Результат интеллектуальной деятельности: СПОСОБ УДАЛЕНИЯ ПОКОВКИ ИЗ ШТАМПА
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно к способам удаления из ручья штампа поковок или деталей, изготавливаемых из немагнитных токопроводящих материалов, например таких, как сплавы алюминия, магния, бронзы, никеля, титана, а также поковок, изготавливаемых из сплавов железа и других материалов, имеющих температуру при удалении из ручья штампа выше точки Кюри1 
Известен способ удаления горячештампованных заготовок, например из молотовых штампов, заключающийся в том, что нагретую до ковочных температур (или подстуженную до температуры ниже температур ковочного интервала) отштампованную заготовку, оставшуюся в ручье нижнего штампа, перемещают вверх, а оставшуюся в верхнем ручье - вниз, например кузнечными клещами, обеспечивая жесткий контакт губок клещей с соответствующей зоной поковки и придавая при этом клещам функцию рычага, с последующим перемещением отштампованной заготовки на новую позицию штампа или удаляя ее из рабочей зоны молота (Матвеев А.С., Кочетков В.А. Справочник кузнеца / под ред. В.Ф. Безъязычного. М.: Машиностроение, 2011, стр. 209).
Недостатком способа является то, что центр тяжести извлекаемой клещами поковки и точка контакта клещей с поковкой в общем случае не совпадают. При этом между вектором силы тяжести поковки, приложенным к центру ее тяжести, и точкой контакта клещей с поковкой образуется плечо сил. Рассматривая точку контакта поковки с клещами как жесткую заделку, вектор силы тяжести поковки стремится изогнуть поковку относительно отмеченной заделки. Вероятность этого изгиба возрастает с уменьшением жесткости поковки и увеличением расстояния между точкой контакта клещей с поковкой и ее центром тяжести. При этом технологический разогрев поковки до ковочных температур существенно снижает ее жесткость, увеличивая вероятность ее изгиба и коробления, вследствие существенного уменьшения предела текучести, предела прочности, возрастания показателей пластичности и др. Очевидно, что для устранения коробления (изгиба) поковки после ее удаления из рабочей зоны штампа необходимо применение дополнительных операций, увеличивающих трудоемкость ее изготовления.
Для нейтрализации этого недостатка технологические операции пластического формоизменения заготовок традиционно оснащают штампами, имеющими жесткие выталкиватели отштампованных заготовок, обеспечивающих нейтрализацию изгибающих моментов между точками контакта с заготовкой и ее центром тяжести.
Отмеченный выше недостаток (а именно возникновение коробления, изгиба и т.п. при извлечении заготовки из штампа) характерен, например, для операций изотермической штамповки длинномерных заготовок, например титановых заготовок лопаток авиационного двигателя. При этом стремление обеспечить изготовление профиля пера лопатки с минимально необходимым припуском на отделочные, финишные операции наталкивается на необходимость введения дополнительных операций по устранению коробления заготовок.
Известен также способ удаления отштампованных поковок, нагретых индукционным нагревателем, с помощью жесткого выталкивателя из штампа, реализующего процесс изотермической штамповки (Патент №1011313, МПК В21J 1/06. Штамп для изотермической штамповки. Опубл. 15.04.1983. Бюл. №14) - прототип.
Недостатком способа является то, что отштампованная поковка после ее перемещения выталкивателем из матрицы занимает произвольное относительно матрицы положение. Это существенно усложняет ее удаление из рабочей зоны штампа, например захватом робота, обслуживающим штамп.
При оснащении кузнечно-штамповочного оборудования робототехнологическими комплексами, в функции которых входит, среди прочего, удаление отштампованной заготовки из рабочей зоны или перемещение отштампованной поковки-полуфабриката на последующие позиции ее обработки, вопрос извлечения поковки и ее стабильного позиционирования относительно захватного элемента робота становится актуальным.
Техническим результатом, на достижение которого направлено изобретение, является обеспечение стабильного позиционирования удаляемой из штампа поковки относительно рабочих поверхностей штампа или захватного элемента робота за счет удаления поковки в два этапа: на начальном этапе - путем перемещения поковки из ручья штампа жестким выталкивателем и продолжением перемещения поковки на втором заключительном этапе - электромагнитным полем, создаваемом электромагнитом переменного тока, функцию которого выполняет индукционный нагреватель, что позволяет однозначно и стабильно позиционировать поковку относительно захватного элемента робота.
Технический результат достигается тем, что в способе удаления отштампованной поковки из немагнитного токопроводящего материала из рабочей зоны штампа, имеющего индукционный нагреватель в виде катушки для нагрева исходной заготовки, включающий перемещение поковки из ручья штампа воздействием на нее жестким выталкивателем, при этом перемещение поковки из ручья штампа жестким выталкивателем осуществляют до расположения ее торца на торце жесткого выталкивателя в плоскости зеркала штампа или над упомянутой плоскостью, после чего поковку поднимают над штампом и обеспечивают ее позиционирование относительно штампа под действием выталкивающей силы, которую создают пропусканием по обмотке катушки индукционного нагревателя переменного тока, затем поковку перемещают из рабочей зоны штампа.
Новым в способе является то, что индукционному нагревателю придают функцию электромагнита переменного тока с заданной формой магнитного поля, которое используют для создания выталкивающей силы и средства перемещения поковки из ручья штампа и ее позиционирования.
Для обеспечения эффективной работы электромагнита, по созданию выталкивающей силы, приложенной к поковке, его магнитное поле создают преимущественно после перемещения поковки из ручья штампа жестким выталкивателем.
Способ иллюстрируется чертежами, где:
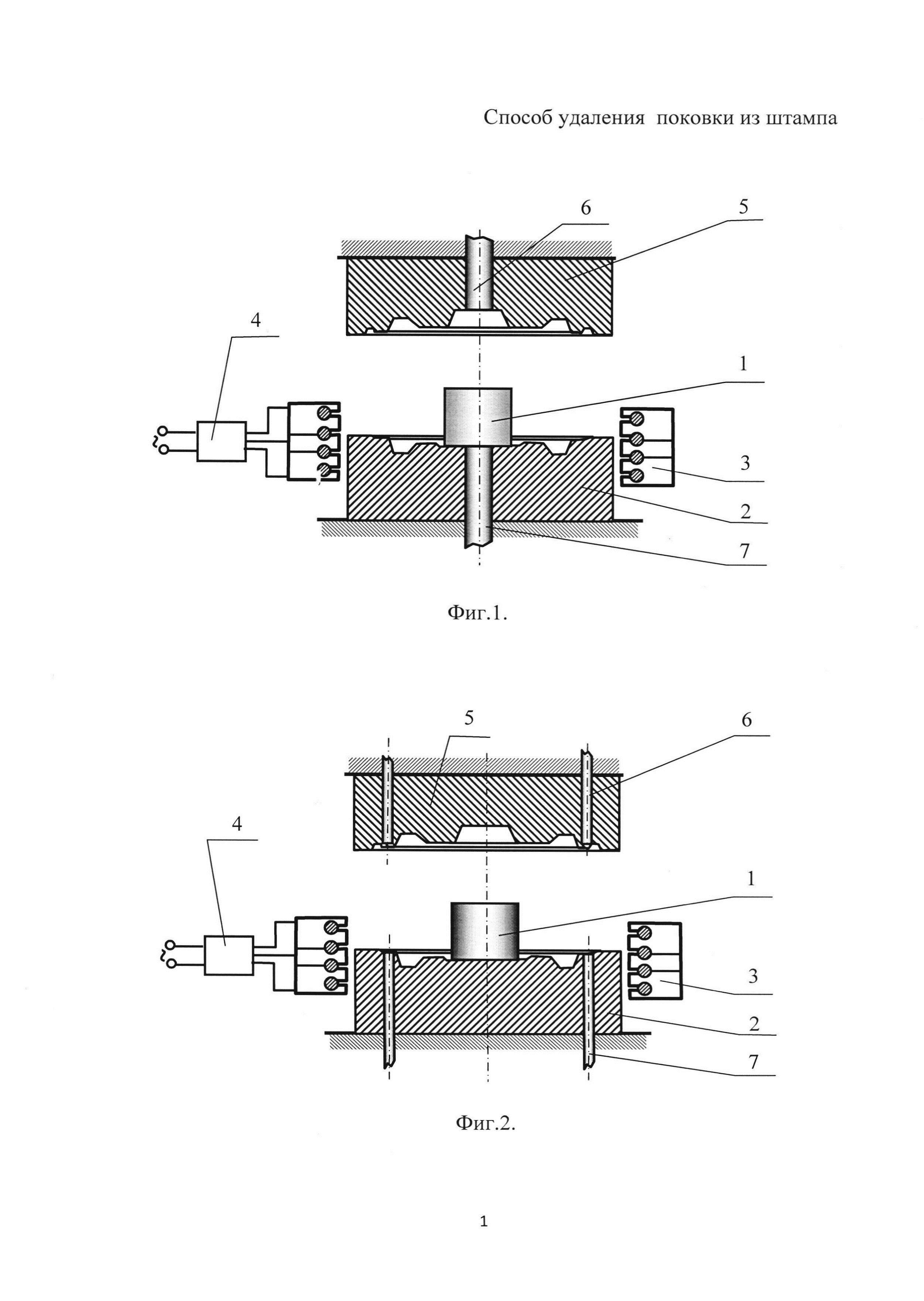
фиг. 1 - вариант 1: исходное положение верхнего и нижнего штампов перед штамповкой заготовки в штампах, оснащенных жесткими выталкивателями, соосными с заготовкой;
фиг. 2 - вариант 2: исходное положение верхнего и нижнего штампов перед штамповкой заготовки в штампах, оснащенных жесткими выталкивателями, взаимодействующими с зонами на периферии будущей поковки;
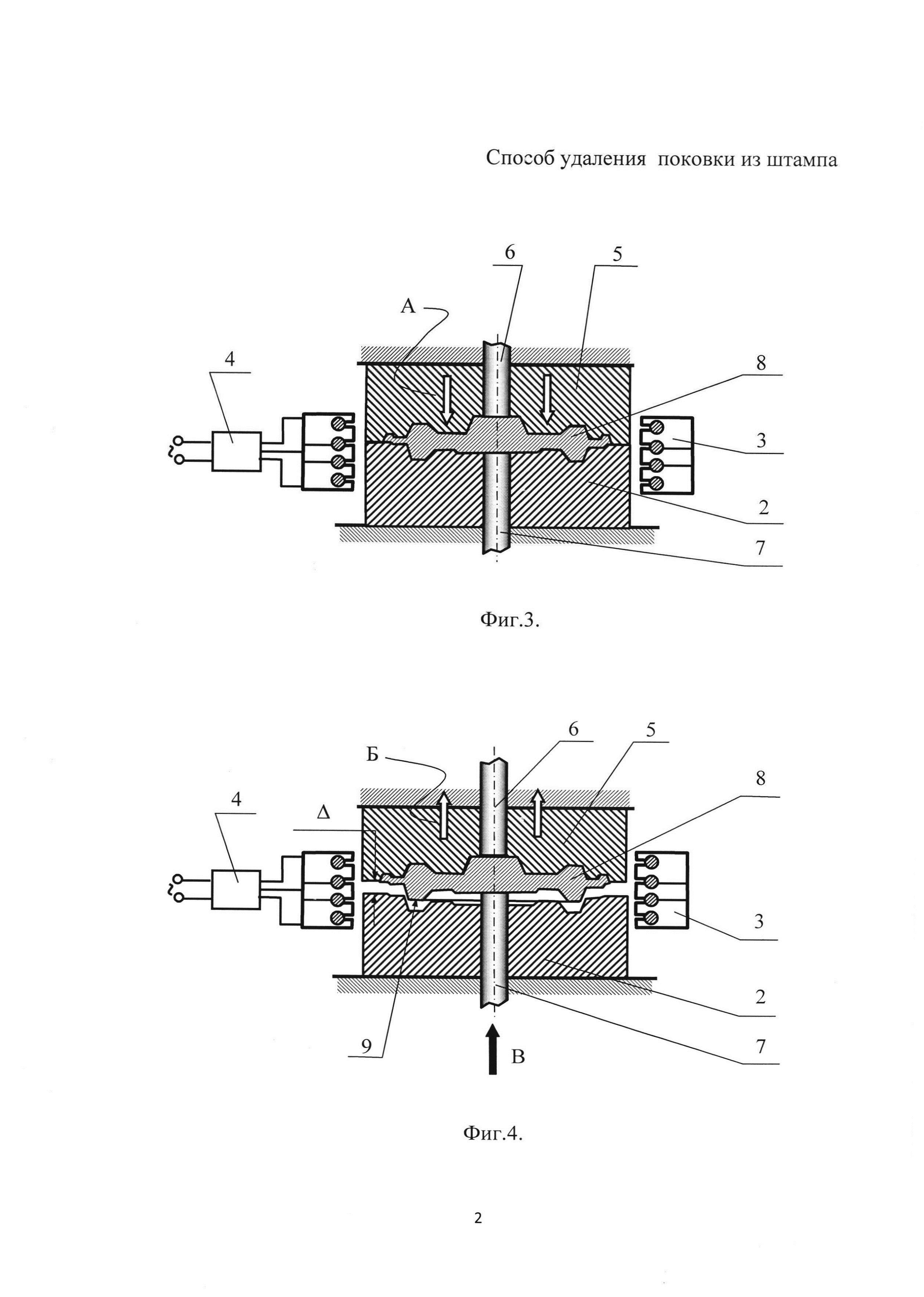
фиг. 3 - заключительный этап штамповки поковки;
фиг. 4 - начальный этап перемещения поковки из ручья нижнего штампа жестким выталкивателем;
фиг. 5 - этап удаления поковки из ручья верхнего штампа;
фиг. 6 - промежуточный или заключительный этап перемещения верхнего штампа на исходную позицию;
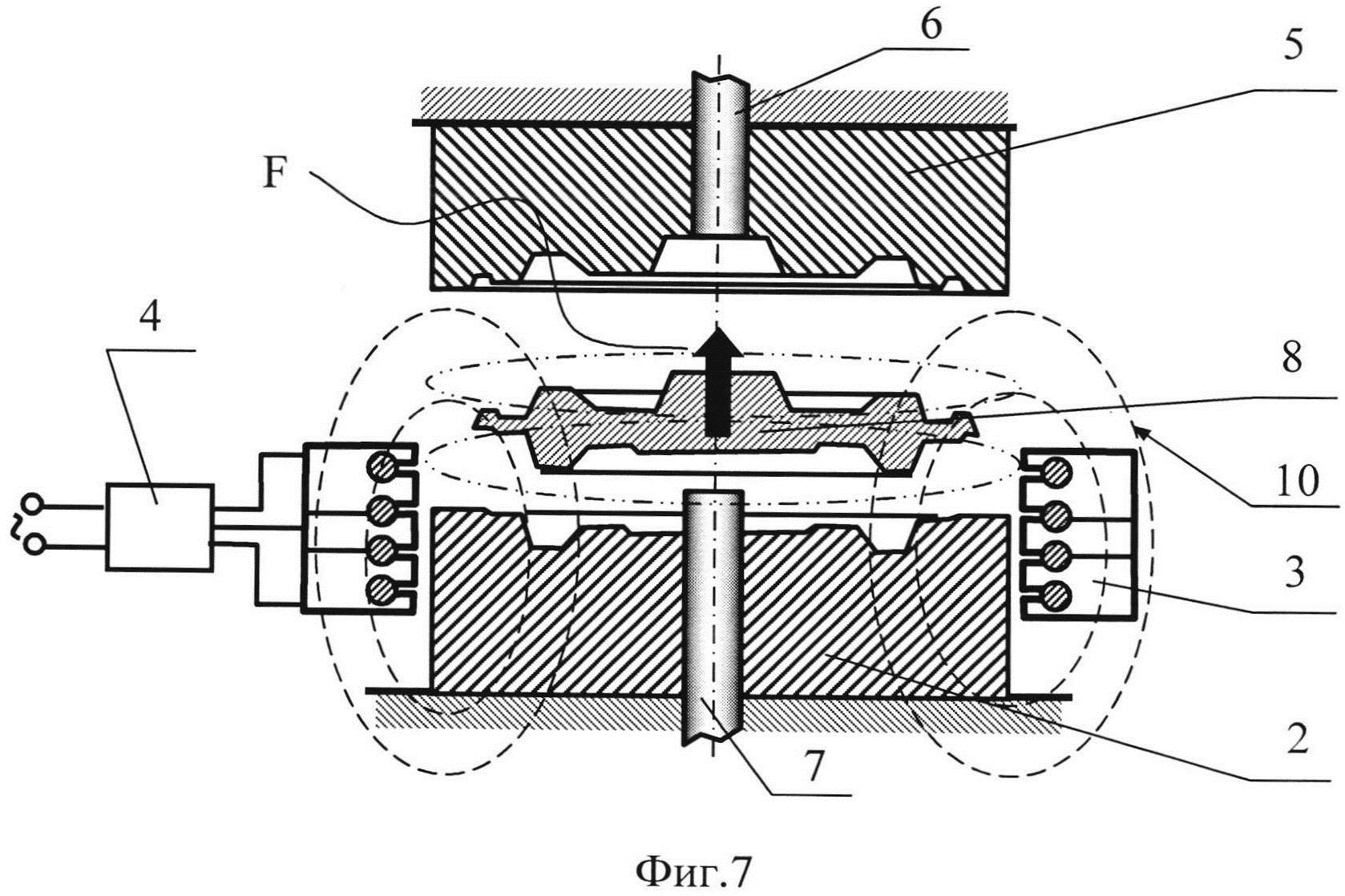
фиг. 7 - заключительный этап перемещения поковки из ручья нижнего штампа электромагнитными силами;
фиг. 8 - вариант перемещения поковки из рабочей зоны штампов в вертикальном и горизонтальном направлениях.
Способ удаления поковки из штампа осуществляют следующим образом.
Заготовку 1 (фиг. 1), которая может быть в виде части прутка круглого или иного поперечного сечения, а также в виде предварительно отштампованной заготовки на предыдущих переходах, устанавливают в рабочий ручей, нижнего штампа 2, оснащенного индукционным нагревателем 3, например, в виде катушки из трубок или провода, электрически соединенной через блок управления 4 с источником переменного тока. Напротив нижнего штампа 2 устанавливают верхний штамп 5, также имеющий рабочий ручей, обращенный к заготовке 1. Дополнительно, по первому варианту верхний 5 и нижний 2 штампы оснащают жесткими выталкивателями 6 и 7, устанавливаемыми, например, соосно заготовке 1. По второму варианту выталкиватели 6 и 7 (фиг. 2) могут быть установлены в периферийных зонах ручьев штампов 2 и 5. Далее для определенности рассматривается первый вариант оснащения штампов выталкивателями.
Устанавливаемая заготовка 1 может быть как в холодном состоянии, так и нагрета вне штампа, например до ковочных температур.
Включают кнопку "Пуск". При этом, если заготовка 1 находится в холодном состоянии, индукционный нагреватель 3 нагревает ее до ковочных температур, а блок управления 4 дает команду на перемещение верхнего штампа 5 (фиг. 3) вниз по стрелкам А, который деформирует исходную заготовку в поковку 8.
При установке в ручей штампа 2 (фиг. 2) заготовки 1 в нагретом состоянии, индуктор 3 при необходимости подогревает заготовку 1 до технологической температуры, компенсируя тем самым, например, потери тепла при транспортировке поковки 1 из нагревательного устройства в рабочую зону штампа 2. Далее блок управления 4 дает команду на перемещение верхнего штампа 5 (фиг. 3) вниз по стрелкам А, который деформирует исходную заготовку в поковку 8. При этом противоположно расположенные выталкиватели 6 и 7 своими торцами обеспечивают контакт, например с торцами поковки 8.
На следующем этапе, закончив штамповку заготовки, верхний штамп 5 (фиг. 4) совместно с выталкивателем 6 начинают перемещать вверх по стрелкам Б. При этом выталкиватель 6 неподвижен относительно штампа 5. Одновременно с началом перемещения штампа 5 вверх, выталкивателю 7 сообщают также перемещение вверх на заданную величину Δ. Осуществляется первый этап удаления поковки 8 из ручья нижнего штампа 2. Величину перемещения Δ настраивают таким образом, чтобы при удалении поковки 8 из ручья штампа 2 нижний торец 9 поковки 8 оказался бы лежащим в плоскости зеркала штампа 2 или несколько выше, например на 0,1…1,0 мм, над зеркалом штампа 2.
Затем прекращают перемещение выталкивателя 6 вверх. При этом поковка 8 (фиг. 5) выталкивается из ручья продолжающего перемещение вверх штампа 5. Закончив выталкивание поковки 8 из ручья верхнего штампа 5, выталкивателю 6 сообщают перемещение вверх по стрелке Г до занятия им исходной позиции перед штамповкой заготовки 1 (фиг. 1). При этом поковка 8 (фиг. 6) остается лежать на торце выталкивателя 7, а между штампами 2 и 5 образуется рабочая зона, достаточная для дальнейшего удаления поковки 8 и установки новой исходной заготовки 1 (фиг. 1).
При перемещении штампа 5 (фиг. 7) вверх, индукционному нагревателю 3 сообщают функцию электромагнита. При этом по обмоткам катушек электромагнита 3 проходит переменный ток. Возникает переменное магнитное поле 10, которое индуцирует в поковке 8, приподнятой над зеркалом штампа 2, индукционные вихревые токи (токи Фуко). В соответствие с правилом Ленца индукционные токи в поковке текут таким образом, что их магнитное поле стремится уменьшить магнитное поле электромагнита 3. В результате между током в электромагните 3 и током в поковке 8 возникает отталкивающая сила Ампера F, являющаяся результирующей удельных сил, приложенных к площади проекции поковки на плоскость разъема штампов. Если сопротивление поковки невелико, то индукционный ток достигает значительной величины. (Чем тоньше поковка, тем больше ее электрическое сопротивление, и наоборот.). При этом сила отталкивания F способна поднять поковку над рабочей плоскостью нижнего штампа 2. Поковка будет парить на такой высоте, при которой сила тяжести, приложенная к поковке, уравновешивается результирующей силой отталкивания F за счет взаимодействия магнитных полей. Подвешенная поковка при этом устойчива к боковым смещениям и не вращается относительно своего центра тяжести. Кроме того, в поковке не возникают моменты сил, способные ее изогнуть или подвергнуть короблению.
Для удаления из рабочей зоны штампов поковок, отличающихся от осесимметричной формы, применяют электромагниты, катушки которых имеют форму, например эквидистантную форме удаляемой поковки.
Отмеченное стабильное позиционирование поковки в рабочей зоне штампов создает благоприятные условия для ее успешного удаления, например рукой робота.
В процессе работы электромагнита 3 поковка дополнительно нагревается за счет действия вихревых токов. Управляя временем и электрическими характеристиками работы электромагнита 3, управляют температурой разогрева поковки. При этом дополнительный разогрев может быть использован, например, для компенсации подстуживания поковки перед выполнением операции обрезки ее облоя или для иных технологических целей.
Способ может быть применен при формоизменении исходной заготовки (объемной или листовой) в холодном состоянии. При этом, как вариант, эффект повышения температуры заготовки (от действия вихревых токов Фуко) при ее удалении с позиции штамповки может быть использован для повышения пластичности материала заготовки при ее штамповке на последующих операциях, либо для выполнения операций термообработки материала заготовки непосредственно после ее штамповки, или реализации иных технологических целей.
Дополнительно, при выполнении намотки катушек электромагнита 3 (фиг. 8) под углом α к плоскости, например зеркала штампа 2, удается расположить фронт 11 переменного магнитного поля, создаваемого электромагнитом 3, так же под углом α. Это позволяет переместить выталкиваемую поковку 8 не только вертикально вверх под действием вертикальной составляющей Рв выталкивающей силы F, но и сместить поковку в горизонтальном направлении относительно штампов под действием горизонтальной составляющей Рг силы F. При этом величину горизонтального смещения поковки и ее позиционирование, например, относительно штампов, осуществляют совместной работой электромагнита 3 и вспомогательного электромагнита 12, обеспечивая требуемое взаимодействие их электромагнитных полей с удаляемой поковкой. Очевидно, что управляя положением электромагнита 12 относительно, например штампа 2, удается управлять параметрами электромагнитного фронта 11, а следовательно, и параметрами позиционирования поковки 8, например относительно штампа 2.
Таким образом, заявляемый способ позволяет обеспечить удаление поковки из ручья штампа, предотвращая ее изгиб, коробление и обеспечивая при этом ее стабильное позиционирование относительно штампа, создавая тем самым благоприятные условия для ее захвата, например роботом при перемещении в следующий штамповочный ручей или удалении из рабочей зоны пресса. Это позволяет снизить трудоемкость изготовления поковки и повысить производительность труда.
Способ удаления отштампованной поковки из немагнитного токопроводящего материала из рабочей зоны штампа, имеющего индукционный нагреватель в виде катушки для нагрева исходной заготовки, включающий перемещение поковки из ручья штампа воздействием на нее жестким выталкивателем, отличающийся тем, что перемещение поковки из ручья штампа жестким выталкивателем осуществляют до расположения ее торца на торце жесткого выталкивателя в плоскости зеркала штампа или над упомянутой плоскостью, после чего поковку поднимают над штампом и обеспечивают ее позиционирование относительно штампа под действием выталкивающей силы, которую создают пропусканием по обмотке катушки индукционного нагревателя переменного тока, затем поковку перемещают из рабочей зоны штампа.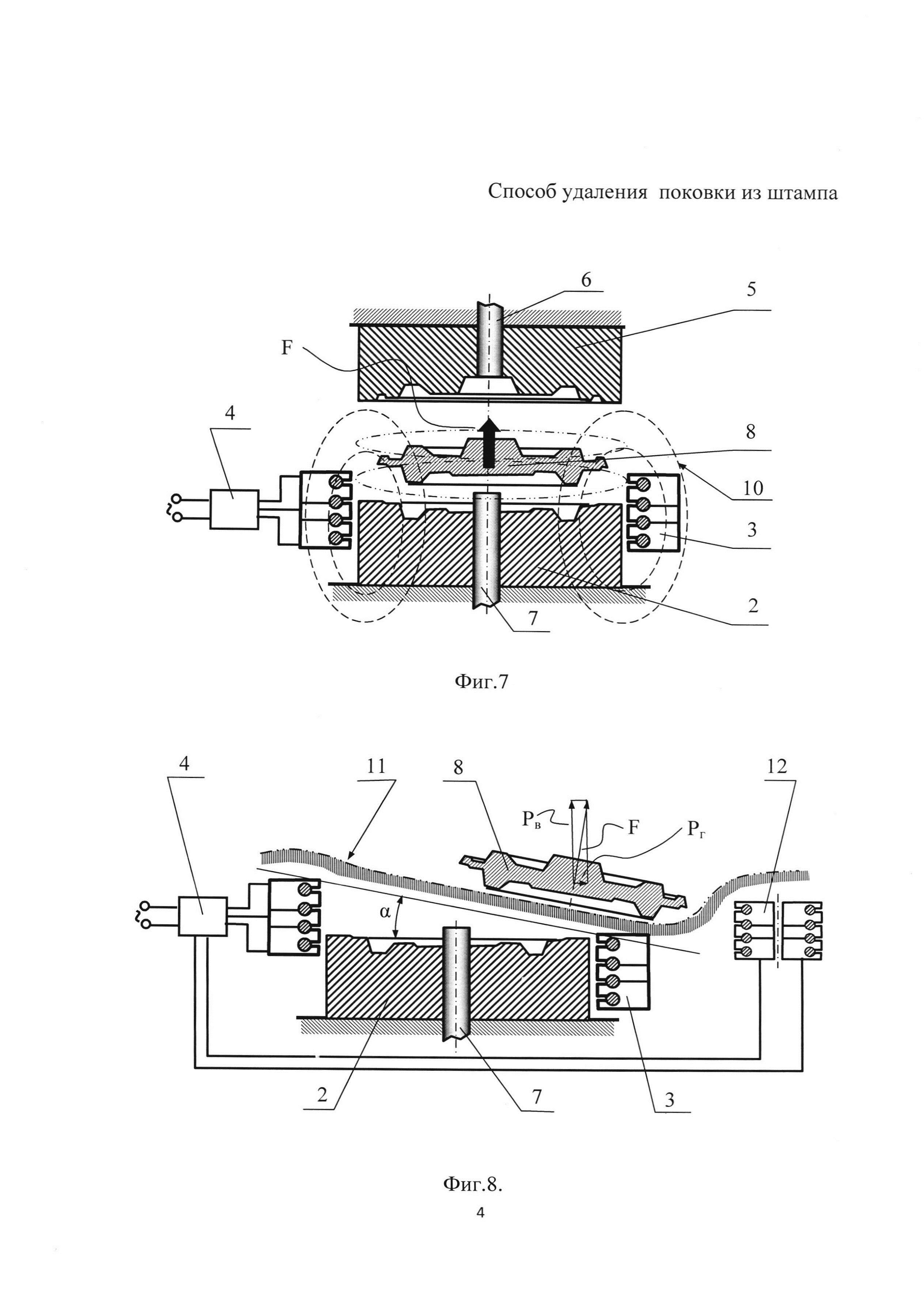

Способ программного регулирования плоского глубинного шлифования периферией круга
Образец для испытания материалов на пластическое одноосное растяжение
Шунгит как модификатор для алюминиево-кремниевых сплавов
Способ определения удельного износа шлифовального круга
Способ изготовления штамповок лопаток из титановых сплавов
Способ испытания зенкера, предназначенного для обработки предварительно просверленного отверстия
Способ изготовления модификатора для литейных алюминиевых сплавов в виде прутка с запрессованным рассыпчатым модификатором на основе наноуглерода
Способ выдавливания малопластичных материалов и устройство для его осуществления
Система информационной поддержки разработчика программного обеспечения для микроконтроллеров
Способ изготовления оболочковых форм по выплавляемым моделям
Стабилизатор переменного напряжения
Ультрафиолетовый светодиодный облучатель
Регулятор переменного напряжения
Стабилизатор переменного напряжения
Устройство для импульсного регулирования температуры многозонной электропечи сопротивления
Цифровой измеритель мощности
Устройство для отверждения изделий из полимерных материалов ультрафиолетовым излучением
Способ обработки давлением длинномерных заготовок из металлов и сплавов
Устройство для закрутки детали
Регулятор реактивной мощности

