Результат интеллектуальной деятельности: СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ СОЕДИНЕНИЯ ДИСКА С ВАЛОМ ЗАКАТОЧНОГО УСТРОЙСТВА
Вид РИД
Изобретение
Изобретение относится к восстановлению приспособлений для закатки стеклянных банок жестяными крышками в домашних условиях.
Известен способ соединения диска с валом, включающий жесткое соосное закрепление неметаллического диска на металлическом валу, установку на валу проушины поводка и неметаллической рукоятки с фиксацией на валу (см. а.с. SU 1377242, В67В 3/14, 1988).
Известен также способ соединения диска с валом, включающий жесткое соосное закрепление неметаллического диска, содержащего на наружной поверхности канавки в виде Архимедовой спирали, а на внутренней поверхности радиальные ребра жесткости, сходящиеся к центру, на валу, установку на валу проушины поводка и неметаллической рукоятки с фиксацией на валу (см. а.с. SU 1016256, В67В 3/14, 1983).
В процессе длительной эксплуатации закаточного устройства, известного, например, из а.с. SU 1016256, вследствие прикладываемого осевого усилия к рукоятке вниз и кругового усилия возникает крутящий момент от силы трения, при прикладывании усилия к диску в процессе перемещения наконечника металлического рычага по направляющей канавке, выполненной на наружной поверхности неметаллического диска (изготовленного за одно целое с валом из пластмассы, например полиамида) в виде Архимедовой спирали, и усилия закаточного ролика при деформации торца жестяной крышки, при закатке последней на стеклянную банку со временем происходят скручивание и поломка вала в месте примыкания к диску и, как следствие, выход устройства из эксплуатации, не подлежащего восстановлению, т.к. самой ответственной и сложной деталью в устройстве является диск, на наружной поверхности которого выполнены канавки в виде Архимедовой спирали, воспроизвести которую кустарным способом практически невозможно. Кроме того, упомянутый диск выполнен за одно целое с валом из пластмассы.
Задачей предложенного решения является расширение технологических возможностей за счет восстановления работоспособности сложной детали при помощи дополнительных элементов.
Эта задача достигается тем, что способ восстановления работоспособности соединения диска с валом закаточного устройства, включающий жесткое соосное закрепление неметаллического диска, содержащего на наружной поверхности канавки в виде Архимедовой спирали, а на внутренней поверхности радиальные ребра жесткости, сходящиеся к центру, на валу, установку на вал проушины поводка и неметаллической рукоятки с фиксацией на валу, предварительно выполняется сквозное осевое отверстие в неметаллическом диске по диаметру не меньше диаметра отверстия проушины поводка и диаметра отверстия на рукоятке, укорачиваются радиальные ребра жесткости на внутренней поверхности диска на длину от центра не больше половины базовой длины, выполнение плоского металлического диска с наружным диаметром не больше диаметра внутренней полости неметаллического диска с осевым отверстием по диаметру не меньше диаметра осевого отверстия на неметаллическом диске, проушине поводка и отверстия на рукоятке, выполнение на металлическом диске радиальных пазов по количеству совпадающих с количеством радиальных ребер жесткости по ширине не меньше ширины ребер жесткости, а по длине не меньше длины ребер жесткости от периферии металлического диска, выполнение металлического вала по диаметру не больше диаметра осевых отверстий на металлическом диске, неметаллическом диске, проушине поводка и рукоятке, закрепление металлического диска на валу по осевому отверстию со стороны торца вала и плоскости диска, установка металлического диска с валом на неметаллический диск с базированием радиальных пазов на радиальных ребрах жесткости.
Предложенный способ восстановления работоспособности соединения диска с валом закаточного устройства позволяет выполнить ремонт сложной детали при помощи дополнительных элементов, исключающий проворачивание рабочего диска относительно вала, изготовленных из разных материалов, и рукоятки в процессе выполнения операций по установке жестяных крышек на стеклянные банки, обеспечивая дальнейшую эксплуатацию устройства без ухудшения его технических характеристик.
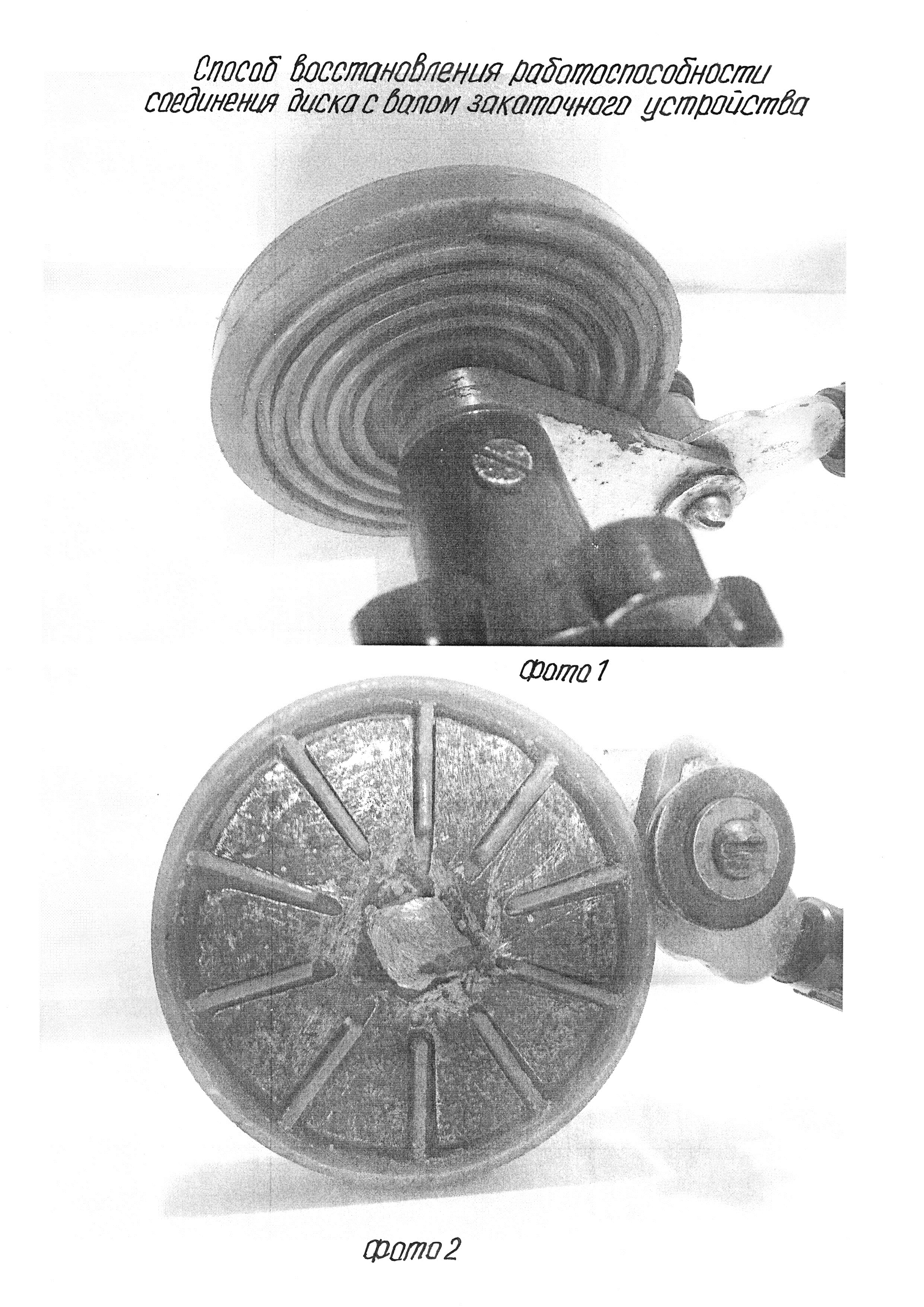
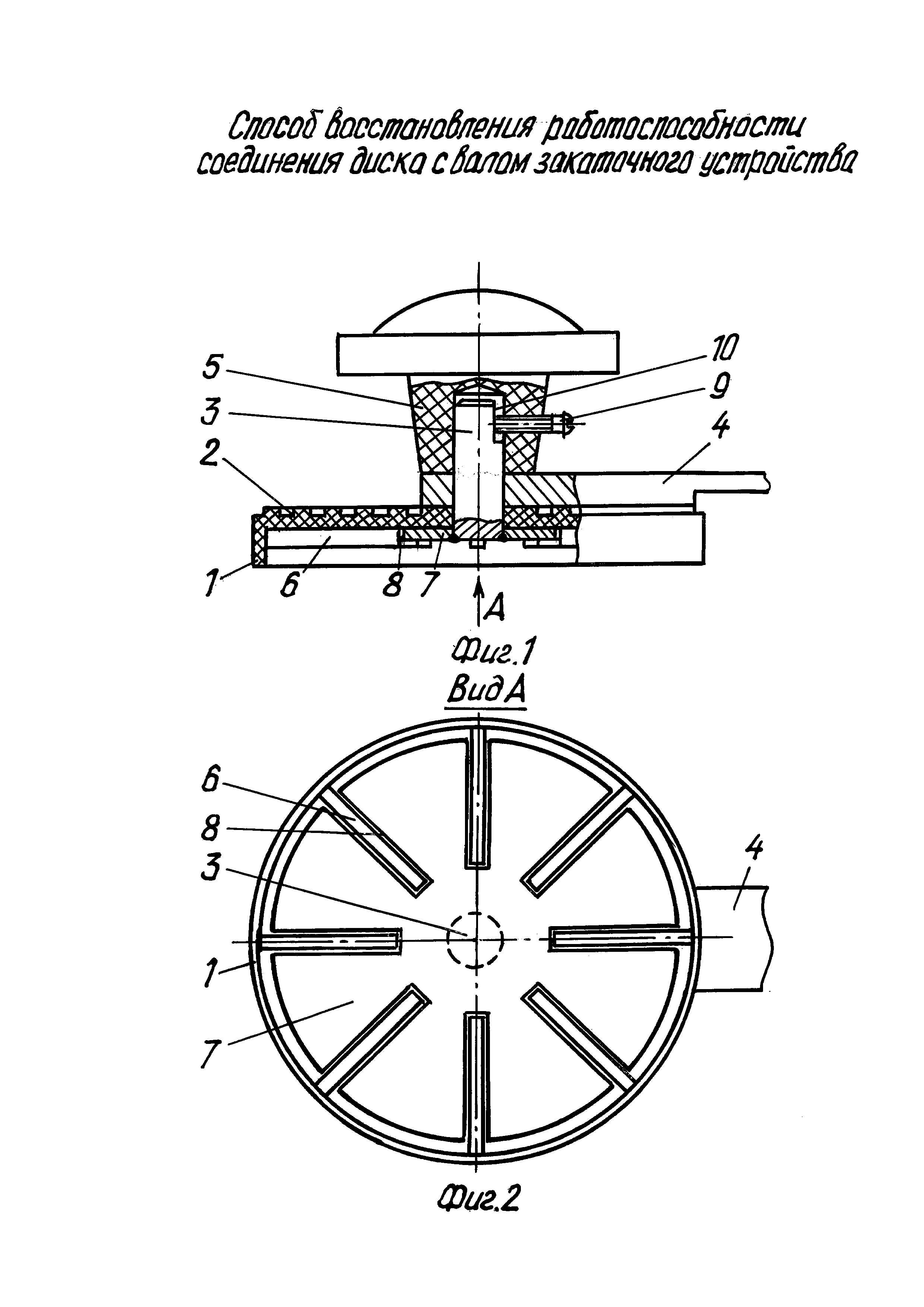
На фиг. 1 изображен общий вид восстановленного устройства (закаточный ролик и рычаг, взаимодействующий с канавками Архимедовой спирали, условно не показаны); на фиг. 2 - вид А на фиг. 1; на фото 1 - общий вид устройства сверху; на фото 2 - то же, снизу.
Способ восстановления работоспособности соединения неметаллического диска 1 с Архимедовой спиралью 2 с металлическим валом 3 закаточного устройства включает предварительное выполнение сквозного осевого отверстия в неметаллическом диске 1 по диаметру не меньше диаметра отверстия проушины поводка 4 и диаметра отверстия на рукоятке 5. Укорачиваются радиальные ребра 6 жесткости на длину от центра не больше половины базовой длины. Выполняется плоский металлический диск 7 с наружным диаметром не больше диаметра внутренней полости неметаллического диска 1 с осевым отверстием по диаметру не меньше диаметра осевого отверстия на неметаллическом диске 1, проушине поводка 4 и отверстия на рукоятке 5. На металлическом диске 7 выполняются радиальные пазы 8, по количеству совпадающие с количеством радиальных ребер 6 жесткости по ширине не меньше ширины ребер 6 жесткости, а по длине не меньше длины ребер 6 жесткости от периферии металлического диска 7. Выполняется металлический вал 3 по диаметру не больше диаметра осевых отверстий на металлическом диске 7, неметаллическом диске 1, проушине поводка 4 и рукоятке 5. Закрепляется металлический диск 7 на валу 3 по осевому отверстию путем сварки со стороны торца вала 3 и плоскости диска 7. Устанавливается металлический диск 7 с валом 3 на неметаллический диск 1 с базированием радиальных пазов 8 на радиальных ребрах 6 жесткости с последующей установкой на вал 3 проушины поводка 4 и рукоятки 5 с последующей фиксацией последней посредством винтового зажима 9 на лыске 10 вала 3.
Предложенный способ восстановления работоспособности соединения диска с валом закаточного устройства осуществляется следующим образом.
На наружной поверхности неметаллического диска 1 в месте облома вала из пластмассы выполняется сквозное отверстие, а на внутренней поверхности укорачиваются радиальные ребра 6 жесткости заподлицо с плоскостью поверхности. Изготавливается плоский металлический диск 7 с осевым отверстием и радиальными пазами 8, по количеству совпадающими с количеством радиальных ребер 6 жесткости. Изготавливается металлический вал 3 по длине таким образом, чтобы сумма толщин металлического диска 7, неметаллического диска 1, проушины поводка 4 и глубина осевого отверстия рукоятки 5 были не меньше длины вала 3, чтобы исключить упирание торца вала 3 в днище осевого отверстия рукоятки 5 при сборке устройства. На наконечнике вала 3 выполняется лыска 10 для фиксации винтового зажима 9. Металлический диск 7 осевым отверстием устанавливается на вал 3 перпендикулярно и заподлицо поверхности с плоскостью торца вала 3, и производится сварка по окружности с последующей зачисткой шва. Металличесий диск 7 с валом 3 устанавливается через осевое отверстие на неметаллический диск 1 вплотную с базированием радиальных пазов 8 на радиальных ребрах 6 жесткости с последующей установкой на вал 3 проушины поводка 4 и рукоятки 5 с последующей фиксацией последней на лыске 10 вала посредством винтового зажима 9.
Радиальные ребра 6 жесткости, выполненные на внутренней поверхности неметаллического диска 1, взаимодействующие с радиальными пазами 8 выполненными на металлическом диске 7, являются замковым соединением для обеспечения жесткого соединения неметаллического диска 1 с металлическим валом 3 при выполнении функциональных операций.
Укорачивание радиальных ребер 6 жесткости на длину от центра не больше половины базовой длины выбирается, с одной стороны, для обеспечения остаточной прочности и жесткости неметаллического диска 1 при прикладывании кругового усилия в процессе закрывания жестяных крышек на стеклянных банках, с другой стороны, для обеспечения жесткости металлического диска 7 с радиальными пазами 8. Закрепление металлического диска 7 на валу 3 по осевому отверстию путем сварки со стороны торца вала 3 и плоскости диска 7 осуществляется потому, что данная поверхность не является рабочей. Толщина металлического диска 7 вместе с зачищенным сварным швом на торце вала 3 установлена ниже высоты ребер 6 жесткости, обеспечивая беспрепятственное базирование жестяных крышек по внутреннему диаметру и торцам ребер 6 жесткости неметаллического диска 1.
Предложенный способ восстановления реализован на практике в домашних условиях без применения станочного оборудования и показал положительный результат. В качестве заготовки для вала 3 выбран пруток стандартного диаметра с последующей обработкой ручной шлифмашинкой. В качестве заготовки для диска 7 выбран лист толщиной 2 мм с последующей обработкой и выполнением радиальных пазов ручной шлифмашинкой. Выполнение осевых отверстий на неметаллическом диске 1 и металлическом диске 7 осуществляется ручной дрелью. Сварка вала 3 с диском 7 осуществляется при помощи бытового сварочного аппарата. При незначительном увеличении общего веса конструкции за счет использования дополнительного металлического диска 7 и металлического вала 3 (у аналогов настоящего закаточного устройства диск и вал выполняются тоже металлическими) другие технические характеристики остались неизменными.
Устройство для установки листа на потолок
Способ очистки лобового стекла транспортного средства и устройство для его осуществления
Способ установки штукатурных промежуточных металлических маяков
Система фиксации гола на футбольных воротах
Система управления электроамортизатором-преобразователем подвески транспортного средства
Устройство диагностики работоспособности водителя транспортного средства
Устройство для установки армирующей сетки при шпаклевке потолка
Шасси с переменной колеей
Терка
Защитная перчатка и способ ее использования
Устройство для установки листа на потолок
Способ очистки лобового стекла транспортного средства и устройство для его осуществления
Способ установки штукатурных промежуточных металлических маяков
Система фиксации гола на футбольных воротах
Система управления электроамортизатором-преобразователем подвески транспортного средства
Устройство диагностики работоспособности водителя транспортного средства
Устройство для установки армирующей сетки при шпаклевке потолка
Шасси с переменной колеей
Терка
Защитная перчатка и способ ее использования

