Результат интеллектуальной деятельности: ОБРАЗЕЦ ДЛЯ ТЕСТИРОВАНИЯ И НАСТРОЙКИ УСТАНОВКИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЛИСТОВОГО ПРОКАТА
Вид РИД
Изобретение
Изобретение относится к устройствам неразрушающего контроля структуры и дефектов металлических изделий и может быть использовано при изготовлении образцов для тестирования и настройки установок ультразвукового контроля проката (УЗК).
Для контроля внутреннего строения и дефектов стального проката (в том числе листового) используются различные методы: магнитные, электрические, радиометрические, ультразвуковые и др. Этим методам соответствуют конкретные приборы и установки, описанные, например, в книге Ю.Ф. Шевакина и др. "Технологические измерения и приборы в прокатном производстве". М.: Металлургия, 1973, с.286-355.
Для тестирования и настройки установок неразрушающего контроля проката (например, УЗК) применяют соответствующие тест-образцы с выполненными на них искусственными дефектами.
Известен образец для определения вязкости разрушения материала, содержащий шевронный надрез, у которого с боковых сторон его рабочего сечения в плоскости надреза выполнены два одинаковых соосных глухих отверстия, расположенных на заданных расстояниях от вершины надреза (см. а.с. СССР №970183, кл. G01N 3/00, опубл. в БИ №40, 1982 г.).
Однако этот образец непригоден при ультразвуковом контроле листового проката.
Известен образец для тестирования и настройки установки контроля листового проката, описанный в реферативном журнале "Металлургия; 15Д - прокатное и волочильное производство". М.: ВИНИТИ, 1989, №5, с.29 (реф. 5Д257).
Этот образец выполнен в виде листа заданных размеров, содержащего искусственные дефекты, и характеризуется тем, что его длина - до 25 м, ширина - до 5,4 м и толщина - до 60 мм, а дефекты - цилиндрические отверстия диаметром 2 мм.
Недостатком такого листа-образца является его неприемлемость для ультразвукового контроля толстолистового проката, а также относительно большие затраты на его изготовление (большой объем образца и слишком малые отверстия, имитирующие дефекты стали).
Наиболее близким аналогом к заявляемому объекту является образец для тестирования и настройки установки контроля листового проката, выполненный в виде листа заданных размеров, содержащего искусственные дефекты, причем для тестирования установки ультразвукового контроля на части поверхности, симметричной кромкам листа-образца, длиной l=0,75 L и шириной b=0,9 В, где L и В - соответственно, полные длина и ширина образца, выполнены расположенные в произвольном порядке взаимно перпендикулярные продольные и поперечные прямоугольные плоские углубления с длиной l′=25…l, мм, с шириной b′=25…b, мм и с глубиной, равной 0,4…0,6 толщины образца, при этом может быть выполнен из стали марки 15ХСНД, а величина соотношения B/L=1:4 (Патент РФ №62241).
Недостатки ближайшего аналога:
1. Нет возможности проверки контроля кромок.
2. Нет возможности проверки всей линейки преобразователей для проведения контроля тела листа.
3. Невозможно повторное изготовление на эту и другую толщину, так как тест-лист содержит естественные - неповторимые дефекты.
4. Не проверяются все контролируемые параметры, чувствительность установки к дефектам различной глубины, площади, длины, ширины, количества дефектов на единицу площади.
5. Не соответствует всем требованиям стандартов на контроль.
6. Нет постоянства в определении геометрических размеров и чувствительности при незначительных колебаниях условий проведения контроля.
Техническая задача предлагаемого изобретения заключается в создании такого образца для тестирования (тест-листа) и настройки установки контроля листового проката, который:
1. Позволяет проводить комплекс работ по проверке и настройке установок ультразвукового контроля за один проход тест-листа, что снижает потери времени на калибровку установок УЗК.
2. Позволяет проверить работоспособность как аппаратной части установки, так и программного комплекса за один проход тест-листа.
3. Позволяет за один проход тест-листа проверить работоспособность линеек преобразователей и системы контроля установки кромок листа и основного металла.
Техническая задача решается тем, что образец для тестирования и настройки установки контроля листового проката, выполненный в виде листа заданных размеров, содержащего искусственные дефекты, причем на поверхности листа выполнены поперечные прямоугольные плоские углубления, в отличие от ближайшего аналога для контроля основного металла образец содержит следующие группы дефектов: группу дефектов в виде поперечных пазов для проверки работоспособности всех каналов установок, группу засверловок для подтверждения чувствительности по ширине проката, группу засверловок для проверки чувствительности к дефектам, расположенным на различной глубине по толщине проката, группу прямоугольных пазов для имитации различных площадных размеров дефектов, позволяет перекрыть весь размерный ряд, группу засверловок для имитации дефекта, недопустимого по длине, группу засверловок для имитации дефекта, недопустимого по ширине, группы для имитации скоплений дефектов, недопустимых по количеству дефектов на единицу площади проката, группу засверловок для имитации дефектов,, меньших чем регистрируемые, а для контроля кромок листа: группы засверловок для определения ширины зоны кромки, группы засверловок для определения размера мертвых зон по поперечным кромкам листа, группу засверловок для определения чувствительности к дефектам, расположенным на различной глубине, группу засверловок для имитации недопустимого количества дефектов на единицу длины кромки, группу засверловок для имитации в кромке дефекта, недопустимого по длине, группу засверловок для имитации в кромке дефекта, недопустимого по ширине, группы засверловок для имитации дефектов, недопустимых по площади в кромке.
Для выпуска высококачественной конкурентоспособной металлопродукции, удовлетворяющей запросам российских и зарубежных потребителей необходимо качественное проведения ультразвукового контроля (УЗК) металлопродукции.
Требования к проведению УЗК изложены в стандартах на контроль, отечественных ГОСТ 22727 и ГОСТ 28831 и зарубежных, таких как ISO 12094, ISO 10893, EN10160, ISO 3138, серия стандартов ASTM, стандарт DNVOSF101 и прочие.
Несмотря на существование такого многообразия утвержденных стандартов, потребители металлопродукции вносят в ТУ различные дополнительные требования по качеству продукции и соответственно требования на порядок проведения УЗК.
Сущность предлагаемого тест-листа заключается в том, что в конструкцию тест-листа заложен принцип выполнения искусственных дефектов с заданными размерами для проведения полного комплекса проверки работоспособности аппаратной части установок ультразвукового контроля, оценки корректности настроек установок УЗК и оценки правильности работы программного обеспечения вычислительного комплекса установок.
Различные группы дефектов предназначены для проверки различных параметров работоспособности, чувствительности и правильности настроек установок ультразвукового контроля толстолистового проката. Дефекты выполняются в виде засверловок различного диаметра с плоским дном и плоскодонных пазов.
В данной конструкции были добавлены все необходимые отражатели, искусственные дефекты, диапазон площадей дефектов перекрыл требования всех классов сплошности всех стандартов. В теле листа смоделированы дефекты, позволяющие проверить выполнение требований по длине и ширине дефектов, по их объединению. В кромках тест-листа смоделированы дефекты, позволяющие проверить выполнение отдельных требований для кромок, ширину зоны кромок и величину мертвой зоны по кромкам. Конструкция тест-листа получилась достаточно простой в изготовлении. В случае введения новых стандартов УЗК, существует возможность внесения изменений в конструкцию тест-листа без полной замены всего комплекта тест-листов.
Сущность предлагаемого изобретения поясняется чертежом, на котором изображен тест-лист, используемый на стане 5000 ОАО «ММК», на нем изображены все группы определяемых дефектов.
Для контроля основного металла:
1. Группа дефектов в виде поперечных пазов для проверки работоспособности всех каналов установок.
2. Группа засверловок для подтверждения чувствительности по ширине проката.
3. Группа засверловок для проверки чувствительности к дефектам, расположенным на различной глубине по толщине проката.
4. Группа прямоугольных пазов для имитации различных площадных размеров дефектов, позволяет перекрыть весь размерный ряд.
5. Группа засверловок для имитации дефекта, недопустимого по длине.
6. Группа засверловок для имитации дефекта, недопустимого по ширине.
7. Группы для имитации скоплений дефектов, недопустимых по количеству дефектов на единицу площади проката.
8. Группа засверловок для имитации дефектов, меньших чем регистрируемые.
Для контроля кромок листа:
9. Группы засверловок для определения ширины зоны кромки.
10. Группы засверловок для определения размера мертвых зон по поперечным кромкам листа.
11. Группа засверловок для определения чувствительности к дефектам, расположенным на различной глубине.
12. Группа засверловок для имитации недопустимого количества дефектов на единицу длины кромки.
13. Группа засверловок для имитации в кромке дефекта, недопустимого по длине.
14. Группа засверловок для имитации в кромке дефекта, недопустимого по ширине.
15. Группы засверловок для имитации дефектов, недопустимых по площади в кромке.
Конструкция тест-листа получилась достаточно простой в изготовлении. В случае введения новых стандартов УЗК, существует возможность внесения изменений в конструкцию тест-листа без полной замены всего комплекта тест-листов.
В настоящее время конструктивно все тест-листы выполнены по одному чертежу, но имеют различные толщины, к которым в соответствии с требованиями стандартов привязана и глубина залегания искусственных отражателей.
Учитывая тот факт, что эксплуатируемые в производственной линии ЛПЦ-9 АУ УЗК имеют принципиальные конструктивные отличия и расположены друг от друга на значительном расстоянии ЛПЦ-9, приходится изготавливать два комплекта тест-листов.
Первый комплект собран у поста №4 и используется для работы с установкой УЗК фирмы NDT. Так как преобразователи в установке расположены снизу, тест-листы уложены отверстиями кверху. Второй комплект собран у поста №10 и эксплуатируется с установкой «Север» ООО «Компания Нординкрафт». Так как преобразователи в установке расположены сверху, тест-листы уложены отверстиями книзу.
Образец для тестирования и настройки установки контроля листового проката, выполненный в виде листа заданных размеров, содержащего искусственные дефекты, причем на поверхности листа выполнены поперечные прямоугольные плоские углубления, отличающийся тем, что для контроля основного металла образец содержит следующие группы дефектов: группу дефектов в виде поперечных пазов для проверки работоспособности всех каналов установок, группу засверловок для подтверждения чувствительности по ширине проката, группу засверловок для проверки чувствительности к дефектам, расположенным на различной глубине по толщине проката, группу прямоугольных пазов для имитации различных площадных размеров дефектов, позволяет перекрыть весь размерный ряд, группу засверловок для имитации дефекта, недопустимого по длине, группу засверловок для имитации дефекта, недопустимого по ширине, группы для имитации скоплений дефектов, недопустимых по количеству дефектов на единицу площади проката, группу засверловок для имитации дефектов, меньших чем регистрируемые, а для контроля кромок листа: группы засверловок для определения ширины зоны кромки, группы засверловок для определения размера мертвых зон по поперечным кромкам листа, группу засверловок для определения чувствительности к дефектам, расположенным на различной глубине, группу засверловок для имитации недопустимого количества дефектов на единицу длины кромки, группу засверловок для имитации в кромке дефекта, недопустимого по длине, группу засверловок для имитации в кромке дефекта, недопустимого по ширине, группы засверловок для имитации дефектов, недопустимых по площади в кромке.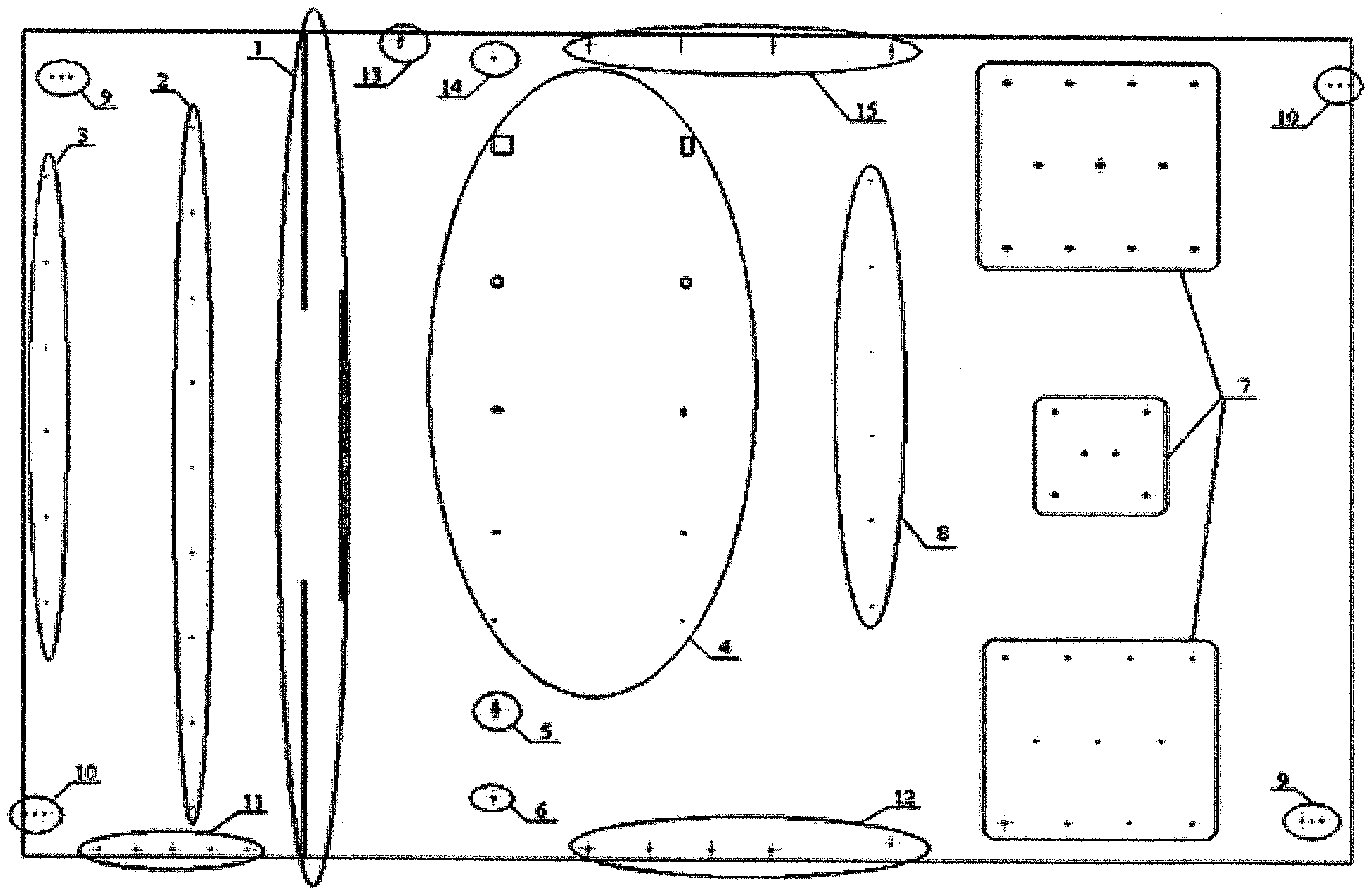
Гнутый гофрированный профиль и способ его производства
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ ведения доменной плавки
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ производства низкоуглеродистой холоднокатаной тонколистовой стали
Способ производства холоднокатаной ленты из низкоуглеродистых марок стали
Способ производства холоднокатаной ленты для высокоскоростной холодной вырубки
Способ производства холоднокатаной ленты для холодной вырубки
Способ разливки трубной стали на машине непрерывной разливки с криволинейной технологической осью
Гнутый гофрированный профиль и способ его производства
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ ведения доменной плавки
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ производства низкоуглеродистой холоднокатаной тонколистовой стали
Способ производства холоднокатаной ленты из низкоуглеродистых марок стали
Способ производства холоднокатаной ленты для высокоскоростной холодной вырубки
Способ производства холоднокатаной ленты для холодной вырубки
Способ разливки трубной стали на машине непрерывной разливки с криволинейной технологической осью

