Результат интеллектуальной деятельности: СПОСОБ ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ ПРУТКОВЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и предназначено для производства осесимметричных прутковых изделий гидромеханическим прессованием.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ гидромеханического прессования прутковых изделий, заключающийся в выдавливании помещенной в контейнер осесимметричной прутковой заготовки через коническую матрицу воздействием на задний конец заготовки пуансоном с необходимым усилием (см. Известия вузов. Цветная металлургия, 2015, №5, с. 45). Данный способ принят за прототип.
Признаки прототипа, совпадающие с признаками заявляемого решения, - способ гидромеханического прессования прутковых изделий, заключающийся в выдавливании осесимметричной прутковой заготовки, помещенной в контейнер, через коническую матрицу воздействием на задний конец заготовки пуансоном усилием Р.
Недостатком известного способа, принятого за прототип, является то, что он не регламентирует соотношение длины заготовки с ее диаметром при заданном обжатии и технологических параметрах пластической деформации. Известно, что, воздействуя на заготовку осевым усилием, возможна потеря устойчивости заготовки, что вызовет нарушение симметрии деформации в матрице, нарушение прямолинейности изделия на выходе из матрицы, появление асимметричных остаточных напряжений в изделии, снижение качества по прямолинейности, необходимость правки изделий после прессования.
Задачей изобретения является определение предельных соотношений длины и диаметра заготовки из условий сохранения устойчивости заготовки при воздействии осевого усилия с учетом технологических параметров процесса пластического деформирования.
Поставленная задача была решена за счет того, что в известном способе гидромеханического прессования прутковых изделий, заключающемся в выдавливании осесимметричной прутковой заготовки, помещенной в контейнер, через коническую матрицу воздействием на задний конец заготовки пуансоном усилием Р, предельное соотношение длины  и диаметра заготовки d0 определяют из условия сохранения устойчивости заготовки по формуле:
и диаметра заготовки d0 определяют из условия сохранения устойчивости заготовки по формуле:

где Ε - модуль упругости материала заготовки, МПа;
σs - сопротивление деформации прессуемого материала, МПа;
 - вытяжка при прессовании;
- вытяжка при прессовании;
d0,d1 - диаметр заготовки и диаметр изделия после прессования соответственно, мм;
αм - угол наклона образующей матрицы к оси прессования, град;
ƒ - коэффициент трения в очаге деформации.
Признаки предлагаемого способа, отличительные от прототипа, - определение предельного соотношения длины и диаметра заготовки в зависимости от технологических параметров процесса пластического деформирования.
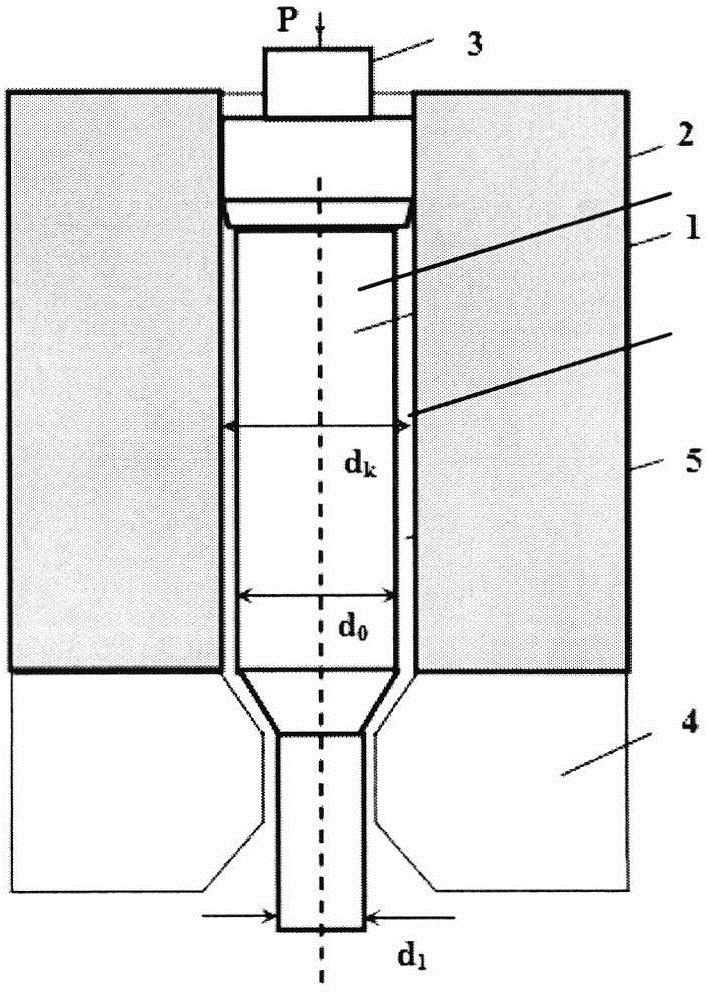
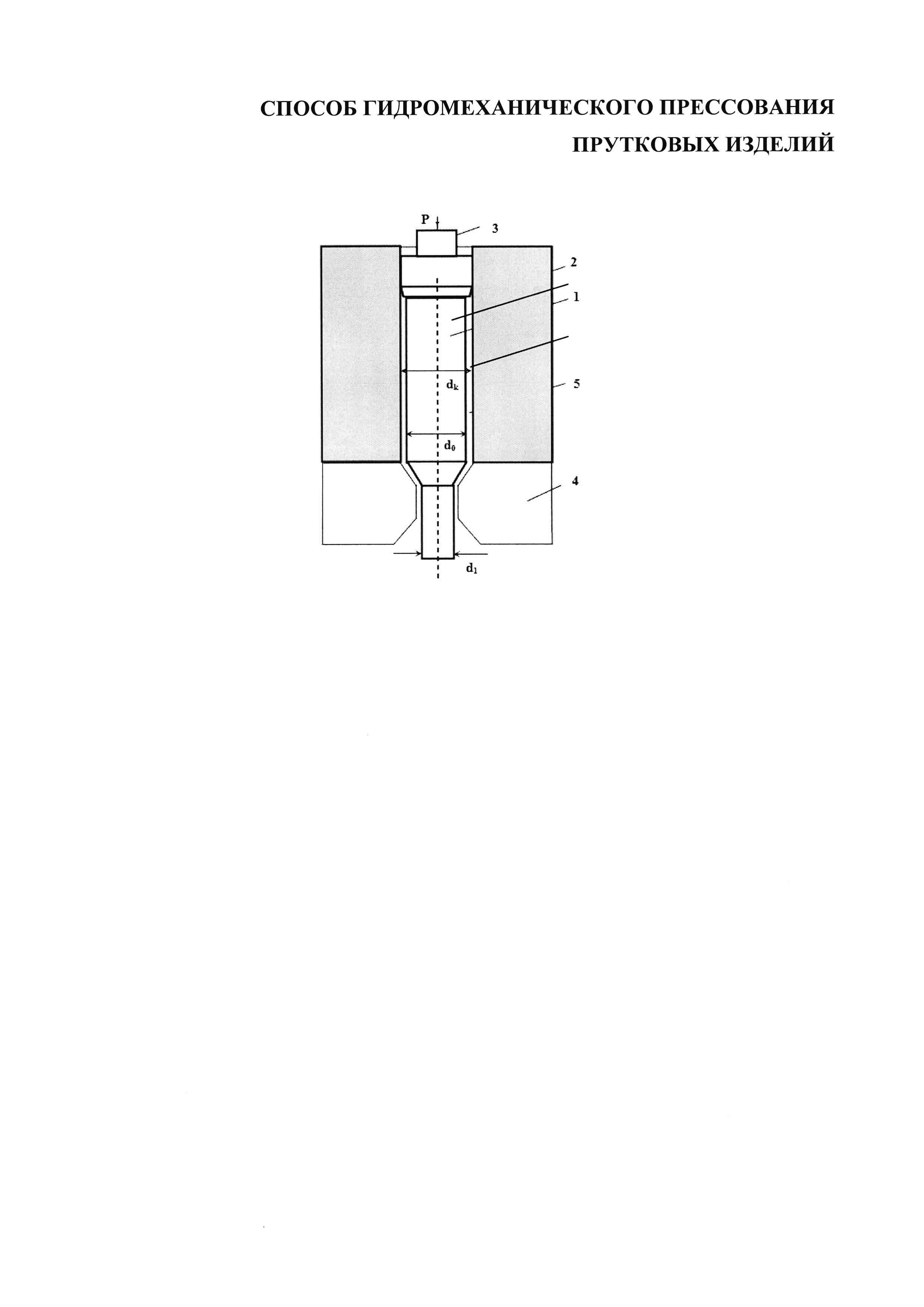
На чертеже приведена схема гидромеханического прессования.
Прутковую заготовку 1 с исходным диаметром d0 помещают в контейнер 2 диаметром dк и прессуют с помощью пуансона 3 через коническую матрицу 4 до диаметра d1 усилием Р. Зазор 5 между заготовкой 1 и контейнером 2 заполняют рабочей средой, выполняющей и роль смазки.
Основными параметрами, определяющими энергосиловые характеристики гидромеханического прессования, являются усилие прессования, коэффициенты вытяжки и трения в очаге деформации, угол наклона образующей матрицы к оси прессования, сопротивление деформации обрабатываемого материала.
Полное усилие прессования Ρ приводится при этом к среднему напряжению прессования σпр:

где  - площадь сечения исходной заготовки.
- площадь сечения исходной заготовки.
Основными составляющими напряжения прессования являются: напряжение, затрачиваемое на пластическую деформацию, и напряжение на преодоление сил трения в очаге деформирования в рабочем корпусе матрицы.
Напряжение, затрачиваемое на пластическую деформацию, определяется по формуле (см. Перлин И.Л., Райтбарг Л.Х. Теория прессования металлов. - М.: Металлургия. 1964. - 344 с.):

где σs - сопротивление деформации прессуемого материала;
ε - степень деформации при прессовании.
Средняя по сечению степень деформации в коническом инструменте определяется коэффициентом вытяжки и дополнительными деформациями сдвига на входе в конический инструмент и выходе из него (см. Колмогоров Г.Л. Гидродинамическая смазка при обработке металлов давлением. М.: Металлургия. 1986. - 168 с.):

где  - вытяжка при прессовании;
- вытяжка при прессовании;
αм - угол наклона образующей матрицы к оси прессования.
Для усредненного значения сопротивления деформации обрабатываемого материала напряжение пластического деформирования (3) с учетом (4) будет равно:

В свою очередь проекция результирующей силы трения на ось прессования для конической поверхности матрицы равна:

где τм - среднее касательное напряжение трения на контакте заготовка - матрица;
ƒ - коэффициент трения в очаге деформации;
Fм - площадь контактной поверхности конической части матрицы. Определив Fм из геометрических соотношений получим:

Составляющая напряжения от сил трения при этом равна:

В итоге среднее напряжение гидромеханического прессования с учетом соотношений (5) и (8) примет следующий вид:

Расчеты по формуле (9) свидетельствуют о том, что с увеличением вытяжки напряжение прессования возрастает. С увеличением угла αм напряжение прессования также возрастает. При увеличении вытяжки λ возникает опасность потери устойчивости заготовки под действием сжимающего усилия Р. Потеря устойчивости приведет к искривлению заготовки до поступления в матрицу, что вызовет нарушение симметрии деформации в матрице, нарушение прямолинейности изделия на выходе из матрицы, появление асимметричных остаточных напряжений в изделии, снижение качества изделия по прямолинейности.
Критическое усилие, приводящее к потере устойчивости, определяется формулой Эйлера (см. Биргер И.А., Мавлютев P.P. Сопротивление материалов. Учебное пособие. - Киев.: Наукова Думка. 1986):

где Ε - модуль упругости материала заготовки;
Υ - момент инерции сечения заготовки;
 - начальная длина заготовки. Для заготовки круглого поперечного сечения момент инерции равен:
- начальная длина заготовки. Для заготовки круглого поперечного сечения момент инерции равен:

что после подстановки в уравнение (10) даст критическое напряжение, соответствующее критическому напряжению, приводящее к потере устойчивости заготовки:

Из этого соотношения следует критическое соотношение размеров заготовки:

Потеря устойчивости заготовки в начальный момент гидромеханического прессования произойдет в случае достижения напряжения прессования σтр величины σкр.
После подстановки соотношения (9) в условие потери устойчивости (13) получим предельную относительную длину применяемой заготовки, превышение которой будет сопровождаться потерей устойчивости применяемой заготовки: 
При известных технологических параметрах гидромеханического прессования по формуле (1) определяется предельная относительная длина применяемой заготовки.
Пример конкретной реализации
Прессованию подвергли медную заготовку с d0=20 мм на диаметр d1=8,5 мм, коэффициент вытяжки при этом λ=5. Угол αм=20 град, ƒ=0,1 модуль упругости для меди Ε=1⋅105 МПа, σs=350 МПа.
По формуле (1) получили предельное значение  , что составило для d0=20 мм предельное
, что составило для d0=20 мм предельное  .
.
При использовании заготовки длиной 300 мм произошла потеря устойчивости заготовки, в результате которой на выходе из матрицы изделие имело криволинейную форму.






Способ волочения биметаллических прутковых и проволочных изделий
Способ производства триметаллических прутковых и проволочных изделий
Способ прессования заготовок
Способ прессования биметаллических заготовок
Способ волочения полиметаллических многослойных прутковых и проволочных изделий
Способ прессования триметаллических заготовок
Способ деформирования монометаллических прутковых и проволочных изделий
Способ производства многожильного сверхпроводящего провода на основе соединения nbsn
Способ многократного пластического деформирования осесимметричных прутковых и проволочных металлоизделий
Устройство для экструдирования композиции из полимера и графита
Способ волочения биметаллических прутковых и проволочных изделий
Способ производства триметаллических прутковых и проволочных изделий
Способ прессования заготовок
Способ прессования биметаллических заготовок
Способ волочения полиметаллических многослойных прутковых и проволочных изделий
Способ прессования триметаллических заготовок
Способ деформирования монометаллических прутковых и проволочных изделий
Способ производства многожильного сверхпроводящего провода на основе соединения nbsn
Способ многократного пластического деформирования осесимметричных прутковых и проволочных металлоизделий
Устройство для экструдирования композиции из полимера и графита

