Результат интеллектуальной деятельности: ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ НА ПЛАСТИЧЕСКОЕ ОДНООСНОЕ РАСТЯЖЕНИЕ
Вид РИД
Изобретение
Предлагаемое изобретение относится к испытательной технике, а именно к образцам для определения прочностных характеристик материалов при пластическом одноосном растяжении, и может найти применение в различных отраслях промышленности.
Известен образец для испытания материалов на пластическое одноосное растяжение и сжатие, имеющий цилиндрическую рабочую часть и две соосные с ней захватные сложнопрофильные части (Патент RU 2111475, МПК G01N 3/08, 20.05.1998).
Недостатками образца являются большая трудоемкость и металлоемкость его изготовления.
Известны пропорциональные цилиндрические образцы для испытания материалов на пластическое одноосное растяжение, содержащие цилиндрическую рабочую часть и две соосные с ней захватные части, каждая из которых выполнена в виде сплошного цилиндра с переходной зоной к рабочей части, выполненной в виде или тороидальной поверхности, или усеченного конуса, или цилиндра меньшего диаметра, или сочетанием отмеченных геометрических фигур (Гост 1497 - 84. Металлы. Методы испытания на растяжение. Приложение 2. Тип I…VII) - прототип.
Недостатками известных образцов являются значительная трудоемкость их изготовления, вызванная сложными геометрическими формами захватных частей, при малом коэффициенте использования материала исходных заготовок. Кроме того, изготовление рабочей части образцов путем удаления припуска, например обработкой резанием, приводит к потере информации о механических свойствах определенного класса изделий, технология изготовления которых приводит к неоднородности свойств материала по сечению изделия (например, горяче- и холоднотянутых прутков и т.п.).
Техническим результатом, на достижение которого направлено предлагаемое решение, является снижение трудоемкости изготовления образцов, повышение коэффициента использования материала и обеспечение возможности испытания изделий с учетом технологии их изготовления.
Технический результат достигается тем, что в образце для испытания материалов на пластическое одноосное растяжение, содержащем захватные части и рабочую часть в виде стержня, захватные части выполнены в виде втулок, выполненных из материала, обладающего эффектом обратимой памяти формы, охватывающих стержень, при этом сечения рабочей части стержня и его концевых зон равны между собой; длина втулки (L) равна:
 ,
,
где k - коэффициент запаса, равный 1,5…3,0; d - диаметр стержня образца; σв - ожидаемый предел прочности материала стержня образца; τk=mσn - касательные напряжения между втулкой и стержнем образца, m - фактор трения, σn - контактные напряжения между втулкой и стержнем при температуре испытания образца, а ее диаметр (D)
где σсм - напряжение смятия материала втулки;
стержень выполнен в виде полого цилиндра постоянного сечения, в полость которого в концевых зонах помещены вставки, выполненные из материала, не обладающего эффектом памяти формы; в полость стержня помещены вставки, выполненные из материала, обладающего эффектом обратимой памяти формы; в полость стержня в концевых зонах помещены вставки, выполненные из материала, не обладающего эффектом обратимой памяти формы; на концевых зонах стержня выполнены выступы и/или впадины; отверстие втулки выполнено в виде гладкого цилиндра и/или фасонным.
Изобретение поясняется чертежами:
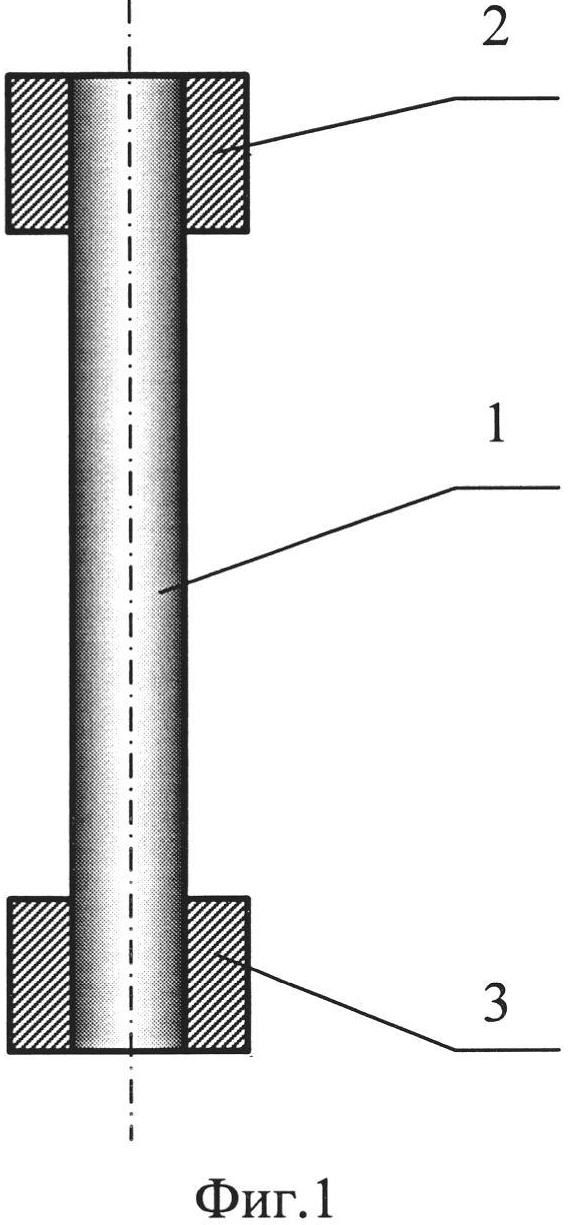
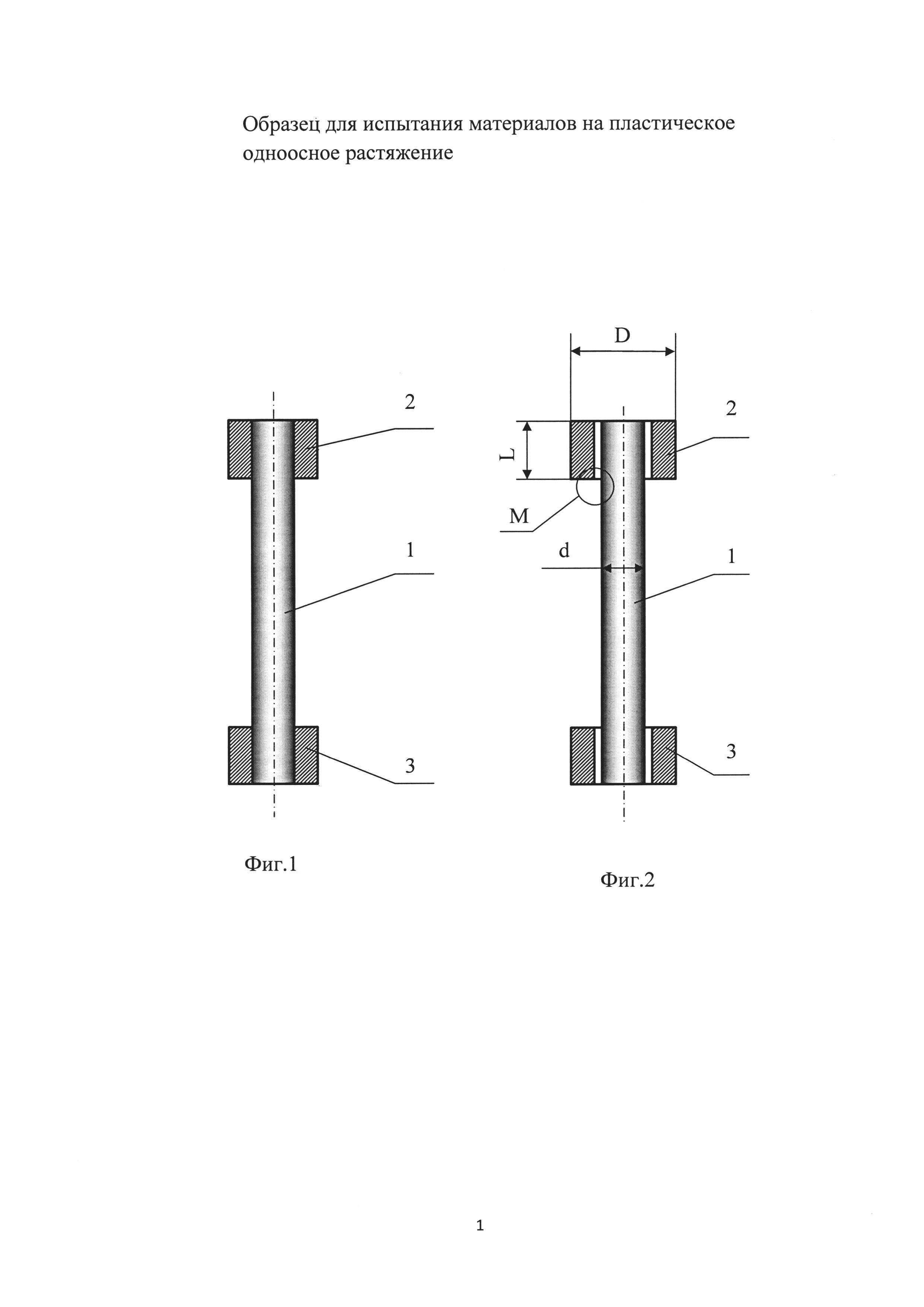
фиг. 1 - образец для испытания материала на пластическое одноосное растяжение в собранном виде,
фиг. 2 - исходное положение стержня и втулок перед сборкой цилиндрического образца,
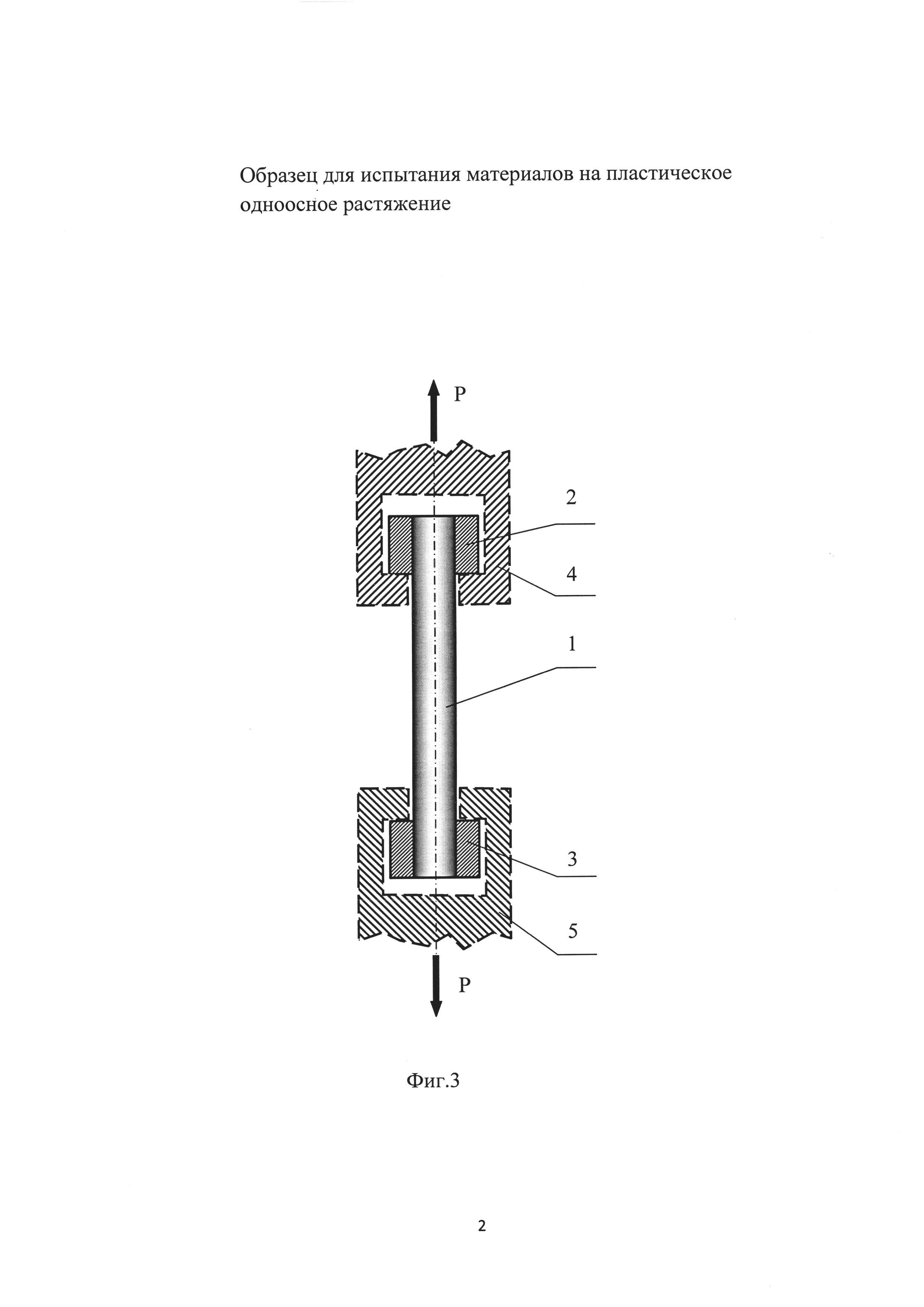
фиг. 3 - схема испытания материала стержня образца на пластическое одноосное растяжение,
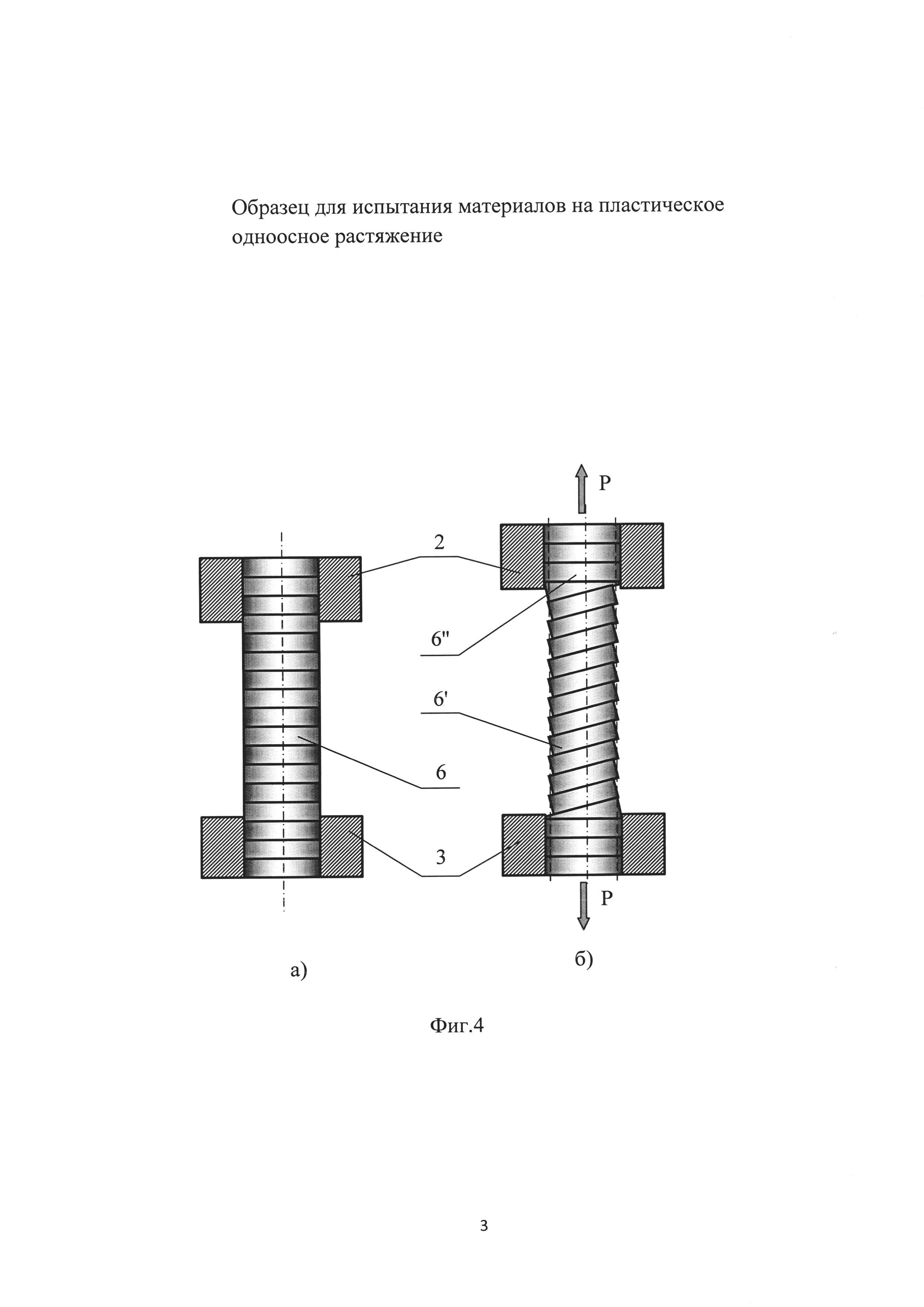
фиг. 4 - схема деформации стержня образца в виде монокристалла при растяжении путем сдвига по плоскостям скольжения,
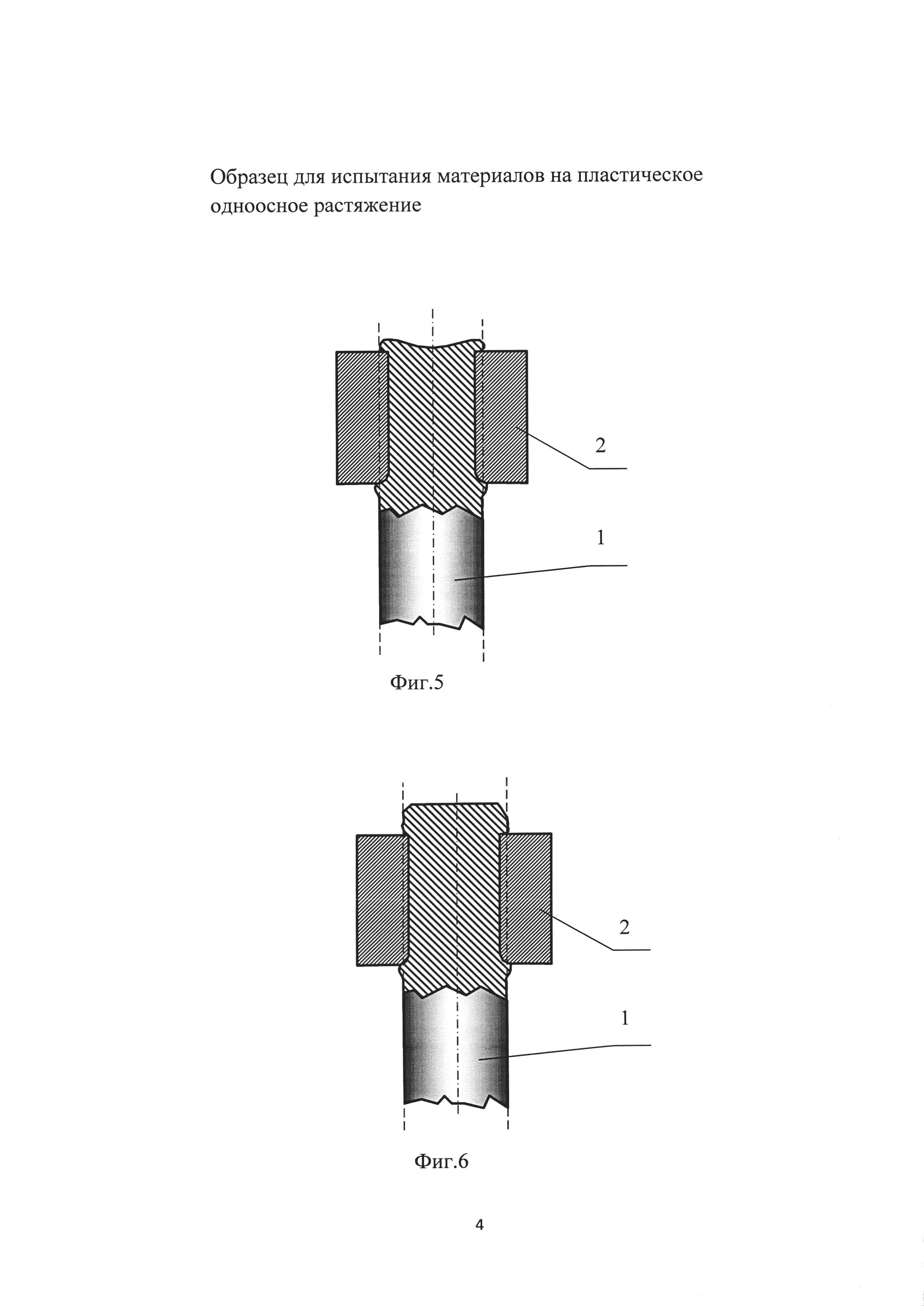
фиг. 5 - вариант пластической деформации концевых зон стержня образца, изготовленного из пластичного материала,
фиг. 6 - вариант пластической деформации концевых зон стержня образца, изготовленного из пластичного материала,
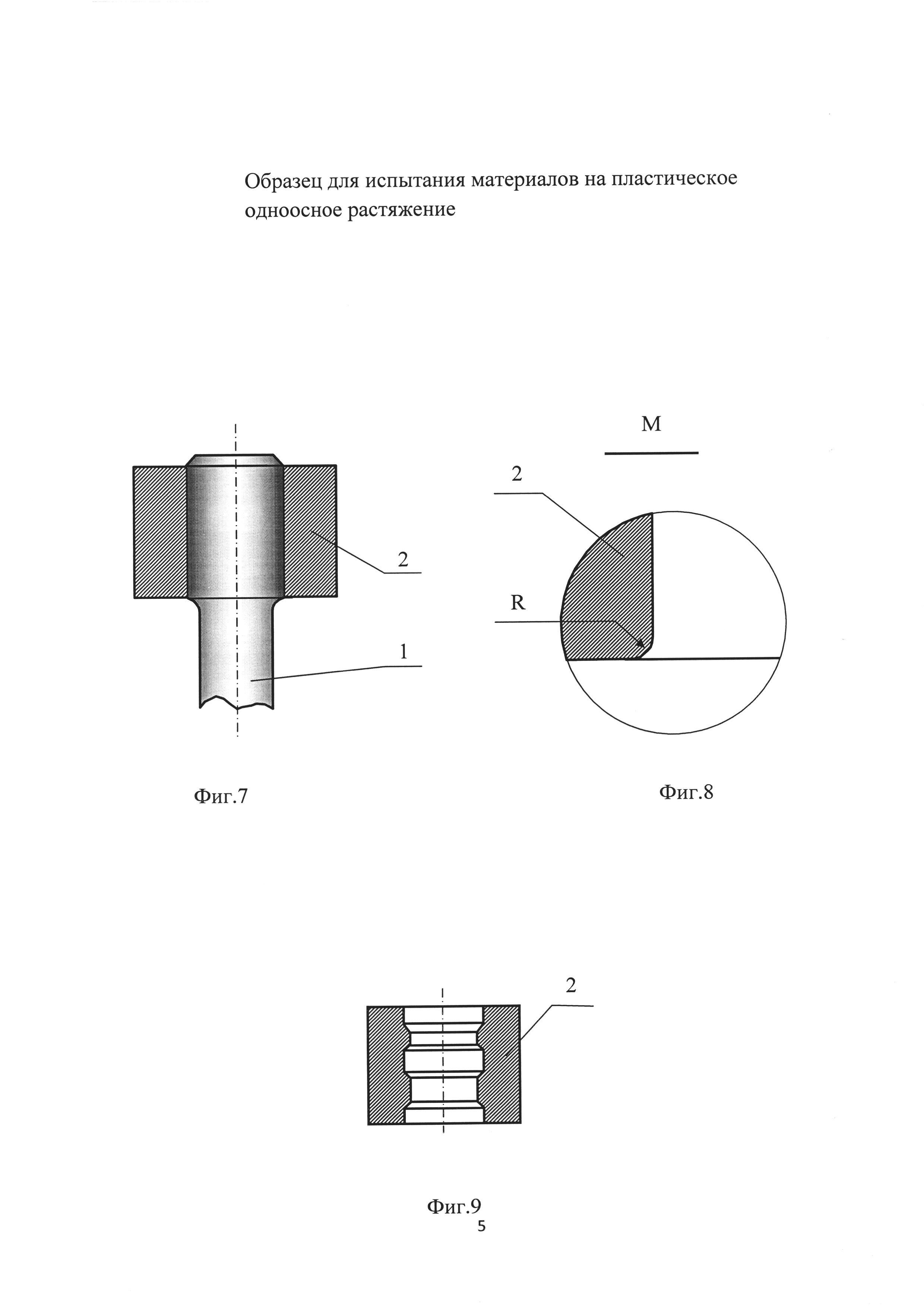
фиг. 7 - вариант выполнения концевых зон стержня образца,
фиг. 8 - элемент М фиг. 2,
фиг. 9 - вариант выполнения отверстия втулки,
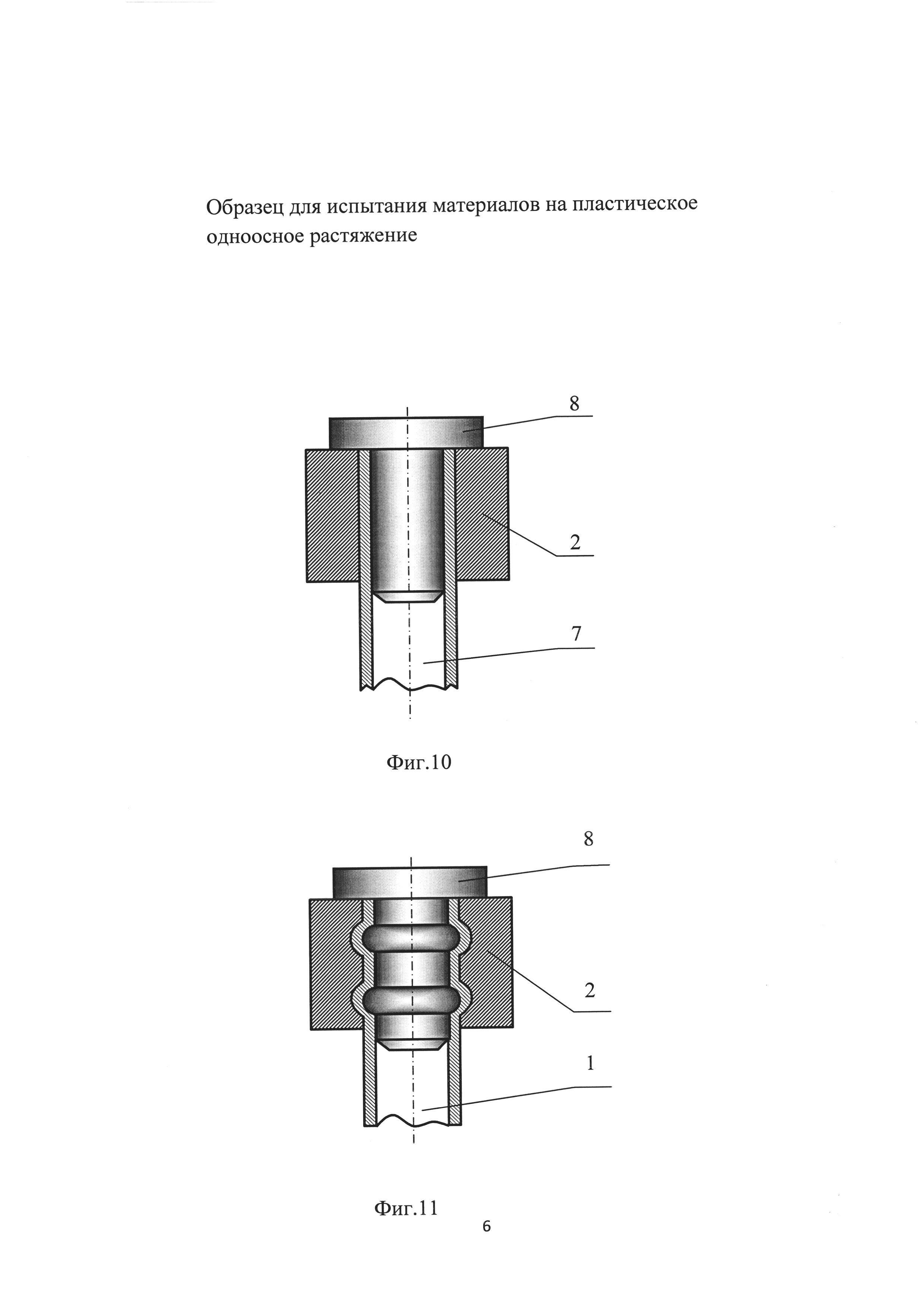
фиг. 10 - вариант конструкции захватной части трубного образца,
фиг. 11 - вариант конструкции захватной части трубного образца,
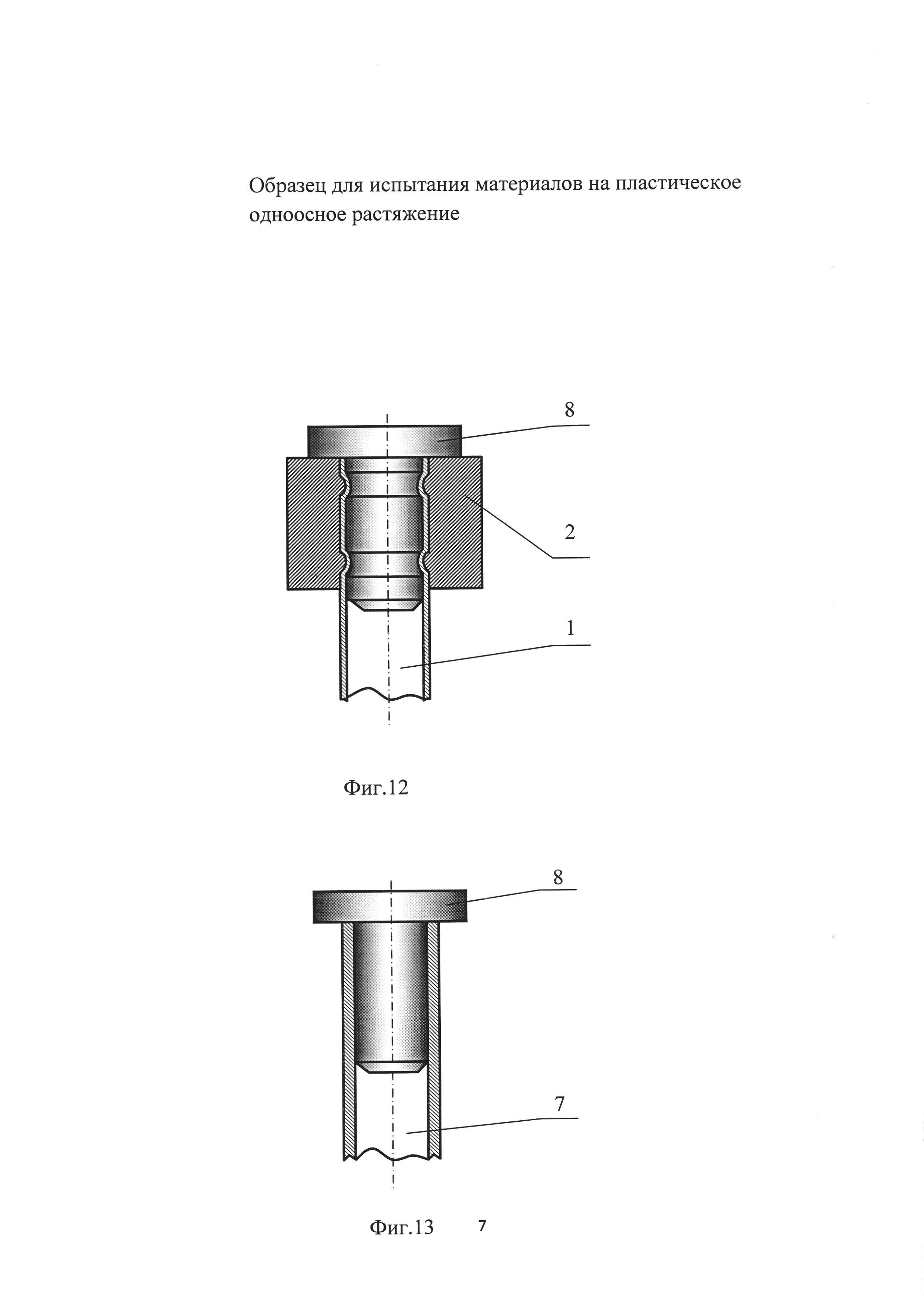
фиг. 12 - вариант конструкции захватной части трубного образца,
фиг. 13 - вариант конструкции захватной части трубного образца.
Образец содержит рабочую часть 1 (фиг. 1) в виде, например, цилиндрического стержня и захватные части, образованные одинаковыми втулками 2 и 3, жестко связанными с его рабочей частью. Длина рабочей части образца соответствует, например, ГОСТ 1497 - 84. Концевые зоны стержня, охваченные втулками 2 и 3, имеют сечения, равные сечению рабочей части образца 1.
Втулки 2 выполнены из материала, обладающего эффектом обратимой памяти формы, например никелида титана марки ТН1К.
Втулку изготавливают в аустенитном состоянии ее материала, преимущественно обработкой резанием. При этом диаметр ее внутреннего отверстия выполняют, например, на 4…9% меньше диаметра концевых зон стержня. Затем захолаживанием, например, в жидком азоте, материал втулки переводят в мартенситное состояние. В этом состоянии ее внутренний диаметр подвергают раздаче, например дорнованием, до диаметра, большего диаметра концевых зон образца. Захоложенные втулки надевают на концевые зоны образца. При повышении температуры до температуры испытания образца материал втулок переходит в аустенитное состояние, втулка восстанавливает свои (до деформирования) размеры, обеспечивая жесткую связь с концевыми зонами образца, за счет создания контактных напряжений, например в диапазоне 180…400 МПа.
Испытание проводят следующим образом.
Подготовленный образец помещают в зажимы испытательной машины 4, 5 (фиг. 3) и подвергают испытанию на пластическое одноосное растяжение прикладывая силы Р с привлечением традиционной испытательной техники.
После разрыва образца его части с втулками на концевых участках подвергают охлаждению, например, жидким азотом. При этом материал втулок переходит в мартенситное состояние, сопровождающееся увеличением внутреннего диаметра втулок до размеров, соответствующих диаметру после раздачи. Разрушенные части образца свободно извлекаются из втулок, а втулки вновь готовы для сборки со следующим стержнем, являющимся частью образца.
Длину втулки L (иначе: протяженность зоны контакта втулки с концевыми участками стержня образца) для круглых в сечении образцов (фиг. 2) устанавливают из условия отсутствия проскальзывания втулки относительно стержня образца при его испытании на растяжение. Указанная длина втулки L, в первом приближении, может быть определена по выражению

где k - коэффициент запаса, ориентировочно равный 1,5…3,0; d - диаметр стержня образца; σв - ожидаемый предел прочности материала стержня образца; τk=mσn - касательные напряжения между втулкой и стержнем образца, m - фактор трения (ориентировочно равный 0,4…0,5), σn - контактные напряжения, развиваемые втулкой при сборке со стержнем образца при температуре испытания образца.
Наружный диаметр втулки, определяющий площадь смятия материала втулки при испытании образца на растяжение, ориентировочно можно определить по выражению

где σсм - напряжение смятия материала втулки.
Рассчитанные геометрические параметры втулки по выражениям 1, 2 целесообразно откорректировать опытным путем.
В общем случае, начальный этап образования шейки при растяжении образца может реализоваться в любом перпендикулярном сечении по длине стержня.
При испытании на растяжение малопластичных (в том числе хрупких) материалов, когда контактные напряжения, наведенные между втулкой и стержнем образца, в первом приближении, меньше предела текучести материала стержня, пластическая деформация материала стержня отсутствует. В этом случае касательные напряжения, возникающие между поверхностями втулки и упруго удлиняющимся стержнем, стремятся препятствовать его удлинению, отодвигая тем самым момент образования шейки. В иных условиях находится рабочая зона образца, по длине которой контактные касательные напряжения отсутствуют, создавая, тем самым, более благоприятные условия для образования шейки, в отличие от зон стержня, жестко охваченных втулками.
Дополнительно, если представить стержень растягиваемого образца в виде монокристалла состоящим из слоев 6 (фиг. 4а), разделенных плоскостями сдвига, по которым действуют касательные напряжения, то при его растяжении удлинение образца будет обеспечиваться деформацией сдвига между слоями с постепенным разворачиванием их в направлении действия нагрузки Р, обеспечивая тем самым сплошность материала стержня. При этом слои 6′ (фиг. 4б), образующие рабочую зону образца, и слои 6″, жестко охваченные втулками 2 и 3, находятся при разных условиях деформирования. А именно слои 6″ являются заблокированными от разворота и деформации сдвига, в отличие от слоев 6′, находящихся в более благоприятных условиях деформирования.
Изложенная модель деформации монокристалла принципиально не отличается от деформации поликристаллического тела. В последнем случае происходит сдвиг одних слоев металла в пределах каждого зерна относительно соседних по плоскостям скольжения. Внешняя растягивающая сила Р диктует необходимость разворота этих слоев в направлении приложения силы, который сопровождается их скольжением друг по другу. При этом деформация зерен, принадлежащих концевым участкам стержня, жестко охваченных втулками 2 и 3, затруднена, так как затруднена деформация соседних зерен, например примыкающих и образующих поверхность контакта стержня и втулки.
Таким образом, вероятность возникновения деформации материала в расчетной зоне образца при его растяжении достаточно велика.
При подготовке к испытанию образца с стержнем, выполненным из пластичного материала, контактные напряжения между втулкой и стержнем могут достигать или быть больше предела текучести материала стержня. В этом случае возможна пластическая деформация его материала (фиг. 5, 6), сопровождающаяся уменьшением диаметра, в общем случае, на 4…9% и вызывающая упрочнение материала в зоне контакта. Влияние уменьшения площади поперечного сечения стержня, охваченного втулкой, и повышение прочностных свойств материала за счет упрочнения, на несущую способность стержня в указанной зоне является индивидуальным для геометрии образца и свойств материала, из которого изготовлен стержень образца.
Для повышения надежности образования шейки в рабочей зоне образца и вовлечения в процесс деформации растяжения материала образца, находящегося именно в его рабочей зоне, концевые участки стержня 1 (фиг. 7) могут иметь диаметр, больший диаметра рабочего участка образца, например на 0,5…2 мм.
Для обеспечения плавности перехода контактных напряжений между втулками и рабочей частью образца при его сборке сопряжение взаимно противоположных торцов втулок с их отверстиями выполнено по радиусу R (фиг. 8).
Для повышения надежности и жесткости контакта системы втулка - стержень образца отверстие втулки при аустенитном состоянии ее материала может быть выполнено с чередующимися выступами (фиг. 9).
Стержень образца может быть изготовлен как обработкой резанием, сопровождающейся удалением припуска, так и непосредственно отделением (отрезкой) необходимой длины стержня от длинномерного изделия, например прутка или проволоки. Во втором случае сохраняется информация о механических свойствах изделия, технология изготовления которого приводит к неоднородности свойств материала по его сечению. Это позволяет определить комплексные механические свойства, включающие в себя свойства материала изделия и влияние на эти свойства технологии изготовления изделия.
При сборке образцов, состоящих из полого стержня в виде трубы 7 (фиг. 10), жестко охваченной втулками из материала, обладающего эффектом обратимой памяти формы, в полости концевых участков могут быть предварительно (перед сборкой с втулками) вставлены вставки 8, выполненные из материала, не обладающего эффектом обратимой памяти формы. Это позволяет повысить жесткость концевых участков образца.
Для дальнейшего повышения надежности фиксации трубы 7 образца с втулками, в дополнение к предыдущему варианту, вставка 8 может быть выполнена также из материала, обладающего эффектом обратимой памяти формы. В этом случае вставку изготавливают в аустенитном состоянии его материала, например обработкой резанием. При этом диаметр ее участка, предназначенного для помещения в полость трубы 7 образца, выполняют, например, на 4…9% больше внутреннего диаметра концевых зон будущего образца. Затем захолаживанием, например, в жидком азоте, материал вставки переводят в мартенситное состояние. В этом состоянии ее участок, предназначенный для помещения в полость трубы 7 образца, подвергают редуцированию на диаметр, достаточный для свободной установки в концевую полость трубы 7 образца. Для повышения технологичности операции редуцирования вставка 8 может быть выполнена в виде цилиндра, лишенного ступени большего диаметра (не показано), а операцию редуцирования в этом случае выполняют путем проталкивания вставки через канал матрицы соответствующих размеров (не показано). Захоложенными втулками и вставками оснащают концевые зоны образца. При повышении температуры до температуры испытания образца материал втулок и вставок переходит в аустенитное состояние, втулка и вставка восстанавливают свои (до пластического деформирования) размеры, обеспечивая жесткую связь с концевыми зонами образца.
Как вариант выполнения образца, его концевые (захватные) части могут быть оснащены вставками, выполненными из материала, обладающего эффектом обратимой памяти формы, а втулки - выполнены из материала, не обладающего указанным эффектом.
Дополнительно, с этими же целями, рабочие поверхности втулок и вставок могут быть выполнены фасонными, например как показано на (фиг. 11, 12) с чередующимися выступами и впадинами или сочетанием гладких поверхностей с фасонными (не показано).
Кроме того, захватные части образца, имеющего полый стержень, могут быть выполнены только из вставок 8 (фиг. 13), выполненных из материала, обладающего эффектом обратимой памяти формы.
Предложенный образец для испытания материалов на пластическое одноосное растяжение позволяет снизить трудоемкость его изготовления, повысить точность изготовления за счет простой геометрической формы, повысить коэффициент использования материала и реализовать испытание изделий с учетом технологии их изготовления, то есть сохранив как структурную неоднородность, так и неоднородность механических свойств по сечению образца.
Способ очистки двухконтурных форсунок камеры сгорания газотурбинного двигателя от продуктов коксования топлива и нагара и устройство для его осуществления
Способ удаления поковки из штампа
Способ определения коэффициента трения при пластической деформации и устройство для его осуществления
Способ сборки образца, применяемого для испытания на одноосное пластическое растяжение, в виде стержня со втулками из материала, обладающего памятью формы
Способ изготовления литого изделия с проницаемой ячеистой структурой из алюминиевого сплава
Противоточное вихревое горелочное устройство для сжигания твёрдого пылевидного топлива
Устройство для нанесения смазки на штамп
Способ графитизации низкоуглеродистых сталей, совмещенный с предварительной цементацией в области температур полиморфного превращения
Способ настройки токарного станка для точения детали
Способ оценки параметров профиля поверхности на основе вероятностно-статистической классификации спектра профилограммы
Способ изготовления полых сферических изделий с одним или двумя осесимметричными отводами

