Результат интеллектуальной деятельности: СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ
Вид РИД
Изобретение
Предлагаемое изобретение относится к производству и эксплуатации абразивного инструмента на керамической связке, а именно абразивных кругов, и может быть использовано в различных отраслях машиностроения.
Известны способы импрегнирования абразивного инструмента, включающие предварительную стадию обработки поверхности и пор инструмента водным раствором поверхностно-активных веществ (ПАВ) в течение определенного промежутка времени и последующую стадию сушки (см. авт. св. СССР №1248779, кл. B24D 3/34, 1986, бюл. №29; авт. св. СССР №1604590, кл. B24D 3/34, 1990, бюл. №41).
Признаки, совпадающие: пропитка абразивного инструмента водным раствором ПАВ в течение определенного времени, последующая стадия сушки.
Причины, препятствующие поставленной задаче: стадия пропитки абразивного инструмента водным раствором ПАВ занимает продолжительное время; из-за неравномерной пористости абразивного инструмента импрегнирование также проходит неравномерно, что снижает работоспособность инструмента; стадия сушки после пропитки абразивного инструмента занимает много времени.
Известен способ импрегнирования абразивного инструмента, при котором применяемый импрегнатор повышенной адгезионной способности (ПАВ) растворяется в водной среде, в нее для пропитки импрегнатором помещается абразивный инструмент, который затем подвергается длительной сушке (см. авт. св. СССР №1726222, кл. B24D 3/34, 1992, Бюл. №14).
Признаки, совпадающие: пропитка абразивного инструмента водным раствором ПАВ, последующая сушка инструмента.
Причины, препятствующие поставленной задаче: сложность процесса импрегнирования из-за постоянного изменения состава водного раствора ПАВ; операция пропитки инструмента водным раствором ПАВ и последующая его сушка от воды требует большого промежутка времени.
За прототип принят известный способ импрегнирования абразивного инструмента, включающий пропитку последнего водным раствором, содержащим 20-25 г дийодида хрома на литр воды, при комнатной температуре в течение 10-15 минут в емкости при ее периодическом встряхивании для фиксации дийодида хрома в поровом пространстве абразивного инструмента и конвективную сушку абразивного инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°C (см. патент РФ №2532660, МПК B24D 3/34, 2014, бюл. №31).
Признаки, совпадающие: пропитка абразивного инструмента водным раствором в емкости, содержащем 20-25 г дийодида хрома на литр воды, и конвективная сушка абразивного инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°C.
Признаки, препятствующие поставленной задаче: большое время пропитки и недостаточно прочная фиксация дийодида хрома в поровом пространстве абразивного инструмента.
Задачей предлагаемого изобретения является уменьшение времени пропитки и повышение прочности фиксации дийодида хрома в поровом пространстве абразивного инструмента.
Технический результат достигается тем, что пропитку абразивного инструмента осуществляют в кипящем водном растворе дийодида хрома, а время пропитки tп принимают равным  , мин, где ν - объем абразивного инструмента в см3; ao - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, %; a - пористость импрегнируемого абразивного инструмента, %.
, мин, где ν - объем абразивного инструмента в см3; ao - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, %; a - пористость импрегнируемого абразивного инструмента, %.
Для достижения технического результата в предлагаемом способе импрегнирования абразивного инструмента, включающем пропитку последнего водным раствором в емкости, содержащим 20-25 г дийодида хрома на литр воды, и конвективную сушку абразивного инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°C, пропитку абразивного инструмента осуществляют в кипящем водном растворе дийодида хрома, а время пропитки tп принимают равным , мин, где ν - объем абразивного инструмента в см3; ao - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, %; a - пористость импрегнируемого абразивного инструмента, %.
Для определения времени пропитки абразивного инструмента в кипящем водном растворе дийодида хрома tп был использован метод планирования эксперимента типа 2к (см. Адлер Ю.П., Маркова Е.В., Грановский Ю.В. Планирование эксперимента при поиске оптимальных условий. - М.: Наука, 1971. - 283 с.). В качестве варьируемых переменных были приняты: объем абразивного инструмента ν, см3; соотношение  , где a0 - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, принимаемая в соответствии с ГОСТ P 52781-2007 «Круги шлифовальные и заточные. Технические условия» и книги Островского В.И. «Теоретические основы процесса шлифования», М.: Машиностроение, 2010, 284 с.; a - пористость импрегнируемого абразивного инструмента; количества дийодида хрома в одном литре воды. Испытаниям подвергались шлифовальные круги из электрокорунда нормального 14А, зернистости F60, среднемягкой твердости K7, на керамической связке V (ГОСТ P 52587-2006). Достаточность времени пропитки tп фиксировалась весовым способом путем взвешивания импрегнируемого абразивного инструмента через каждые 10 секунд нахождения его в кипящем водном растворе дийодида хрома до момента, когда вес импрегнируемого круга перестает изменяться.
, где a0 - нормативная пористость абразивного инструмента из заданного абразива, связки и состава, принимаемая в соответствии с ГОСТ P 52781-2007 «Круги шлифовальные и заточные. Технические условия» и книги Островского В.И. «Теоретические основы процесса шлифования», М.: Машиностроение, 2010, 284 с.; a - пористость импрегнируемого абразивного инструмента; количества дийодида хрома в одном литре воды. Испытаниям подвергались шлифовальные круги из электрокорунда нормального 14А, зернистости F60, среднемягкой твердости K7, на керамической связке V (ГОСТ P 52587-2006). Достаточность времени пропитки tп фиксировалась весовым способом путем взвешивания импрегнируемого абразивного инструмента через каждые 10 секунд нахождения его в кипящем водном растворе дийодида хрома до момента, когда вес импрегнируемого круга перестает изменяться.
В таблице 1 приведена матрица планирования эксперимента для определения оптимального времени пропитки tп абразивного инструмента в кипящем водном растворе дийодида хрома.

Математическая обработка полученного при проведении экспериментальных исследований уравнения регрессии позволила установить следующую зависимость между временем пропитки абразивного инструмента tп в кипящем водном растворе, содержащем 20-25 г дийодида хрома на один литр воды, объемом абразивного инструмента ν и соотношением  , где аo - нормативная пористость абразивного инструмента из заданного абразива, связки и состава в соответствии с ГОСТ P 52781-2007 «Круги шлифовальные и заточные. Технические условия»; a - пористость импрегнируемого абразивного инструмента: . При этом установлено, что изменение содержания дийодида хрома в пределах 20-25 г на один литр воды не оказывает существенного влияния на время пропитки абразивного инструмента tп (проверка значимости коэффициента регрессии при факторе X3 по критерию Стьюдента показала его незначимость).
, где аo - нормативная пористость абразивного инструмента из заданного абразива, связки и состава в соответствии с ГОСТ P 52781-2007 «Круги шлифовальные и заточные. Технические условия»; a - пористость импрегнируемого абразивного инструмента: . При этом установлено, что изменение содержания дийодида хрома в пределах 20-25 г на один литр воды не оказывает существенного влияния на время пропитки абразивного инструмента tп (проверка значимости коэффициента регрессии при факторе X3 по критерию Стьюдента показала его незначимость).
Реализация предлагаемого способа импрегнирования абразивного инструмента включает выполнение следующих операций:
- приготовление в специальной емкости (например, баке) водного раствора дийодида хрома, содержащего 20-25 г дийодида хрома на литр воды;
- нагрев водного раствора дийодида хрома до кипения;
- окунание в кипящий водный раствор дийодида хрома абразивного инструмента;
- выдержка абразивного инструмента в кипящем водном растворе дийодида хрома в течение времени, определяемом по формуле  , мин, где ν - объем абразивного инструмента в см3; ao - нормативная пористость абразивного инструмента из заданного абразива, связки и состава; a - пористость импрегнируемого абразивного инструмента;
, мин, где ν - объем абразивного инструмента в см3; ao - нормативная пористость абразивного инструмента из заданного абразива, связки и состава; a - пористость импрегнируемого абразивного инструмента;
- вынимание абразивного инструмента из емкости с кипящим водным раствором дийодида хрома;
- конвективная сушка абразивного инструмента путем обдува его вентилятором, подающим нагретый до температуры 40-50°C воздух в течение 1,5-2 часов при вращении инструмента угловой скоростью 0,3-0, 5 с-1;
- визуальный контроль импрегнированного абразивного инструмента.
Окунание абразивного инструмента в кипящий водный раствор дийодида хрома уменьшает время пропитки и повышает прочность фиксации дийодида хрома в поровом пространстве абразивного инструмента за счет усиления его адгезионных свойств.
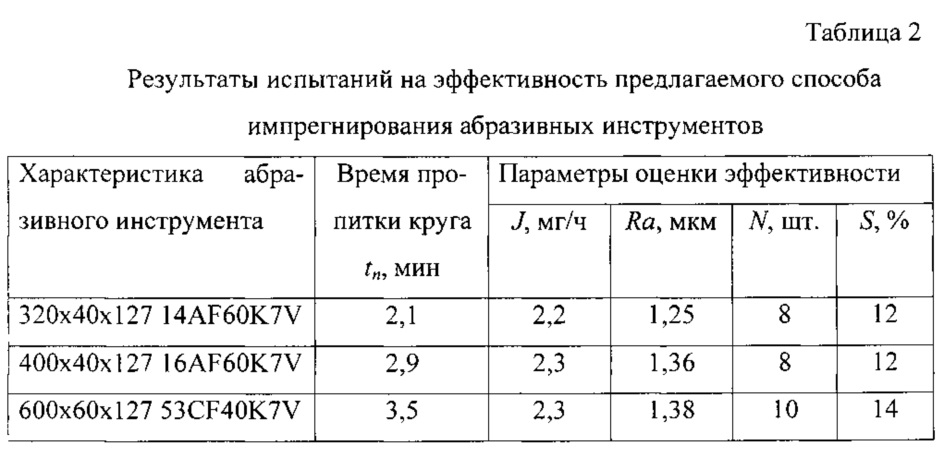
В качестве примера проведены испытания различных абразивных кругов типа ПП ГОСТ 2424-83, подвергнутых импрегнированию по предлагаемому способу, при обработке на круглошлифовальном станке мод. 3M151 образцов из стали 35ХГСА диаметром 30 мм и длиной 320 мм. Были приняты следующие режимы шлифования образцов: скорость резания Vк=35 м/с; скорость вращения детали Vд=0,314 мс; продольная подача Sпp=0,02 м/с; подача врезания Sвр=0,01 мм/дв. ход; число двойных ходов круга m=3. В качестве смазочно-охлаждающей жидкости использовался 5%-ный водный раствор эмульсола Укринол - 1. Для импрегнирования абразивных кругов использовался водный раствор, содержащий 22,5 г дийодида хрома на один литр воды. Время пропитки абразивных кругов в кипящем водном растворе дийодида хрома tп устанавливалось, используя зависимость , мин, где ν - объем абразивного инструмента в см3; ao - нормативная пористость абразивного инструмента из заданного абразива, связки и состава; a - пористость импрегнируемого абразивного инструмента. Конвективная сушка абразивного инструмента, прошедшего пропитку в кипящем водном растворе дийодида хрома, осуществлялась путем обдува его вентилятором, подающим нагретый до температуры 40-50°C воздух в течение 1,5-2 часов, при вращении абразивного инструмента с угловой скоростью 0,3-0,5 с-1. Оценка эффективности предлагаемого способа импрегнирования абразивных инструментов проводилась по интенсивности изнашивания кругов J и параметрам качества получаемого поверхностного слоя обработанных образцов: шероховатости Ra, числу прижогов N на площади 3×104 мм2, относительной площади поверхности S, подвергнутой прижогам. Результаты испытаний приведены в таблице 2.
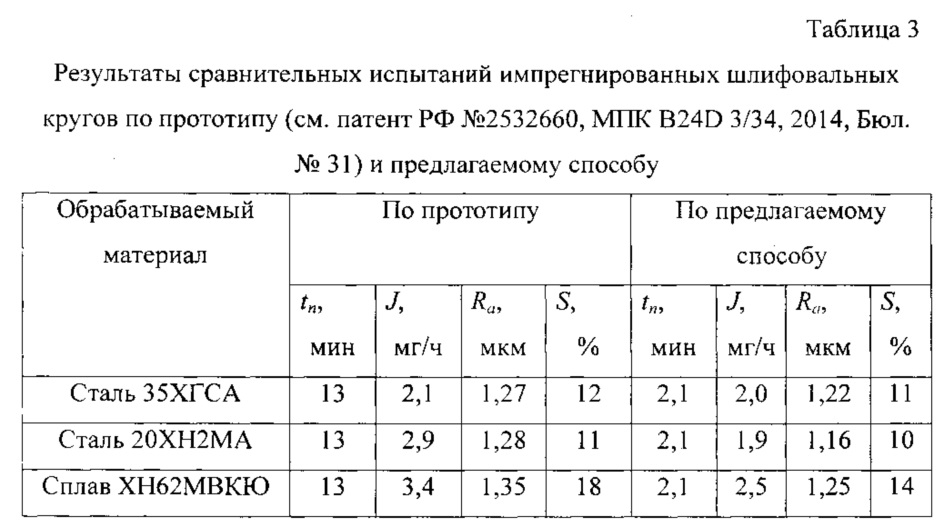
Проведены сравнительные испытания эффективности предлагаемого способа импрегнирования абразивного инструмента и известного способа импрегнирования по прототипу (см. патент РФ №2532660, МПК B24D 3/34, 2014, бюл. №31).
Испытаниям подвергались абразивные круги ПП 320×40×127 14AF60K7V 35 м/с ГОСТ P 52781-2007. Шлифовались образцы из сталей 35ХГСА, 20ХН2МА и сплава ХН62МВКЮ диаметром 30 мм и длиной 320 мм. Шлифование осуществлялось на круглошлифовальном станке мод. 3М151 на следующих режимах: скорость резания Vкр=35 м/с, скорость вращения шлифуемого образца Vд=0,5 м/с, продольная подача инструмента Sпp=0,02 м/с, подача врезания Sвр=0,01 мм/дв. ход, число двойных ходов круга n=3. В качестве смазочно-охлаждающей жидкости использовался 5-процентный водный раствор эмульсола Укринол-1.
Оценка эффективности предлагаемого способа импрегнирования абразивных инструментов по сравнению с прототипом (патент РФ №2532660, МПК B24D 3/34, 2014, бюл. №31) осуществлялась по следующим показателям: времени пропитки абразивного инструмента tп; интенсивности изнашивания круга J; шероховатости обработанной поверхности Ra; относительной площади прижогов S.
Результаты испытаний приведены в таблице 3, из анализа которой следует, что применение предлагаемого способа импрегнирования абразивного инструмента по сравнению с прототипом (патент РФ №2532660, МПК B24D 3/34, 2014, бюл. №31) более чем в 6 раз сократит время пропитки абразивного инструмента, на 20-30% уменьшит интенсивность изнашивания круга и на 5-15% улучшит показатели качества поверхностного слоя обрабатываемых деталей по параметрам шероховатости Ra и относительной площади прижогов S за счет более прочной фиксации дийодида хрома в поровом пространстве абразивного инструмента. При этом на 20-25% сокращаются расходы на электроэнергию, связанные с импрегнированием абразивных инструментов, и снижаются общие затраты на импрегнирование одного шлифовального круга в зависимости от его размеров и технических характеристик с 15,4-18,8 руб. по прототипу до 8,6-11,3 руб. по предлагаемому способу импрегнирования.
Способ измерения длины электропроводного объекта
Интегральный микромеханический гироскоп-акселерометр
Способ повышения надежности биометрической идентификации личности при считывании отпечатка пальца
Адаптивный комплекс радиомониторинга
Способ изготовления полупроводниковых датчиков давления
Интегральный микроэлектромеханический переключатель
Интегральный микроэлектромеханический переключатель
Способ электрохимического осаждения легированных атомами переходных металлов кремний-углеродных пленок на электропроводящие материалы
Способ электрохимического осаждения кремний-углеродных пленок на диэлектрические подложки
Стекловидный неорганический диэлектрик
Способ получения окисленного лигнина
Способ генерации импульсов нейтронов
Масса для изготовления абразивного инструмента
Способ импрегнирования абразивных инструментов
Способ импрегнирования абразивных инструментов
Устройство индукционного нагрева при обработке поверхности детали резанием
Способ импрегнирования абразивных инструментов
Устройство индукционного нагрева для обработки поверхностей резанием
Устройство для поверхностной отделочно-упрочняющей обработки деталей

