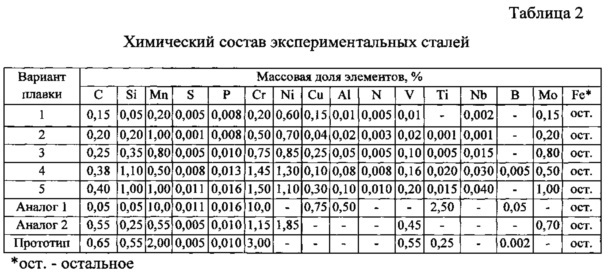
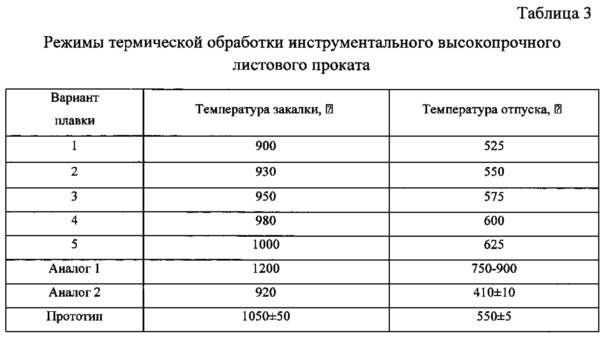
Указанный технический результат достигается тем, что в способе производства инструментального высокопрочного листового проката, включающем выплавку стали, получение непрерывнолитого сляба, его горячее деформирование, закалку и отпуск листов, согласно изобретению осуществляют выплавку стали следующего химического состава, мас. %: 0,20-0,38 C; 0,20-1,10 Si; 0,50-1,00 Mn; 0,50-1,45 Cr; 0,70-1,30 Ni; 0,20-0,80 Mo; 0,02-0,16 V; 0,02-0,08 Al; 0,001-0,010 N; не более 0,25 Cu; 0,001-0,030 Nb; 0,001-0,020 Ti; не более 0,008 S; не более 0,013 P; остальное Fe, при этом закалку листов из указанной стали осуществляют при температуре 930-980°C, отпуск проводят при температуре 575±25°C. Состав стали дополнительно содержит бор в диапазоне 0,001-0,005, масс. %.
Сущность изобретения состоит в том, что комплекс механических и функциональных свойств инструментального высокопрочного листового проката обусловлен его химическим составом и температурными режимами термообработки: закалки и отпуска. С целью достижения требуемых свойств (табл. 1) в процессе проведения экспериментальных исследований осуществляли варьирование всех значимых факторов, добиваясь стабильного получения высоких прочностных характеристик инструментальной стали при сохранении достаточно высоких показателей пластичности и вязкости.
Углерод и хром - упрочняющие элементы, напрямую влияют на интервал существования δ-феррита, что позволяет гомогенизировать твердый раствор, повышая однородность распределения химических элементов благодаря тому, что диффузионная подвижность атомов углерода и хрома в δ-феррите на несколько порядков выше скорости их диффузии в аустените. Содержание углерода менее 0,20% приводит к снижению прочностных свойств ниже допустимого уровня. Увеличение содержания углерода более 0,38% ухудшает пластические и вязкостные свойства стали, повышает углеродный эквивалент. При концентрации хрома менее 0,50% прочностные свойства не достигают необходимых значений. Увеличение содержания хрома более 1,45% приводит к потере пластичности и неоправданному увеличению себестоимости.
Марганец, кремний, никель, медь и молибден - легирующие элементы, входящие в состав твердого раствора аустенита и понижающие температуру начала его распада. При содержании марганца менее 0,5% прочность стали недостаточна. Увеличение содержания марганца более 1,0% способствует укрупнению зерна, снижая ударную вязкость закаленной стали. При содержании кремния менее 0,20% ухудшается раскисленность стали. Увеличение содержания кремния более 1,1% приводит к охрупчиванию границ зерен, влияния на α-фазу: мартенсит и бейнит. При содержании никеля менее 0,70% показатели пластичности и ударной вязкости снижаются. Увеличение содержания никеля более 1,30% приводит к увеличению себестоимости при прочих равных характеристиках. Добавление молибдена в указанном диапазоне способствует получению требуемых прочностных характеристик стали, а также улучшает ее прокаливаемость. При содержании молибдена менее 0,20% прочностные свойства стали не достигают требуемого уровня, а увеличение его содержания более 0,80% ухудшает свариваемость и пластичность закаленной стали. Добавление меди в количестве, не превышающем 0,25%, способствует достижению необходимых свойств. Большее содержание меди экономически нецелесообразно.
Сера и фосфор - вредные примеси, вследствие пониженной их растворимости в феррите диффундируют к границам зерен, оказывая влияние на количество и качество «зародышей» - места образования ферритной фазы. При содержании более 0,008% и 0,013% соответственно оказывают резко негативное воздействие на вязкостные свойства стали.
Алюминий раскисляет и модифицирует сталь. При концентрации менее 0,02% его воздействие проявляется слабо, что ухудшает механические свойства. Увеличение его содержания более 0,08% графитизирует углерод, что также ухудшает механические свойства.
Азот способствует образованию нитридов в стали. Верхний предел содержания азота - 0,010% обусловлен необходимостью получения заданного уровня пластичности и вязкости стали, а нижний предел - 0,001% - вопросами технологичности производства.
Ванадий, ниобий и титан - карбонитридообразующие элементы образуют с железом твердый раствор замещения. Несоответствие атомных радиусов этих элементов и железа приводит к искажению кристаллической решетки твердого раствора и, как следствие, к замедлению всех процессов, контролируемых диффузией, включая рекристаллизацию и фазовые превращения. Содержание ванадия более 0,16% приводит к ухудшению свариваемости стали и экономически нецелесообразно ввиду повышения расходов на легирование. При содержании ванадия менее 0,02% прочностные свойства стали не достигают требуемого уровня. При содержании ниобия менее 0,001% не обеспечивается достаточное упрочнение. Увеличение содержания ниобия более 0,030% приводит к ухудшению свариваемости стали и экономически нецелесообразно ввиду повышения расходов на легирование. Содержание титана менее 0,001% не оказывает сдерживающего влияния на рост аустенитного зерна, снижается прочность. Повышение содержания титана свыше 0,020% нецелесообразно, так как приводит к образованию грубых включений высокотвердого, хрупкого карбида титана при кристаллизации, что не устраняется термической обработкой и снижает ударную вязкость.
Легирование бором повышает прочностные свойства после закалки, не изменяя вязкость и пластичность. Бор, добавляемый в пределах 0,001-0,005%, значительно повышает прокаливаемость стали. Бор в количестве более 0,005% способствует охрупчиванию стали. А содержание бора менее 0,001% не оказывает положительного влияния на свойства стали.
Нагрев под закалку до температуры выше 980°C приводит к значительному снижению ударной вязкости инструментальной стали. Снижение этой температуры менее 930°C не обеспечивает стабильного получения заданных прочностных свойств, что существенно уменьшает выход годного.
Отпуск при температуре выше 600°C снижает прочностные свойства ниже допустимого уровня. Уменьшение температуры отпуска ниже 550°C приводит к потере пластических и вязкостных свойств высокопрочных листов.
Таким образом, полное использование ресурса свойств инструментального высокопрочного листового проката заявленного химического состава обеспечивается указанными режимами ее термообработки.
Пример осуществления способа.
С применением индукционной плавильной печи ИСТ 0,03/0,05 И1 произвели выплавку сталей различного химического состава (табл. 2).
Полученные слитки нагревали в камерной печи ПКМ 3.6.2/12,5 до температуры 1200±10°C. Далее осуществляли обжатие слитков с применением гидравлического пресса П6334 (моделирование черновой стадии прокатки) и на одноклетьевом реверсивном стане горячей прокатки 500 «ДУО» (моделирование чистовой стадии прокатки). Температура окончания обжатия составляла 850-950°C. Слитки прокатывали до толщины 6, 10, 20, 30 и 40 мм. Полученные листы охлаждали на воздухе.
Термическая обработка образцов проката заключалась в закалке при температуре 900-1200°C и последующем отпуске при температуре 400-900°C (табл. 3), после чего произвели раскрой полученных листов для проведения испытаний на растяжение, твердость и ударный изгиб.
Механические свойства определяли на поперечных образцах в соответствии с общепринятыми условиями:
- испытания на растяжение проводили на плоских образцах по ГОСТ 1497;
- испытания на ударный изгиб в соответствии с ГОСТ 9454 на образцах с V-образным надрезом при температуре -40°C;
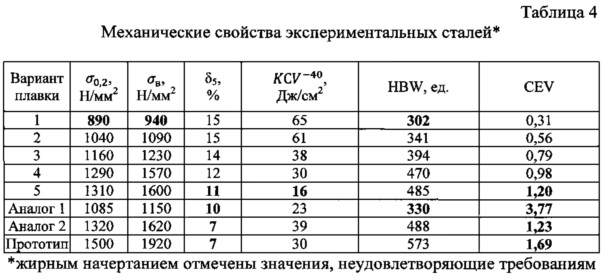
Результаты испытаний показали, что в листовой стали, полученной по предложенному способу (варианты №2-4, табл. 4), достигается сочетание наиболее высоких прочностных, пластических и вязкостных свойств.
В случаях отклонений от заявленных параметров (варианты №1 и №5), а также при использовании аналогов и способа-прототипа не обеспечивается требуемый комплекс механических свойств.
Таким образом, применение заявленного способа производства инструментального высокопрочного листового проката обеспечивает достижение необходимого результата - получение высокопрочной стали с комплексом трудносочетаемых свойств: прочностных - условный предел текучести σ0,2 не менее 900 Н/мм2, временное сопротивление разрыву σв не менее 1050 Н/мм2, твердости HBW не менее 340 ед.; пластических - относительное удлинение δ5 не менее 12%; вязких - ударная вязкость KCV-40 не менее 20 Дж/см2.
Способ упаковки бунтов катанки
Способ холодной непрерывной прокатки широкополосной стали
Способ холодной непрерывной прокатки тонких стальных полос
Способ раскисления низкоуглеродистой стали
Способ производства горячекатаного широкополосного рулонного проката
Способ производства холоднокатаной ленты из низкоуглеродистой стали для вырубки монетной заготовки
Способ управления процессом прокатки полосы
Способ оптимизации технологии производства проката
Трубная сталь
Образец для тестирования и настройки установки ультразвукового контроля листового проката
Способ упаковки бунтов катанки
Способ холодной непрерывной прокатки широкополосной стали
Способ холодной непрерывной прокатки тонких стальных полос
Способ раскисления низкоуглеродистой стали
Способ производства горячекатаного широкополосного рулонного проката
Способ производства холоднокатаной ленты из низкоуглеродистой стали для вырубки монетной заготовки
Способ управления процессом прокатки полосы
Способ оптимизации технологии производства проката
Трубная сталь
Образец для тестирования и настройки установки ультразвукового контроля листового проката

