Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА МНОГОЖИЛЬНОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА НА ОСНОВЕ СОЕДИНЕНИЯ NbSn
Вид РИД
Изобретение
Изобретение относится к области производства сверхпроводящих материалов и может быть использовано в электротехнической промышленности и других отраслях техники для изготовления сверхпроводящих магнитных систем различного назначения.
Известен способ получения многожильного сверхпроводящего провода на основе соединения Nb3Sn, включающий деформирование первичной композитной заготовки, содержащей наружную оболочку и осевой цилиндрический блок, герметизацию первичной композитной заготовки, обжатие, экструзию и последующую деформацию до получения прутка заданной формы и размера, резку прутка на мерные длины, формирование вторичной композитной заготовки путем сборки нарезанных прутков в наружную оболочку, герметизацию вторичной композитной заготовки, обжатие, экструзию и последующую деформацию до конечного размера провода. Обжатие композитной заготовки осуществляют путем запрессовки в контейнер перед экструзией, при этом суммарная площадь элементов композитной заготовки в ее поперечном сечении составляет 95-99% от площади поперечного сечения внутреннего пространства втулки контейнера, а заходная часть наружной оболочки композитной заготовки выполнена в виде переходной зоны, состоящей из цилиндрической части с наружным диаметром, меньшим внутреннего диаметра втулки контейнера, и конусной части, причем объем пустот внутри композитной заготовки составляет 1-17% от объема внутреннего пространства наружной оболочки (см. патент РФ №2285966 от 20.10.2006). Данный способ принят за прототип.
Признаки прототипа, совпадающие с признаками заявляемого решения - формирование первичной композитной заготовки, содержащей наружную оболочку и осевой цилиндрический блок; герметизация первичной композитной заготовки; обжатие первичной композитной заготовки; экструзия первичной композитной заготовки; последующая деформация до получения прутка заданной формы и размера; резка прутка на мерные длины; формирование вторичной композитной заготовки путем сборки нарезанных прутков в наружную оболочку; герметизация вторичной композитной заготовки; обжатие вторичной композитной заготовки; экструзия вторичной композитной заготовки; последующая деформация до конечного размера провода.
Недостатком известного способа является отсутствие конкретных рекомендаций по режимам деформации после экструзии как первичной, так и вторичной композитной заготовки. Эти стадии производства многожильного сверхпроводящего провода являются наиболее ответственными, поскольку на этих стадиях формируется заданная форма и размер сверхпроводниковой заготовки. Особую важность имеет эта стадия на этапе деформации вторичной композитной заготовки из-за необходимости получения сверхпроводниковой заготовки большой длины (до 30 км), при этом не допускается обрывности заготовки на всех переходах многократного деформирования.
Задачей изобретения является конкретизация режимов пластической деформации композитной заготовки, обеспечивающих безобрывную деформацию композитной заготовки до получения конечного размера сверхпроводящего провода.
Поставленная задача была решена за счет того, что в известном способе, включающем формирование первичной композитной заготовки, содержащей наружную оболочку и осевой цилиндрический блок, герметизацию первичной композитной заготовки, обжатие, экструзию и последующую деформацию до получения прутка заданной формы и размера, резку прутка на мерные длины, деформирование вторичной композитной заготовки путем сборки нарезанных прутков в наружную оболочку, герметизацию вторичной композитной заготовки, обжатие, экструзию и последующую деформацию до конечного размера провода, согласно изобретению деформацию после экструзии, первичной композитной заготовки и вторичной композитной заготовки осуществляют волочением, количество переходов при многократном волочении определяют по формуле:

где λΣ - суммарная вытяжка при деформации композитной сверхпроводниковой заготовки;
λср - средняя вытяжка за проход многократного волочения,
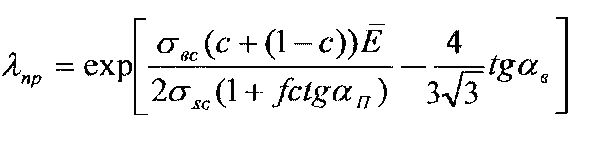
а предельное значение коэффициента вытяжки при деформации волочением определяют по формуле:

σвс- предел прочности сверхпроводящих волокон сердечника;
с - объемное содержание сверхпроводящих волокон в композитной заготовке;
σsc - сопротивление деформации материала сверхпроводящих волокон сердечника  ;
;
Eо - модуль упругости материала оболочки (медь);
Eс - модуль упругости материала сверхпроводящих волокон сердечника;
f - коэффициент трения в зоне деформации при волочении;
αв - угол наклона образующей рабочего канала волочильного инструмента;
αс - приведенный угол волоки.
Признаки заявляемого технического решения, отличительные от решения по прототипу, - деформацию после экструзии, первичной композитной заготовки и вторичной композитной заготовки осуществляют волочением; количество переходов при многократном волочении определяют по формуле (1); при деформации волочением предельное значение коэффициента вытяжки определяют по формуле (2).
Процесс волочения заключается в протягивании заготовки через конический канал волочильного инструмента (см. И.Л. Перлин, М.З. Ерманок. Теория волочения. - М.: Металлургия, 1971). Одной из величин, характеризующих меру пластической деформации при волочении за проход, является коэффициент вытяжки, определяемый по формуле для i-того прохода:

где Fi-1 -площадь сечения заготовки до прохода;
Fi - площадь сечения после прохода.
При многопереходном волочении определяется суммарная вытяжка:

где F0 - площадь заготовки после экструзии;
Fk - конечная площадь сечения протягиваемого изделия.
Суммарная вытяжка равна произведению разовых вытяжек по переходам многократного волочения:

При одинаковых вытяжках за проход многопереходного волочения имеем:

где n - количество переходов маршрутов многократного волочения.
Из соотношения (6) определяется количество переходов многократного волочения при изготовлении сверхпроводниковых изделий с начальной площадью F0 и конечной площадью Fk:

Из соотношения (7) следует, что с увеличением разовой вытяжки количество переходов уменьшается, что является более технологичным и экономичным. Однако с увеличением разовых вытяжек возрастает опасность обрыва переднего конца заготовки, к которому приложено усилие волочения. При этом большое значение имеет определение предельных вытяжек из условий сохранения прочности сверхпроводниковой заготовки при деформации волочением. Данный вопрос является особенно актуальным при производстве уникальных изделий, к которым относятся сверхпроводниковые композиционные длинномерные изделия (см. Шиков А.К., Никулин А.Д., Силаев Л.Г. и др. Разработка сверхпроводников для магнитной системы ИТЭР в России // Известия ВУЗов. Цветная металлургия. - 2003. - №1.- с. 36-43.).
Прочность сверхпроводниковой заготовки при волочении определяется напряжением волочения, которое определяется по формуле (см. Колмогоров Г.Л., Латышева Т.В., Филиппов В.Б. Об оптимальной геометрии волочильного инструмента. Известия ВУЗов. Черная металлургия, 2007, №4, с. 41-43).

где λ - вытяжка при волочении;
αв - угол наклона образующей рабочего конуса волочильного инструмента;
σs - сопротивление деформации протягиваемого материала;
ƒ - коэффициент трения в зоне деформации;
αП - приведенный угол конусности, учитывающий наличие калибрующего пояска волоки;
σ0 - напряжение противонатяжения.
При отсутствии принудительного противонатяжения (<т0=0) напряжение волочения равно:

Из геометрических соотношений при этом следует tgαП=0,65tgαв.
Сверхпроводниковая заготовка представляет собой биметаллическую конструкцию, состоящую из сердечника, сверхпроводникового материала, и оболочки из сверхчистой меди.
При этом сопротивление деформации сердечника и оболочки существенно различается. Сопротивление деформации сверхпроводниковой биметаллической заготовки определяется как средневзвешенное значение по сечению двухкомпонентной заготовки:

где с - объемное содержание сверхпроводящих волокон сердечника в композитной заготовке;
σsc - сопротивление деформации материала сердечника;
σs0 - сопротивление деформации материала оболочки.
Под действием напряжения волочения происходит одноосное растяжение сверхпроводниковой заготовки, при этом оболочка и сердечник подвергаются одинаковой по значению относительной деформации:

где E - эффективный модуль упругости сверхпроводниковой заготовки.
Эффективный модуль упругости также определяется по правилу смеси:

Где Eс и E0 - модули упругости материала сердечника и оболочки соответственно.
Относительная деформация (10) с учетом (11) будет равна:

Одинаковая по сечению заготовки относительная деформация растяжения вызовет появление растягивающих напряжений, определяемых также законом Гука различных для сердечника 
И оболочки

где
.
Условием прочности для волокон сердечника является:

где σвс - предел прочности материала волокон сердечника;
γ - коэффициент запаса прочности.
Соответственно для оболочки условие прочности имеет вид:

σв0 - предел прочности материала оболочки.
Коэффициент запаса рекомендуется принимать в пределах γ=1,35-2,0 (см. Перлин И.Л., Ерманок М.З. Теория волочения. - М: Металлургия, 1971). Коэффициент запаса зависит от геометрии волок, скорости волочения, пластических свойств компонентов сверхпроводниковой заготовки, условий смазки и технологических условий процесса волочения.
Учитывая необходимость обеспечения безобрывности при производстве длинномерных (до 30 км) сверхпроводниковых изделий, уникальность технологии их производства в качестве коэффициента запаса принимаем γ=2,0.
Соотношения (14) и (15) позволяют оценить напряжения в сверхпроводящих волокнах сердечника, поэтому определение предельных значений коэффициента вытяжки выполнено для сверхпроводящих волокон сердечника. Условие прочности (16) с учетом напряжения (9) дает предельные значения вытяжки за один переход: 
Пример конкретной реализации
Сверхпроводниковая заготовка после экструзии подвергалась волочению с диаметра 70 мм до конечного размера диаметром 0,70 мм. Для средней вытяжки λср=1,15 по формуле (7) получили количество переходов многократного волочения, равное 66. Для определения предельной вытяжки коэффициент трения в зоне деформации принимают равным 0,05, что соответствует коэффициенту трения медной оболочки при использовании твердосплавных волок, угол αв=8°. Получили предельное значение вытяжки для сверхпроводниковой заготовки, состоящей из медной оболочки и сверхпроводящего сердечника из материала Nb3Sn, равное 1,35.
Таким образом, для производства низкотемпературных сверхпроводников, протягиваемых по бронзовой технологии, предельной вытяжкой является λпр=1,35.
Способ производства многожильного сверхпроводящего провода на основе соединения NbSn, включающий формирование первичной композитной заготовки, содержащей наружную оболочку и осевой цилиндрический блок, герметизацию первичной композитной заготовки, обжатие, экструзию и последующую деформацию до получения прутка заданной формы и размера, резку прутка на мерные длины, формирование вторичной композитной заготовки путем сборки нарезанных прутков в наружную оболочку, герметизацию вторичной композитной заготовки, обжатие, экструзию и последующую деформацию до конечного размера провода, отличающийся тем, что деформацию после экструзии и первичной композитной заготовки, и вторичной композитной заготовки осуществляют волочением, количество переходов при многократном волочении определяют по формуле ,где λ - суммарная вытяжка при деформации композитной заготовки;λ - средняя вытяжка за проход многократного волочения,а предельное значение коэффициента вытяжки при деформации волочением определяют по формуле где σ - предел прочности сверхпроводящих волокон сердечника;с - объемное содержание сверхпроводящих волокон в композитной заготовке;σ - сопротивление деформации материала сверхпроводящих волокон сердечника ;E - модуль упругости материала оболочки;E - модуль упругости материала сверхпроводящих волокон сердечника;ƒ - коэффициент трения в зоне деформации при волочении;α - приведенный угол волоки;α - угол наклона образующей рабочего канала волочильного инструмента.
Цветное шлакокаменное литье и шихта для его получения
Трехфазный асинхронный электрический двигатель
Устройство катодной защиты погружного нефтенасоса
Способ получения вторичных целлюлозных волокон переработкой макулатуры из гофрокартона
Способ контроля состояния изоляции в трехфазной электрической сети
Способ волочения биметаллических прутковых и проволочных изделий
Способ получения цветного декоративного покрытия на камнелитом изделии
Способ оценки ударной вязкости высоковязких листовых конструкционных сталей
Способ оценки сопротивления коррозионной усталости сварных соединений
Устройство для мундштучного формования
Цветное шлакокаменное литье и шихта для его получения
Трехфазный асинхронный электрический двигатель
Устройство катодной защиты погружного нефтенасоса
Способ получения вторичных целлюлозных волокон переработкой макулатуры из гофрокартона
Способ контроля состояния изоляции в трехфазной электрической сети
Способ волочения биметаллических прутковых и проволочных изделий
Способ получения цветного декоративного покрытия на камнелитом изделии
Способ оценки ударной вязкости высоковязких листовых конструкционных сталей
Способ оценки сопротивления коррозионной усталости сварных соединений
Устройство для мундштучного формования

