Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ В ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМЕ
Вид РИД
Изобретение
Изобретение относится к литейному производству и может быть использовано при изготовлении отливок в литейных формах, полученных методом вакуумно-плёночной формовки, расположенных в непосредственной близости друг к другу, в частности, на конвейере.
Известно изготовление отливки с применением оснастки для вакуумной формовки на конвейере, при котором на модель отливки накладывают синтетическую пленку или другой газонепроницаемый, герметизирующий песок материал, ставят на модельную плиту опоку, засыпают песок, герметизируют контрлад и получают полуформу, собирают из полуформ форму, при этом собирают в единый блок до нескольких десятков форм для накопления под заливку расплава и охлаждения до образования достаточной доли твёрдой фазы по объёму и твёрдой корки на поверхности отливки, что позволяет проводить дальнейшее охлаждение при отключении формы от вакуумной системы (см. RU 2044592 C1, опубл. 27.09.1995).
Известно изготовление отливок в вакуумно-пленочных формах на конвейере с вакуумной системой, при которой модель на подмодельной плите обтягивают синтетической пленкой, устанавливают спаренные опоки, засыпают в опоки песок и вакуумируют опоки, полуформы собирают в форму и подают под заливку (см. RU 2020025 C1, опубл. 30.09.1994).
В известных технических решениях близость размещения друг к другу литейных форм при заливке на конвейере увеличивает вероятность повреждения и расплавления синтетической пленки на поверхности соседней формы. От воздействия расплавленного металла в случае попадании брызг металла из воронки, прибылей, выпоров заливаемой формы со стороны контрлада на поверхность ещё не залитой соседней формы синтетическая пленка легко разрушается, что ведёт к её частичной разгерметизации и локальным обвалам в направляемой на заливку форме.
Известен также способ получения отливок в вакуумно-пленочных формах, принятый за наиболее близкий аналог, включающий в себя герметизацию синтетической пленкой формы, вакуумирование формы и заливку металла, при этом после заливки формы металлом над полостью выпоров отливки и воронки и на близлежащую поверхность контрлада накладывают мешки из синтетической пленки, заполненные формовочным песком. Для крупных форм, когда не удобно разместить песчаные мешки сразу после заливки, их размещают перед заливкой металла в форму, при этом для придания прочности песчаному наполнителю мешок вакуумируют (см. RU 2014939 C1, опубл. 30.06.1994).
Техническая проблема, присущая данному техническому решению, заключается в снижении качества полученной отливки, в незащищённости от попадания брызг расплавленного металла на поверхности соседних форм в процессе заливки с последующим наложением мешка, в сложности применения способа, повышенной трудоёмкости и материалоёмкости. В случае повреждения мешка песок, высыпаясь из мешка, вступает в контакт с жидким металлом, что способствует образованию засоров, ведущих к снижению качества отливки. При попадании брызг расплавленного металла на поверхности соседних форм происходит их разгерметизация из-за повреждения синтетической плёнки. Применение мешков для герметизации областей формы вокруг воронки и выпоров требует предварительного изготовления мешков из синтетической плёнки, наполнения их песком, вакуумирования, что усложняет технологию получения отливки, повышает трудоёмкость и материалоёмкость.
Техническим результатом изобретения является повышение качества отливки, получаемых в вакуумно-плёночных литейных формах, в том числе, в расположенных в непосредственной близости, улучшение технологичности способа получения отливки за счёт снижения трудоёмкости и материалоёмкости.
Указанный технический результат достигается тем, что изготавливают литейную форму из сыпучего формовочного материала методом вакуумно-плёночной формовки, размещают защитные элементы для защиты от повреждения синтетической плёнки, заливают в литейную форму металл, извлекают отливку, в отличие от наиболее близкого аналога, в качестве защитных элементов над выпорами литейной формы размещают газопроницаемые съёмные оголовки, состоящие из защитного экрана и крепёжной части.
В предпочтительной форме реализации защитные экраны съёмных оголовков выполняют из сетчатого материала, либо из листа с отверстиями для обеспечения газопроницаемости.
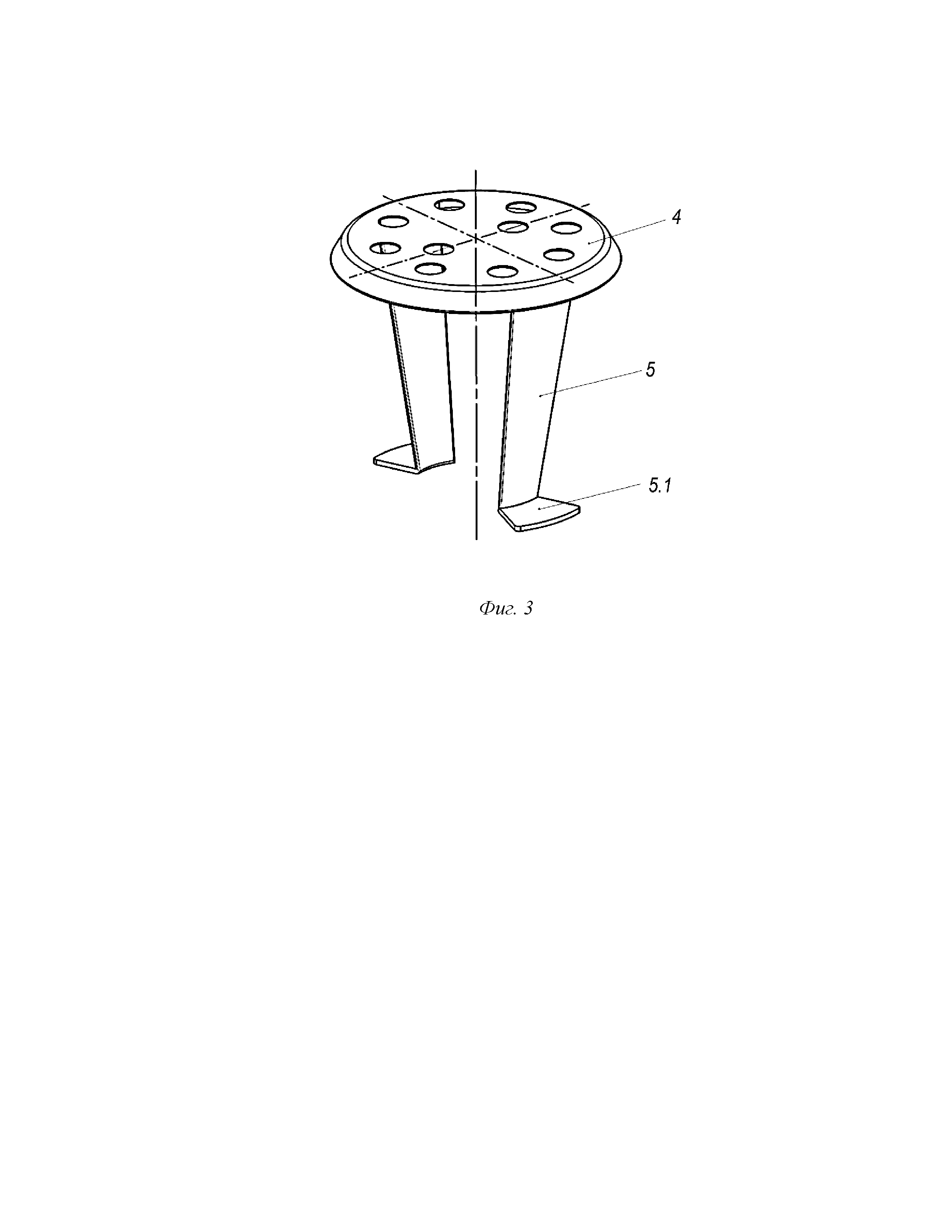
В предпочтительной форме реализации крепёжные части съёмных оголовков выполняют в виде, по меньшей мере, двух разрозненных ножек с зазорами между ними.
В предпочтительной форме реализации защитные экраны съёмных оголовков выполняют превышающими по площади поперечного сечения выпоры в их верхней части на (10-50)%.
В предпочтительной форме реализации съёмные оголовки демонтируют после завершения заливки, либо во время извлечения отливки.
Оснащение выпоров литейной формы съёмными оголовками является несложной в применении, нетрудоёмкой технологической операцией. Конструктивно съёмные оголовки, состоящие из защитного экрана и крепёжной части, представляют собой простые детали пониженной материалоёмкости. Выполнение съёмных оголовков газопроницаемыми обеспечивает беспрепятственный выход газов, что позволяет выпору выполнять свою функцию по вентиляции полости литейной формы, и при этом служить надёжной преградой от выбрасываемых из выпора брызг жидкого металла в процессе заливки. В результате сохраняется целостность синтетической плёнки заливаемой литейной формы и ожидающей заливки соседней литейной формы при конвейерной заливке, а также при размещении литейных форм на плацу в непосредственной близости друг к другу.
Осуществление предлагаемого изобретения иллюстрируется графическими материалами, где:
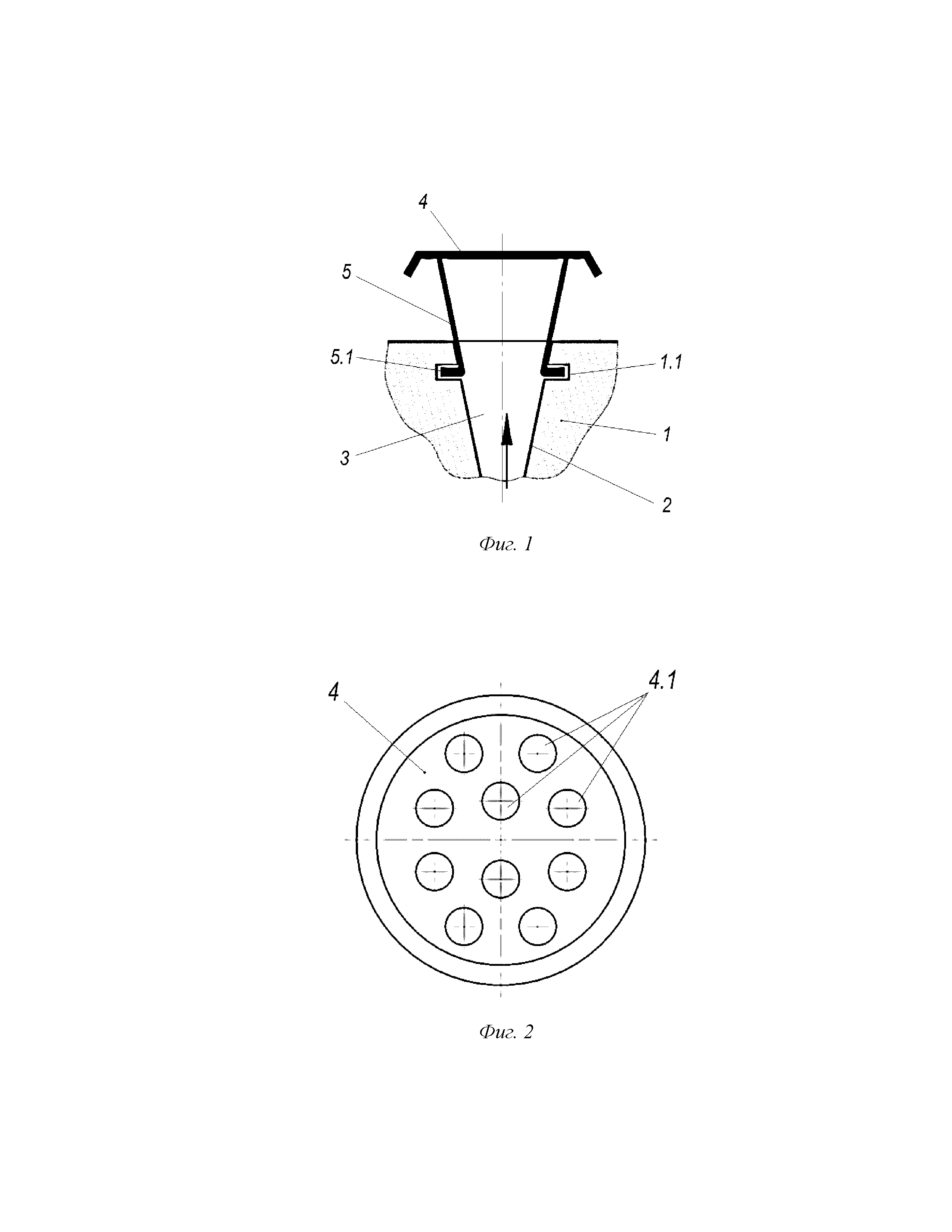
на фиг. 1 показано соединение съёмного оголовка с литейной формой в месте выпора, продольный разрез;
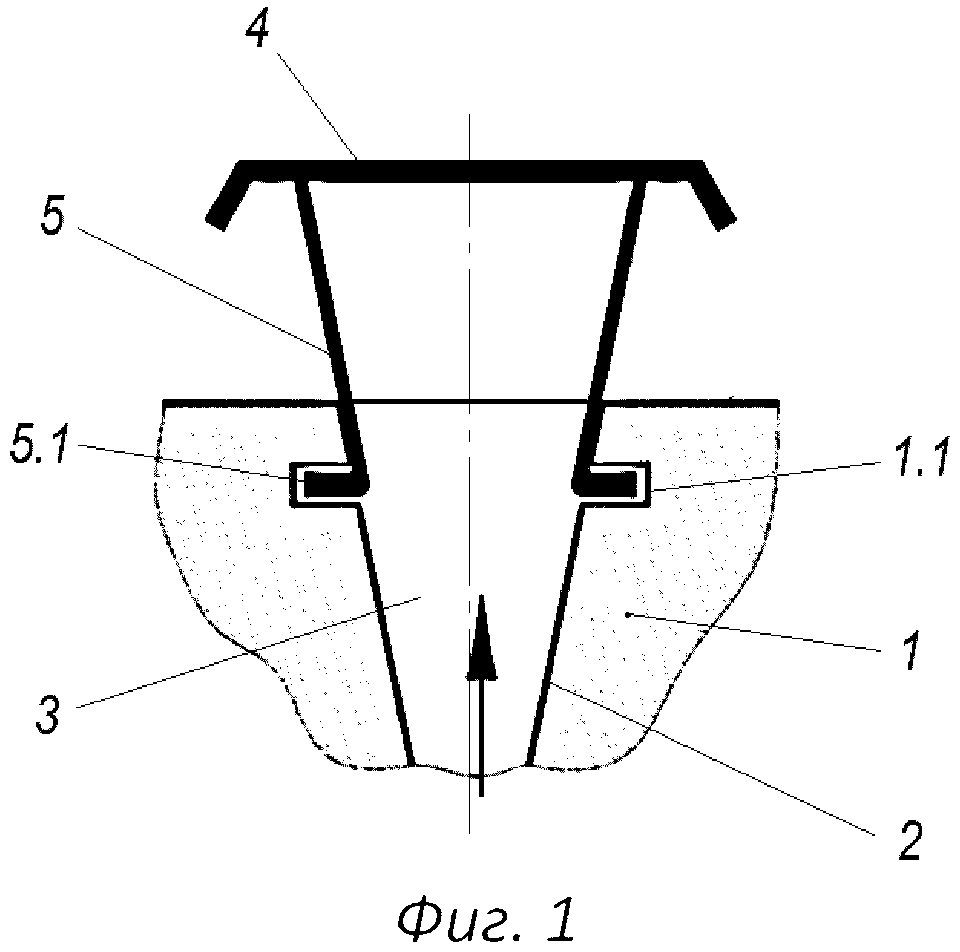
на фиг. 2 показан съёмный оголовок, вид сверху;
на фиг. 3 показан съёмный оголовок, аксонометрическая проекция.
В литейной форме 1, покрытой синтетической плёнкой 2, над полостью выпора (вентиляционного канала) 3 установлен защитный элемент в виде съёмного оголовка (фиг. 1). Съёмный оголовок состоит из защитного экрана 4 и крепёжной части 5 c элементами крепления 5.1. Крепёжная часть 5 выполнена в виде, по меньшей мере, двух разрозненных ножек с зазорами между ними для беспрепятственного прохождения газов; элементы крепления 5.1 могут быть выполнены в виде зацепов. Между собой защитный экран 4 и крепёжная часть 5 могут быть соединены разъёмным соединением, в частности, болтовым, либо неразъёмным соединением, в частности, сваркой.
В верхней части выпора 3 выполнены посадочные места 3.1 для позиционирования в них элементов крепления 5.1. Посадочные места 3.1 покрыты синтетической плёнкой 2 для обеспечения герметичности литейной формы 1.
В зависимости от габарита отливок и конструкции опок защитные экраны съёмных оголовков закрепляют над выпорами на высоте 5-300 мм.
Защитный экран 4 может быть выполнен сетчатым, то есть из сетчатого материала, либо из листа без отверстий, либо из листа, в котором проделаны равномерно расположенные отверстия 4.1 (фиг. 2). Величина диаметра отверстий 4.1 составляет не более 10 мм для надёжной преграды от разлетания брызг металла. При использовании сетчатого или дырчатого экрана дополнительно снижается металлоёмкость, ещё в большей мере улучшается её проницаемость для отходящих газов, что может быть важным при малой общей высоте конструкции.
Предпочтительно защитный экран 4 выполняют круглой формы. Для гарантированной защиты от распространения брызг жидкого металла защитный экран 4 выполняют с превышением выпора 3 по площади наружного поперечного сечения на (10-50)%. Изготовление защитного экрана 4 с превышением указанного диапазона нецелесообразно и приводит к увеличению материалоёмкости. Выполнение превышения менее, чем на 10%, повышает вероятность разлетания брызг металла за пределы защитного экрана 4.
Работает предложенное изобретение следующим образом.
Изготавливают литейную форму 1 методом вакуумно-плёночной формовки, для чего литейную форму 1 покрывают синтетической пленкой 2, после чего сыпучий формовочный материал литейной формы 1 вакуумируют.
В готовой литейной форме 1 над каждым выпором устанавливают защитный элемент. Защитный элемент может быть выполнен в виде съёмного оголовка, состоящего из защитного экрана 4 и крепежной части 5, изготовленных из металла. Элементы крепления 5.1 позиционируют внутри посадочных мест 3.1 выпора 3 и тем самым фиксируют съёмный оголовок над полостью выпора 3.
В процессе последующей заливки металла в литейную форму и по мере её заполнения, брызги расплавленного металла, увлекаемые воздушным потоком (показан стрелкой на фиг. 2) из рабочей полости формы 1 в каналы выпоров 3, могут выбрасываться из выпоров 3. От попадания брызг металла рядом стоящие, ожидающие заливки собранные литейные формы надёжно защищают съёмные оголовки.
Необходимость нахождения защитных элементов на литейной форме исчезает после завершения заливки. Съёмные оголовки демонтируют через некоторое время после завершения заливки, либо во время извлечения отливки.
Способ испытаний металлов на растяжение-сжатие и образец для его осуществления
Защитное устройство для сливо-наливной арматуры вагона-цистерны
Устройство для открывания и закрывания крышек разгрузочных люков вагона-хоппера
Люк цистерны
Сливное устройство железнодорожной цистерны (варианты)
Сливное устройство железнодорожной цистерны (варианты)
Стенд для сборки и сварки рамы железнодорожного вагона
Устройство для крепления котла вагона-цистерны к раме платформы (варианты)
Профиль поверхности обода железнодорожного колеса
Способ изготовления литейной формы методом вакуумно-пленочной формовки и прокалывающий элемент для его реализации
Вагон-цистерна и железнодорожный состав, сформированный из вагонов-цистерн
Пятник железнодорожного подвижного состава
Сталь для изготовления железнодорожных колёс
Способ изготовления пружин и агрегат для его воплощения
Способ испытаний металлов на растяжение-сжатие и образец для его осуществления
Способ термической обработки железнодорожных колес
Защитное устройство для сливо-наливной арматуры вагона-цистерны
Способ изготовления крупногабаритных пружин из стали
Линия для производства пружин горячей навивкой (варианты)
Устройство для открывания и закрывания крышек разгрузочных люков вагона-хоппера

