Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ТЕПЛОВОЙ СВАРКИ ПЛАСТИКОВОЙ ПЛЕНКИ
Вид РИД
Изобретение
Область техники
Изобретение относится к устройству для тепловой сварки пластиковой пленки, в котором пластиковая пленка подается в продольном направлении и включает в себя противолежащие участки боковых краев, которые накладываются друг на друга и свариваются друг с другом тепловой сваркой в продольном направлении.
Уровень техники
В машинах для последовательного изготовления пластиковых пакетов, именуемых пакетами типа «подушка», пластиковая пленка часто подается в продольном направлении. Пластиковая пленка включает в себя противолежащие участки боковых краев, которые накладываются друг на друга и свариваются друг с другом тепловой сваркой в продольном направлении. В японской патентной публикации № Н07-37253 описано устройство для тепловой сварки пластиковой пленки, которое входит в состав машины и включает в себя пару нагревателей, расположенных с противоположных сторон участков боковых краев. Нагреватели имеют нагревательные поверхности для предварительного нагрева участков боковых краев, при этом нагревательные поверхности расположены напротив друг друга на некотором расстоянии друг от друга. Кроме того, устройство включает в себя пару прижимных роликов, установленных с противоположных сторон участков боковых краев по ходу за нагревателями. После предварительного нагрева участки боковых краев располагаются между прижимными роликами для тепловой сварки участков боковых краев друг с другом.
Пластиковая пленка выполнена в виде ламинированной пленки, состоящей из уплотняющего материала и основного материала, на который посредством ламинирования наносится уплотняющий материал. Например, пластиковая пленка содержит ОРР (основной материал) - CPP (уплотняющий материал) пленку. Участки боковых краев свариваются друг с другом тепловой сваркой по уплотняющему материалу, когда они расположены между прижимными роликами.
Однако устройство имеет недостаток, касающийся расстояния между нагревательными поверхностями нагревателей. Когда пространство между нагревательными поверхностями точно регулируется, так чтобы оно соответствовало толщине участков боковых краев и участки боковых краев контактировали бы с нагревательными поверхностями для их эффективного предварительного нагрева во время подачи пластиковой пленки в продольном направлении, участки боковых краев также должны контактировать друг с другом. Следовательно, уплотняющие материалы частично свариваются друг с другом, когда участки боковых краев пленки контактируют между собой. Затем участки боковых краев помещаются между прижимными роликами для тепловой сварки друг с другом, так чтобы между участками боковых краев образовывался сварочный шов. Таким образом, воздух смешивается со свариваемым участком и захватывается им, что не позволяет получить надлежащие прочность и внешний вид шва. Как вариант, если расстояние между нагревательными поверхностями превышает толщину участков боковых краев и между участками боковых краев образуется зазор, предотвращающий их контактирование, они не могут вступать в контакт с нагревательными поверхностями, в результате чего они не могут быть эффективно предварительно нагреты. Следовательно, участки боковых краев не могут быть надлежащим образом сварены тепловой сваркой.
В указанной выше патентной публикации также предлагается, чтобы в каждой из нагревательных поверхностей было образовано множество нагнетательных отверстий для подачи из них воздуха. Участки боковых краев прижимаются друг к другу нагнетаемым воздухом с целью тепловой сварки друг с другом без использования прижимных роликов, между которыми помещаются участки боковых краев. Однако в этом случае, вероятно, прочность шва будет меньше по сравнению с участками боковых краев, которые сжимаются друг с другом прижимными роликами.
Задачей изобретения является разработка устройства для тепловой сварки пластиковой пленки, в котором пластиковая пленка подается в продольном направлении и включает в себя противолежащие участки боковых краев, которые накладываются друг на друга и свариваются тепловой сваркой в продольном направлении, обеспечивающего необходимую прочность и соответствующий внешний вид шва.
Раскрытие изобретения
В соответствии с изобретением устройство содержит пару нагревателей, расположенных с противоположных сторон участков боковых краев. Нагреватели имеют нагревательные поверхности для предварительного нагрева участков боковых краев, при этом нагревательные поверхности расположены на расстоянии и напротив друг друга. В каждой из нагревательных поверхностей образовано множество всасывающих отверстий. В каждом из нагревателей образован канал, сообщающийся с всасывающими отверстиями для всасывания в них воздуха с целью притягивания к ним участков боковых краев и обеспечения их контакта с нагревательными поверхностями. Кроме того, устройство включает в себя пару прижимных роликов, расположенных с противоположных сторон участков боковых краев походу за нагревателями. Участки боковых сторон после предварительного нагрева помещаются между прижимными роликами для тепловой сварки друг с другом.
Всасывающие отверстия могут быть расположены на расстоянии друг от друга в направлении подачи пластиковой пленки.
В каждой из нагревательных поверхностей вместо множества всасывающих отверстий может быть образован удлиненный всасывающий паз. При этом в каждом из нагревателей образован канал для воздуха, который сообщается с всасывающим пазом для всасывания воздуха во всасывающий паз, так чтобы участки боковых краев притягивались всасывающими пазами и вступали в контакт с нагревательными поверхностями.
Краткое описание чертежей
На фиг. 1, A показано устройство в соответствии с предпочтительным вариантом осуществления изобретения, вид сверху;
на фиг. 1, B - то же, вид сбоку;
на фиг. 1, C - то же, вид в поперечном разрезе;
на фиг. 1, D показан нагреватель устройства по фиг. 1, A, вид в перспективе;
на фиг. 2 - фотография участков боковых краев, сваренных друг с другом тепловой сваркой с помощью устройства по фиг. 1;
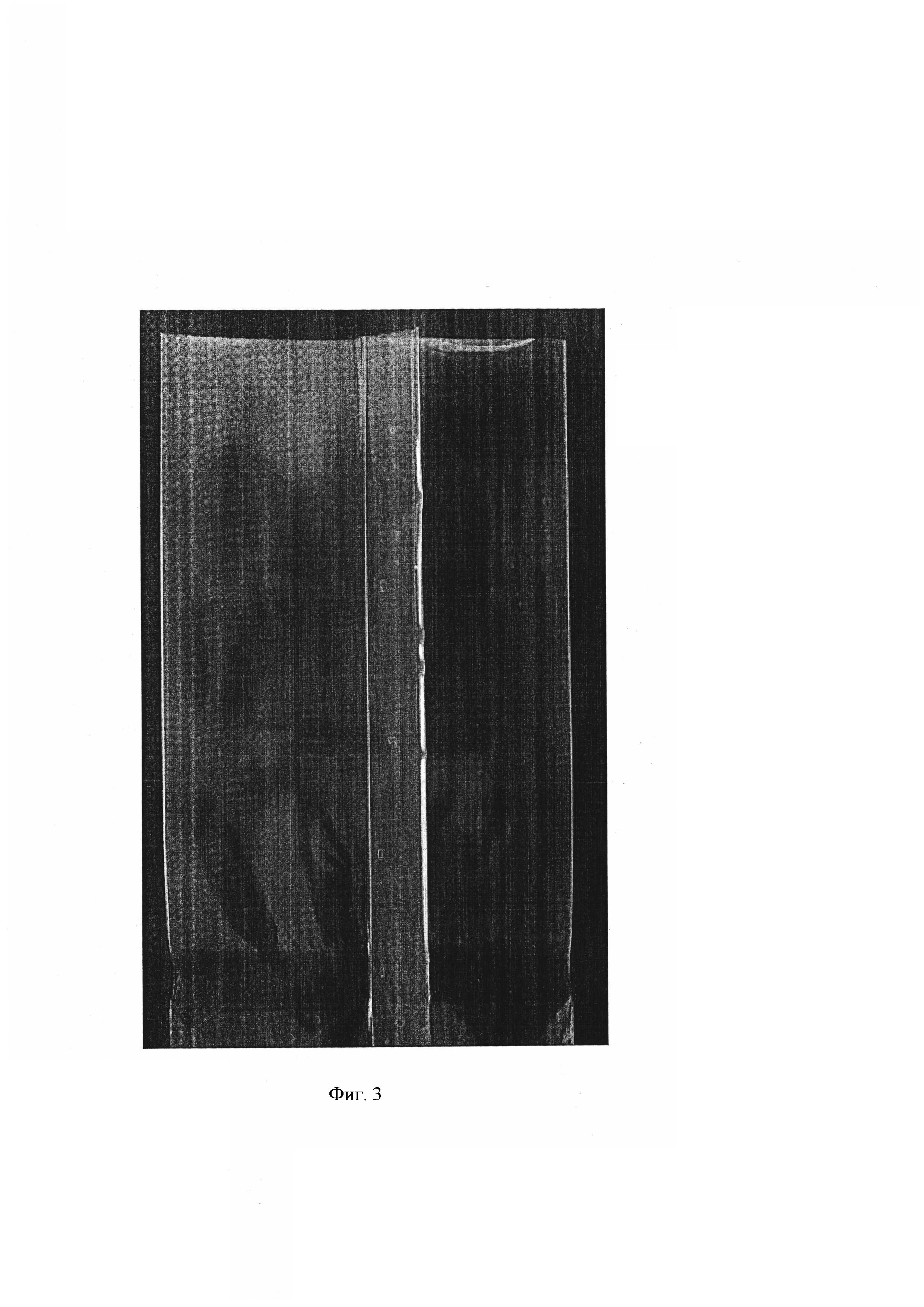
на фиг. 3 - фотография участков боковых краев, сваренных друг с другом тепловой сваркой известным устройством;
на фиг. 4, А - показан нагреватель в соответствии с другим вариантом осуществления изобретения, вид сбоку;
на фиг. 4, B - показан нагреватель в соответствии с еще одним вариантом осуществления изобретения, вид сбоку.
Осуществление изобретения
На фиг. 1 показано устройство для тепловой сварки пластиковой пленки, которое может быть включено в состав машины для последовательного изготовления пластиковых пакетов, именуемых пакетами типа «подушка», в котором пластиковая пленка 1 подается в продольном направлении, направляется и загибается формирователем вокруг направляющей пластины 2. Для размещения пластиковой пленки 1 вокруг направляющей пластины 2 ей придают трубчатую форму. Кроме того, пластиковая пленка 1 включает в себя участки 3 боковых краев, загнутые вдоль продольных линий 4 сгиба и выступающие от направляющей пластины 2. Пластиковая пленка 1 направляется вдоль направляющей пластины 2, так чтобы участки 3 боковых краев накладывались друг на друга. При этом участки 3 боковых краев свариваются друг с другом тепловой сваркой в продольном направлении. Пластиковая пленка 1 проходит по направляющей пластине 2 и сваривается тепловой сваркой по ширине и режется в поперечном направлении для последовательного изготовления пластиковых пакетов, что известно в данной области техники.
Устройство содержит пару нагревателей, установленных над направляющей пластиной 2 и расположенных на расстоянии друг от друга. Пластиковая пленка 1 подается вдоль направляющей пластины 2 таким образом, что участки 3 боковых краев накладываются друг на друга между нагревателями 5 перед тепловой сваркой в продольном направлении. Нагреватели 5 расположены с противоположных сторон участков 3 боковых краев. Каждый из нагревателей 5 имеет некоторую длину и проходит параллельно направляющей пластине 2 в направлении X, в котором подается пластиковая пленка 1. Нагреватели 5 имеют нагревательные поверхности 6 для предварительного нагрева участков 3 боковых краев, при этом нагревательные поверхности 6 расположены напротив друг друга и на расстоянии друг от друга, что известно в данной области техники.
На каждой из нагревательных поверхностей 6 образовано множество всасывающих отверстий 7. В каждом из нагревателей 5 образован канал 8, который сообщается с всасывающими отверстиями 7. С каналом 8 соединен вентилятор или вакуумный насос. В рассматриваемом варианте выполнения всасывающие отверстия 7 расположены на расстоянии друг от друга в направлении X, в котором осуществляется подача пластиковой пленки 1. Вентилятор или вакуумный насос откачивают воздух из канала 8, в который он поступает через всасывающие отверстия 7, так что участки 3 боковых краев притягиваются к всасывающим отверстиям 7 и вступают в контакт с нагревательными поверхностями 6.
Кроме того, устройство содержит пару прижимных роликов 9, установленных с противоположных сторон участков 3 боковых краев по ходу за нагревателями 5. Прижимные ролики 9 установлены с возможностью вращения вокруг оси, проходящей перпендикулярно к направляющей пластине 2. Участки 3 боковых краев направляются к прижимным роликам 9 и располагаются между ними после предварительного нагрева с целью тепловой сварки друг с другом с помощью прижимных роликов 9, которые приводятся во вращение посредством трения во время подачи пластиковой пленки 1, что обеспечивает образование участка 10 сварного шва. Прижимные ролики 9 могут приводиться во вращение электродвигателем.
Пластиковая пленка 1 выполнена в виде ламинированной пленки, состоящей из уплотняющего и основного материалов, при этом на основной материал посредством ламинирования наносится уплотняющий материал. Например, пластиковая пленка 1 содержит OPP (основной материал) и CPP (уплотняющий материал) пленку, как принято в данной области техники. Участки 3 боковых краев свариваются друг с другом тепловой сваркой по уплотняющему материалу, когда они расположены между прижимными роликами 9.
Устройство не требует точного регулирования расстояния между нагревательными поверхностями 6 в зависимости от толщины участков 3 боковых краев. Участки 3 боковых краев притягиваются всасывающими отверстиями 7 и вступают в контакт с нагревательными поверхностями 6, даже если вышеуказанное расстояние превышает толщину участков 3 боковых краев и не соответствует ей. Нагревательные поверхности 6 могут предварительно эффективно нагревать участки 3 боковых краев, когда пластиковая пленка 1 подается в продольном направлении. Кроме того, между участками 3 боковых краев образуется зазор, когда вышеуказанное расстояние превышает толщину участков 3 боковых краев, по причине притягивания участков 3 боковых краев всасывающими отверстиями 7 с целью предотвращения контакта между участками 3 боковых краев. При этом не происходит частичного сваривания уплотняющих материалов. Участки 3 боковых краев затем помещаются между прижимными роликами 9 и свариваются друг с другом тепловой сваркой таким образом, чтобы между участками 3 боковых краев образовывался сварочный шов. Таким образом, воздух не смешивается со свариваемым участком на участках 3 боковых краев и не захватывается свариваемым участком.
Устройство может эффективно выполнять предварительный нагрев участков 3 боковых краев, чтобы они надлежащим образом сваривались друг с другом. Воздух не смешивается со свариваемым участком и не захватывается им, что позволяет получить надлежащие прочность и внешний вид шва.
На фиг. 2 показаны участки 3 боковых краев, сваренные друг с другом тепловой сваркой с помощью устройства, показанного на фиг. 1. Пластиковая пленка 1 содержит ОРР (основной материал) и СРР (уплотняющий материал) пленку и имеет толщину 78 мкм. На фиг. 2 видно, что воздух не смешивается со свариваемым участком на участках 3 боковых краев и не захватывается свариваемым участком. На фиг. 3 показаны участки 3 боковых краев, сваренные друг с другом тепловой сваркой известным устройством, которое включает в себя нагреватели 5 и прижимные ролики 9, но в каждой из нагревательных поверхностей 6 отсутствуют какие-либо всасывающие отверстия 7. Пластиковая пленка содержит ОРР (основной материал) и СРР (уплотняющий материал) пленку и имеет толщину 78 мкм. На фиг. 3 видно, что воздух смешивается со свариваемым участком на участках 3 боковых краев и захватывается свариваемым участком.
Вместо множества всасывающих отверстий 7 в каждой из нагревательных поверхностей 6 может быть образован удлиненный всасывающий паз 11, как показано на фиг. 4, A. В таком варианте выполнения в каждом из нагревателей 5 образован канал 8 для воздуха, который сообщается с всасывающим пазом 11. Всасывающий паз 11 проходит параллельно направляющей пластине 2 в направлении X, в котором выполняется подача пластиковой пленки 1. Вентилятор или вакуумный насос откачивает воздух из канала 8, в который воздух поступает через всасьтающий паз 11, так, чтобы участки 3 боковых краев притягивались всасывающим пазом 11 и вступали в контакт с нагревательными поверхностями 6.
Как показано на фиг. 4, B, на нагревательной поверхности может быть образовано множество всасывающих пазов 12 на расстоянии друг от друга в направлении X, в котором выполняется подача пластиковой пленки 1. В этом случае всасывающие пазы 12 не проходят в направлении X, в котором выполняется подача пластиковой пленки 1. Они могут проходить вертикально или наклонно по отношению к направлению X.
Аппарат для изготовления пластиковых пакетов
Устройство для изготовления пластиковых мешков
Установка для изготовления пластиковых пакетов
Устройство для установки термосварочной пластины в машине для изготовления пластиковых пакетов
Устройство для перемещения изделия и кран-штабелер, содержащий указанное устройство
Устройство коррекции шага печати для пластиковой пленки
Способ соединения пластиковой пленки
Устройство для укладки и подачи листовых изделий
Установка для изготовления пластиковых пакетов
Устройство для перфорирования пластиковой плёнки
Аппарат для изготовления пластиковых пакетов
Устройство для изготовления пластиковых мешков
Установка для изготовления пластиковых пакетов
Устройство для установки термосварочной пластины в машине для изготовления пластиковых пакетов
Устройство для перемещения изделия и кран-штабелер, содержащий указанное устройство
Устройство коррекции шага печати для пластиковой пленки
Способ соединения пластиковой пленки
Устройство для укладки и подачи листовых изделий
Установка для изготовления пластиковых пакетов
Устройство для перфорирования пластиковой плёнки

