Результат интеллектуальной деятельности: СПОСОБ ИСПЫТАНИЙ МАТЕРИАЛОВ ДЛЯ ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ПРИ ПОЛУЧЕНИИ ПОЛЫХ ЗАГОТОВОК ОБРАБОТКОЙ ДАВЛЕНИЕМ
Вид РИД
Изобретение
Изобретение относится к способам определения силовых параметров при получении полых заготовок произвольной геометрии обработкой давлением в лабораторных условиях.
Известен способ прямого измерения деформирующего усилия методами тензометрирования при получении заготовок с полостью произвольной геометрии обработкой давлением [Макаров Р.А. и др. Тензометрия в машиностроении. - М.: Машиностроение, 1975. - 288 с.]. Так, например, прямое измерение деформирующего усилия при закрытом обратном выдавливании цилиндрической полости диаметром 10 мм с плоским дном в цилиндрической заготовке диаметром 20 мм и высотой 30 мм (прототип), примем ее за «базовую» полость. Достоинством прямого измерения деформирующего усилия конкретной полой заготовки (по существу это метод натурных испытаний) является высокая относительная точность (согласно соответствующей методике тензометрирования) его определения для конкретных параметров обработки давлением. Недостатками метода натурных испытаний являются значительные трудоемкость, длительность и затраты их проведения, необходимость использования мощного и дорогостоящего кузнечно-прессового оборудования, а также утилитарность полученных результатов. Недостатком прототипа также является существенная ограниченность полученных результатов - даже при переходе к геометрически подобным полостям других размеров требуется учитывать влияние «масштабного» фактора, а при переходе к полым заготовкам произвольной геометрии результаты для прототипа и для реальной полой заготовки весьма существенно расходятся. Соответственно с целью проведения испытаний в лабораторных условиях для определения силовых параметров при обработке давлением используются испытания на геометрически подобных натурному объекту и оснастке образцах существенно меньших размеров [Сторожев М.В., Попов Е.А. Теория обработки металлов давлением. - М.: Машиностроение, 1977. - 432 с.]. Однако при модельных испытаниях на геометрически подобных образцах помимо сложности подготовки модельных образцов и испытательной оснастки (требуется точное геометрическое копирование реальной заготовки, инструмента и оснастки) требуется учитывать влияние «масштабного» фактора на результаты этих испытаний. Это осуществляется через так называемые коэффициенты «несоответствия», которые также необходимо устанавливать экспериментально путем проведения дополнительных лабораторных и натурных испытаний. В этом случае также значительно снижается и точность в определении силовых параметров для конкретно рассматриваемого объекта.
Технический результат изобретения - повышение точности определения силовых параметров при получении полых заготовок произвольной геометрии обработкой давлением в лабораторных условиях на стандартном испытательном оборудовании усилием до 100 кН; снижение трудоемкости экспериментальных программ по определения силовых параметров при получении полых заготовок произвольной геометрии.
Технический результат достигается тем, что перед выдавливанием «базовой» полости с использованием метода координатных сеток определяют деформированное состояние для конкретной полой заготовки, и по форме очага деформации устанавливают его высоту Нпл под торцем пуансона, формирующего конкретную полую заготовку и параметр Sкп, характеризующий поверхность контакта деформируемой заготовки с деформирующим инструментом в очаге деформации, указанные параметры определяют и для «базовой» полости с использованием зависимостей Hпл/dп=1,6-1,4(dп/D) и Rпл/dп=2-0,32(D/dп), где Rпл - радиус границы очага деформации, а термомеханические параметры выдавливания «базовой» полости T - температура испытаний, Sp - рабочий ход пуансона, Vd - скорость рабочего хода пуансона устанавливают из условий теплового Тп/Тз=idem, где Тп - температура пуансона, Тз - температура заготовки, деформационного Sp/Hпл=idem, скоростного Vd⋅η/Hпл⋅σs=idem, где η - вязкость материала заготовки, σs - напряжение текучести материала заготовки подобия процессов выдавливания "базовой» полости и получения конкретно исследуемой полой заготовки, само деформирующее усилие при получении конкретно исследуемой полой заготовки определяют из зависимости Рп/Рб=(Sкп)п/(Sкп)б, где и Рп и Рб - соответственно усилия деформирования при получении конкретно изучаемой полой заготовки и при выдавливании «базовой» полости, (Sкп)п и (Sкп)б - соответственно поверхность контакта деформируемой заготовки с деформирующим инструментом в очаге деформации заготовки при получении конкретно изучаемой полой заготовки и при выдавливании «базовой» полости.
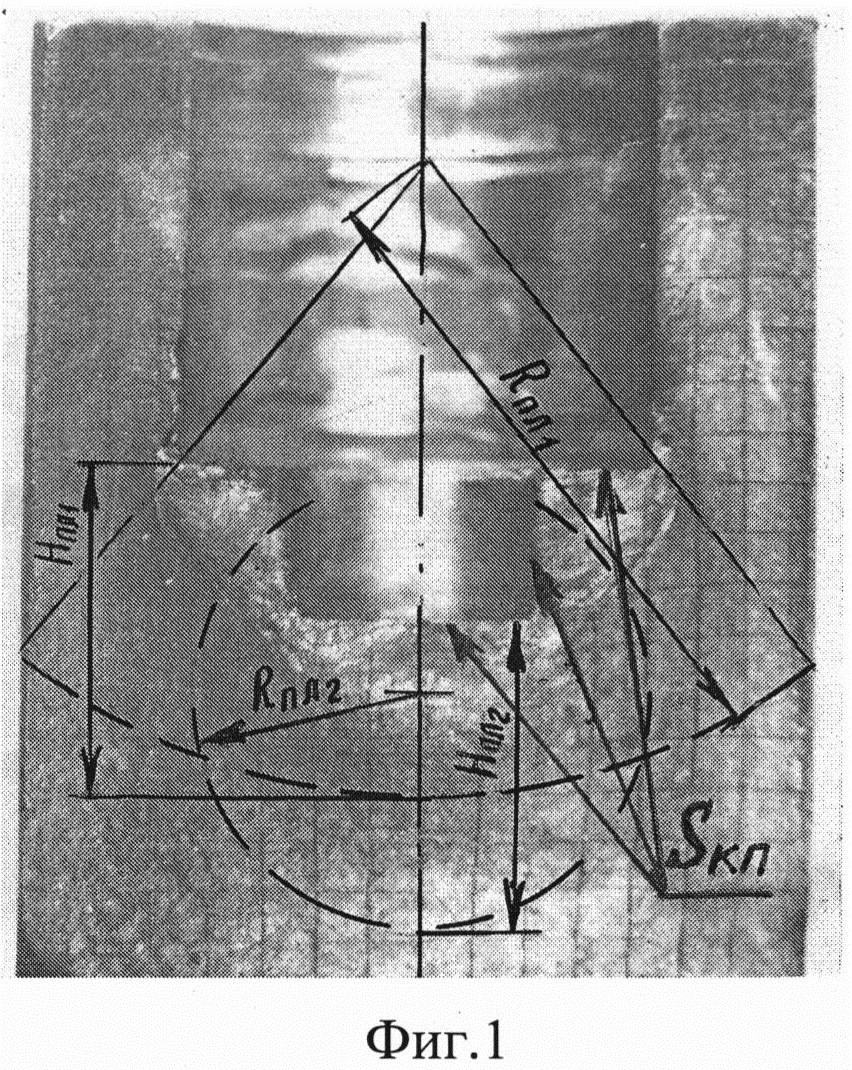
На первом этапе с использованием метода координатных сеток определяют деформированное состояние конкретной полой заготовки, полученной заданным способом обработки давлением (выдавливание, прессование, прошивка и т.п.). Анализируя полученную картину деформированного состояния по искажению координатной сетки по плоскостям разъема составного образца для исследования, устанавливаем форму очага деформации (ОД), высоту ОД под торцем пуансона, формирующего заданную полость - Нпл и параметр Sкп, характеризующий поверхность контакта деформируемой заготовки с деформирующим инструментом в очаге деформации при формировании в ней заданной полости (фиг. 1).
На втором этапе в лабораторных условиях на стандартных универсальных испытательных машинах осуществляем выдавливание «базовой» полости по схеме закрытого обратного выдавливания (фиг. 2) в заготовке из того же материала, что и конкретно исследуемая полая заготовка. Выбор в качестве «базовой» полости цилиндрической полости диаметром dп=10 мм с плоским дном в заготовке диаметром D=20 мм и высотой Н=30 мм продиктован следующими соображениями:
- сравнительно простая схема реализации эксперимента в лабораторных условиях;
- возможность использования стандартного испытательного оборудования усилием до 100 кН;
- соотношения формы и размеров заготовки и деформирующего пуансона при выдавливании «базовой» полости (dп/D=0,5; H/D=1,5) обеспечивают постоянство формы очага деформации при любой глубине полости hп (определяется величиной рабочего хода пуансона Sp), которая описывается следующими зависимостями:


Зависимости (1) и (2) получены на основе экспериментальных исследований деформированного состояния при закрытом обратном выдавливании «базовой» полости.
При выдавливании «базовой» полости термомеханические параметры испытаний T (температура испытаний), Sp (рабочий ход пуансона), Vd (скорость деформирования, которая соответствует скорости рабочего хода пуансона) устанавливается из следующих условий подобия процессов выдавливания "базовой» полости и получения конкретно исследуемой полой заготовки: условие теплового подобия Tп/Tз=idem (Тп - температура деформирующего инструмента, Тз - температура заготовки); условие деформационного подобия Sp/Hпл=idem; условие подобия по скорости деформирования Vd⋅η/Hпл⋅σs=idem (η - вязкость материала заготовки, σs - напряжение текучести материала заготовки).
При выдавливании «базовой» полости осуществляем запись машинной диаграммы в координатах «усилие деформирования P - рабочий ход пуансона Sp и определяем величину усилия деформирования Рб при значении параметра (Sp)б, определенного из условия деформационного подобия.
На третьем этапе осуществляем определение деформирующего усилия Рп при получении конкретно изучаемой полой заготовки. Для этого используем зависимость

где Рп и Рб - соответственно усилия деформирования при получении конкретно изучаемой полой заготовки и при выдавливании «базовой» полости; (Sкп)п и (Sкп)б - соответственно поверхность контакта деформируемой заготовки с деформирующим инструментом в пластически деформированном объеме заготовки при получении конкретно изучаемой полой заготовки и при выдавливании «базовой» полости. Зависимость (3) получена экспериментально и справедлива при следующих условиях: выполнение условий подобия для сравниваемых объектов по схеме напряженного состояния и термомеханическим параметрам пластического деформирования, а также по конфигурационному очертанию пластически деформированного объема заготовки и «базовой» полости.
Пример реализации предлагаемого способа.
Требуется определить усилие деформирования при выдавливании полой заготовки (фиг. 3). Материал заготовки деформируемый алюминиевый сплав марки Д1. Схема получения - закрытое обратное выдавливание. Параметры выдавливания: температура T=20°C, рабочий ход пуансона Sp=20 мм, скорость деформирования Vd=50 мм/мин.
Способ осуществляется следующим образом.
1. С использованием метода координатных сеток определяем деформированное состояние полой заготовки. На фиг. 1 представлена увеличенная фотография плоскости разъема составного образца при выдавливании заданной полой заготовки. По известным методикам исследования деформированного состояния с помощью координатных сеток установлен очаг деформации и параметры (Нпл)п=12,15 мм и (Sкп)п=233 мм2.
2. С использованием зависимостей (1) и (2) определяем аналогичные параметры очага деформации при выдавливании «базовой» полости: (Нпл)п=9 мм и (Sкп)п=78,5 мм2.
3. Устанавливаем параметры выдавливания «базовой» полости (фиг. 2).
Величину рабочего хода (Sp)б находим из условия Sp/Hпл=idem:
(Sp)б=(Sp)п⋅(Нпл)б/(Нпл)п=20⋅(9:12,15)=20⋅0,74=14,8 (мм).
Скорость деформирования (Vd)б находим из условия Vd⋅η/Hпл⋅σs=idem:
(Vd)б=(Vd)п⋅(Нпл)б/(Нпл)п=50⋅0,74=37 (мм/мин).
4. Производим выдавливание «базовой» полости на универсальной испытательной машине УМЭ-10T со скоростью деформирования (Vd)б=37 мм/мин и определяем усилие деформирования Рб при величине рабочего хода пуансона (Sp)б=14,8 мм.
Величина Рб=81,4 кН.
5. Из соотношения (3) определяем величину усилия деформирования при выдавливании полости по фиг 3: Рп=Рб⋅(Sкп)п/(Sкп)б=81,4⋅(233:78,5)=81,4⋅2,9=241,6 (кН).
Таким образом заявленный способ испытания материалов для определения силовых параметров при получении полых заготовок произвольной геометрии обработкой давлением позволяет в лабораторных условиях на стандартном испытательном оборудовании определять эти параметры с более высокой точностью и существенно меньшими затратами и длительностью.
Способ испытаний материалов для определения силовых параметров при получении полых заготовок обработкой давлением, заключающийся в закрытом обратном выдавливании «базовой» полости, представляющей собой цилиндрическую полость диаметром d=10 мм с плоским дном, в цилиндрической заготовке диаметром D=20 мм и высотой Н=30 мм, отличающийся тем, что перед выдавливанием «базовой» полости с использованием метода координатных сеток определяют деформированное состояние для конкретной полой заготовки и по форме очага деформации устанавливают его высоту Н под торцом пуансона, формирующего конкретную полую заготовку, и параметр S, характеризующий поверхность контакта деформируемой заготовки с деформирующим инструментом в очаге деформации, указанные параметры определяют и для «базовой» полости с использованием зависимостей Н/d=1,6-1,4(d/D) и R/d=2-0,32(D/d), где R - радиус границы очага деформации, а термомеханические параметры выдавливания «базовой» полости Т - температура испытаний, S - рабочий ход пуансона, V - скорость рабочего хода пуансона устанавливают из условий теплового Т/Т=idem, где Т - температура пуансона, Т - температура заготовки, деформационного S/H=idem, скоростного V⋅η/H⋅σ=idem, где η - вязкость материала заготовки, σ - напряжение текучести материала заготовки, подобия процессов выдавливания "базовой» полости и получения конкретно исследуемой полой заготовки, само деформирующее усилие при получении конкретно исследуемой полой заготовки определяют из зависимости Р/Р=(S)/(S), где Р и Р - соответственно усилия деформирования при получении конкретно изучаемой полой заготовки и при выдавливании «базовой» полости, (S) и (S) - соответственно поверхность контакта деформируемой заготовки с деформирующим инструментом в очаге деформации заготовки при получении конкретно изучаемой полой заготовки и при выдавливании «базовой» полости.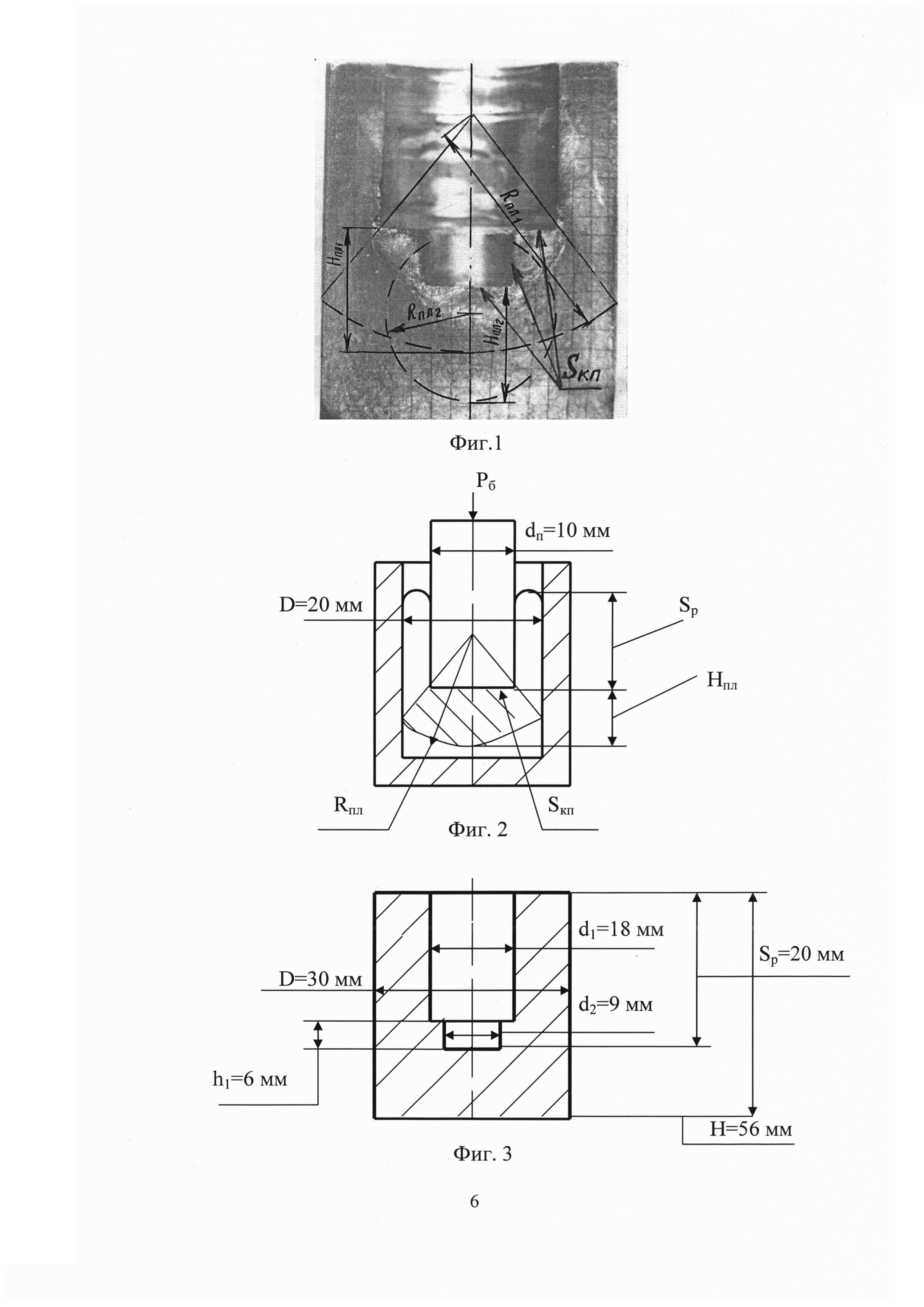
Способ гидрообработки рафинатов масляных фракций в присутствии системы катализаторов
Расплавляемый электролит для химического источника тока
Способ энантиоселективного синтеза диэтил[3-метил-(1s)-(нитрометил)бутил]малоната формулы i
Способ приготовления катализаторов для глубокой гидроочистки нефтяных фракций
Устройство для измерения параметров срабатывания непервичного капсюля-детонатора в подрывном электродетонаторе
Способ работы котельной установки
Способ получения 1-гидрокси-4-адамантанона
Способ определения качества покрытий на изделиях, полученных обработкой давлением
Способ изготовления сменных режущих пластин
Асинхронная энергоэффективная машина
Электролит для химических источников тока
Обмотка электрической машины
Сборная коническая зенковка
Способ изготовления напильников
Теплоаккумулирующий состав
Промышленный прямоточный парогенератор
Способ получения нитрида галлия
Сборный дисковый фасонный резец
Электропроводный пластичный материал
Способ производства яблочного бренди

