Результат интеллектуальной деятельности: Способ дуговой механизированной двухэлектродной сварки
Вид РИД
Изобретение
Изобретение относится к области сварки и может использоваться при дуговой сварке и наплавке в среде защитных газов.
Известен способ двухэлектродной сварки в среде активных газов с короткими замыканиями дугового промежутка, при котором электроды плавятся поочередно вследствие обрыва дуги на одном из электродов (см. Спицын В.В. Перенос металла и горение дуги при сварке расщепленным электродом в CO2. Сварочное производство. 1969, №4, с. 5-7).
Недостатком этого способа сварки является наличие переходного периода, так как когда дуга на одном электроде обрывается, на другом возбуждается. При этом сварочный ток протекает по обоим электродам, что приводит к взаимному притяжению дуг и жидкого металла на электродах, а при малых расстояниях и к образованию общей капли, перенос которой в сварочную ванну затруднен и вызывает повышенное разбрызгивание металла.
Известен также способ двухэлектродной сварки с короткими замыканиями дугового промежутка в среде защитных газов, при котором электроды плавятся поочередно вследствие обрыва дуги на одном из электродов, причем сварочную дугу обрывают принудительно путем выключения тока в сварочной цепи одного электрода в момент начала короткого замыкания в цепи другого электрода (см. описание к АС СССР №998039 «Способ для двухэлектродной сварки с короткими замыканиями дугового промежутка и устройство для его осуществления». Опубл. 23.02.1983 г.). Этот способ принят за прототип.
Недостатком известного способа является ограничение технологических возможностей в отношении управления соотношением количества наплавленного электродного и проплавленного основного металла. Увеличение тока дуги в электродах приводит и к увеличению тока в изделии. При этом увеличивается количество как наплавленного, так и расплавленного основного металла, а соотношение их, характеризуемое долей участия основного металла в металле шва, почти не изменяется. Это затрудняет регулирование химического состава шва.
В предлагаемом способе дуговой механизированной двухэлектродной сварки в среде инертного газа один из электродов плавящийся, сварочную дугу с которого обрывают принудительно путем выключения тока в сварочной цепи электрода.
В отличие от прототипа, второй электрод используют неплавящийся, для питания дуги используют источник переменного тока, периодически изменяют полярность изделия, сохраняя полярность каждого из электродов, при подключении изделия к положительному полюсу источника питания неплавящийся электрод подключают к отрицательному полюсу источника питания, а при подключении изделия к отрицательному полюсу источника питания плавящийся электрод подключают к положительному полюсу источника, частоту изменения полярности изделия выбирают из условия устойчивости повторных зажиганий дуги, а отношение длительности подключения неплавящегося электрода к отрицательному полюсу источника питания к периоду цикла выбирают в пределах 0,3…0,5, ток дуги плавящегося электрода определяют по формуле

где dэ - диаметр плавящегося электрода;
Vэ - требуемая скорость расплавления электрода;
ρ - плотность плавящегося электрода;
tЦ - время цикла протекания тока в изделии;
tПЛ - время протекания тока в плавящемся электроде;
αp - коэффициент расплавления плавящегося электрода при одноэлектродной сварке на обратной полярности дуги при токе дуги IД=IПЛ⋅tПЛ/tЦ.
Технический результат предлагаемого способа заключается в том, что при горении дуги с изделия на неплавящийся электрод проплавляется только изделие, а при горении дуги на плавящийся электрод плавится электрод и изделие. Это позволяет во время горения дуги с неплавящегося электрода на изделие осуществлять независимое проплавление только изделия, регулируя в шве соотношение основного и наплавленного металлов. Подключение неплавящегося вольфрамового электрода к отрицательному полюсу источника питания обеспечивает его наибольшую стойкость. Использование длительности протекания тока в неплавящемся электроде в пределах tH=(0,3…0,5) tЦ от длительности периода tЦ позволяет повысить токовую нагрузку на электрод и увеличить проплавление изделия или увеличить стойкость электрода. Использование длительности протекания тока в плавящемся электроде в пределах tПЛ=(0,3…0,5) tЦ периода позволяет повысить действующее значение тока на электрод и увеличить производительность расплавления электрода. Смена полярности дуги на изделии обеспечивает возможность катодной очистки дугой поверхности сварочной ванны во время горения дуги обратной полярности при подключении изделия к отрицательному полюсу источника питания. Регулирование длительности протекания тока в плавящемся электроде создает дополнительные возможности по изменению соотношения проплавленного основного и наплавленного металлов. Это связано с тем, что проплавление изделие и расплавление электрода зависит от полярности дуги. При сварке исключается отрицательное действие дуг друг на друга, так как они горят в разное время.
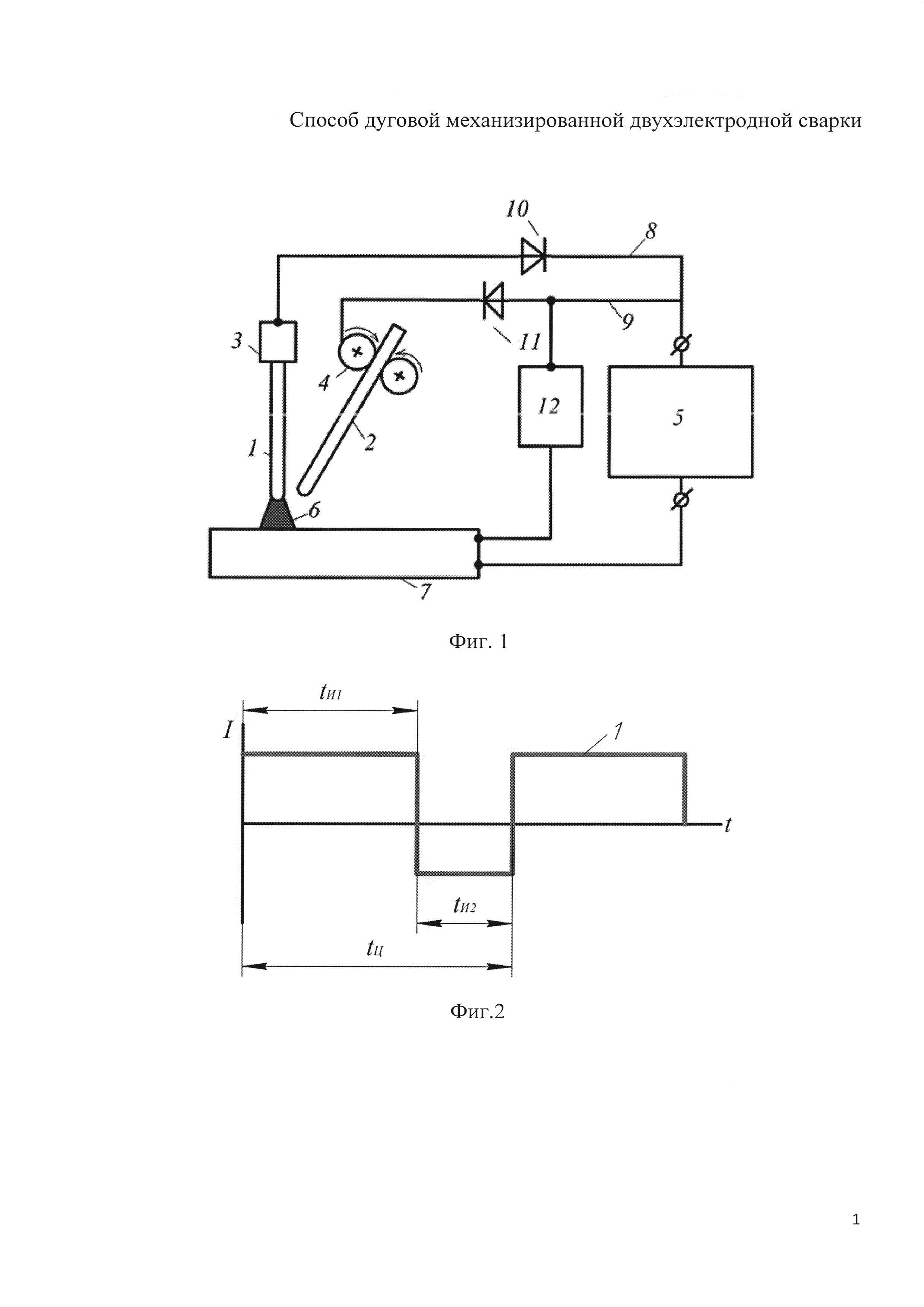
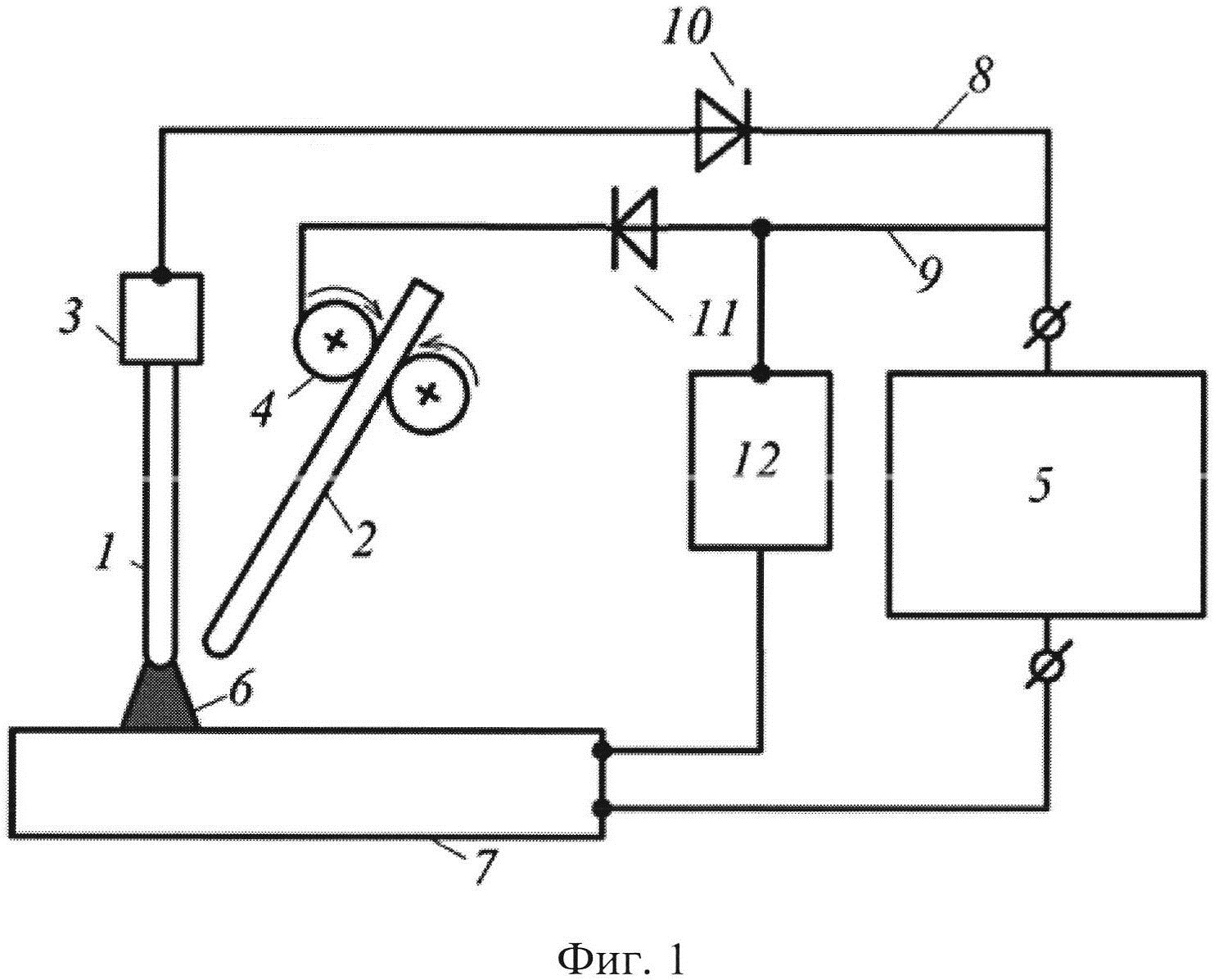
На фиг. 1 показана схема реализации способа, на фиг. 2 - циклограмма тока в изделии, на фиг. 3 - циклограмма тока в плавящемся электроде, на фиг. 4 - циклограмма тока в неплавящемся электроде, на фиг. 5 - зависимости для коэффициента расплавления электрода.
На фиг. 1 показаны неплавящийся электрод 1, закрепленный в электрододержателе 3 и плавящийся 2, подающийся в дугу механизированно с помощью подающего устройства 4, имеющие возможность независимого относительного перемещения по всем координатам. Электроды 1 и 2 подключены к одному полюсу источнику питания переменного тока 5. Максимальное расстояние между торцами электродов ограничивается условием устойчивого повторного зажигания дуги на каждом из них. Электроды 1 и 2 могут быть расположены под углом друг к другу. Сварочная дуга 6 горит между неплавящимся электродом 1 и изделием 7, также подключенным к другому полюсу источника питания 5. Плавящийся электрод 2 подается в столб дуги 5 в промежутке между концом электрода 1 и изделием 7. В проводники 8 и 9, соединяющие полюс источника питания с электродами 1 и 2, встречно включены диоды 10 и 11, пропускающие ток только в одном направлении. При одной полярности сварочного источника питания 4 подключенным к нему оказывается электрод 1 и дуга 6 горит между электродом 1 и изделием 7. Диод 10 включается в цепь проводника 8 таким образом, чтобы неплавящийся электрод 1 был подключен в тот полупериод, когда он будет являться катодом. Диод 11 включается в цепь проводника 9 таким образом, чтобы плавящийся электрод 2 был подключен в тот полупериод, когда он будет являться анодом.
При смене полярности источника питания переменного тока 5 подключенным к нему оказывается электрод 2 и дуга 6 горит между ним и изделием 7. Значения тока и времени его протекания в электродах и источнике питания 4 подбираются такими, чтобы обеспечить необходимое проплавление изделия 7 и производительность расплавления электрода 2.
Для обеспечения устойчивости повторных зажиганий дуг в необходимых случаях параллельно дуговому промежутку может подключаться стабилизатор 12 дуги 6. Стабилизатор 12 дуги 6 подключается между изделием 7 и электродами 1 и 2 так, чтобы обеспечить повторные зажигания дуги. Каждый из электродов 1 и 2 в процессе сварки сохраняет одну и ту же полярность. Это улучшает условия повторного зажигания дуги. Расстояние между торцами электродов 1 и 2 выбирается минимальным для повышения ионизирующего воздействия между столбами дуги и торцами электродов 1 и 2. Повышению устойчивости повторных зажиганий дуги 6 способствует повышение частоты переменного тока источника питания 5 и использование прямоугольной формы импульсов переменного тока.
На фиг. 2 показана циклограмма тока дуги в изделии при сварке по предлагаемому способу от источника питания с разнополярными импульсами переменного тока прямоугольной формы. Источник питания обеспечивает возможность регулирования длительности импульса любой полярности и величину тока импульса тока данной полярности.
Кривая 1 на фиг. 2 показывает форму протекания тока в изделии. Импульсы тока имеют прямоугольную форму. Частота процесса в пределах 50-150 Гц. Прямоугольная форма импульсов тока обеспечивает высокую устойчивость повторных зажиганий дуги. Ток в изделии (кривая 1) имеет разную величину и длительность протекания на прямой и обратной полярностях тока дуги. Величина и длительность тока в одном из электродов равна величине и длительности протекания токов в изделии, но различен полюс подключения электрода и изделия. На фиг. 3 кривая 2 представляет осциллограмму тока в плавящемся электроде, на фиг.4 кривая 3 - ток в неплавящемся электроде. Общее время цикла на фиг. 2 обозначено tЦ, время протекания тока прямой полярности tИ2, обратной - tИ1. Величина тока обратной полярности I1, прямой полярности I2. Для повышения стойкости неплавящегося электрода и уменьшения проплавления основного металла время протекания тока в нем tН по отношению к общему периоду цикла должно составлять tН/tЦ=tИ2/tЦ=0,3…0,5. Для повышения в шве доли электродного металла, что требуется, например, при наплавке, заполнении разделки кромок или сварке корневого слоя стыковых соединений с разделкой кромок время протекания тока в плавящемся электроде по отношению к общему периода цикла должно составлять tИ1/tЦ=0,7…0,5.
На фиг. 5 показаны, по литературным данным, зависимости коэффициента расплавления плавящегося электрода αp при сварке в аргоне от тока дуги Iд обратной полярности для двух диаметров электродной проволоки из алюминиевых сплавов. Из-за нагрева электрода в вылете коэффициент расплавления увеличивается с током с несколько возрастающей интенсивностью. Кривая 1 относится к электродной проволоке СвАМц диаметром 1,6 мм. Кривая 2 относится к электродной проволоке СвАМг6 при диаметре 2 мм. При одинаковом токе дуги 250 A меньшему диаметру электрода (кривая 1) соответствуют большие значения коэффициента расплавления, чем у большего диаметра электрода (кривая 2).
При сварке необходимо получить в шве требуемое соотношение дополнительного и основного металла. Для этого необходимо подавать электродную проволоку с требуемой скоростью, что достигается расчетом необходимого тока дуги в плавящемся электроде.
Скорость расплавления электродной проволоки связана с коэффициентом расплавления известным выражением

где j - плотность тока на электроде, A/см2.
Отсюда можно получить зависимость тока дуги в плавящемся электроде от требуемой скорости плавления электродной проволоки при одноэлектродной сварке

Величина действующего значения тока в плавящемся электроде при двухэлектродной сварке должны быть равна величине тока дуги при одноэлектродной сварке, полученного по зависимостям коэффициента расплавления от тока дуги обратной полярности (фиг. 5).
Величину протекающего значения тока в плавящемся электроде IПЛ при питании дуги от источника питания с разнополярными импульсами тока прямоугольной формы можно определить по формуле

где tПЛ - время действия импульса тока обратной полярности тока дуги IПЛ;
tЦ - период действия разнополярных импульсов тока дуги в изделии.
Подставив формулу 3 в формулу 4, получим формулу 1

Пример
Производили автоматическую сварку алюминиевого сплава АМц по предлагаемому способу. Осуществлялась односторонняя сварка стыкового соединения пластин толщиной 10 мм с V-образной разделкой кромок на подкладке. Притупление кромок составляло 3 мм, угол разделки кромок 55 градусов. Площадь поперечного сечения разделки кромок с учетом зазора 1 мм и выпуклости шва 2 мм при ширине шва 12 мм составила F=35 мм2. Для сварки использовали сварочный автомат АДСВ-6 с автоматической подачей присадочной проволоки. Неплавящийся вольфрамовый электрод располагался в стандартной сварочной горелке для автоматической сварки, которой укомплектован автомат. К присадочной проволоке подключали через подающий механизм тот же полюс источника питания, что и для неплавящегося электрода. Сварку выполняли от источника питания разнополярными импульсами тока TIG ELITECH AUC 200 ATM с номинальным током 250 А. Источник позволяет регулировать соотношение между длительностями прямоугольных импульсов тока прямой и обратной полярности в пределах 20-80% от длительности цикла.
Источник подключали к изделию и проволоке по схеме, показанной на фиг. 1. В качестве диодов, обеспечивающих периодическое подключение электродов к требуемому полюсу источника, использовали диоды марки B200 на ток 200 A. Сварку вели при действующем значении тока в изделии 200 A. В качестве электродной проволоки использовали проволоку марки СвАМц диаметром 1,6 мм. Длительность протекания тока в неплавящемся электроде была выбрана 0,4 длительности периода. Соответственно длительность протекания тока в плавящемся электроде составляла 0, 6 периода. Частота переменного тока составляла 50 Гц. Действующее значение тока в неплавящемся электроде IH=200⋅0,4=80 A. Действующее значение тока в плавящемся электроде IПЛ=200⋅0,6=120 A. Во время протекания тока в электродах в каждом из них протекал также ток 200 A. Для действующего значения тока в плавящемся электроде 120 A по литературным данным фиг. 3 был определен коэффициент расплавления электродной проволоки αр=7,5 г/(А⋅ч)=0,00208 г/(А⋅с). По этому коэффициенту рассчитали скорость расплавления и подачи электродной проволоки VЭ=2,94 см/с=106 м/ч. Плотность алюминиевой проволоки принимали ρ=2,7 г/см3.
Сварка велась со скоростью Vc=9,5 м/ч=0,26 см/с, что обеспечило площадь заполнения поперечного сечения наплавленного металла Fн=35 мм2. В результате получили качественное формирование шва с установленными параметрами и хорошим формированием корня шва и лицевого валика.
Способ может быть реализован с помощью серийно выпускаемых источников питания для сварки разнополярными импульсами прямоугольной формы для аргонодуговой сварки. Периодическое поочередное подключение электродов к полюсу источника питания может осуществляться с помощью серийно выпускаемых диодов. Также для реализации способа могут использоваться сварочные горелки для сварки неплавящимся электродом и механизмы подачи электродной проволоки из автоматов для сварки в защитных газах известных конструкций. Способ может быть реализован на обычных автоматах, предназначенных для сварки неплавящимся электродом с присадочной проволокой, или полуавтоматах, у которых механизирована подача присадочной проволоки. Поэтому способ обладает промышленной применимостью.
Способ дуговой механизированной двухэлектродной сварки изделия в среде инертного газа, включающий принудительный обрыв сварочной дуги на одном из используемых электродов, который является плавящимся, путем выключения тока в сварочной цепи электрода, отличающийся тем, что в качестве второго электрода используют неплавящийся электрод, при этом периодически изменяют полярность изделия с сохранением полярности каждого из электродов, при подключении изделия к положительному полюсу источника питания неплавящийся электрод подключают к отрицательному полюсу источника питания, а при подключении изделия к отрицательному полюсу источника питания плавящийся электрод подключают к положительному полюсу источника, частоту изменения полярности изделия выбирают из условия устойчивости повторных зажиганий дуги, а отношение длительности подключения неплавящегося электрода к отрицательному полюсу источника питания к периоду цикла выбирают в пределах 0,3-0,5.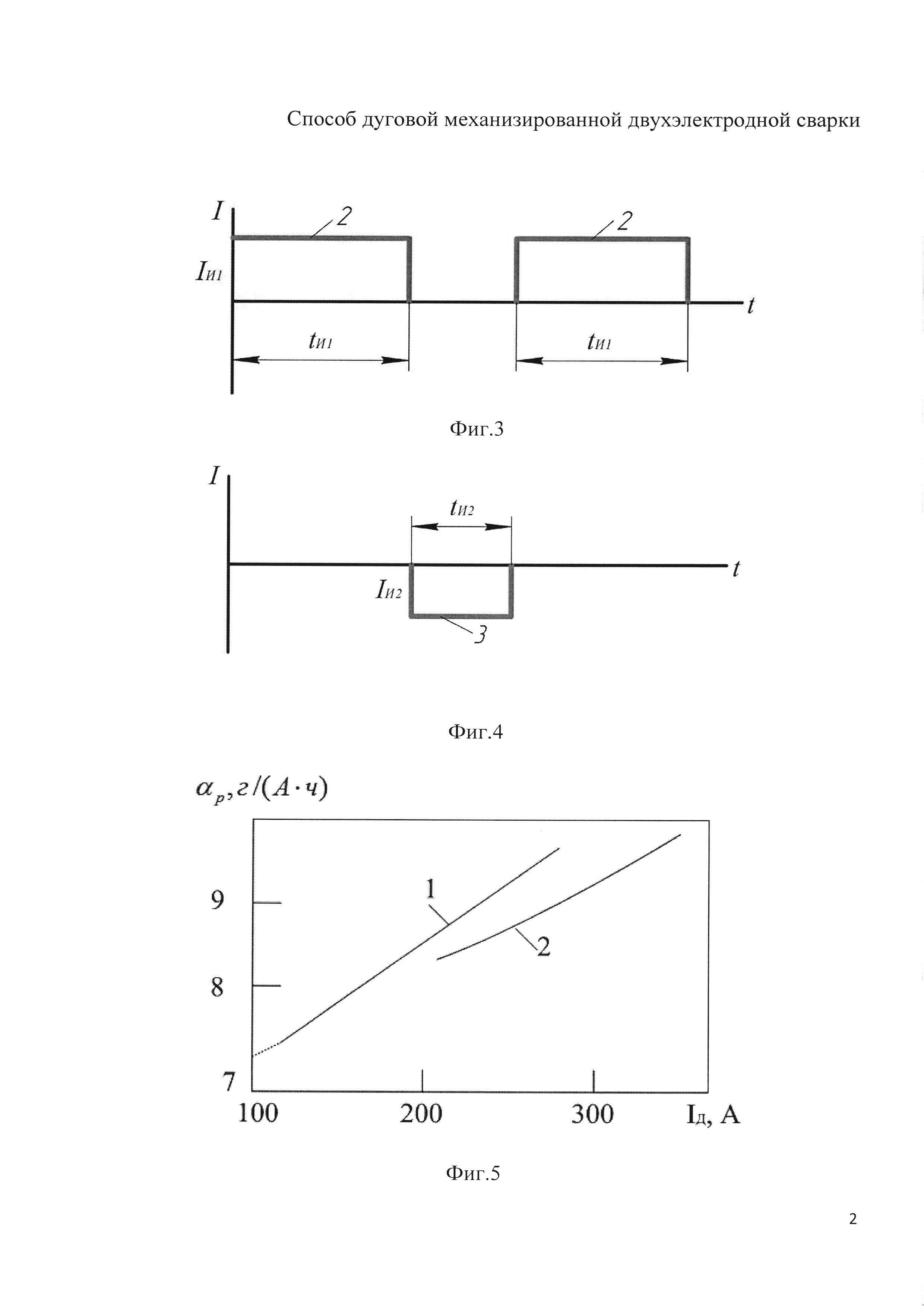
Способ сварки комбинацией дуг
Способ механизированной наплавки дугой косвенного действия
Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке
Способ дуговой сварки штучными покрытыми электродами
Штучный покрытый электрод для дуговой сварки
Способ дуговой двухэлектродной сварки покрытыми электродами
Способ контроля отклонения дуги от стыка свариваемых кромок
Способ определения сопротивления вылета сварочного электрода
Способ дуговой сварки штучным покрытым электродом
Способ дуговой механизированной импульсной наплавки
Способ дуговой сварки штучными покрытыми электродами
Штучный покрытый электрод для дуговой сварки
Способ дуговой двухэлектродной сварки покрытыми электродами
Способ контроля отклонения дуги от стыка свариваемых кромок
Способ определения сопротивления вылета сварочного электрода
Способ дуговой сварки штучным покрытым электродом
Способ дуговой механизированной импульсной наплавки
Способ сварки комбинацией дуг
Способ двухдуговой сварки покрытыми электродами
Способ автоматической сварки комбинацией дуг

