Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН И АГРЕГАТ ДЛЯ ЕГО ВОПЛОЩЕНИЯ
Вид РИД
Изобретение
Группа изобретений относится к изготовлению стальных пружин.
Из уровни техники известен способ изготовления пружин, выбранный в качестве прототипа, включающий подачу и нагрев навиваемого материала, навивку на вертикальную оправку, погружение оправки с навитой пружиной в закалочную ванну, перемещение оправки с навитой пружиной по закалочной ванне от места погружения, съем пружины с оправки, при условии, что последнее действие совмещено по времени с навивкой другой пружины, при этом все перечисленные действия в указанной последовательности осуществляются агрегатом для изготовления пружин, представляющим собой кинематическую цепь, включающую узел подачи навиваемого материала, узел нагрева, охлаждающую ванну с размещенным в ней многопозиционным поворотным барабаном, на каждой позиции которого выполнены вертикальные направляющие с ползунами, установленными с возможностью перемещения по направляющим, привод перемещения ползунов, установленный с возможностью взаимодействия с ними одновременно на позициях навивки и съема, вертикальные оправки, по числу позиций поворотного барабана, размещенные на ползунах, механизмы фиксации оправок, привод вращения и осевого перемещения оправок, выполненный с возможностью периодического взаимодействия с последними, механизм съема пружины с оправки (RU 2057611, МПК B21F 3/04, опубликовано 10.04.1996).
Из уровня техники известен агрегат для изготовления пружин, представляющий собой кинематическую цепь, включающую узел подачи навиваемого материала, узел нагрева, охлаждающую ванну с размещенным в ней многопозиционным поворотным барабаном, на каждой позиции которого выполнены вертикальные направляющие с ползунами, установленными с возможностью перемещения по направляющим, привод перемещения ползунов, установленный с возможностью взаимодействия с ними одновременно на позициях навивки и съема, вертикальные оправки, по числу позиций поворотного барабана, размещенные на ползунах, механизмы фиксации оправок, привод вращения и осевого перемещения оправок, выполненный с возможностью периодического взаимодействия с последними, механизм съема пружины с оправки (RU 2057611, МПК B21F 3/04, опубликовано 10.04.1996). Изобретение направлено на достижение технического эффекта, заключающегося в расширении перечня агрегатов для изготовления стальных пружин и способов изготовления стальных пружин.
Для достижения технического результата предлагается способ изготовления пружин, включающий подачу и нагрев навиваемого материала, навивку на вертикальную оправку, погружение оправки с навитой пружиной в закалочную ванну, перемещение оправки с навитой пружиной по закалочной ванне от места погружения, съем пружины с оправки, при условии, что последнее действие совмещено по времени с навивкой другой пружины, при этом все перечисленные действия в указанной последовательности осуществляются агрегатом для изготовления пружин, представляющим собой кинематическую цепь, включающую узел подачи навиваемого материала, узел нагрева, охлаждающую ванну с размещенным в ней многопозиционным поворотным барабаном, на каждой позиции которого выполнены вертикальные направляющие с ползунами, установленными с возможностью перемещения по направляющим, привод перемещения ползунов, установленный с возможностью взаимодействия с ними одновременно на позициях навивки и съема, вертикальные оправки, по числу позиций поворотного барабана, размещенные на ползунах, механизмы фиксации оправок, привод вращения и осевого перемещения оправок, выполненный с возможностью периодического взаимодействия с последними, механизм съема пружины с оправки, отличающийся от прототипа тем, что за съемом пружины с оправки следует сброс пружины в заданном направлении, механизм съема пружины с оправки содержит установленный на приводном валу лоток с зацепами.
Для достижения технического результата предлагается агрегат для изготовления пружин, представляющий собой кинематическую цепь, включающую узел подачи навиваемого материала, узел нагрева, охлаждающую ванну с размещенным в ней многопозиционным поворотным барабаном, на каждой позиции которого выполнены вертикальные направляющие с ползунами, установленными с возможностью перемещения по направляющим, привод перемещения ползунов, установленный с возможностью взаимодействия с ними одновременно на позициях навивки и съема, вертикальные оправки, по числу позиций поворотного барабана, размещенные на ползунах, механизмы фиксации оправок, привод вращения и осевого перемещения оправок, выполненный с возможностью периодического взаимодействия с последними, механизм съема пружины с оправки, отличающийся от прототипа тем, что механизм съема пружины с оправки содержит установленный на приводном валу лоток с зацепами.
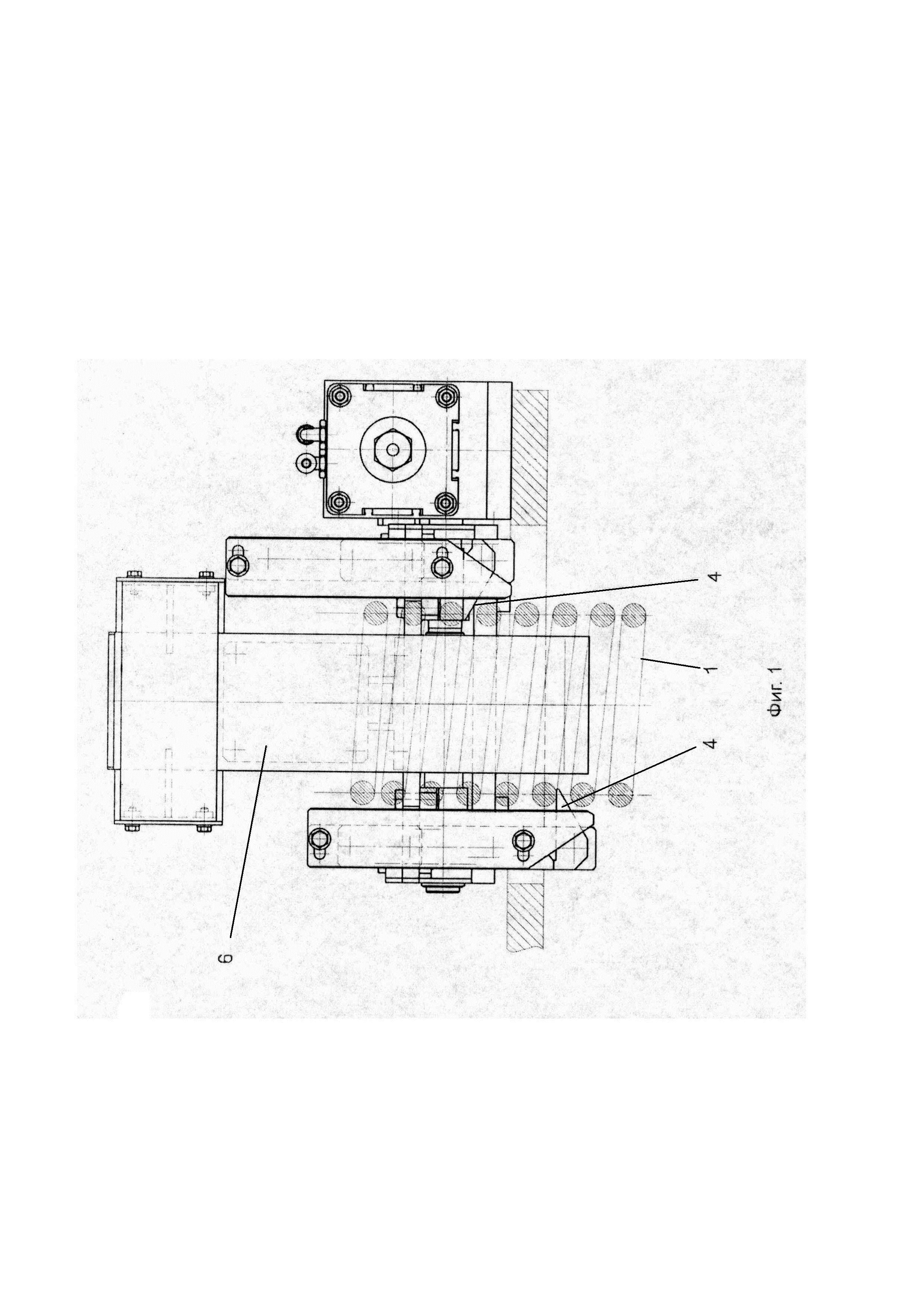
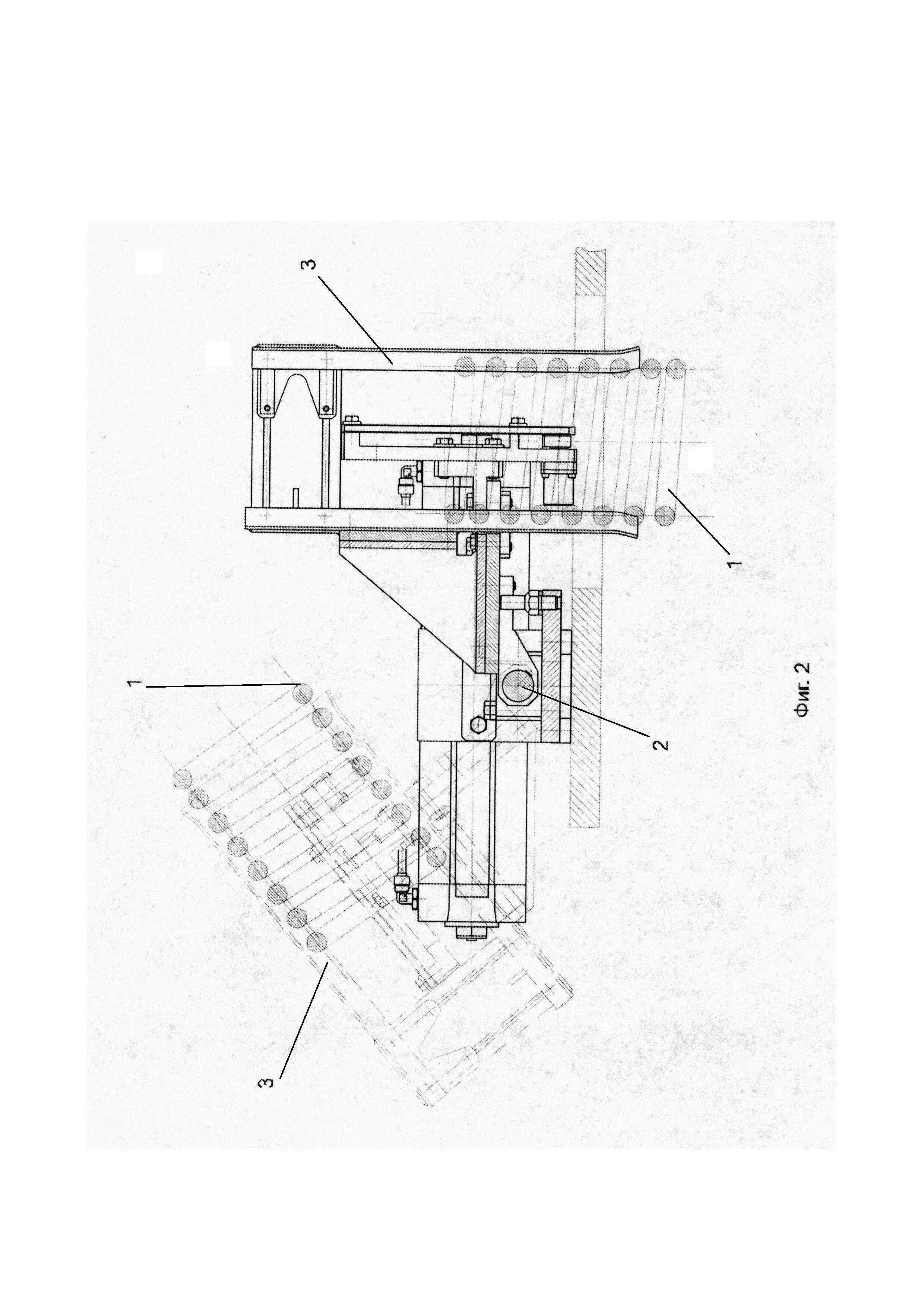
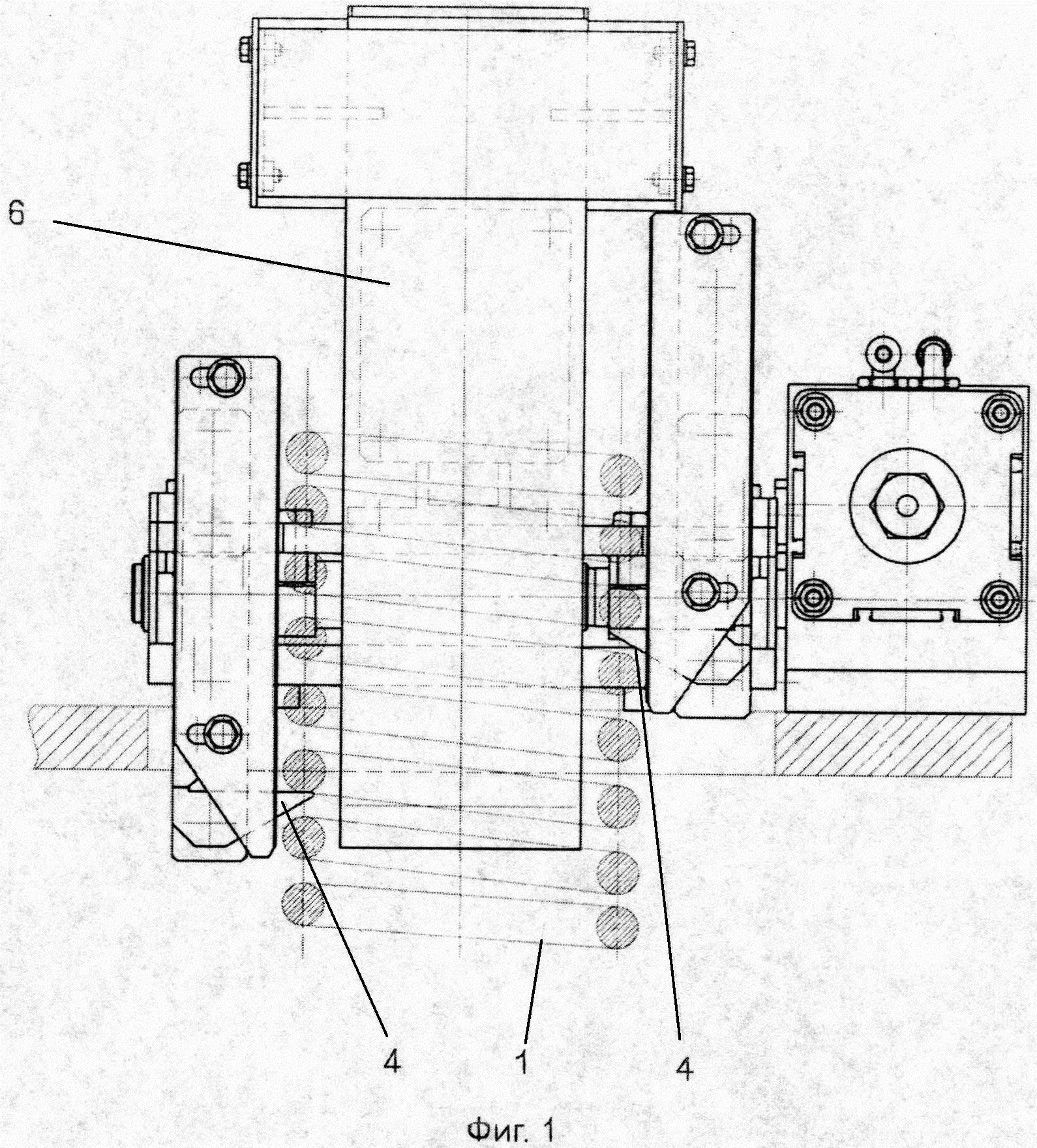
Группа изобретений иллюстрируется чертежами (Фиг. 1 и Фиг. 2), где изображен механизм снятия пружины.
Изобретение реализуется в способе изготовления пружин, включающем подачу и нагрев навиваемого материала, навивку на вертикальную оправку, погружение оправки с навитой пружиной в закалочную ванну, перемещение оправки с навитой пружиной по закалочной ванне от места погружения, съем пружины с оправки, при условии, что последнее действие совмещено по времени с навивкой другой пружины, сброс пружины в заданном направлении. При этом все перечисленные действия в указанной последовательности осуществляются агрегатом для изготовления пружин, представляющим собой кинематическую цепь. Агрегат для изготовления пружин содержит узел подачи навиваемого материала, включающий в себя подающий ролик с приводом вращения, прижимной и направляющие ролики. Агрегат для изготовления пружин содержит узел нагрева подаваемого навиваемого материала, включающий в себя индуктор.
Агрегат для изготовления пружин содержит смонтированную в станине закалочную ванну с размещенным в ней поворотным барабаном, привод вращения и длительный механизм (мальтийский крест), которые размещены на станине. Барабан имеет 4 позиции: I навивки, IV съема, III и II промежуточные. На позициях барабана выполнены направляющие, по которым перемещаются ползуны. На ползунах в опорах установлены вертикальные вращающиеся оправки и устройства захвата подаваемой заготовки. Верхний конец оправки снабжен хвостовиком. На ползунах размещены механизмы фиксации оправок. На ползунах выполнены пазы, с которыми на позициях навивки и съема взаимодействует перемещающийся возвратно-поступательно Г-образный захват. Привод к нему выполнен в виде электродвигателя и реечной передачи и смонтирован на станине. Привод вращения и осевого перемещения оправки также смонтирован на станине и включает в себя шпиндель. Вращение шпинделя осуществляется от электродвигателя. Конец шпинделя выполнен в виде гнезда, по размерам и форме соответствующего хвостовику оправки. Механизм съема пружины 1 содержит установленный на приводном валу 2 лоток 3 с зацепами 4. Вал 2 взаимодействует с приводом 5 в виде пневмоцилиндра.
Изготовление пружины осуществляется следующим образом.
В исходном положении оправка на позиции I навивки, как и оправка на позиции IV съема находятся в верхнем положении, при этом оправки на промежуточных позициях II и III находятся в нижнем положении, шпиндель находится в верхнем исходном положении, при этом хвостовик оправки на позиции навивки входит в гнездо шпинделя и отключает соответствующий ей механизм фиксации. Заготовки в виде металлического прутка подаются по направляющим роликам и прижимаются к подающему ролику. Включается привод подачи заготовок, заготовка, проходя через индуктор, нагревается и подается в зону навивки. При этом шпиндель начинает вращаться и перемещаться в осевом направлении, вращая и перемещая в осевом направлении оправку в позиции I навивки. Оправка в позиции I навивки опускается в закалочную ванну. При этом Г-образный захват одновременно взаимодействует с ползунами на позициях I навивки и IV съема, вследствие чего оправка на позиции IV съема также опускается в закалочную ванну. После окончания навивки шпиндель без вращения возвращается в исходное положение. При этом шпиндель сохраняет строго ориентированное угловое положение относительно хвостовика оправки. Хвостовик оправки, выйдя из гнезда шпинделя, включает соответствующий ей механизм фиксации, который и фиксирует оправку в ориентированном угловом положении. Оправка на позиции I с навитой пружиной и оправка на позиции IV съема продолжают опускаться в закалочную ванну уже под действием электродвигателя, после чего происходит поворот барабана на одну позицию. После этого оправки на позициях I навивки и IV съема под действием электродвигателя и Г-образного захвата поднимаются в верхнее положение, при этом хвостовик оправки на позиции I навивки входит в гнездо шпинделя и включает соответствующий ей механизм фиксации. Далее цикл повторяется.
Когда оправка 6 с закаленной пружиной 1 в позиции IV съема одновременно с пустой оправкой на позиции 1 навивки поднимается в верхнее положение, лоток 3 находится в положении, когда его ось расположена параллельно оси оправки 6. При подъеме оправки 6 зацепы 4 отклоняются витками пружины 1 и оправка 6 входит в лоток 3. Когда оправка 6 одновременно с оправкой в зоне навивки опускается в закалочную ванну, зацепы 4 возвращаются в исходное положение и препятствуют движению пружины 1 вниз. Происходит съем пружины 1, которая удерживается в лотке 3. После того, как движение оправки 6 вниз заканчивается, вал 2 под действием привода 5 поворачивается вместе с лотком 3 на угол, обеспечивающий скатывание пружины 1 под собственным весом из лотка 4 со стороны, противоположной входу. Таким образом осуществляется сброс пружины 1 за пределы агрегата. Направление сброса пружины 1 определяется параметрами лотка 3 и местом расположения вала 2.
Заявленный способ изготовления пружин на заявленном агрегате обладает высокой производительностью, так как он позволяют совместить по времени навивку пружины на позиции I навивки, выдержку пружин в закалочной ванне на промежуточных позициях II и III, съем и удаление пружины на позиции IV съема.
Устройство для открывания и закрывания крышек разгрузочных люков вагона-хоппера
Литое железнодорожное колесо с маркировочными знаками и способ литья железнодорожного колеса с маркировочными знаками
Котел вагона-цистерны
Способ обработки опорных витков пружин и роботизированный комплекс для его осуществления
Способ обработки опорных витков пружин методом плазменной резки, роботизированный комплекс и линия для его воплощения
Способ изготовления отливок в вакуумно-плёночных формах на конвейере и устройство для его осуществления
Способ выполнения газоотводных каналов в литейной форме
Способ получения отливки в вакуумно-пленочной форме
Способ внепечной обработки стали
Универсальная система перевозки съемных грузовых модулей (варианты)
Строительный блок
Способ упрочнения пятника единицы железнодорожного подвижного состава и устройство для его осуществления
Узел соединения кузова грузового вагона с тележкой
Боковая рама тележки грузового вагона
Способ изготовления строительного блока

