Результат интеллектуальной деятельности: Газовое сопло для сварочной горелки
Вид РИД
Изобретение
Предлагаемое изобретение относится к машиностроению и может быть применено при дуговой сварке и наплавке металлических деталей в среде защитного газа.
Известно сопло к сварочной горелке (см. Коляда А.А., Давидчук П.И., Радомыльская Н.Н., Домки И.Р. Конусное сопло к горелке для сварки. Авторское свидетельство СССР №1278149. Опубликовано 23.12.1986 г. Бюл. №47). Указанное сопло выполнено из двух сопряженных конусов и имеет на внутренней поверхности кольцевой выступ. Наличие выступа позволяет уменьшить площадь поперечного сечения сопла, что приводит к увеличению скорости истечения газа на выходе из сопла и уменьшить расход защитного газа. Однако наличие внутри сопла выступа нарушает ламинарный характер движения газа на периферии газовой струи, что может приводить к турбулентности струи на выходе из сопла и нарушению эффективности газовой защиты зоны сварки.
Известно сопло к горелке (см. Римский С.Т., Свеницкий В.Г., Ульянов В.И. Конусное сопло к горелке для сварки. Авторское свидетельство СССР №518299. Опубликовано 25.06.1976 г. Бюл. №23), которое выполнено в виде двух сопряженных конусов, которые позволяют обеспечить равномерное поле скоростей истечения газа из сопла, что уменьшает расход защитного газа и повышает эффективность защиты зоны сварки. Однако сопло по изобретению не имеет плавного перехода в местах сопряжения конусов, что может нарушать ламинарное течение на периферии газовой струи при высоких скоростях истечения газа на входе в сопло. Кроме того, форма сопла не имеет прямого участка на выходе, что снижает стабильность и жесткость защитной газовой струи при сварке в условиях ветра. Это нарушает эффективность газовой защиты и качество сварных соединений в условиях ветра.
Известно сопло к горелке для сварки (см. Акатнов Н.И., Бабаев И.И., Примин Д.И., Кузнецов М.Ю., Федоренко Г.А. и др. Сопло к горелке для сварки в среде защитного газа. Авторское свидетельство СССР №1669658. Опубликовано 15.08.1991 г. Бюл. №30), которое принято за прототип. Сопло по прототипу состоит из проточной части в виде конфузора, по радиусу которого установлены продольные пластины, выступающие за пределы сопла. Указанное сопло позволяет увеличить устойчивость струи защитного газа при сварке с порывами ветра. Однако сопло по прототипу не имеет прямого участка на выходе, что снижает стабильность и жесткость защитной газовой струи при сварке в условиях ветра при высоких скоростях истечения газа. Кроме того, наличие выступающих пластин по контуру сопла ограничивает визуальное наблюдение сварщика за формированием сварного шва. Указанные недостатки ограничивают применение указанного сопла в промышленности.
Техническим результатом предлагаемого изобретения является улучшение эффективности газовой защиты зоны сварки при дуговой сварке в среде защитного газа в условиях ветра путем увеличения скорости истечения и жесткости защитной газовой струи.
Сущность предлагаемого изобретения заключается в том, что при дуговой сварке в среде защитного газа используют газовое сопло, форма которого состоит из криволинейного и прямолинейных участков. В отличие от прототипа сопло имеет вид конфузора с прямолинейными участками на входе и выходе из сопла, а внутренняя поверхность криволинейного участка имеет форму параболической кривой, у которой начало и конец асимптотически стремятся к прямой линии параллельно продольной оси конфузора.
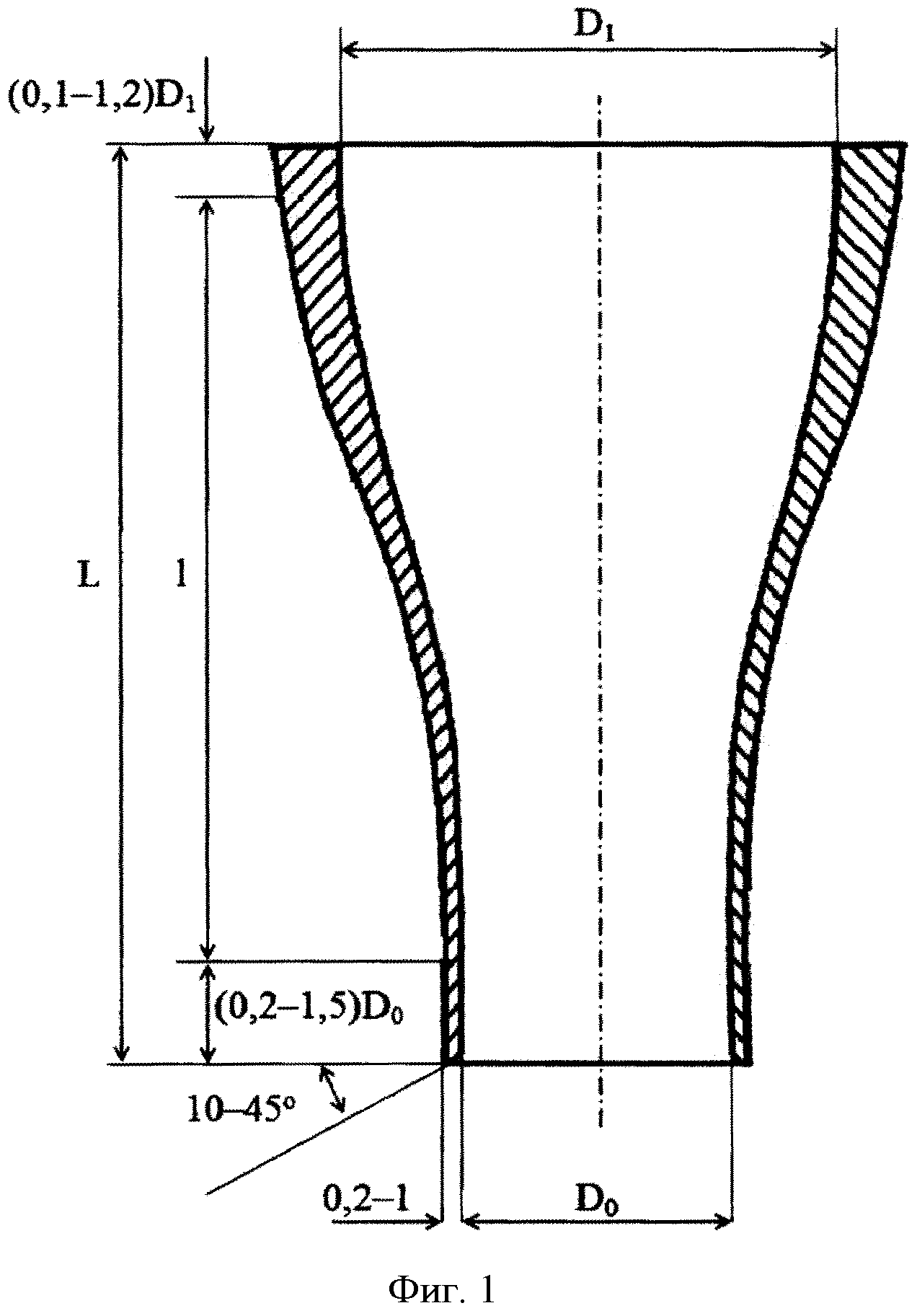
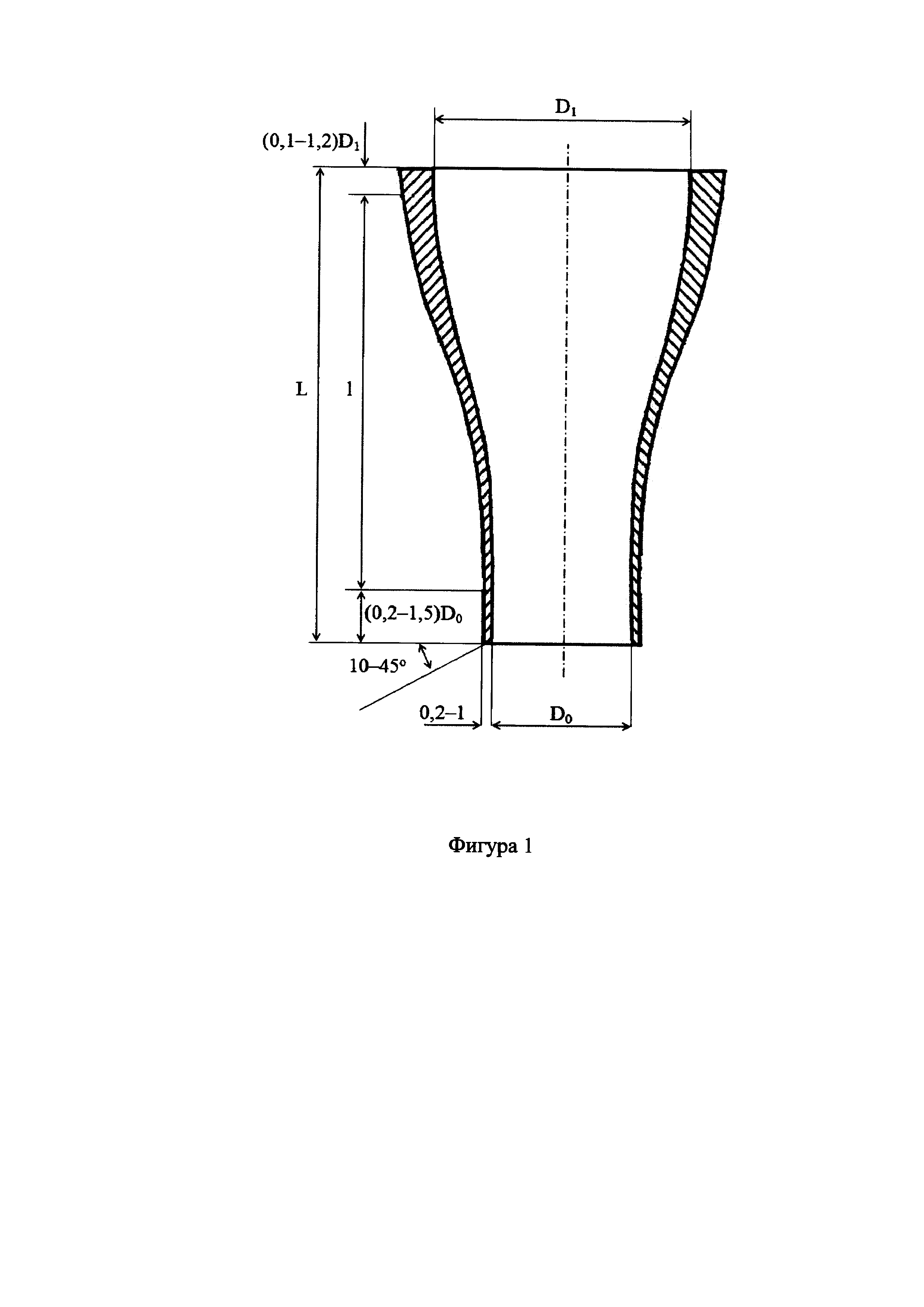
Такое сочетание известных и новых признаков позволяет улучшить эффективность газовой защиты при сварке в условиях ветра. Это становится возможным, поскольку сопло имеет внутреннюю поверхность в виде параболической кривой, у которой начало и конец асимптотически стремятся к прямой линии параллельно продольной оси сопла, которое содержит прямолинейные участки на входе и выходе. При этом общая длина сопла L равна сумме длины конфузора 1, равной 1,5-3 выходных диаметров сопла D0, длины прямолинейного участка на выходе, которая принимается равной 0,2-1,5 выходного диаметра сопла и длины прямолинейного участка на входе, которая принимается равной 0,1-1,2 входного диаметра сопла D1. Такая конструкция сопла имеет улучшенные аэродинамические характеристики, которые обеспечивают повышение скорости истечения защитной газовой струи и необходимую степень сжатия газовой струи на выходе из сопла, что увеличивает стабильность и жесткость газовой струи в условиях воздействия ветра.
Изобретение иллюстрируется чертежом, на котором показана конструкция газового сопла с общей длиной L, длиной 1 конфузора в виде параболической кривой, входным и выходным внутренними диаметрами сопла D1, D0, длиной прямолинейного участка на входе, равной (0,1-1,2 D1), длиной прямолинейного участка на выходе, равной (0,2-1,5 D0), толщиной кромки сопла, равной 0,2-1 мм, углом скоса кромки, равным 10-45°.
Цель изобретения достигается тем, что конструкция сопла имеет вид конфузора с прямолинейными участками на входе и выходе из сопла, а внутренняя поверхность криволинейного участка имеет форму параболической кривой, у которой начало и конец асимптотически стремятся к прямой линии параллельно продольной оси конфузора.
Форма параболической кривой может быть рассчитана согласно функциональным зависимостям (см. Жуковский Н.Е. Насадки и диффузоры аэродинамических труб. / Н.Е.Жуковский. - М.: Наука, 1949. - Т. IV. - 613 с.):

где 1 - длина конфузора, х - текущая осевая координата, q - произвольный коэффициент, который во всех случаях ≥1.
При этом степень сжатия газовой струи на выходе из сопла n=1,5-4 и определяется отношением площадей входного и выходного отверстия сопла [см. Абрамович Г.Н. Теория турбулентных струй. - М.: Наука, 1984. - 716 с.]:

где F1, F0 - площади входного и выходного отверстий сопла, D1, D0 - диаметры тех же отверстий.
Если степень сжатия газовой струи потока на выходе из сопла менее 1,5, то при истечении из сопла происходит увеличение степени турбулентности газовой струи. Если степень сжатия газовой струи на выходе из сопла более 4, то степень турбулентности газовой струи на выходе превышает степень турбулентности газовой струи на входе в сопло.
При этом длина прямолинейного участка на выходе из сопла определяется по опытным данным как 0,2-1,5 выходного диаметра конфузора D0, а длина прямолинейного участка на входе из сопла определяется по опытным данным как 0,1-1,2 входного диаметра конфузора D1 [см. Повх И.Л. Аэродинамический эксперимент в машиностроении. - М.: Машиностроение. - 1974. - 480 с.]. Если длина прямолинейного участка на выходе из сопла менее 0,2 выходного диаметра конфузора, то при прохождении газовой струи по прямому участку не происходит выравнивания поперечного поля скоростей газовой струи. Увеличение длины прямолинейного участка на выходе из сопла более 1,5 выходного диаметра конфузора не оказывает влияния на дальнейшее уменьшение неравномерности поперечного поля скоростей газовой струи. Аналогичным образом влияет изменение длины прямолинейного участка на входе из сопла за пределы рекомендуемого интервала значений.
Для уменьшения турбулентности на периферии газовой струи толщина кромок сопла на выходе прямого участка должна быть 0,2-1 мм, при этом, скос кромки сопла прямого участка должен иметь угол 10-45°. Если толщина кромок на выходе прямого участка сопла менее 0,2 мм или более 1 мм, то происходит нарушение ламинарного истечения газовой струи и эффективность газовой защиты сварочной ванны нарушается. Стабильность истечения газовой струи и эффективность газовой зашиты сварочной ванны также нарушаются, если скос кромки сопла цилиндрического участка имеет угол менее 10° или более 45°.
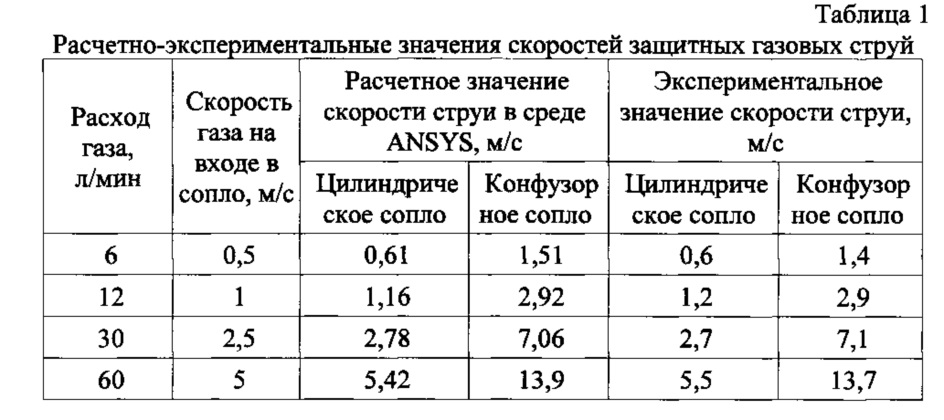
Характеристики истечения газовых струй определили при помощи компьютерного моделирования газодинамических процессов в среде ANSYS, при этом моделировали предлагаемое конфузорное сопло и стандартное сопло цилиндрической формы диаметром 30 мм. Для оценки достоверности расчетных данных, полученных в среде ANSYS, провели экспериментальные исследования скорости истечения газовых струй на выходе сопла при различных расходах газа с помощью цифрового термоанемометра Dwyer Series 471. Испытания газовых сопел производили при механизированной сварке в среде углекислого газа.
Для испытаний изготовили сопло из нержавеющей стали с входным внутренним диаметром 30 мм и выходным внутренним диаметром 21 мм. При этом толщина кромок на выходе прямого участка составляла 0,5 мм, угол скоса кромок 30°, общая длина сопла составляла 40 мм, длина прямого участка 5 мм. Результаты моделирования и экспериментов показали, что конфузорное сопло предлагаемой конструкции обеспечивает увеличение скорости истечения газовой струи по сравнению с цилиндрическим соплом, см. таблица 1.
Испытания газового сопла при механизированной сварке в среде углекислого газа на лабораторном стенде с аэродинамической трубой с моделированием воздействия ветра со скоростью 1-3 м/с с резкими усилениями показало, что предлагаемое сопло обеспечивает эффективную газовую защиту зоны сварки и отсутствие дефектов.
Таким образом, предлагаемое газовое сопло обеспечивает технический эффект, который выражается в улучшении эффективности газовой защиты и увеличении скорости истечения газовой струи в условиях воздействия ветра, может быть изготовлено и применено с использованием известных в технике средств, следовательно, сопло обладает промышленной применимостью.
Способ получения металлоксидных катализаторов для выращивания углеродных нанотрубок из газовой фазы
Порошковая проволока для подводной сварки мокрым способом
Порошковая проволока для сварки сталей под водой
Наноструктурированная наплавочная проволока
Наноструктурированная сварочная проволока
Наноструктурированная порошковая проволока
Наноструктурированная порошковая проволока для подводной сварки
Наноструктурированный сварочный материал
Способ контактной стыковой сварки труб с газообразным флюсом
Способ контактной стыковой сварки труб с активирующим флюсом
Порошковая проволока для подводной сварки мокрым способом
Порошковая проволока для сварки сталей под водой
Наноструктурированная наплавочная проволока
Наноструктурированная сварочная проволока
Наноструктурированная порошковая проволока
Наноструктурированная порошковая проволока для подводной сварки
Наноструктурированный сварочный материал
Способ контактной стыковой сварки труб с газообразным флюсом
Способ контактной стыковой сварки труб с активирующим флюсом
Солнечный водонагреватель

