Результат интеллектуальной деятельности: Способ предварительной гибки заготовки с последующей вытяжкой полуфабриката
Вид РИД
Изобретение
Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах для штамповки деталей из листовых материалов (металлов и неметаллов), преимущественно для штамповки - вытяжки полуфабрикатов изогнутых средне- и крупногабаритных кузовных деталей на листоштамповочных прессах простого действия, а также на листоштамповочных многопозиционных прессах-автоматах.
Известен способ вытяжки полуфабриката сложной изогнутой детали, когда перед вытяжкой листовую заготовку сначала изгибают в штампе на первом штампе, и только затем предварительно изогнутую заготовку укладывают в штамп для вытяжки на втором прессе и здесь штампуют полуфабрикат, из которого после штамповки на последующих операциях получают готовую деталь, идущую на сборку изделия.
Недостатками известного способа вытяжки является низкая производительность штамповки и высокая трудоемкость изготовления детали вследствие дополнительного использования первого штампа и пресса предварительной гибки заготовки.
Известен способ вытяжки полуфабриката сложной детали дном вниз в штампе на прессе двойного действия, включающий укладку плоской листовой заготовки на матрицу штампа, при ходе наружного ползуна пресса прижатие краевой части заготовки прижимом штампа к прижимной поверхности матрицы и приходе внутреннего ползуна пресса вниз втягивание центральной части заготовки пуансоном в рабочую полость матрицы (Нефедов А.П. Конструирование и изготовление штампов, М.: Машиностроение, 1973, стр. 70, рис. 51).
Недостатки данного способа вытяжки заключаются в следующем. После укладки заготовки на матрицу, при ходе наружного ползуна пресса двойного действия вместе с прижимом штампа вниз и после контакта прижимной плиты с заготовкой сначала осуществляют предварительную гибку заготовки внутрь матрицы и только после этого прижимают фланец заготовки к прижимной поверхности матрицы. Так во время процесса гибки заготовки ход прижимной большой (значительный), то за это длительное время процесс гибки заготовки становится произвольным и неуправляемым, нигде не зафиксированная и не зажатая заготовка смещается по отношению к рабочим частям штампа непредсказуемым образом, вследствие чего напротив одних участков детали ширина технологического припуска становится недостаточной, здесь образуются складки, и краевая часть заготовки заходит внутрь детали за линию обрезки припуска, а напротив других участков - избыточной, и здесь образуются разрывы, вследствие чего вытянутый полуфабрикат имеет неточные размеры, а часто получается бракованным. Для устранения этого в производстве увеличивают размеры в определенных частях заготовки, однако это приводит к излишнему увеличению нормы расхода материала на одну деталь. Кроме того, данный способ вытяжки полуфабриката дном вниз реализуется на уникальном дорогостоящем прессе двойного действия, имеющимся только на крупных прессовых производствах, который зачастую перегружен штамповкой многих деталей. Поэтому на производстве стремятся операцию вытяжки выполнять на более доступном и менее дорогом прессе простого действия с подушкой.
Известен способ вытяжки полуфабриката сложной детали дном вверх в штампе на прессе простого действия с подушкой, включающий укладку плоской листовой заготовки на прижим штампа, при ходе ползуна пресса вниз прижатие краевой части заготовки к прижимной поверхности матрицы прижимом штампа через толкатели от подушки пресса и при дальнейшем ходе ползуна пресса вниз втягивание центральной части заготовки пуансоном в рабочую полость матрицы (Нефедов А.П. Конструирование и изготовление штампов. М.: Машиностроение, 1973, стр. 80, рис. 60).
Основной недостаток способа, принятого в качестве прототипа, заключается в том, что вытяжки полуфабрикатов многих сложных деталей типа кузовных силы подушки пресса недостаточно для надежного прижатия краевой части заготовки к прижимной поверхности матрицы, вследствие чего на краевой части заготовки в процессе вытяжки образуются складки, которые после обрезки технологического припуска на полуфабрикате остаются на готовой детали и снижают точность и качество этой детали.
Задачами изобретения являются повышение точности размеров деталей, полученных на прессах, в том числе на прессах простого действия или многопозиционном прессе-автомате, снижение трудоемкости и повышение производительности.
Данные задачи решаются за счет разработки способа вытяжки полуфабриката дном вниз из листовой заготовки, в котором после укладки заготовки на матрицу штампа и при ходе ползуна пресса вниз вместе с пуансоном и охватывающим пуансон прижимом, опирающимся на проволочные, газовые или гидравлические пружины для создания силы прижима краевой части заготовки, сначала осуществляют предварительную гибку заготовки прижимом штампа внутрь проема матрицы, затем при дальнейшем ходе ползуна пресса осуществляют прижатие краевой части заготовки рабочей поверхностью прижима к развертывающейся прижимной поверхности матрицы, и наконец, при дальнейшем ходе ползуна пресса осуществляют вытяжку центральной части заготовки дном вниз, пуансоном в полость матрицы.
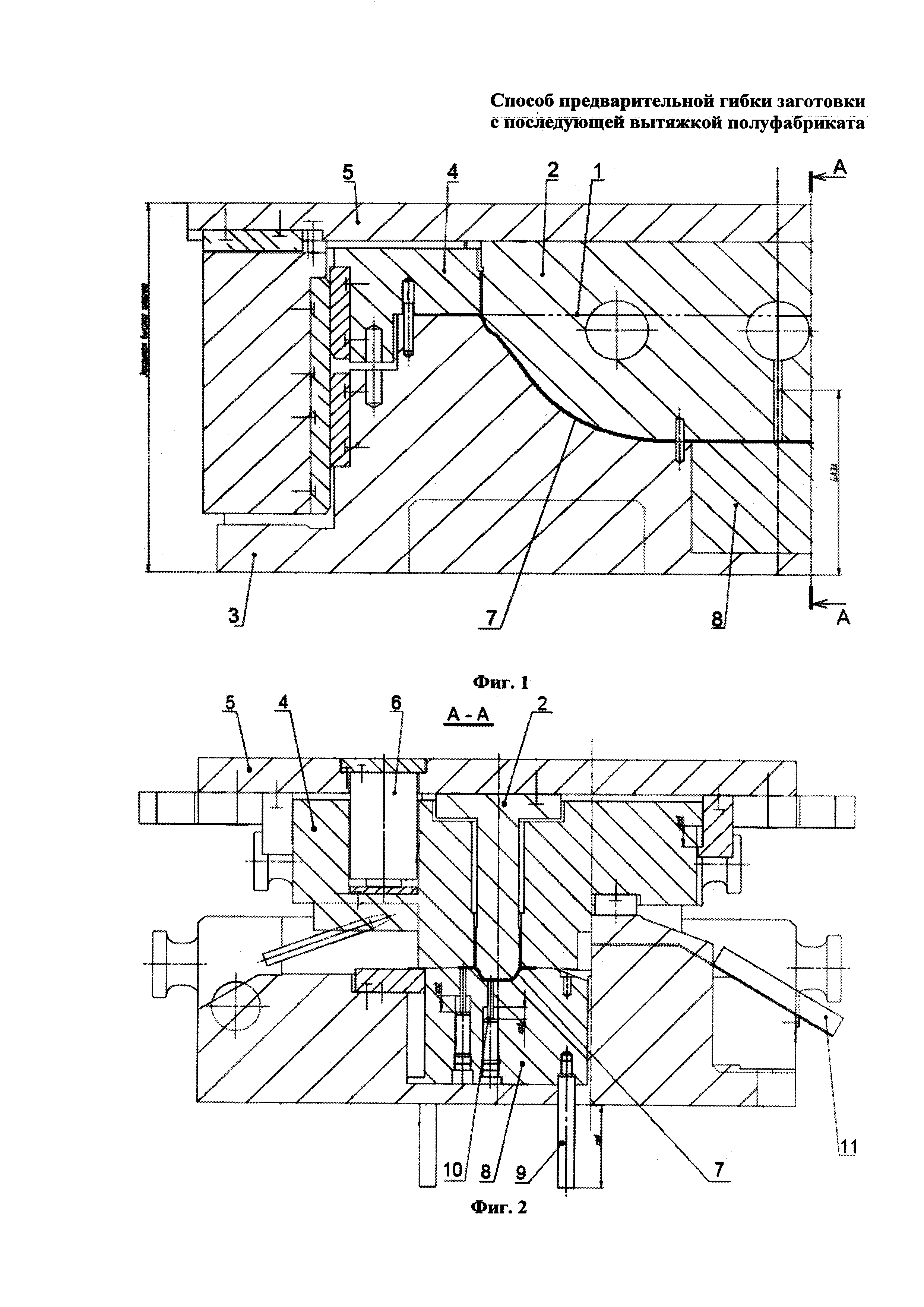
Сущность изобретения поясняется следующими графическими материалами: на фиг. 1 показан продольный разрез вида спереди штампа в крайнем нижнем положении штампа и ползуна штампа, на фиг. 2 - поперечный разрез штампа, где 1 - листовая заготовка, 2 - пуансон, 3 - матрица, 4 - прижим, 5 - верхняя плита, 6 - пружины, 7 - полученный гибкой с последующей вытяжкой полуфабрикат, 8 - выталкиватель, 9 - толкатели, 10 - отлипатели, 11 - склиз штампа.
Способ реализуют следующим образом. Вырубленную из листового материала плоскую или близкую по форме к плоской, пространственную листовую заготовку 1 укладывают на неподвижную матрицу 3 штампа, установленного на пресс, в первом частном случае - на пресс простого действия с подушкой, во втором частном случае - на одну из позиций многопозиционного пресса-автомата.
При ходе ползуна пресса вниз вместе с верхней плитой 5, пуансоном 2 и охватывающим пуансон 2 прижимом 4, опирающимся на разного вида пружины (могут использоваться проволочные, газовые или гидравлические пружины) для создания силы прижима краевой части заготовки, сначала прижимом 4 осуществляют предварительную гибку заготовки 1 внутрь проема матрицы 3, причем суммарная сила пружин 6 с выдвинутыми штоками больше силы предварительной гибки заготовки, вследствие чего на данном этапе предварительной гибки заготовки штоки пружин 6 остаются неподвижными по отношению к цилиндрам пружин. Затем при дальнейшем ходе ползуна пресса производят прижатие краевой части заготовки 1 рабочей поверхностью прижима 4 к развертывающейся прижимной поверхности матрицы 3, причем суммарная сила прижима от пружин 6 с выдвинутыми штоками больше силы, при которой вытяжка осуществляется со складкообразованием заготовки, и меньше силы, при которой во время вытяжки произойдет разрушение заготовки, вследствие чего и на данном этапе прижатия краевой части заготовки штоки пружин 6 остаются неподвижными по отношению к цилиндрам пружин. И, наконец, при дальнейшем ходе ползуна пресса осуществляют вытяжку центральной части заготовки дном вниз, пуансоном 2 в полость матрицы 3, причем в процессе вытяжки штоки пружин 6 входят в цилиндры этих пружин, и пружины 6 обеспечивают необходимую силу прижатия краевой части заготовки между прижимом 4 и матрицей 3 без складкообразования и разрушения заготовки.
После вытяжки при ходе ползуна пресса вверх вместе с пуансоном 2 штоки пружин 6 выдвигаются из цилиндров этих пружин, смещают прижим 4 относительно пуансона и снимают полуфабрикат 7 с пуансона 2, вследствие чего полуфабрикат 7 остается в матрице 3, и как только прижим 4 отойдет от полуфабриката 7, последний выталкивается из матрицы 3 выталкивателем 8 штампа силой подушки пресса через толкатели 9. Далее полуфабрикат 7 отсоединяют от выталкивателя 8 отлипателями 10 и удаляют со штампа в первом частном случае по склизу 11, и в штамп загружают следующую заготовку, по второму частному случаю - полуфабрикат перемещают средствами механизации на следующую позицию многопозиционного штампа - автомата для получения готовой кузовной детали.
Способ компенсации дисбаланса
Тормозная система транспортного средства
Способ вихревого нарезания винтовых канавок
Способ регулировки привода регулятора давления тормозной системы транспортного средства
Кожух двигателя внутреннего сгорания транспортного средства
Выключатель зажигания
Узел кузова транспортного средства с защитным щитком
Устройство для обдува ветрового и боковых стекол салона транспортного средства
Механизм фиксации крышки на корпусе вещевого ящика панели приборов транспортного средства
Установка для размешивания
Способ изготовления сложной крупногабаритной цельноштампованной детали из листовой заготовки
Способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке (варианты)
Штамп-прибор для испытания листового материала на пружинение и предельные параметры при двухугловой гибке с прижимом краем образца (варианты)
Штамп для вытяжки сложной крупногабаритной детали на прессе двойного действия
Штамп для вытяжки кузовных деталей
Способ испытания и оценки штампуемости листового проката
Способ испытания и оценки эффективности технологических смазок
Штамп для вытяжки деталей сложной формы
Способ вытяжки сложной крупногабаритной детали (варианты)

