Результат интеллектуальной деятельности: Способ повышения прочности детали с покрытием
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к способам повышения прочности деталей с покрытиями из материалов с эффектом памяти формы.
В качестве аналога взят патент РФ №2203173 способ комбинированного упрочнения поверхностей деталей, при котором пластическое деформирование деталей из железоуглеродистых сплавов осуществляют инструментом с одновременным пропусканием через зону контакта инструмента с обрабатываемой поверхностью переменного электрического тока с образованием фрагментов белого слоя, отличающийся тем, что пластическое деформирование поверхностного слоя проводят при перемещении инструмента относительно обрабатываемой поверхности со скоростью V и продольной подачей S, после чего осуществляют химическое или электрохимическое травление поверхностного слоя на глубину образования масляных карманов. Изобретение позволяет получить регулярный микрорельеф поверхности с заранее заданными параметрами.
Недостатком данного способа является то, что он предназначен для упрочнения железоуглеродистых сплавов. Применительно к деталям с покрытием недостатком являются низкие физико-механические детали за счет отсутствия влияния на адгезионную прочность между покрытием и подложкой. Ролик обеспечивает ППД покрытия, которое при этом не создает достаточного уровня энергетического воздействия на зону контакта покрытия с подложкой для осуществления диффузии материалов, т.к. большая часть энергии затрачивается на пластическую деформацию покрытия, способствующую разогреву материалов, а воздействие переменным током приведет к нагреву деформированного слоя, что в свою очередь приведет к релаксации напряжений и снятию наклепа. Для покрытий с эффектом памяти формы данный нагрев приведет к фазовым превращениям с восстановлением первоначальной формы при охлаждении, что делает бессмысленным операцию поверхностно-пластического деформирования. Если же увеличить силу тока, то все покрытие будет оплавлено, что в свою очередь приведет к тому, что оплавленный материал будет кристаллизоваться также на ролике, а поверхность детали будет испорчена.
Прототипом изобретения является способ поверхностно-пластического деформирования цилиндрических образцов методом обкатки трехроликовым приспособлением, выбранный в качестве прототипа, который заключатся в поверхностно-пластическом деформировании путем обкатки цилиндрических образцов с покрытиями из сплавов с эффектом памяти формы (ЭПФ) трехроликовым приспособлением на токарном и фрезерном станках [Бледнова Ж.М., Махутов Н.А., Чаевский М.И. «Поверхностное модифицирование материалами с эффектом памяти формы». Краснодар, 2009 г., стр. 98]. Способ представляет собой обкатку тремя роликами (диаметром 50 мм, шириной 8 мм), с усилием, создаваемым механическим (пружинным) способом, пружинящие элементы тарируются с помощью динамометра ДОС-0,1. Приспособление позволяет проводить обкатку образцов диаметром 8-20 мм со следующими параметрами обкатки: контактная нагрузка (на каждый ролик) - Р=50-3000 Н, скорость обкатки - v=94⋅10-3 м/с, продольная подача - S=0,08 мм/об.
Недостатком данного способа являются низкие физико-механические свойства детали за счет незначительного уменьшения пористости и отсутствия влияния на адгезионную прочность между покрытием и подложкой. Это связано с тем, что пластическое деформирование покрытия не создает достаточного уровня энергетического воздействия на зону контакта покрытия с подложкой для осуществления диффузии материалов, т.к. большая часть энергии затрачивается на пластическую деформацию покрытия, способствующую разогреву материалов.
Задачей изобретения является усовершенствование способа повышения прочности детали с покрытием с эффектом памяти формы, позволяющее обеспечить повышение физико-механических свойств детали с покрытием.
Техническим результатом изобретения является повышение адгезионной прочности между покрытием и подложкой, а также уменьшение пористости покрытия с эффектом памяти формы.
Технический результат достигается тем, что способ повышения прочности детали с покрытием поверхностно-пластическим деформированием путем обкатки деформирующим элементом, при котором поверхностно-пластическое деформирование осуществляют с одновременным пропусканием через зону контакта инструмента с обрабатываемой поверхностью детали импульсного электрического тока силой 2-5 кА, напряжением 2-3 В, с длительностью импульсов 0,08-0,2 с и с частотой импульсов 0,16-0,4 Гц, при этом поверхностно-пластическое деформирование осуществляют в радиальном направлении с силой 50-3000 Н со скоростью перемещения пятна деформации 50-100⋅10-3 м/с при продольной подаче 0,08-0,12 мм/об.
При формировании многослойных композитных поверхностных слоев с увеличением толщины слоя основным показателем качества композиции является адгезионная прочность. Повышение адгезии достигается формированием переходных слоев. При нанесении на стальную основу многокомпонентных материалов в качестве переходного слоя могут использоваться металлы, имеющие неограниченную растворимость в материале-основе и других напыляемых материалах.
Для повышения качества композитных поверхностных слоев, как по критерию адгезии, так и по критерию эксплуатационных и функциональных свойств, перспективным является использование комбинированных методов обработки. Так, совместное одновременное использование технологии ППД, позволяющей повысить физико-механические свойства покрытия, за счет снижения пористости, и точечной сварки, позволяющей повысить адгезионную прочность за счет оплавления подложки и покрытия, позволили бы существенно повысить физико-механические характеристики композиции, а также повысить адгезионную прочность.
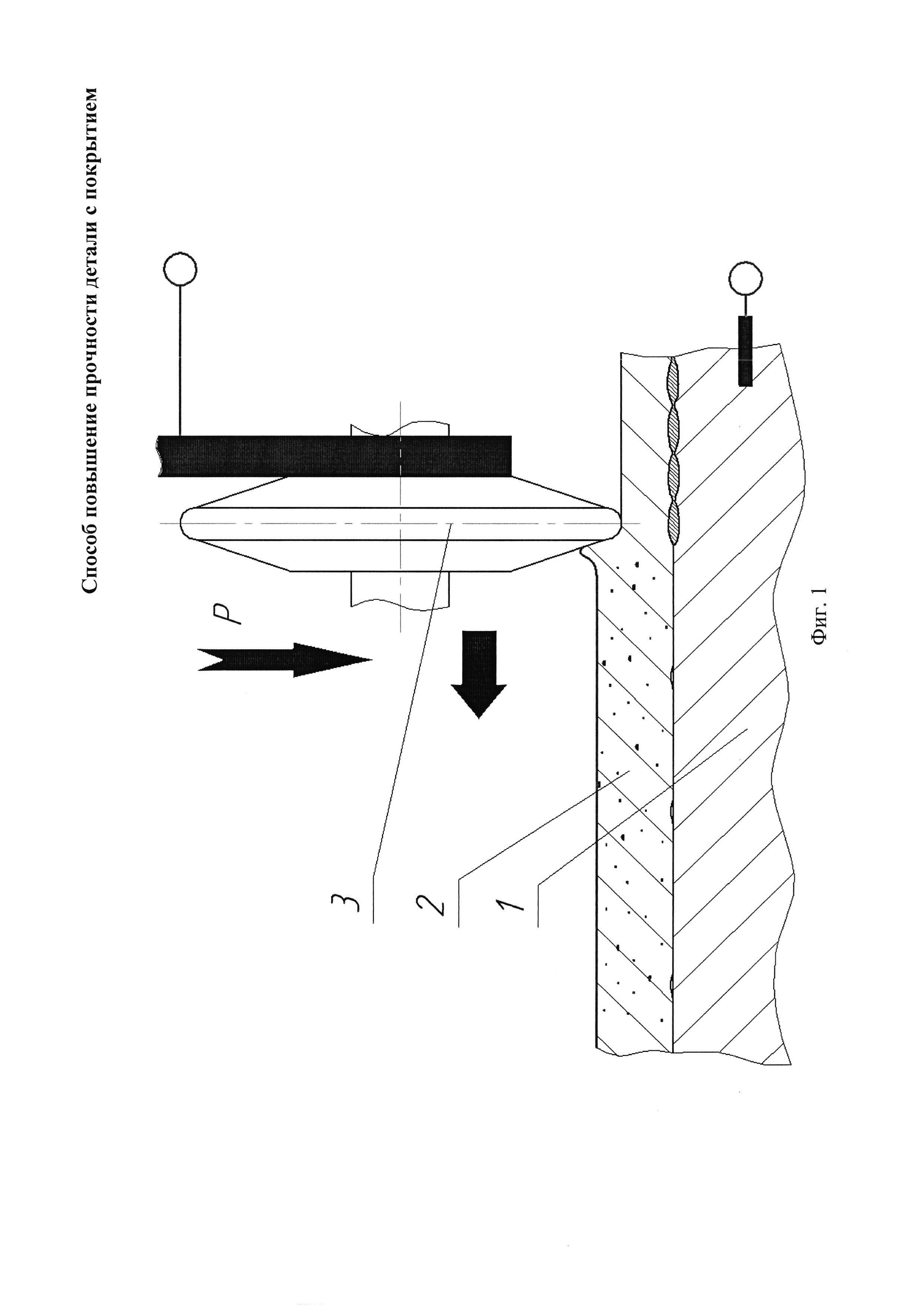
Сущность предлагаемого способа повышения прочности образцов с покрытиями заключается в следующем, вал с покрытием подвергается интенсивной поверхностно-пластической деформации при помощи ролика, который прижимается к валу с усилием P1 (фиг. 1). В результате у боковых поверхностей ролика образуются пластически деформированные зоны - "волны", а сам ролик погружается на определенную глубину в обкатываемый слой. После включения продольной подачи суппорта станка волна сгоняется в левую сторону (фиг. 1). Одновременно на ролик подается импульсный ток высокой частоты, который позволяет оплавить материалы подложки и покрытия непосредственно на их границе раздела, по принципу точечной сварки. Эту операцию можно выполнить за один или несколько поступательных проходов.
При комбинированном упрочнении ролик 3 (фиг. 1) под действием статической силы P1 прижимается к валу и деформирует его, одновременно на ролик 3 подается импульсный ток высокой частоты, который на границу покрытия и подложки локально нагревает до температуры плавления, в результате чего происходит точечная сварка. Материал в зоне контакта с роликом 3 пластически деформируется, происходит устранение остаточной пористости, сглаживание вершин микронеровностей и упрочнение нанесенного слоя с формированием сжимающих остаточных напряжений. Одновременное подведение импульсного тока высокой частоты к ролику приводит к точечной сварке покрытия и подложки, что повышает адгезионную прочность связи покрытия с основой.
В процессе проводимой поверхностно-пластической деформации в покрытии возрастают остаточные напряжения, увеличивается плотность дислокаций, а также формируется развитие субструктуры. В результате пропускания через зону контакта инструмента с обрабатываемой поверхностью импульсного электрического тока разряд, проходящий через покрытие и подложку, на границе раздела между покрытием и подложкой приводит к локальному нагреву до температуры плавления из-за разности электросопротивлений материалов подложки и покрытия, как следствие в зоне оплавления происходит сварка покрытия и подложки, при этом верхние слои покрытия и нижние слои подложки не оплавляются, что позволяет сохранить их свойства. Это особенно важно для покрытий с эффектом памяти формы, так как в результате нагрева верхних слоев может произойти окисление и, как следствие, потеря уникальных свойств этих материалов, что недопустимо.
К параметрам обработки, включающей ППД и одновременное пропускание через зону контакта инструмента с обрабатываемой поверхностью импульсного электрического тока, относятся: сила прижатия роликов к детали, продольная подача, скорость перемещения пятна деформации, сила и напряжение импульсного электрического тока, частота и длительность импульсов.
ППД и одновременное пропускание через зону контакта инструмента с обрабатываемой поверхностью импульсного электрического тока, при указанных параметрах, позволит достичь желаемый технический результат.
Пример
На специальный цилиндрический стальной образец (Сталь 45) диаметром 10 мм было нанесено покрытие из TiNi методом высокоскоростного газопламенного напыления толщиной 0,8 мм, предварительно образцы были обезжирены. После чего образец подвергли ППД путем обкатки и испытаниям на адгезионную прочность, которая определялась методом сдвига.
3 других аналогичных образца обработки, включающей ППД путем обкатки трехроликовым приспособлением с одновременным пропусканием через зону контакта инструмента с обрабатываемой поверхностью импульсного электрического тока, с различными параметрами за один рабочий проход. После чего эти образцы также были подвергнуты испытаниям на адгезионную прочность методом сдвига.
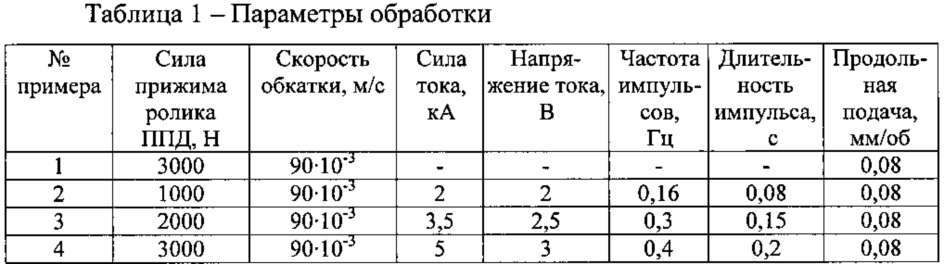
Параметры обработки образцов с покрытием представлены в табл. 1.
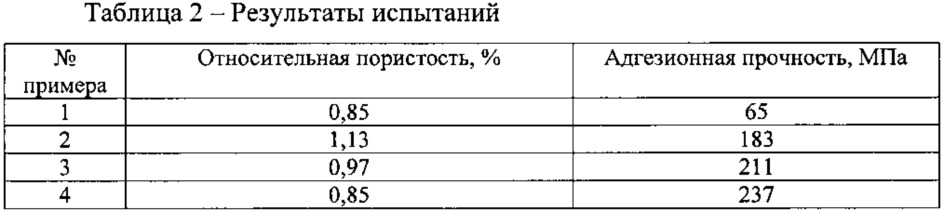
Результаты испытаний представлены в табл. 2.
Предложенный способ повышения прочности детали с покрытием с эффектом памяти формы обеспечивает повышение физико-механических свойств детали за счет повышения адгезионной прочности между покрытием и подложкой, а также уменьшения пористости покрытия с эффектом памяти формы.
Способ обработки детали с покрытием поверхностно-пластическим деформированием путем обкатки деформирующим элементом, отличающийся тем, что поверхностно-пластическое деформирование осуществляют с одновременным пропусканием через зону контакта деформирующего элемента с обрабатываемой поверхностью детали импульсного электрического тока силой 2-5 кА, напряжением 2-3 В, с длительностью импульсов 0,08-0,2 с и частотой импульсов 0,16-0,4 Гц, при этом поверхностно-пластическое деформирование осуществляют в радиальном направлении с силой 50-3000 Н со скоростью перемещения пятна деформации 50-100⋅10 м/с при продольной подаче 0,08-0,12 мм/об.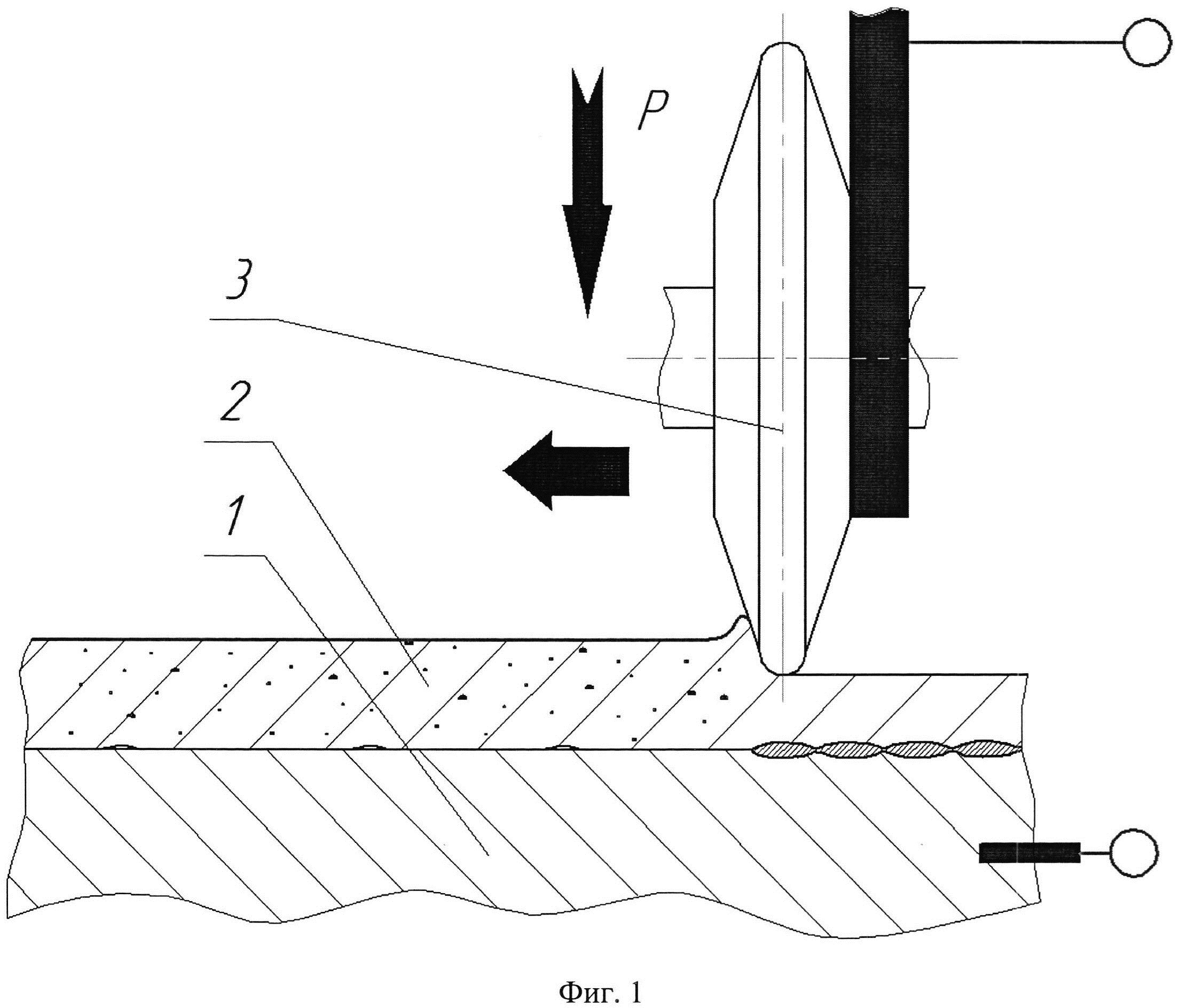
Желейный мармелад профилактического назначения
Косметическая маска
Способ получения слоистого композитного покрытия
Крем для защиты от укусов комаров
Способ опознавания личности по радужной оболочке глаза
Способ сверления глубокого отверстия в стальной заготовке
Способ изготовления изделий из бескислородной меди для кристаллизатора машины непрерывного литья заготовок
Способ сверления сквозных отверстий в меди
Способ сверления глубокого отверстия в медной заготовке на токарно-винторезном станке
Установка для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности детали
Способ получения износостойкого покрытия на изделии из инструментальной стали
Состав для наплавки детали
Способ получения износостойкого покрытия режущего инструмента
Установка для получения наноструктурированных композитных многофункциональных покрытий из материала с эффектом памяти формы на поверхности детали
Способ повышения прочности детали с покрытием
Шарнир равных угловых скоростей
Способ получения многослойных высокоэнтропийных композитных покрытий
Способ получения многослойных высокоэнтропийных композитных покрытий
Пресс-форма по изготовлению прутков для аргонодуговой наплавки
Способ испытания наплавленного металла на стойкость против образования горячих трещин

