Результат интеллектуальной деятельности: Устройство индукционного нагрева при обработке поверхности детали резанием
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности, к механической обработке материалов резанием, и предназначено для обработки деталей разной конфигурации с предварительным индукционным нагревом обрабатываемой поверхности до требуемой температуры, предпочтительно на токарных, расточных, шлифовальных и многошпиндельных станках.
Известно устройство сопутствующего местного нагрева кольцевых сварных стыков, содержащее датчики температуры зоны и скорости перемещения стыка, нагреватель с его источником питания, сварочный автомат, микропроцессорный вычислительный блок, первый выход которого соединен с блоком регистрации данных, второй выход - с входом управления сварочного автомата, а с целью улучшения качества сварки за счет повышения точности поддержания теплового режима процесса оно снабжено нагревателями с их источниками питания, измерителями мощности нагревателей, а также каналами, включающими последовательно соединенные регулятор напряжения, измеритель напряжения источника питания, а также переключатель режима работы, коммутатор и датчик мощности сварочного автомата, причем каждый канал через последовательно соединенные переключатель режима работы и коммутатор подключен к соответствующему нагревателю, третий вход микропроцессорного вычислительного блока соединен с измерителями напряжения источника питания, четвертый вход - с датчиком мощности сварочного автомата, пятый вход - с измерителями мощности нагревателей, а третий выход - с управляющим входом переключателя режимов работы, четвертый выход - с управляющим входом коммутатора, пятый выход - с управляющими входами регуляторов напряжения (см. SU №1691007 A1, В23К 13/00, опубл. 15.11.1991 г.).
Известно устройство для индукционного нагрева материала, содержащее станину, размещенные в ней трансформатор, механизм присоединения и фиксации индуктора, механизм базирования индуктора, магазин индукторов, механизм передачи индукторов от магазина к трансформатору и генератор токов высокой частоты с блоком конденсаторов, а для расширения номенклатуры обрабатываемых изделий и повышения производительности путем сокращения времени на замену индукторов магазин индукторов выполнен в виде диска с приводом его вращения, а механизм передачи индуктора, его базирования и фиксации выполнен в виде единой Г-образной механической руки с приводом ее поворота в вертикальной плоскости, при этом трансформатор закреплен на конце руки, а механизм фиксации индуктора выполнен в виде запястья руки в форме одноплечевого рычага с вилкой, шарнирно соединенного с рукой (см. SU №1779265 A3, C21D 1/42. опубл. бюлл. №44, 1992 г.).
Наиболее близким техническим решением является устройство индукционного нагрева для обработки поверхности резанием, содержащее индуктор, снабженный набором профильных пластин из трансформаторного железа, механизм присоединения и базирования индуктора в виде оправки с возможностью установки на металлорежущем станке, трансформатор, генератор токов высокой частоты с блоком конденсаторов, коммутатор и защитный кожух (см. патент RU №2245927 С1, МПК C21D 1/42, В23В 1/00, опубл. 10.02.2005 г.).
Признаками, совпадающими с существенными признаками заявляемого изобретения, являются: индуктор, снабженный набором профильных пластин из трансформаторного железа, механизм присоединения и базирования индуктора в виде оправки с возможностью установки на металлорежущем станке, трансформатор, генератор токов высокой частоты с блоком конденсаторов, коммутатор и защитный кожух.
Однако у данного устройства низкая эффективность предварительного нагрева материала детали при обработке резанием хромоникелевых и жаропрочных сталей и сплавов, сложность переналадки устройства при обработке деталей разных размеров и конфигурации.
Сущность изобретения заключается в том, что устройство для индукционного нагрева при обработке поверхности детали резанием, содержащее индуктор, включающий набор профильных пластин из трансформаторного железа, механизм присоединения и базирования индуктора в виде оправки с возможностью установки на металлорежущем станке, трансформатор, генератор токов высокой частоты с блоком конденсаторов, коммутатор и защитный кожух, при этом оно снабжено кольцевой медной шиной с выводом контактов за пределы защитного кожуха, индуктор выполнен разъемным с возможностью установки в нем с помощью изоляционных элементов профильных пластин из трансформаторного железа разной толщины, при этом размеры сечения рабочего пространства индуктора выбраны из соотношению Ви=(1,3-1,5) Вд, где Ви - один из размеров рабочего пространства индуктора, Вд - соответствующий ему размер обрабатываемой детали.
Техническим результатом изобретения является повышение эффективности предварительного нагрева материала детали при обработке резанием хромоникелевых и жаропрочных сталей и сплавов и упрощение переналадки устройства при обработке деталей разных размеров и конфигурации.
Для достижения технического результата в предлагаемом устройстве индукционного нагрева для обработки поверхности резанием индуктор выполнен разъемным с возможностью установки в нем с помощью изоляционных элементов профильных пластин из трансформаторного железа разной толщины, имеет кольцевую медную шину с выводом контактов за пределы защитного кожуха, а размеры сечения рабочего пространства индуктора принимают согласно соотношению Ви=(1,3-1,5) Вд, где Ви - один из размеров рабочего пространства индуктора, Вд - соответствующий ему размер обрабатываемой детали.
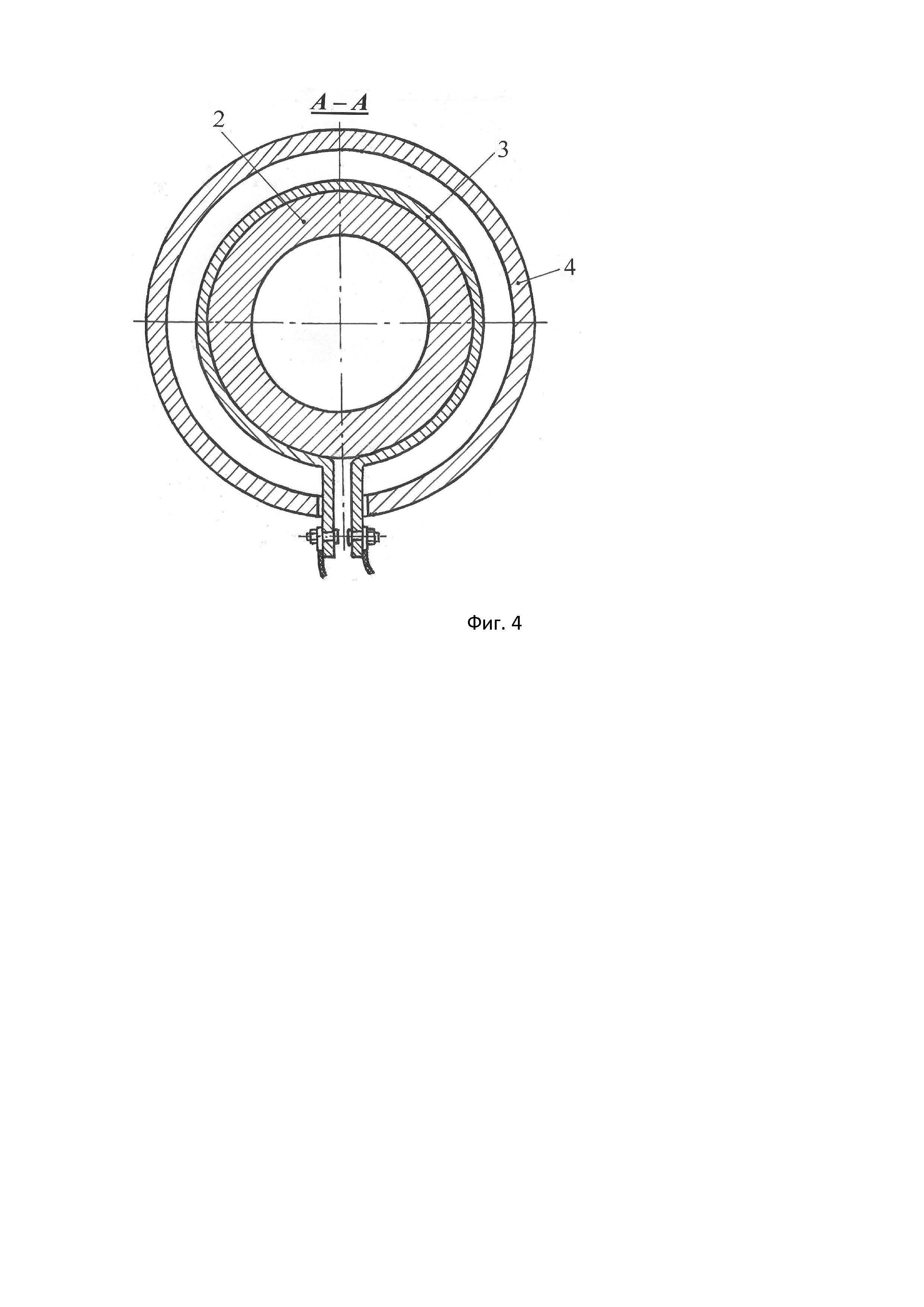
Сущность предлагаемого устройства поясняется чертежами, где на фиг. 1 - общая схема устройства, смонтированного на револьверной головке токарного станка;
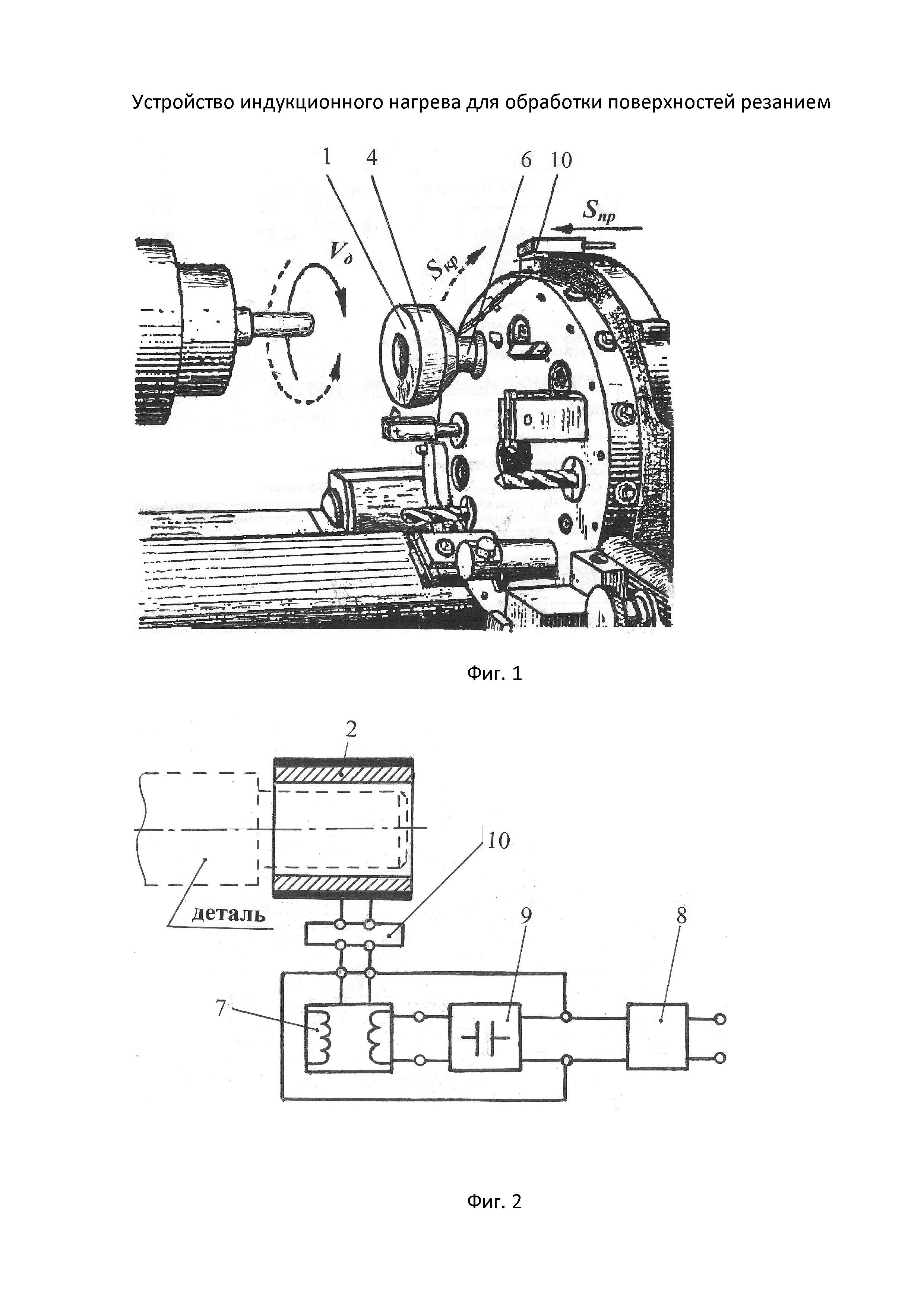
фиг. 2 - схема электрическая;
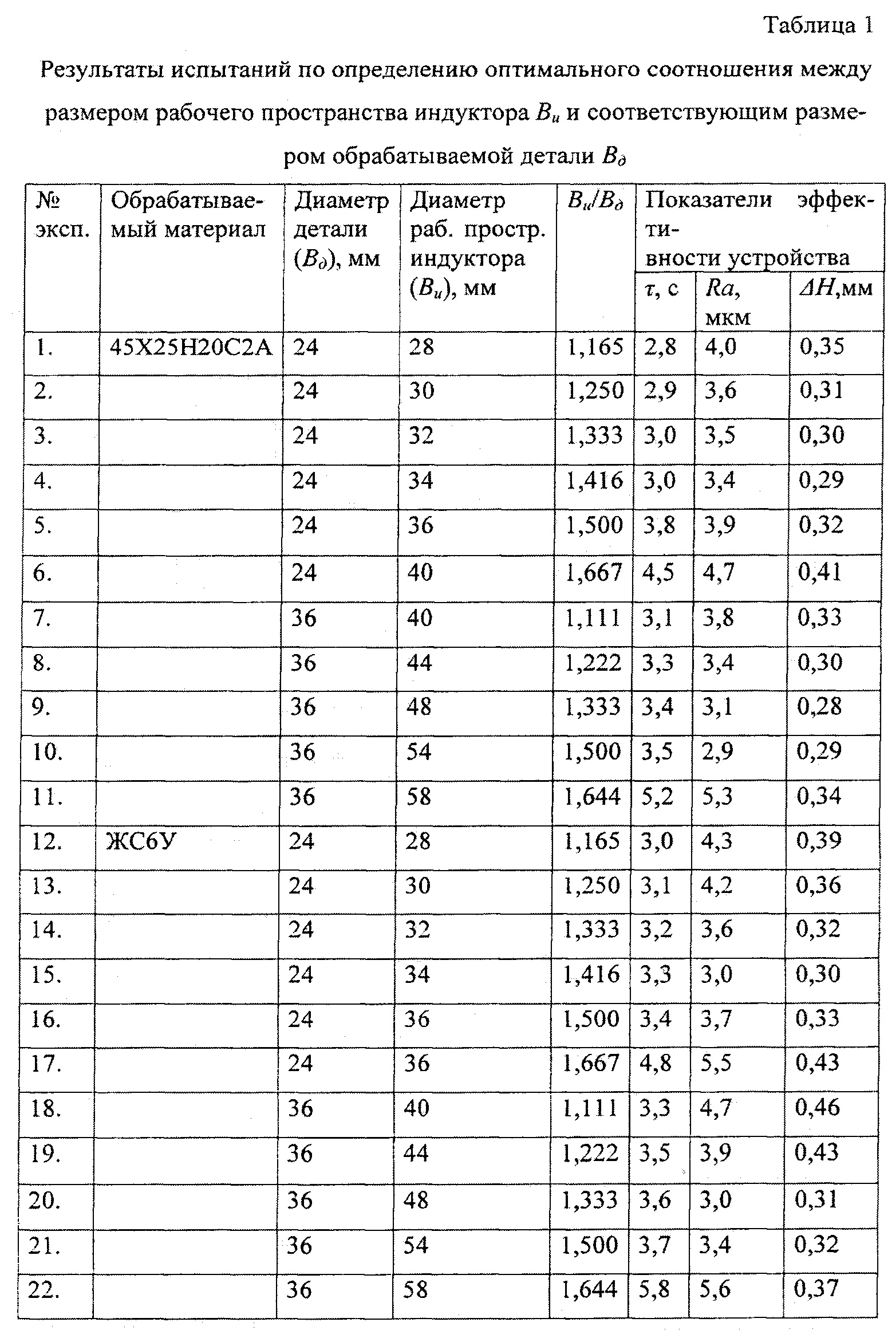
фиг. 3 - общий вид индуктора в сборе;
фиг. 4 - поперечное сечение индуктора.
Устройство индукционного нагрева для обработки поверхности резанием, содержит разъемный индуктор 1, снабженный набором профильных пластин из трансформаторного железа разной толщины 2, кольцевой медной шиной 3 с выводом контактов за пределы защитного кожуха 4 и изоляционных деталей 5, механизм присоединения и базирования индуктора в виде оправки инструмента с возможностью установки на металлорежущем станке 6, трансформатор 7, генератор токов высокой частоты 8 с блоком конденсаторов 9, коммутатор 10, а размеры сечения рабочего пространства индуктора принимают согласно соотношению Ви=(1,3-1,5) Вд, где Ви - один из размеров рабочего пространства индуктора, Вд - соответствующий ему размер обрабатываемой детали.
Работа устройства состоит в следующем. Индуктор 1 с помощью механизма присоединения и базирования индуктора в виде оправки 6 устанавливается на суппорте револьверной головки токарного станка на позиции режущего инструмента. При повороте револьверной головки с круговой подачей Sкр и последовательном вводе в работу инструментов на одной (или нескольких) из позиций через соответствующие контакты коммутатора 10 включается индуктор 1, в который за счет перемещения суппорта станка с продольной подачей Sпр входит обрабатываемая деталь, вращающаяся с заданной скоростью резания Vд. Коммутатор 10 настраивается на определенное время, соответствующее требуемой температуре нагрева обрабатываемой детали, при достижении которой индуктор выключается и при помощи суппорта вместе с револьверной головкой отводится в исходное положение; головка поворачивается на одну позицию и осуществляется обработка нагретой поверхности детали режущим инструментом (например, резцом).
Индуктор 1 снабжен набором профильных пластин из трансформаторного железа разной толщины 2, что усиливает воздействие магнитного поля, создаваемого кольцевой медной шиной 3 и формирует высокочастотное волновое его изменение вдоль оси обрабатываемой детали, вследствие чего увеличивается интенсивность индукционного нагрева до заданной температуры при одновременном уменьшении требуемого времени воздействия магнитного поля (см. Ганиев Р.Ф. Волновые технологии и машины - фундаментальная основа инновационного развития машиностроения // Фундаментальные исследования и инновационные технологии в машиностроении: научные труды II Международной научной конференции. - М.: ИМАШ РАН, 2012. - С. 11-18).
Выполнение индуктора 1 разъемным позволяет быстро переналаживать устройство индукционного нагрева для обработки поверхности резанием деталей разных размеров и конфигурации с учетом соотношения Ви=(1,3-1,5) Вд, где Ви - один из размеров рабочего пространства индуктора, Вд - соответствующий ему размер обрабатываемой детали. При этом револьверную головку с устройством индукционного нагрева можно устанавливать не только не только на токарных станках, но и другом металлорежущем оборудовании (например, расточных, шлифовальных, многошпиндельных).
Использование в устройстве индукционного нагрева для обработки поверхностей резанием кольцевой медной шины позволяет уменьшить потери электроэнергии на предварительный нагрев обрабатываемого материала и обеспечивает более равномерное воздействие высокочастотного магнитного поля на поверхность детали.
Установка в индукторе изоляционных деталей повышает безопасность использования предлагаемого устройства для предварительного нагрева материала обрабатываемой резанием детали.
С целью обоснования установленного соотношения Ви=(1,3-1,5) Вд, где Ви - один из размеров рабочего пространства индуктора, Вд - соответствующий ему размер обрабатываемой детали, проведены испытания устройства индукционного нагрева для обработки поверхностей резанием с фиксированием времени предварительного нагрева детали τ до температуры Θ=450°С и состояния качества поверхности детали после чистовой токарной обработке по параметру шероховатости Ra и толщине поверхностного слоя с измененными физико-механическими свойствами ΔН. Устройство индукционного нагрева со сменным индуктором было установлено на револьверной головке токарно-револьверного станка мод. 1А751Ф3, имеющего два крестовых суппорта и оснащенного многопозиционной револьверной головкой с горизонтальной осью вращения. В предлагаемой конструкции индуктора использовались профильные пластины из трансформаторного железа толщиной 1 и 2 мм, располагаемые поочередно друг за другом. Испытания проводились на цилиндрических деталях из сплавов 45Х25Н20С2А и ЖС6У диаметрами 24 и 36 мм (Вд = 24 и 36 мм). Для создания токов высокой частоты использовался машинный генератор мощностью 50 кВт и частотой 30 кГц (см. http://www.elterm-c.com/text/86). Температура нагрева поверхностей деталей в фиксировалась при помощи специального устройства для измерения температуры (см. патент RU №91425 U1, МПК G01K 7/00, опубл.10.02.2010), а время нагрева τ - при помощи электрического секундомера, подключенного к устройству для измерения температуры. Шероховатость обработанной поверхности детали по параметру Ra определялась на профилографе-профилометре мод. 170311 в комплекте с компьютером, а толщина поверхностного слоя с измененными физико-механическими свойствами ΔН - при помощи специального устройства для измерения толщины поверхностного токопроводящего слоя изделия (см. патент РФ на полезную модель №76708 Устройство для измерения толщины поверхностного токопроводящего слоя изделия. МПК G02D 7/06 / В.И. Бутенко, Д.С. Дуров, Л.В. Гусакова. - 2008. Бюлл. №27). Чистовая токарная обработка предварительно нагретых деталей осуществлялась резцом, установленным на позиции револьверной головки после индуктора и оснащенным пластинкой твердого сплава Т15К6, на следующих режимах: частота вращения шпинделя станка с закрепленной в нем обрабатываемой деталью nд=125 об/мин; продольная подача резца (продольная подача револьверной головки) Sпp=0,05 мм/об; глубина резания t=0,5 мм; без применения смазочно-охлаждающей жидкости.
Результаты испытаний приведены в таблице 1, из анализа которой видно, что наилучшие результаты по показателям качества поверхности де- тали Ra и ΔН при незначительном увеличении времени т предварительного нагрева обрабатываемой детали до температуры 450°С (менее 10% от его минимального возможного значения) достигаются при соотношении Ви/Вд=1,333-1,500, т.е при Ви=(1,3-1,5) Вд, где Ви размер (диаметр) рабочего пространства индуктора, Вд - соответствующий ему размер (диаметр) обрабатываемой детали. Такое соотношение между размерами Ви и Вд можно объяснить особенностью распространения высокочастотного магнитного поля в пространстве, когда максимальная эффективность воздействия его достигается на определенном удалении от объекта (см. http://www.mtomd.info/archives/1539).
Выполнены исследования, подтвердившие эффективность использования предлагаемого устройства индукционного нагрева для обработки поверхности резанием по сравнению с наиболее близким аналогом. Исследования проводились на деталях из сплавов 45Х25Н20С2А и ЖС6У диаметрами 24 и 36 мм, прошедших предварительную черновую токарную обработку и имеющие следующие начальные показатели качества поверхностного слоя: Rz=(30-40) мкм, ΔН=(0,40-0,45) мм. Сравнение эффективности устройств индукционного нагрева для обработки поверхности резанием осуществлялось по времени τ предварительного нагрева обрабатываемой детали до температуры 450°С и показателям качества поверхностного слоя детали после чистовой токарной обработки Ra и ΔН и его износостойкости, которая определялась по интенсивности изнашивания материала поверхностного слоя детали I за период времени 600 с при давлении контактируемых поверхностей р=2,5 МПа, скорости скольжения Vск=0,3 м/с, температуре в зоне контакта ©к=80°С без смазки. В предлагаемой конструкции индуктора использовались профильные пластины из трансформаторного железа толщиной 1 и 2 мм, располагаемые поочередно друг за другом. Чистовая токарная обработка деталей после предварительного индукционного нагрева проводились на токарно-револьверном станке мод. 1А751ФЗ с использованием резца с пластинкой твердого сплава Т15К6 на следующих режимах: nд=125 об/мин; Sпр=0,05 мм/об; t=0,5 мм; без применения смазочно-охлаждающей жидкости. Испытания окончательно обработанных деталей на износостойкость осуществлялась на установке для испытания материалов на истирание (см. Бутенко В.И. Научные основы нанотрибологии. - Таганрог: Изд-во ТТИ ЮФУ, 2010. - С. 20-21).
Результаты сравнительных исследований эффективности устройств индукционного нагрева для обработки поверхности резанием приведены в таблице 2, из анализа которой следует, что использование предлагаемого устройства позволяет в 2,1-3,5 раза сократить время индукционного нагрева, в 1,5-2,0 раза уменьшить шероховатость обработанной поверхности и на 8-12% уменьшить толщину поверхностного слоя с измененными физико-механическими свойствами, что в 2,6-6,3 раза увеличивает износостойкость деталей.

Таким образом, применение предлагаемого устройства индукционного нагрева для обработки поверхности резанием обеспечивает за счет съемного индуктора повышает эффективность предварительного нагрева материала детали при обработке резанием хромоникелевых и жаропрочных сталей и сплавов и упрощает переналадку устройства при обработке деталей разных размеров и конфигурации на различных металлорежущих станках, существенно улучшает качество поверхностного слоя обработанных деталей, повышая их износостойкость.
Устройство для индукционного нагрева при обработке поверхности детали резанием, содержащее индуктор, снабженный набором профильных пластин из трансформаторного железа, механизм присоединения и базирования индуктора в виде оправки с возможностью установки на металлорежущем станке, трансформатор, генератор токов высокой частоты с блоком конденсаторов, коммутатор и защитный кожух, отличающееся тем, что индуктор выполнен разъемным с возможностью установки в нем с помощью изоляционных элементов профильных пластин из трансформаторного железа разной толщины и имеет кольцевую медную шину с выводом контактов за пределы защитного кожуха, при этом размеры сечения рабочего пространства индуктора выбраны из соотношения В=(1,3-1,5) В, где В - один из размеров рабочего пространства индуктора, В - соответствующий ему размер обрабатываемой детали.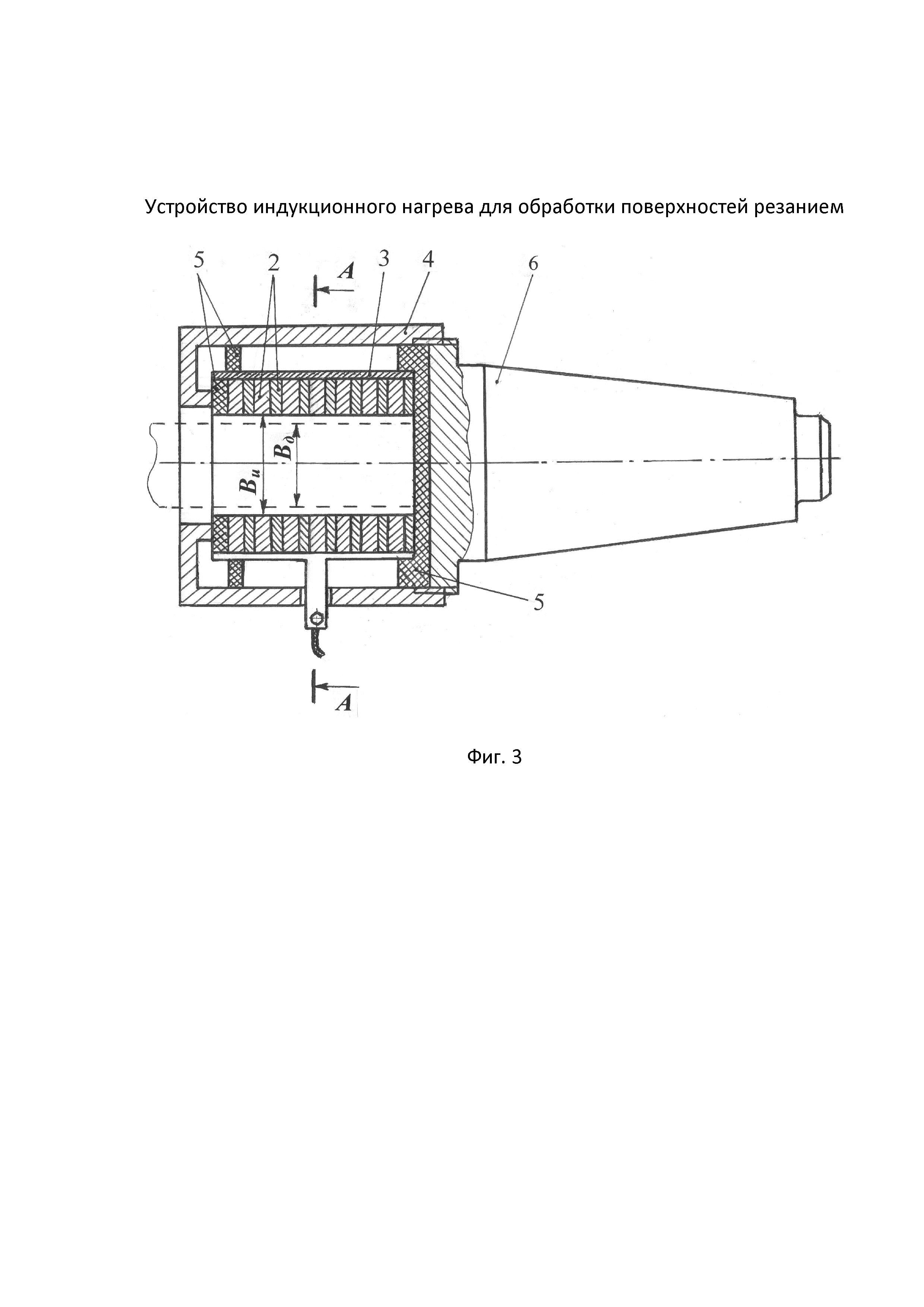
Способ изготовления брикета для раскисления стали
Комплекс карьерного оборудования
Керамический аэратор
Керамическая масса для изготовления клинкерного кирпича.
Устройство адаптивного регулирования на основе объединённого принципа максимума
Устройство определения распределения взвешенных частиц по массе
Способ определения распределения взвешенных частиц по массе
Способ приготовления бетонной смеси
Стенд микроконтроллерный для изучения и исследования алгоритмов цифровой модуляции, используемой в цифровом телерадиовещании и в системах мобильной связи
Винтовой конвейер с гибким рабочим органом
Способ поверхностного пластического деформирования цилиндрических деталей
Способ импрегнирования абразивного инструмента
Масса для изготовления абразивного инструмента
Способ импрегнирования абразивных инструментов
Способ импрегнирования абразивных инструментов
Способ импрегнирования абразивных инструментов
Масса для изготовления абразивного инструмента
Масса для изготовления абразивного инструмента
Способ импрегнирования абразивных инструментов
Способ импрегнирования абразивных инструментов

