Результат интеллектуальной деятельности: СПОСОБ ПРЕССОВАНИЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и предназначено для прессования биметаллической заготовки, состоящей из разнородных материалов.
Известно, что при производстве биметаллических прутков и проволоки на начальном этапе деформируют биметаллическую заготовку прессованием с последующим волочением биметаллической заготовки. При этом в процессе прессования формируются свойства биметаллических прутковых и проволочных изделий.
Известен способ обработки металлов прессованием, включающий помещение биметаллической заготовки в замкнутый контейнер и выдавливание заготовки через отверстие конической матрицы приложением усилия к заднему торцу прессуемой заготовки (см. Суворов И.К. Обработка металлов давлением: Учебник для вузов. - М.: Высш. школа, 1980, с. 289).
Недостатком известного способа, принятого за прототип, является то, что процесс прессования имеет повышенные усилия и энергоемкость, вследствие того, что известный способ не учитывает геометрические характеристики конической матрицы и технологические особенности процесса прессования. Данный способ принят в качестве прототипа.
Признаки прототипа, совпадающие с признаками заявляемого изобретения - помещение биметаллической заготовки в замкнутый контейнер и выдавливание заготовки через отверстие конической матрицы приложением усилия к заднему торцу прессуемой биметаллической заготовки.
Задачей изобретения является снижение усилия прессования и энергоемкости процесса прессования за счет оптимизации угла наклона образующей конического канала матрицы. Снижение усилия прессования обеспечит повышение единичных обжатий, стойкости технологического инструмента и качества поверхности прессуемых изделий.
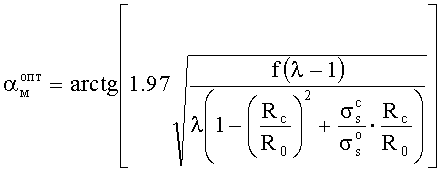
Поставленная задача была решена за счет того, что в известном способе прессования биметаллических заготовок, включающем помещение биметаллической заготовки в замкнутый контейнер и выдавливание заготовки через отверстие конической матрицы приложением усилия к заднему торцу прессуемой биметаллической заготовки, используют матрицу, угол наклона образующей конического канала к оси прессования которой рассчитывают по формуле:

где f - коэффициент трения в зоне деформации;
λ= - вытяжка при прессовании;
- вытяжка при прессовании;
R0 и R1 - внешний радиус биметаллической заготовки до и после деформации соответственно;
Rc - радиус сердечника;
 - сопротивление деформации металла сердечника;
- сопротивление деформации металла сердечника;
 - сопротивление деформации металла оболочки.
- сопротивление деформации металла оболочки.
Признаки предлагаемого способа, отличительные от прототипа, - использование матрицы, угол наклона образующей конического канала к оси прессования которой определяется вышеприведенной математической зависимостью (1).
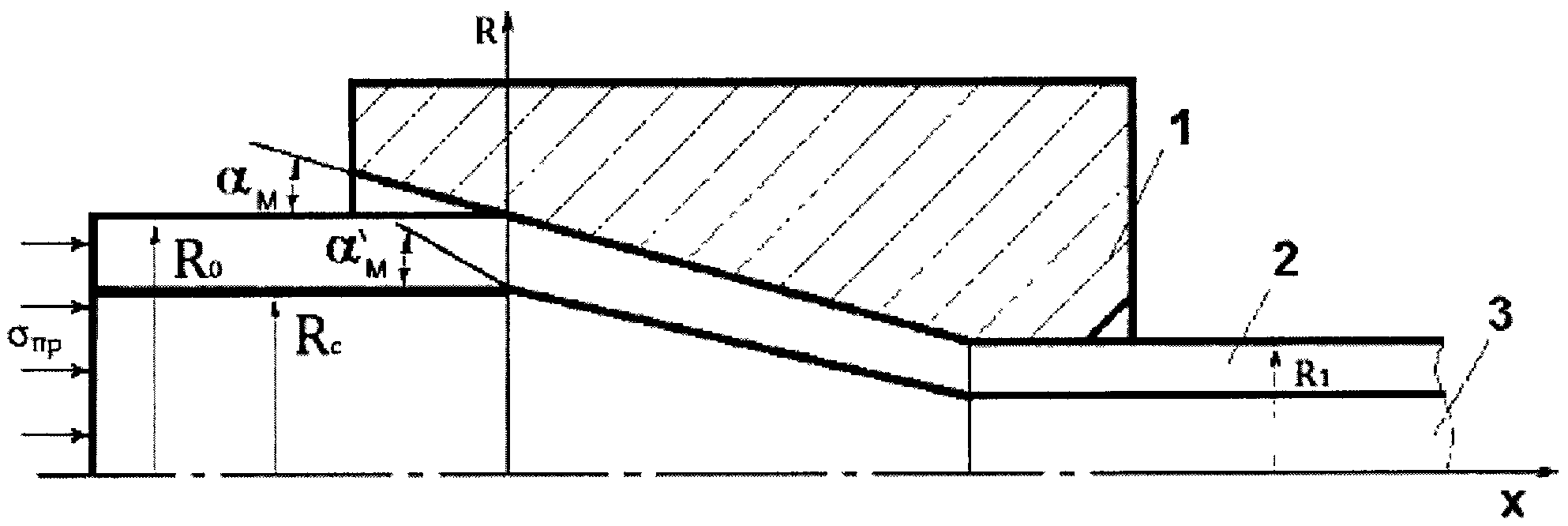
Способ поясняется чертежом, на котором приведена схема деформации прессованием биметаллической заготовки, состоящей из сердечника и оболочки. На чертеже показаны: 1 - матрица; 2 - оболочка; 3 - сердечник.
При прессовании биметаллической заготовки коэффициент вытяжки является одним и тем же и для сердечника, и для оболочки. Пластическая деформация в процессах обработки металлов давлением характеризуется степенью деформации. Для центральной части (сердечника) степень деформации равна [Колмогоров Г.Л. Гидродинамическая смазка при обработке металлов давлением. - М.: Металлургия, 1986, 168 с]:

где  - угол наклона образующей сердечника к оси прессования;
- угол наклона образующей сердечника к оси прессования;
λ - вытяжка.
Из геометрических соотношений (см. чертеж) следует:

где Rc - радиус сердечника;
R0 - наружный радиус заготовки.
С учетом соотношения (3) степень деформации сердечника равна:

Для усредненного значения сопротивления деформации сердечника составляющая напряжения, связанная с пластической деформацией сердечника, с учетом соотношения (4) составит:

Напряжению (5) соответствует доля полного усилия прессования центральной части (сердечника) биметаллической заготовки [Перлин И.Л., Райтбарг Л.Х. Теория прессования металлов. - М.: Металлургия. 1975, 448 с.]:

где Fc - площадь сердечника на входе в очаг деформации. После подстановки из соотношения (5) получим:

Аналогичный расчет выполнен для наружной части (оболочки) биметаллической заготовки.
Напряжение прессования оболочки для усредненного значения степени деформации (4) составит:
где  - значение сопротивления деформации материала оболочки.
- значение сопротивления деформации материала оболочки.
Соответственно доля общего усилия прессования, пошедшего на деформацию оболочки, равна:

При пластической деформации биметаллической заготовки в общее усилие прессования входит составляющая, учитывающая действие сил трения в очаге деформации. Результирующая сил трения при этом равна:

где Fk - площадь контакта биметаллической заготовки и рабочей поверхности матрицы, которая представляет собой боковую поверхность усеченного конуса.
Из геометрических соотношений следует:

где R1 - наружный радиус биметаллической заготовки на выходе из очага деформации.
С учетом соотношения (11) составляющая, связанная с преодолением сил трения в очаге деформации, равна:

В общее напряжение прессования вклад от преодоления сил трения в очаге деформации составит:

Оптимальный угол наклона образующей матрицы к оси прессования определяется из условия минимума полного напряжения прессования. При этом αм зависит лишь от  поэтому условие минимума усилия
поэтому условие минимума усилия
прессования определим из условия:

Суммарное напряжение прессования, включающее величины, зависящие от αм, равно:

Подстановки соотношений (5), (8), (13) в (14) дифференцирования по tgαM, преобразований и упрощений получим:
где f - коэффициент трения в зоне деформации;
 - вытяжка при прессовании;
- вытяжка при прессовании;
R0 и R1 - внешний радиус биметаллической заготовки до и после деформации соответственно;
Rc - радиус сердечника;
 - сопротивление деформации металла сердечника;
- сопротивление деформации металла сердечника;
- сопротивление деформации металла оболочки.
Пример конкретной реализации.
Прессовали сборную биметаллическую заготовку, состоящую из ниобиевого сердечника и медной оболочки, соотношение  составляло 0,5 с вытяжкой λ=10, при этом
составляло 0,5 с вытяжкой λ=10, при этом  =1,5. Для прессования применили стандартную матрицу с αм=40°. Для приведенного сопротивления деформации напряжение прессования составило 359,03 МПа.
=1,5. Для прессования применили стандартную матрицу с αм=40°. Для приведенного сопротивления деформации напряжение прессования составило 359,03 МПа.
В соответствии с формулой (1) оптимальным углом наклона образующей конического канала матрицы оказался угол равный 30,4°, которому соответствует напряжение прессования σпр=340,7 МПа.
Таким образом, оптимизация угла наклона образующей конического канала матрицы привела к снижению напряжения прессования на 18,3 МПа, что составляет 5,1%.
Предлагаемый способ прессования биметаллических заготовок позволяет выбрать оптимальный угол наклона образующей конического канала матрицы к оси прессования. В результате обеспечивается минимальное значение усилия прессования, минимальная энергоемкость процесса прессования. При снижении усилия прессования появляется возможность повышения обжатий при прессовании, применения менее энергоемкого технологического оборудования. При этом повышается износостойкость матриц и качество поверхности прессуемых изделий.
Способ прессования биметаллических прутков и проволоки, включающий помещение биметаллической заготовки, состоящей из сердечника и оболочки, в замкнутый контейнер и выдавливание заготовки через канал конической матрицы с приложением усилия к заднему торцу прессуемой биметаллической заготовки, отличающийся тем, что используют матрицу, угол наклона образующей конического канала к оси прессования которой рассчитывают по формуле: ,где f - коэффициент трения в зоне деформации; - вытяжка при прессовании;R и R - внешний радиус биметаллической заготовки до и после деформации соответственно;R - радиус сердечника заготовки; - сопротивление деформации металла сердечника; - сопротивление деформации металла оболочки.
Цветное шлакокаменное литье и шихта для его получения
Трехфазный асинхронный электрический двигатель
Устройство катодной защиты погружного нефтенасоса
Способ получения вторичных целлюлозных волокон переработкой макулатуры из гофрокартона
Способ контроля состояния изоляции в трехфазной электрической сети
Способ волочения биметаллических прутковых и проволочных изделий
Способ получения цветного декоративного покрытия на камнелитом изделии
Способ оценки ударной вязкости высоковязких листовых конструкционных сталей
Способ оценки сопротивления коррозионной усталости сварных соединений
Устройство для мундштучного формования
Цветное шлакокаменное литье и шихта для его получения
Трехфазный асинхронный электрический двигатель
Устройство катодной защиты погружного нефтенасоса
Способ получения вторичных целлюлозных волокон переработкой макулатуры из гофрокартона
Способ контроля состояния изоляции в трехфазной электрической сети
Способ волочения биметаллических прутковых и проволочных изделий
Способ получения цветного декоративного покрытия на камнелитом изделии
Способ оценки ударной вязкости высоковязких листовых конструкционных сталей
Способ оценки сопротивления коррозионной усталости сварных соединений
Устройство для мундштучного формования

