Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГРУППОВЫХ УПАКОВОК
Вид РИД
Изобретение
Изобретение относится к способу в соответствии с ограничительной частью пункта 1 формулы изобретения, а также к устройству в соответствии с ограничительной частью пункта 7 формулы изобретения для изготовления групповых упаковок из емкостей, соответственно объединенных в одну группу.
Способ такого рода известен из публикации DE 10 2012100810 А1. Изготовление групповых упаковок производят с помощью известного устройства таким образом, что подлежащие объединению в одну групповую упаковку емкости на двух участках обработки устройства оснащают на их блоковых поверхностях или поверхностях оболочки наносимыми самоклеющимися наклейками или контактным клеем. Обработанные таким образом емкости затем направляют далее с обоих участков обработки на один общий участок транспортировки, и они образуют там двухрядный поток емкостей. Из него посредством отделения формируют группы контейнеров, из которых каждая в два ориентированных в направлении транспортировки ряда содержит количество емкостей, которое необходимо для соответственно подлежащей изготовлению групповой упаковке. За счет сведения емкостей каждой группы емкостей, то есть за счет уплотнения групп емкостей происходит прижимание друг к другу оснащенным нанесенным клеем емкостей и при этом их объединение лишь за счет склеивания между собой с приведением к виду соответствующей групповой упаковки.
Задачей изобретения является улучшение этого известного устройства в отношении формирования групп емкостей и уплотнения групп емкостей к виду групповой упаковки. Для решения этой задачи выполняют способ в соответствии с пунктом 1 формулы изобретения. Устройство является предметом пункта 7 формулы изобретения.
Под «контактным клеем» в смысле изобретения следует понимать клей, который является самоклеющимся и за счет прижатия образует клеевое соединение и который называют также контактным клеем.
Усовершенствования, преимущества и возможности применения изобретения вытекают также из последующего описания примеров исполнения и из фигур. При этом все описанные и/или графически изображенные признаки являются по себе или в любой комбинации в основном предметом изобретения, независимо от их обобщения в пунктах формулы изобретения или ссылки на них. Также и содержание пунктов формулы изобретения является составной частью описания.
Выражение «в основном» или «приблизительно» означает в смысле изобретения отклонения от соответственно точной величины на +/-10%, предпочтительно на +/- 5% и/или отклонения в виде изменений, не являющихся существенными для функции.
В последующем изобретение поясняют более подробно на основании фигур на основании одного примера исполнения. Фигуры показывают:
фиг. 1 показывает в схематическом перспективном изображении изготовление групповой упаковки из нескольких емкостей в виде бутылок посредством непосредственного соединения емкостей с помощью нанесенного контактного клея;
фиг. 2 показывает в схематическом изображении и на виде сверху устройство для изготовления групповой упаковки;
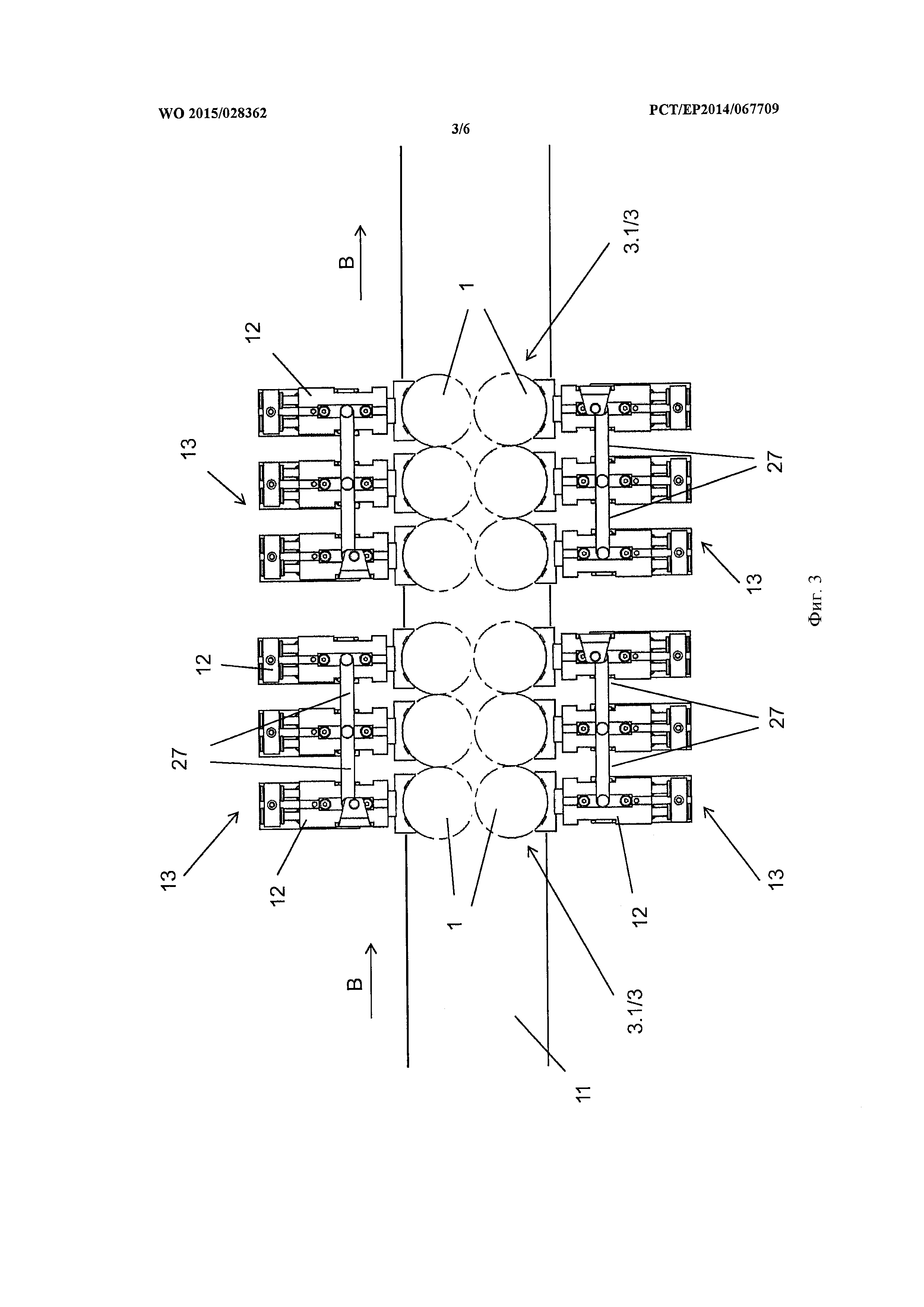
фиг. 3 показывает на виде сверху несколько прижимных головок устройства по фиг. 2, которые перемещаются вместе с емкостями вдоль участка транспортировки;
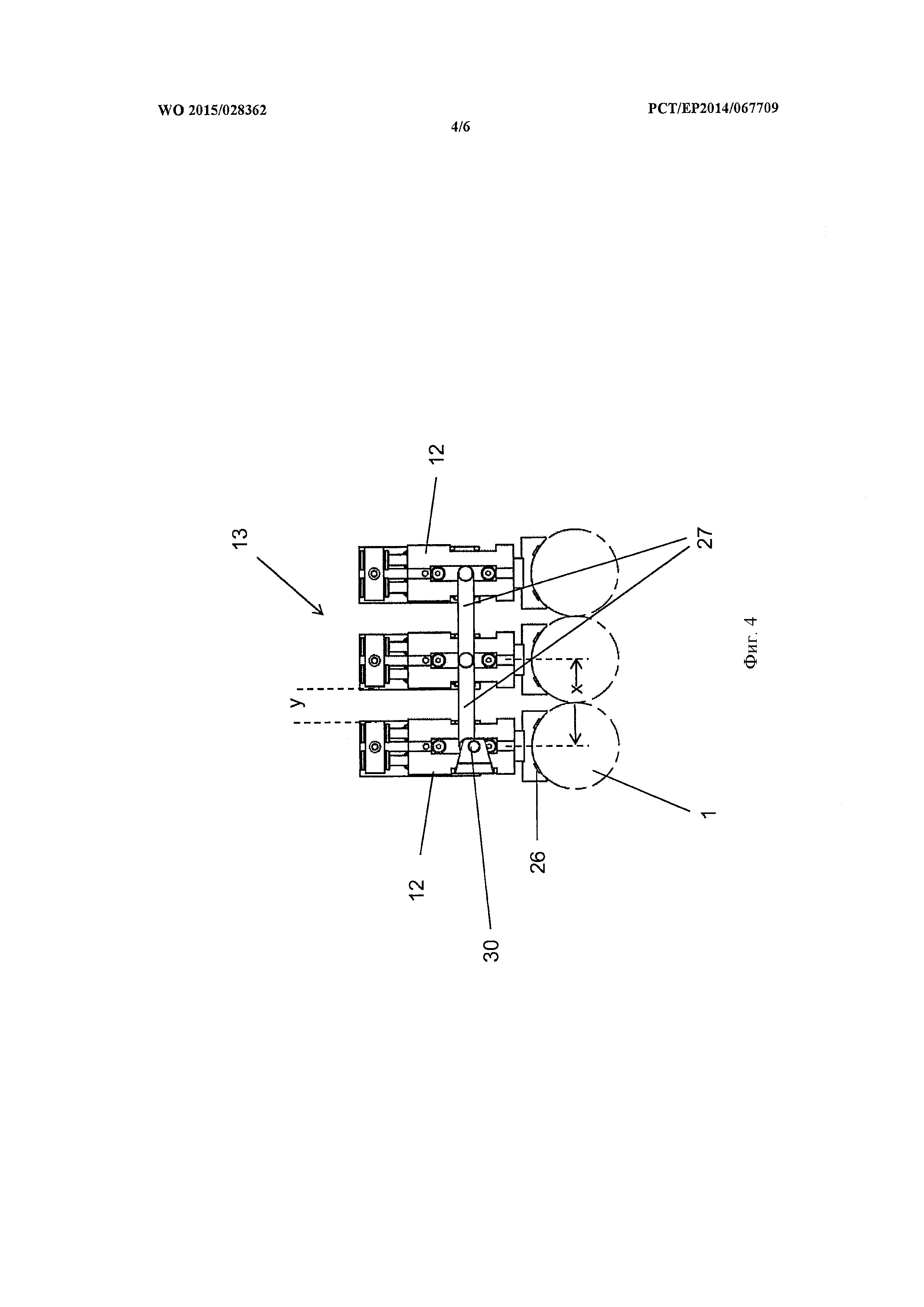
фиг. 4-6 показывают на виде сверху группу из в общей сложности трех прижимных головок, на виде сбоку перпендикулярно направлению транспортировки емкостей, а также перпендикулярно направлению движения прижимных головок в повернутом на 90° относительно фиг. 5 виде сбоку.
На фигурах емкости выполнены в виде бутылок и при этом специально в виде бутылок, изготовленных из материала PET (полиэтилентерефталат) путем формования выдуванием. Емкости 1 заполнены жидким заполнителем и закрыты. Несколько, то есть согласно изображенной форме исполнения в общей сложности шесть емкостей 1, образуют одну группу 3.1 емкостей, в которой емкости 1 при изображенной форме исполнения сведены в два ряда с тремя емкостями 1 в каждом и, прилегая друг другу в области слоя 2 контактного клея непосредственно, то есть без дополнительной упаковки, соединены в соответствующую групповую упаковку 3. Слои 2 клея нанесены на соприкасающиеся в уплотненной группе 3.1 емкостей поверхности оболочек емкостей 1. Для изготовления групповой упаковки 3 из емкостей 1 служит обозначенное в целом на фиг.2 ссылочным обозначением 4 устройство, к входу 4.1 емкостей которого емкости 1 подводят вертикально расположенными, то есть ориентированными вертикально своими осями емкостей в качестве потока емкостей в несколько рядов, то есть при изображенной форме исполнения в два ряда или потоками 5.1 и 5.2 емкостей, в которых емкости 1 в направлении А транспортировки предпочтительно соответственно плотно прилегают друг к другу. Емкости 1 потока 5.1 емкостей подводят к участку 6.1 обработки, а емкости 1 потока 5.2 емкостей подводят к участку 6. 2 обработки. На участках 6.1 и 6.2 производят правильное по позиции нанесение наложения 2 клея на емкости 1. В случае изображенной формы исполнения участки 6.1 и 6.2 являются идентичными, однако, выполнены зеркально-симметрично относительно вертикальной средней плоскости и содержат среди прочего транспортирующую звездочку 7, обрабатывающую звездочку 8 и выпускную звездочку 9, которые соответственно приводят в действие с вращением вокруг вертикальной оси и которые оснащены большим количеством приемных гнезд для емкостей на периметре звездочки. На обрабатывающей звездочке 8 приемные гнезда для емкостей выполнены таким образом, что с их помощью соответствующая емкость 1 может управляемо поворачиваться или откидываться с целью нанесения слоя 2 клея на поверхность оболочки емкости 1в правильной позиции. Последнее осуществляют с помощью головок 10 нанесения, которые предусмотрены на обрабатывающих звездочках 8 с возможностью движения вместе с ними. Если для соединения емкостей к виду соответствующей групповой упаковки 3 необходимо нанесение на емкость 1 нескольких слоев 2 клея, то в этом случае, например, в направлении вращения обрабатывающей звездочки 8 предусмотрено несколько поочередно следующих головок 10 нанесения. С помощью соответствующих транспортирующих звездочек 9 оснащенные слоями 2 клея емкости 1 передают далее на участок 11 транспортировки, на котором емкости 1 опять же в два ряда перемещают далее в направлении В транспортировки, которое в случае показанной формы исполнения совпадает с направлением А. В случае изображенной формы исполнения емкости 1 участка 5.1 обработки образуют один ряд, а емкости 1 участка 5.1 обработки образуют другой ряд на участке 11 транспортировки. На этом участке из проходящих в два ряда, движущихся в направлении В транспортировки потока емкостей сначала формируют соответственно группы 3.1 емкостей, которые соответствуют подлежащим изготовлению групповым упаковкам 3 и при изображенной форме исполнения содержат в целом соответственно шесть емкостей 1, а именно соответственно три емкости 1 в двух проходящих в направлении В транспортировки рядах. Группы 3.1 емкостей расположены в направлении В транспортировки на расстоянии друг от друга. Каждую группу 3.1 емкостей уплотняют на участке И транспортировки во время их транспортировки, то есть емкости 1 каждой группы 3.1 емкостей прижимают друг к другу поперечно направлению В транспортировки и также в направлении В транспортировки, так что соединение емкостей 1 каждой группы 3.1 емкостей к виду групповой упаковки производят требуемым образом с помощью слоя 2 клея.
Для образования групп 3.1 емкостей, для уплотнения групп 3.1 емкостей и для изготовления групповой упаковки предусмотрено большое количество прижимных головок 12, из которых в соответствии с количеством емкостей 1 в рядах групповых упаковок соответственно три прижимных головки 12 объединяют в один прижимной узел 13. Прижимные узлы 13, которые предусмотрены по обеим сторонам участка 11 транспортировки, при эксплуатации устройства 4 описанным в последующем более подробно образом перемещают по закрытым и проходящим сбоку от участка 11 транспортировки траекториям 14.1 и 14.2 движения или циркуляции, а именно также проходящим на параллельных участку 11 транспортировки или к направлению В транспортировки и соответственно вдоль одной стороны участка 11 транспортировки частичных длинах 14.1.1 или 14.12.1 траекторий 14.1 и 14.2 циркуляции, и именно там в направлении В транспортировки таким образом, что соответственно напротив одного прижимного узла 13, который перемещают на частичной длине 14.1.1 на одной стороне участка 11 транспортировки, перпендикулярно направлению В транспортировки непосредственно расположен прижимной узел 13, который перемещают на частичной длине 14.2.1 на другой стороне участка 11 транспортировки, как это показано на фиг. 3. Предусмотренные таким образом попарно по обеим сторонам участка 11 транспортировки прижимные узлы 13 перемещаются синхронно и с одинаковой скоростью.
Как показывают фиг. 4-6, прижимные головки 12 и др. состоят соответственно из опоры или салазок 15, которые направляют с помощью предусмотренных на нижней стороне направляющих роликов по направляющей шине 17, прохождение которой соответствует соответствующим закрытым траекториям 14.1 или 14.2 циркуляции. На верхней стороне салазок 15 предусмотрен элемент 19 головки с возможностью управляемого перемещения с горизонтальной или в основном горизонтальной ориентацией перпендикулярно направлению В транспортировки, а именно для поперечной подачи и движения прижима (двойная стрелка С на фиг. 6). Элемент 19 головки, отстоящий, обращенной к участку 11 транспортировки стороной прижимной головки 12 или салазок 15, содержит в случае изображенной формы исполнения два согласованных с диаметром емкости 1 приемных гнезда 20, которые расположены на расстоянии друг от друга в вертикальном направлении и которые принимают соответствующую емкость 1 на части ее периметра, то есть при изображенной форме исполнения, на части менее чем половины периметра, а именно в верхней и нижней областях. Для поперечной подачи и движения прижима в соответствии с двойной стрелкой С на обращенной от приемного гнезда 20 задней стороне имеющего форму планки элемента 19 головки расположенные параллельные друг другу и находящиеся на расстоянии друг от друга две направляющих штанги 21 с соответственно одним концом, которые направляют в соответствующих направляющих 22 на салазках 15. Соответствующий элемент 19 головки вместе со своими приемными гнездами 20 емкостей и направляющими штангами образует со своими приемными гнездами 20 емкостей форматирующую деталь 18, которая при переоборудовании устройства 4 на емкости 1 с другим диаметром емкости и/или с другой формой емкости может быть без проблем заменена на всех прижимных головках 12.
Для управляемого движения поперечной подачи и прижима (двойная стрелка С) каждый элемент 12 головки оснащен выступающей вниз направляющей цапфой 23 или 24, которая по меньшей мере при движении прижимных головок 12 или прижимных узлов 13 вдоль частичных длин 14.1.1 и 14.2.1 входит с зацеплением в расположенный там контррельс 25. Прохождение каждого контррельса 25 выбрано таким образом, что элементы 19 головок перед передачей емкостей 1 от транспортирующей звездочки 9 к участку 11 транспортировки расположены сначала вне этого участка транспортировки или траектории движения емкостей 1, затем еще во время передачи или после передачи и при дальнейшем движении вдоль частичной длины 14.1.1 или 14.2.1 или участка 11 транспортировки происходит нарастающее движение к емкостям 1, так что в конечном итоге все образующие соответствующую группу 3.1 емкости группируют и прижимают друг к другу между обоими прижимными узлами 13, расположенными напротив друг друга по обеим сторонам участка транспортировки 11 или их прижимными головками 12 или элементами 19 головок.
Если емкости 1 по меньшей мере в определенных пределах могут упруго деформироваться, как это происходит в случае емкостей 1 из полимерного материала, то при прижимании емкостей 1 к прижимным головкам 13, расположенным напротив друг друга на участке 11 транспортировки, происходит легкая деформация емкостей 1 таким образом, что за счет этого достигают также взаимного сжатия емкостей, прилегающих друг к другу в направлении транспортировки в соответствующей группе 3.1 емкостей и достигают надежного клеевого соединения емкостей 1 также в направлении В транспортировки. В основном также существует возможность такого расположения направляющих 22 по меньшей мере на обеих расположенных снаружи прижимных головках 12 каждого прижимного узла 13, что движение поперечной подачи и прижима (двойная стрелка С) этих прижимных головок содержит также составляющую движения также в направлении В транспортировки или против движения В транспортировки.
В конце служащей для уплотнения групп 3.1 емкостей частичной длины участка 11 транспортировки направляющий контррельс 25 проходит, в свою очередь, таким образом, что расстояние между этим направляющим контррельсом и участком 11 транспортировки возрастает и за счет этого емкости могут быть деблокированы элементами 19 головок.
Для формирования групп 3.1 емкостей подводимые емкости 1, таким образом, непрерывно и предпочтительно еще в области обоих транспортирующих звездочек 9 принимают соответственно прижимной головкой 12 или элементом 19 головки и транспортируют с соответствующей прижимной головкой 12 или соответствующим прижимным узлом 13 в направлении В транспортировки. Скорость транспортировки прижимных узлов 13 при этом предпочтительно незначительно выше скорости транспортировки, с которой производят подвод емкостей 1 к участку 11 транспортировки, в результате чего затем возникают расположенные на расстоянии друг от друга в направлении В транспортировки группы 3.1 емкостей. Для уплотнения групп 3.1 емкостей на обеих сторонах участка 11 транспортировки расположены соответственно два прижимных узла 13 напротив друг друга. Одновременно прижимные головки 12 этих прижимных узлов 13 расположены лежащими попарно и перпендикулярно друг другу в горизонтальном направлении оси относительно направления В транспортировки.
Во избежание нежелательного поворачивания емкостей 1 при уплотнении соответствующей группы 3.1 емкости, приемные гнезда 20 емкостей оснащены на своих поверхностях прилегания емкостей фрикционным покрытием 26, которое создает повышенное трение между соответствующей емкостью 1 и приемным гнездом 20 емкости.
Как уже упоминалось, соответственно три прижимные головки 12 объединяют в один прижимной узел 13, а именно в случае изображенной формы исполнения механически за счет того, что образующие соответствующий прижимной узел 13 прижимные головки 12 при помощи двух соединительных штанг или пластин соединены на своей верхней стороне шарниром друг с другом таким образом, что осевое расстояние прижимных головок 12 или их приемных гнезд 20 соответствуют диаметру емкости 1. Кроме того, расположенные по соседству друг с другом прижимные головки 12 или их салазки 15 расположены на расстоянии друг от друга (расстояние у по фиг. 3), чтобы таким образом обеспечить проходимость по кривым прижимных узлов 13 в областях изменения направления траекторий 14.1 и 14.2 циркуляции.
Движение прижимных узлов 13 происходит по меньшей мере на частичных длинах 14.1.1 и 14.2.1, а также на частичных длинах 14.1.2 и 14.2.2, на которых прижимные узлы 13 отводят назад к переходным областям между соответствующей транспортирующей звездочкой 9 и участком 11 транспортировки, механически, например, с помощью приводимой во вращение цепи 28 (тяговая цепь), которая содержит тяговые звенья 29 с интервалом, соответствующим интервалу между прижимными узлами 13. Для дальнейшей транспортировки каждого прижимного узла 13 имеющая соответственно наибольшую длину, выступающая вниз через направляющий контррельс 25 направляющая цапфа 23, которая в случае изображенной формы исполнения предусмотрена на последующей в отношении направления В транспортировки прижимной головке 12 каждого прижимного узла, захватывают тяговым звеном 29.
На верхней стороне прижимная головка 12 каждого прижимного узла 13, а именно при изображенной форме исполнения вновь последующая относительно направления В транспортировки прижимная головка 12 каждого прижимного узла 13 оснащена следующей, выступающей вверх направляющей цапфой 30, которая на соответствующем участке изменения направления траектории 14.1 или 14.2 циркуляции входит в зацепление с зубчатым венцом зубчатого колеса 31. Его приводят во вращение вокруг вертикальной оси, так что на соответствующем участке изменения направления движения прижимные узлы 13 продолжают двигаться дальше с помощью расположенного там зубчатого колеса 31, в то время как цепи 28 проходят на соответствующих участках изменения направления движения таким образом, что направляющие цапфы 23 соответственно не находятся там в зацеплении с тяговыми звеньями 29. За счет этого достигают безупречного движения прижимных узлов 13 в областях изменения направления траекторий 14.1 или 14.2 циркуляции, а также, в частности, безупречного входа прижимных узлов в область участка 11 транспортировки на транспортирующих звездочках 9 и синхронно с движением этим транспортирующих звездочек.
Для достижения уплотнения соответствующей группы 3.1 емкостей также в направлении В транспортировки возможны также другие меры. Например, для этого вместо соединительных штанг 27 могут быть предусмотрены гидравлические или пневматические цилиндры. Кроме того, возможна также кинематика, которая при движении поперечной подачи и движении прижима (двойная стрелка С) элементов 19 головки одновременно обуславливает уменьшение расстояния у между прижимными головками 12 соответствующего прижимного узла 13. Прижим емкостей 1 в направлении В транспортировки или против этого направления транспортировки при уплотнении соответствующей группы 3.1 емкостей может быть достигнут, далее, за счет того, что осевое расстояние х, на которое приемные гнезда 20 емкостей удалены друг от друга, несколько меньше диаметра емкости 1.
Не изображен, однако, альтернативно предпочтительный непосредственный прием емкостей из обрабатывающей звездочки 8 через траекторию 14 циркуляции или из расположенных там прижимных устройств 13, в комбинации с прочими названными выше элементами и функциями, причем транспортирующая звездочка 9 полностью отсутствует. Для этого, как и в предшествующих формах исполнения, целесообразно наличие пригодного парапета на кривых и сопряженного парапета вплоть до места поперечного приближения к расположенному напротив потоку емкостей, в частности парапета на кривых или сопряженного парапета, который предотвращает скатывание емкостей, в то время как он содержит, например, большое количество роликов или выполнен в виде бесконечной вращающейся ленты.
Ранее исходили из того, что для движения прижимных узлов 13 предусмотрен механический привод, а именно в виде двух цепей 28, а также зубчатых колес 31. При следующей форме исполнения изобретения прижимные головки 12 или, однако, по меньшей мере одна прижимная головка 12 каждого прижимного блока 13 являются составной частью или вращающимся элементом (ротором) электрического линейного двигателя. Тем самым, в частотности, достигается возможность также индивидуального управления отдельными прижимными узлами 13, специально возможно также уменьшение необходимого количества прижимных узлов 13, а именно за счет того, что на относящихся к прижимным узлам 13 частичных длинах 14.1.2 и 14.2.2 можно уменьшить количество прижимных элементов 13, присутствующих там в каждый момент времени.
В этом случае при исполнении всех прижимных головок 12 в качестве составной части электрического линейного привода более нет необходимости в механическом соединении прижимных головок 12 к виду прижимного узла 13, более того, за счет соответствующего управления осуществляют «виртуальное» соединение нескольких прижимных головок 12 к виду соответствующего прижимного узла 13, которому прижимные головки 12 приданы, например, лишь до уплотнения групп 3.1 емкостей или до изготовления групповой упаковки 3, в то время как при следующем прохождении прижимные головки 12 объединяют к виду прижимных узлов 13 полностью иным образом. В результате этого достигают дальнейшей гибкости в отношении использования прижимных головок 12 и уменьшают за счет этого необходимое в устройстве 4 количество этих головок.
При исполнении прижимных головок 12 в качестве части (ротора) линейного привода прижимные головки выполнены предпочтительно соответственно с приводной обмоткой, в то время как вдоль участков 14.1 и 14.2 циркуляции образованы изменяющие поочередно свою полярность магнитные поля, например, с помощью постоянных магнитов или соответствующих обмоток магнитов.
При исполнении прижимных головок 12 в качестве части линейного привода уплотнение соответствующей группы 3.1 емкостей в направлении В транспортировки и против этого направления транспортировки может быть достигнуто также посредством соответствующего управления прижимными головками 12 в направлении В транспортировки и/или против этого направления транспортировки.
Для всех исполнений общим является то, что предусмотренные на прижимных головках 12 элементы 19 головок могут быть быстро и без проблем заменены для смены формата,
что с помощью прижимных головок 12 для уплотнения групп 3.1 емкостей и соединения емкостей 1 между собой действуют направленные радиально на емкости 1 силы, так что происходит прижим друг к другу расположенных напротив друг друга емкостей 1,
что прижимные головки 12 с помощью соответствующих средств прикладывают направленную на емкости 1 силу таким образом, что происходит прижим друг к другу соседних емкостей, которые принимают между двумя расположенными напротив друг друга прижимными узлами 13.
Перечень ссылочных обозначений
|
Устройство для нанесения многократной печати на тару
Устройство с разбрызгивающими соплами, моечная машина, а также разбрызгивающее сопло
Способ и бракеражное устройство для контроля сосудов бутылок
Моечная машина для бутылок или подобных сосудов
Способ мойки внутренних частей моечной машины для бутылок или сосудов, а также моечная машина для бутылок или сосудов
Способ и устройство для контроля интенсивности электронного луча
Система сбора информации для фиксации бутылок и применение системы сбора информации (варианты)
Способ функционирования промышленной системы
Способ, а также транспортирующий участок для введения бутылок или подобного рода сосудов на дорожки
Транспортное устройство для транспортировки емкостей
Устройство для нанесения многократной печати на тару
Ячейка для сосудов и короб для сосудов машин для обработки сосудов или моечных машин, а также машина для обработки сосудов или моечная машина
Устройство с разбрызгивающими соплами, моечная машина, а также разбрызгивающее сопло
Способ и бракеражное устройство для контроля сосудов бутылок
Моечная машина для бутылок или подобных сосудов
Способ мойки внутренних частей моечной машины для бутылок или сосудов, а также моечная машина для бутылок или сосудов
Способ и устройство для контроля интенсивности электронного луча
Система сбора информации для фиксации бутылок и применение системы сбора информации (варианты)
Способ функционирования промышленной системы
Способ, а также транспортирующий участок для введения бутылок или подобного рода сосудов на дорожки

