Результат интеллектуальной деятельности: СВАРОЧНАЯ ПРОВОЛОКА С НАНОКОМПОЗИЦИОННЫМ ПОКРЫТИЕМ ДЛЯ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ
Вид РИД
Изобретение
Предлагаемое изобретение относится преимущественно к машиностроению и может быть применено при дуговой сварке и наплавке металлических деталей в среде защитного газа и под флюсом.
Известен сварочный материал (см. Патон Б.Е., Мусияченко В.Ф., Кирьяков В.М. и др. Авторское свидетельство СССР №1447619 от 08.10.1986 г. Опубликовано 30.12.1988 г. Бюл. №48). Указанный сварочный материал состоит из легированного стального сердечника и напыленного многослойного покрытия, в состав которого входят редкоземельные металлы и никель. Применение материала позволяет увеличить сопротивляемость высокопрочных сталей возникновению холодных трещин за счет измельчения микроструктуры при образовании интерметаллидов типа (РЗМ)n×Nim. Однако, указанный материал недостаточно эффективно влияет на модифицирование шва при сварке высокопрочных сталей. Кроме того, материал получают путем вакуумного напыления РЗМ, что ограничивает область применения материала и увеличивает его стоимость.
Известна сварочная проволока (см. Сидлин З.А., Строев B.C., Иванов В.А. и др. Сварочная проволока. Авторское свидетельство СССР №469565 от 05.09.1975 г. Опубликовано 05.05.1975 г. Бюл. №17). Состав проволоки содержит бор, лантан и церий, что позволяет измельчать дендритную микроструктуру, раскислять сварочную ванну и повышать пластичность сварочного шва. Однако указанная проволока предназначена для сварки коррозионно-стойких высоколегированных сплавов и не может применяться при сварке низколегированных высокопрочных сталей.
Известна наноструктурированная сварочная проволока (см. Паршин С.Г. Наноструктурированная сварочная проволока. Патент РФ №2538228 от 01.07.2013 г. Опубликовано 10.01.2015 г. Бюл. №1), которая принята за прототип. Указанная проволока состоит из металлического стержня, на поверхность которого нанесено нанокомпозиционное покрытие. Покрытие выполнено электролитическим способом и включает металлическую матрицу с распределенными в ней наноразмерными частицами фторида металла и редкоземельных металлов. Проволока по прототипу позволяет улучшить капельный перенос электродного металла и механические свойства сварных соединений. Однако указанная проволока недостаточно эффективно влияет на модифицирование микроструктуры при сварке легированных высокопрочных сталей, что не позволяет повысить пластичность и ударную вязкость сварных швов.
Техническим результатом предлагаемого изобретения является повышение механических свойств сварных соединений легированных высокопрочных сталей за счет комплексного модифицирования и рафинирования сварочной ванны путем нанесения на поверхность сварочной проволоки нанокомпозиционного покрытия, содержащего наноразмерные частицы фторида и борида редкоземельного металла.
Сущность предлагаемого изобретения заключается в том, что на поверхности металлического стержня размещают нанокомпозиционное покрытие, состоящее из металлической матрицы, наноразмерных частиц фторидов и боридов редкоземельных металлов с размером частиц менее 1000 нм. В отличие от прототипа нанокомпозиционное покрытие содержит наноразмерные частицы фторида редкоземельного металла и борида редкоземельного металла при следующем соотношении объемов матрицы и наноразмерных частиц в покрытии, %:
Металлическая матрица - 55-96
Наноразмерные частицы фторида редкоземельного металла - 3-20
Наноразмерные частицы борида редкоземельного металла - 1-25.
В качестве фторида редкоземельного металла могут применяться: фторид лантана, фторид иттрия, фторид церия, фторид тория. В качестве борида редкоземельного металла могут применяться: борид лантана, борид иттрия, борид церия, борид тория.
При объеме фторида редкоземельного металла менее 3% отсутствует воздействие нанокомпозиционного покрытия на процесс капельного перехода и удаление водорода, а при увеличении объема более 20% снижается стабильность горения дуги. При объеме борида редкоземельного металла менее 1% снижается влияние покрытия на процессы модифицирования и улучшения микроструктуры наплавленного металла, а при увеличении объема более 25% происходит ухудшение механических свойств наплавленного металла и электрической проводимости композиционного покрытия.
Такое сочетание известных и новых признаков позволяет улучшить механические свойства сварного шва легированных высокопрочных сталей. Это становится возможным, поскольку проволока содержит систему комплексных модификаторов, которые обладают модифицирующим и рафинирующим воздействием. Для улучшения механических свойств в расплавленную сталь необходимо вводить комплексные модификаторы, которые содержат систему элементов, в которую могут входить бор, редкоземельные металлы, титан, цирконий и щелочноземельные металлы, например: La-B, Ti-B-Ca, Mg-Zr-Се, La-B-Ca и др. (см. Задиранов А.Н., Кац A.M. Теоретические основы кристаллизации металлов и сплавов. Москва: РУДН, 2008. - 225 с.).
Введение комплексных модификаторов позволяет одновременно измельчать и рафинировать микроструктуру легированных сталей. Модификация (измельчение) зерна за счет введения модификаторов основана на изменении поверхностной энергии на границе кристалл-расплав, уменьшении поверхностного натяжения расплава и увеличения количества центров кристаллизации. Одновременное введение фторида и борида редкоземельного металла позволяет изменить свойства поверхности на границе твердой и жидкой фазы, а также образовать дополнительные центры кристаллизации за счет тугоплавких боридов и образующихся нитридов. Введение фторида редкоземельного металла позволяет уменьшить количество остаточного диффузионного водорода в сварочном шве за счет связывания водорода H2 в плазме сварочной дуги в нерастворимые в сварочной ванне соединения HF.
Рафинирование заключается в удалении оксидов и сульфидов железа: FeO, FeS из сварочной ванны путем металлургических реакций с переходными металлами. Указанные реакции позволяют уменьшить количество легкоплавких эвтектик и ликваций в наплавленном металле сварного шва, что снижает межкристаллитную и межзеренную химическую неоднородность и приводит к повышению прочности межзеренных границ. Измельчение зерна в результате введения модификаторов приводит к увеличению протяженности межзеренных границ и уменьшению их ширины, что также увеличивает прочность межзеренных границ.
Увеличение прочности межзеренных границ в результате модифицирования микроструктуры, уменьшение количества остаточных газов H2, N2, O2 и рафинирование сварочной ванны по извлечению оксидов и сульфидов железа позволяет повысить пластичность, ударную вязкость сварных швов и их сопротивляемость хрупкому разрушению и возникновению холодным трещинам.
Термодинамические расчеты фазового состава металлургических систем при помощи программы FACT (Facility for the Analysis of Chemical Thermodynamics) показывают, что в равновесной системе Fe-LaF3-LaB6 при температуре сварочной ванны 1000-3000 K образуется значительное количество свободного лантана La и бора B в конденсированной фазе, табл. 1.

Аналогичное образование свободных элементов РЗМ: церия Ce, иттрия Y, тория Th и бора B в конденсированной фазе, согласно расчетам, отмечается в системах: Fe-(РЗМ)F3-CeB6, Fe-(РЗМ)F3-YB6, Fe-(РЗМ)F3-ThB6, основу которых составляют тугоплавкие гексабориды: LaB6(Тпл=2715°C), СеВ6(Тпл=2190°C), YB6(Тпл=2600°C), ThB6(Тпл=2450°C).
Термодинамические расчеты показывают, что наличие в сварочной ванне La и В приводит к образованию нитридов LaN, BN в системе N2-LaF3-LaB6, которые имеют высокие температуры плавления: LaN(Тпл=2450°C), BN(Тпл=3000°C), табл. 2.

Аналогичное образование нитридов РЗМ: церия Се, иттрия Y, тория Th и бора B в конденсированной фазе, согласно расчетам, отмечается в системах: Fe-(РЗМ)F3-CeB6, Fe-(РЗМ)F3-YB6, Fe-(РЗМ)F3-ThB6. Нитриды церия, иттрия, тория также имеют высокие температуры плавления: CeN(Тпл=2570°C), YN(Тпл=2670°C), ThN(Тпл=2820°C) (см. Двойные и тройные карбидные и нитридные системы переходных металлов. Холлек X. /пер. с нем. Под ред. Левинского Ю.М., М.: Металлургия, 1988. - 319 с.).
Тугоплавкие нитриды редкоземельных металлов (РЗМ) и бора увеличивают количество центров кристаллизации в сварочной ванне, что приводит к модифицированию (измельчению) микроструктуры сварного шва.
Наличие в сварочной ванне редкоземельного металла, например La, Се, Y, Th способствует интенсивным металлургическим реакциям по десульфурации - удалению сульфидов железа FeS путем связывания серы в тугоплавкие сульфиды редкоземельных металлов по реакциям:
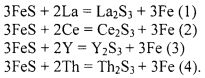
Термодинамические расчеты констант равновесия металлургических реакций Kр показывают высокую вероятность указанных реакций по десульфурации в сварочной ванне при Т=1000-2000 K, табл. 3.
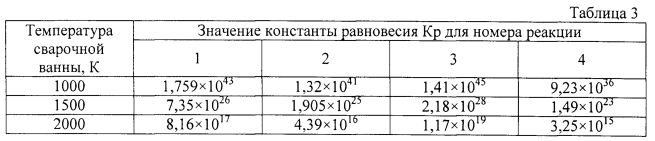
В результате реакций 1-4 в сварочной ванне уменьшается содержание легкоплавкого сульфида FeS(Тпл=1194°C) путем образования тугоплавких сульфидов РЗМ: La2S3(Tпл=2150°C), Ce2S3(Tпл=1890°C), Y2S3(Tпл=1925°C), Th2S3(Tпл=1950°C). Уменьшение растворенного сульфида FeS в сварочной ванне снижает концентрацию легкоплавких эвтектик при первичной кристаллизации, что снижает межкристаллитную и межзеренную химическую неоднородность. Это способствует увеличению прочности и пластичности металла сварного шва (см. Гуляев А.П. Металловедение. М.: Металлургия, 1986. - 272 с.).
Наличие в сварочной ванне редкоземельного металла позволяет интенсифицировать металлургические реакции по раскислению железа:
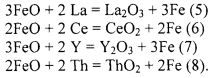
Термодинамические расчеты констант равновесия металлургических реакций Кр показывают высокую вероятность указанных реакций при Т=1000-2000 К, табл. 4.
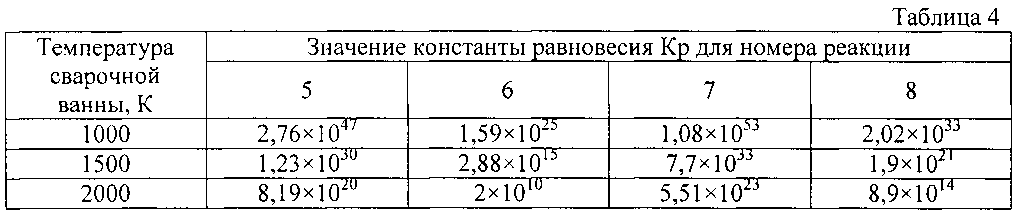
В результате реакций раскисления образуются тугоплавкие оксиды РЗМ: La2O3(Тпл=2280°C), CeO2(Тпл=2600°C), Y2O3(Tпл=2430°C), ThO2(Тпл=3050°C). Образование оксидов РЗМ снижает концентрацию растворенного в сварочной ванне оксида железа FeO(Тпл=1377°C) и способствует увеличению дополнительных центров кристаллизации. Это также улучшает механические свойства сварного шва.
Одной из причин хрупкого разрушения и появления холодных трещин при сварке легированных высокопрочных сталей является наличие остаточного водорода и азота. Термодинамические расчеты показывают, что при дуговой сварке в диапазоне температур 1000-6000 K в газовой фазе при равновесной концентрации веществ в системах: H2-LaF3-LaB6, N2-LaF3-LaB6, парциальное давление молекулярного водорода и азота уменьшается, табл. 5.
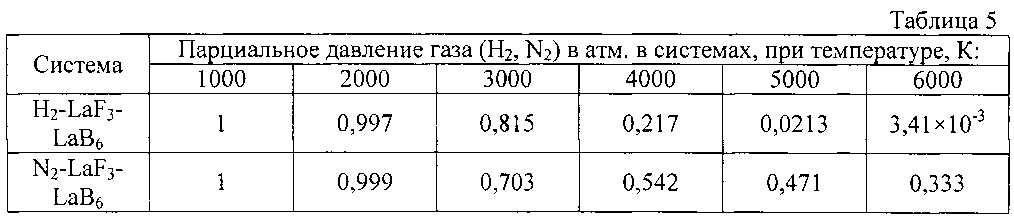
Аналогичное уменьшение парциального давления молекулярного водорода и азота происходит в системах: H2-(РЗМ)F3-CeB6, N2-(РЗМ)F3-CeB6; H2-(РЗМ)F3-YB6, N2-(РЗМ)F3-YB6; H2-(РЗМ)F3-ThB6, N2-(РЗМ)F3-ThB6. Согласно закону Сивертса растворимость молекулярного водорода и азота в сварочной ванне пропорциональна квадратному корню из парциального давления газа, поэтому уменьшение парциального давления газов Н2, N2 над сварочной ванной уменьшает концентрацию остаточных газов в сварном шве, что улучшает сопротивляемость хрупкому разрушению.
Примером применения предлагаемой проволоки является механизированная сварка пластин толщиной 14 мм из стали 10ХСНД в среде смеси: аргон 75% + CO2 25% с применением полуавтомата ESAB Origo MIG L405. Для получения проволок с нанокомпозиционными покрытиями использовали сварочную проволоку Св-08Г2С без покрытия диаметром 1,2 мм. Нанокомпозиционные покрытия наносили электрохимическим способом из коллоидных никельсодержащих электролитов с нанодисперсными частицами фторида лантана LaB6 и гексаборида лантана LaB6. Для механических испытаний образцов по ГОСТ 6996-66 применяли разрывную машину «Super L 60», маятниковый копер РН450, твердомер «DuraScan-20», табл. 6.
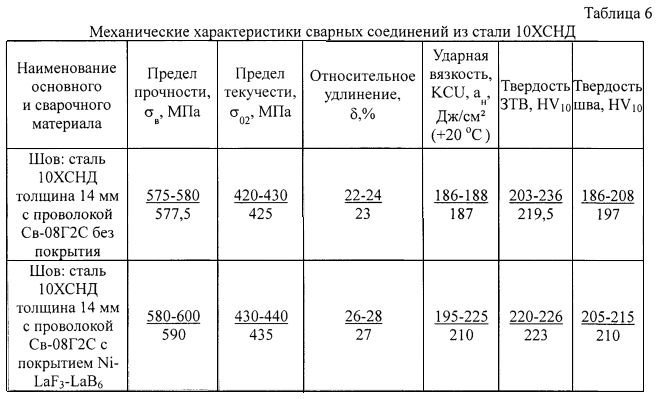
Таким образом, предлагаемая проволока обеспечивает технический эффект, который выражается в улучшении механических свойств сварных соединений высокопрочных сталей, может быть изготовлена и применена с использованием известных в технике средств, следовательно, она обладает промышленной применимостью.
Порошковая проволока для механизированной подводной сварки
Сварочная композиционная проволока для дуговой сварки трубных и криптоустойчивых сталей
Композиционная сварочная проволока для дуговой сварки легированных сталей высокой прочности
Горелка для дуговой сварки в среде защитных газов
Газовое сопло для сварочной горелки
Устройство для механизированной электродуговой сварки плавящимся электродом в среде защитных газов на открытых площадках
Порошковая проволока для механизированной подводной сварки
Сварочная композиционная проволока для дуговой сварки трубных и криптоустойчивых сталей
Композиционная сварочная проволока для дуговой сварки легированных сталей высокой прочности
Горелка для дуговой сварки в среде защитных газов
Газовое сопло для сварочной горелки
Устройство для механизированной электродуговой сварки плавящимся электродом в среде защитных газов на открытых площадках
Порошковая проволока для мокрой подводной резки
Способ подводной мокрой сварки и резки с порошковой проволокой и флюсовой лентой

