Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ МЕШКОВ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для последовательного изготовления пластиковых мешков.
Предпосылки к созданию изобретения
Известно устройство для последовательного изготовления пластиковых мешков, каждый из которых представляет собой профилированный мешок, имеющий криволинейные противоположные боковые кромки, как описано в JP 3,344,958. В этом устройстве полимерную пленку подают в направлении ее длины в прерывистом режиме. В общем случае, несколько полимерных пленок накладывают одну на другую, и весь пакет подают в прерывистом режиме. Устройство содержит резак Томсона, перемещаемый в направлении пакета полимерных пленок и прижимаемый к этим пленкам и к приемной матрице, когда происходит кратковременная остановка продвижения пакета полимерных пленок. В результате полимерные пленки оказываются расположены между резаком Томсона и приемной матрицей и происходит прорезание полимерных пленок между резаком и матрицей для последовательного изготовления пластиковых мешков.
В устройстве в процессе такого вырезания мешков из полимерных пленок образуются несколько соединительных микроучастков полимерных пленок, отделенных один от другого промежутками вдоль линии вырезания. Эти соединительные микроучастки называются микромостики. Полимерные пленки могут быть прорезаны на половину толщины, как описано в заявке Японии №. 2002-224994.
В этом случае, полимерные пленки прорезают за один раз в момент, когда резак Томсона прижимают к полимерным пленкам и приемной матрице. В результате в устройстве имеет место проблема, состоящая в том, что резак Томсона необходимо прижимать с большим усилием. Усилие может достигать уровня нескольких тонн.
Кроме того, резак Томсона установлен на каретке. Каретку и резак Томсона перемещают посредством привода. Вследствие этого в устройстве имеет место проблема, состоящая в том, что привод должен иметь большую мощность, чтобы прижимать резак Томсона с большим усилием. Более того, резак Томсона необходимо прижимать к полимерным пленкам и приемной матрице равномерно по всей длине разреза полимерных пленок, в противном случае полимерные пленки нельзя будет отрезать точно. Резак Томсона может быть поврежден, если его прижимать локально и сильно. Вследствие этого необходимо поддерживать параллельность между резаком Томсона и приемной матрицей. В такой «связке» необходимо предотвратить изгибы каретки и приемной матрицы, когда резак Томсона прижимают с большим усилием, с целью сохранения параллельности между резаком Томсона и приемной матрицы. Таким образом, каретка и приемная матрица должны обладать необходимой жесткостью, что ведет к увеличению массы и габаритов. Вследствие этого, каретка имеет большую массу, что делает ее опасной при перемещении.
Таким образом, целью настоящего изобретения является создание устройства для последовательного изготовления пластиковых мешков, в котором полимерную пленку прорезают резаком Томсона без того, чтобы прижимать этот резак Томсона с большим усилием.
Краткое изложение сущности изобретения
Согласно настоящему изобретению полимерную пленку подают прерывисто в направлении длины пленки. Резак Томсона приводят в контакт с одной из двух противоположных сторон полимерной пленки в направлении толщины пленки в момент, когда подача полимерной пленки временно остановлена. В контакт с полимерной пленкой приводят элемент качения и прокатывают его вдоль полимерной пленки и резака Томсона по другой стороне полимерной пленки в направлении толщины ее, когда подача полимерной пленки временно остановлена. В результате полимерная пленка оказывается расположена между резаком Томсона и элементом качения и прорезана совместным действием резака Томсона и элемента качения для последовательного изготовления пластиковых мешков.
В предпочтительном варианте элемент качения катится в направлении ширины или длины полимерной пленки.
Предпочтительно, чтобы резак Томсона и элемент качения были прижаты к полимерной пленке с усилием меньше 60 кгс.
Предпочтительно, чтобы резак Томсона и элемент качения располагались на расстоянии от 0 до 0,06 мм один от другого.
В рассматриваемом варианте элемент качения содержит валок.
С этим валком может быть зацеплен дополнительный валок. Валок и дополнительный валок расположены между резаком Томсона и основанием, так что дополнительный валок зацеплен с основанием. Основание проходит параллельно резаку Томсона. Валок и дополнительный валок соединены с подвижным элементом, перемещаемым посредством привода. При этом дополнительный валок катится и движется вдоль основания, тогда как валок катится и движется вдоль полимерной пленки и резака Томсона.
Валок может быть снабжен шестерней и расположен между резаком Томсона и основанием. Основание имеет зубчатую рейку. Шестерня зацеплена с зубчатой рейкой. Основание проходит параллельно резаку Томсона. Привод перемещает основание, так что при этом валок должен вращаться, катиться и перемещаться посредством шестерни и зубчатой рейки.
Валок может быть расположен между резаком Томсона и основанием для зацепления с основанием. Основание проходит параллельно резаку Томсона. Привод перемещает основание, так что при этом валок должен вращаться, катиться и перемещаться за счет трения.
Валок может быть зацеплен с направляющим рельсом, протяженным параллельно резаку Томсона. Валок перемещается вдоль направляющего рельса, чтобы катиться вдоль полимерной пленки и резака Томсона.
Указанный резак Томсона можно перемещать по направлению к полимерной пленке, чтобы привести этот резак Томсона и элемент качения в контакт с полимерной пленкой.
Указанный элемент качения можно перемещать по направлению к полимерной пленке, чтобы привести этот резак Томсона и элемент качения в контакт с полимерной пленкой.
На противоположных сторонах от резака Томсона в направлении ширины или длины полимерной пленки могут быть расположены упоры-ограничители. Когда резак Томсона или элемент качения перемещаются по направлению к полимерной пленке, упор-ограничитель и крутящийся элемент должны войти в зацепление друг с другом, чтобы привести резак Томсона и элемент качения в контакт с полимерной пленкой.
На противоположных сторонах резака Томсона в направлении ширины или длины полимерной пленки могут быть расположены накладки из силиконовой или уретановой резины. Эти накладки из силиконовой или уретановой резины выступают за край резака Томсона по направлению к полимерной пленке. Накладки из силиконовой или уретановой резины и элемент качения входят в зацепление друг с другом, когда резак Томсона или элемент качения движутся по направлению к полимерной пленке, так что накладки из силиконовой или уретановой резины будут сжаты и упруго деформированы элементом качения, чтобы привести резак Томсона и элемент качения в контакт с полимерной пленкой.
На противоположных сторонах от элемента качения в направлении длины полимерной пленки могут быть расположены вспомогательные элементы. Эти вспомогательные элементы могут быть синхронизированы с элементом качения для перемещения по направлению к полимерной пленке и вхождения в контакт с ней, когда элемент качения перемещается в направлении полимерной пленки, так что полимерная пленка должна быть смещена этими вспомогательными элементами в положение, соответствующее резаку Томсона.
Краткое описание чертежей
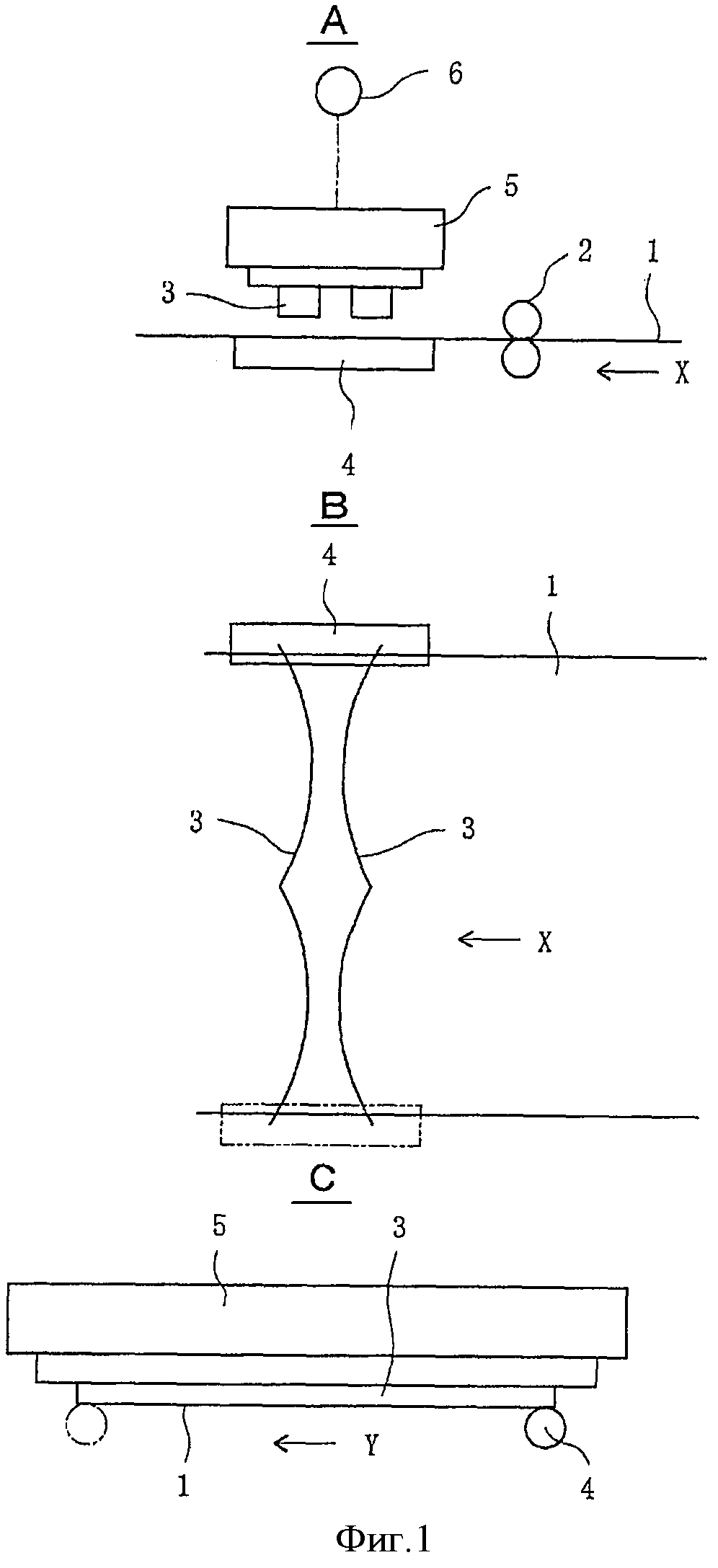
Фиг.1 представляет вид сбоку (А) предпочтительного варианта настоящего изобретения, вид в плане (В) резака Томсона и валка, показанных на виде (А), и другой вид сбоку (С) резака Томсона и валка, показанных на виде (А).
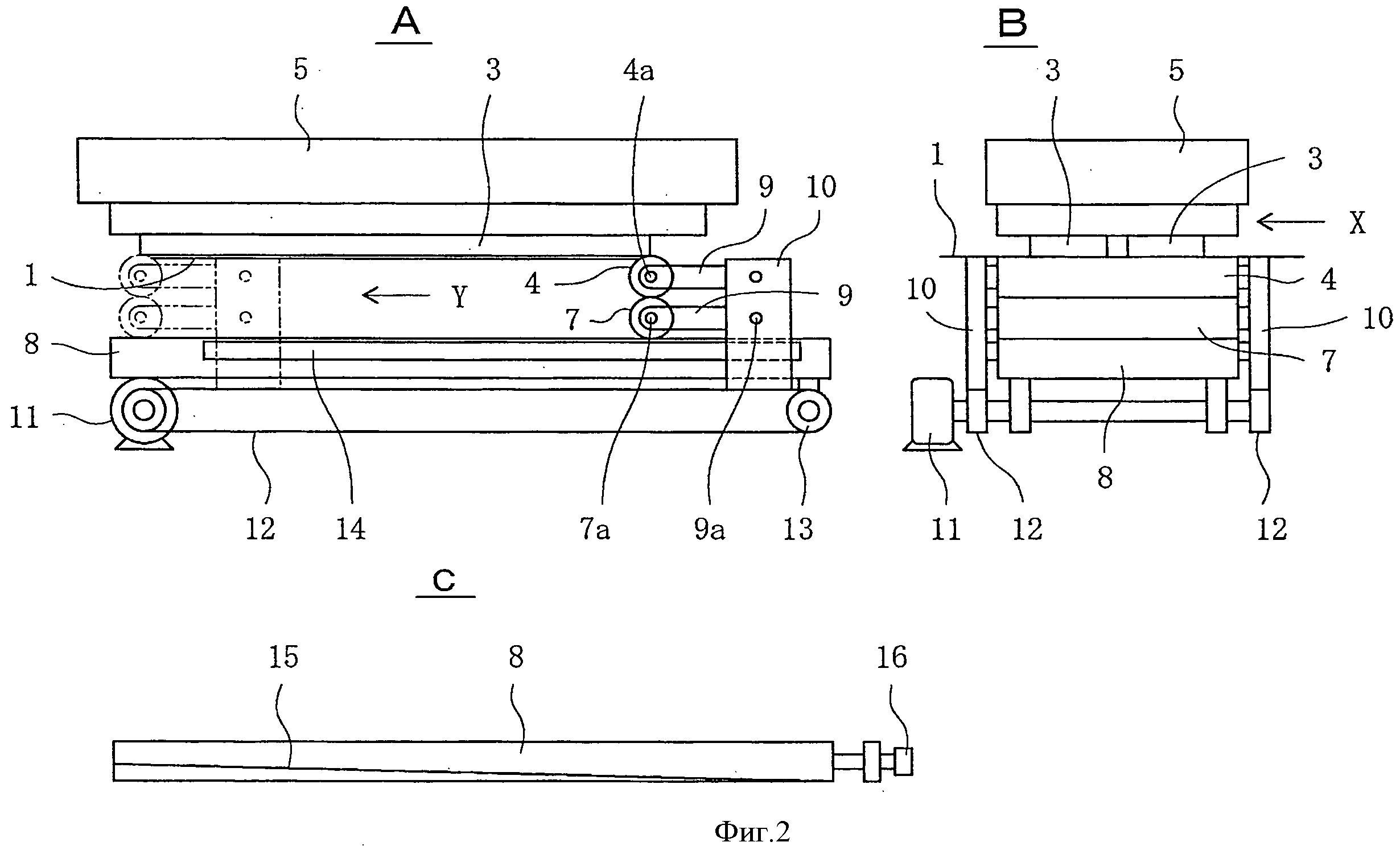
Фиг.2 представляет вид сбоку (А) другого варианта, другой вид сбоку (В) резака Томсона и валка, показанных на виде (А), и пояснительное изображение (С) системы регулирования положения основания, показанного на виде (А).
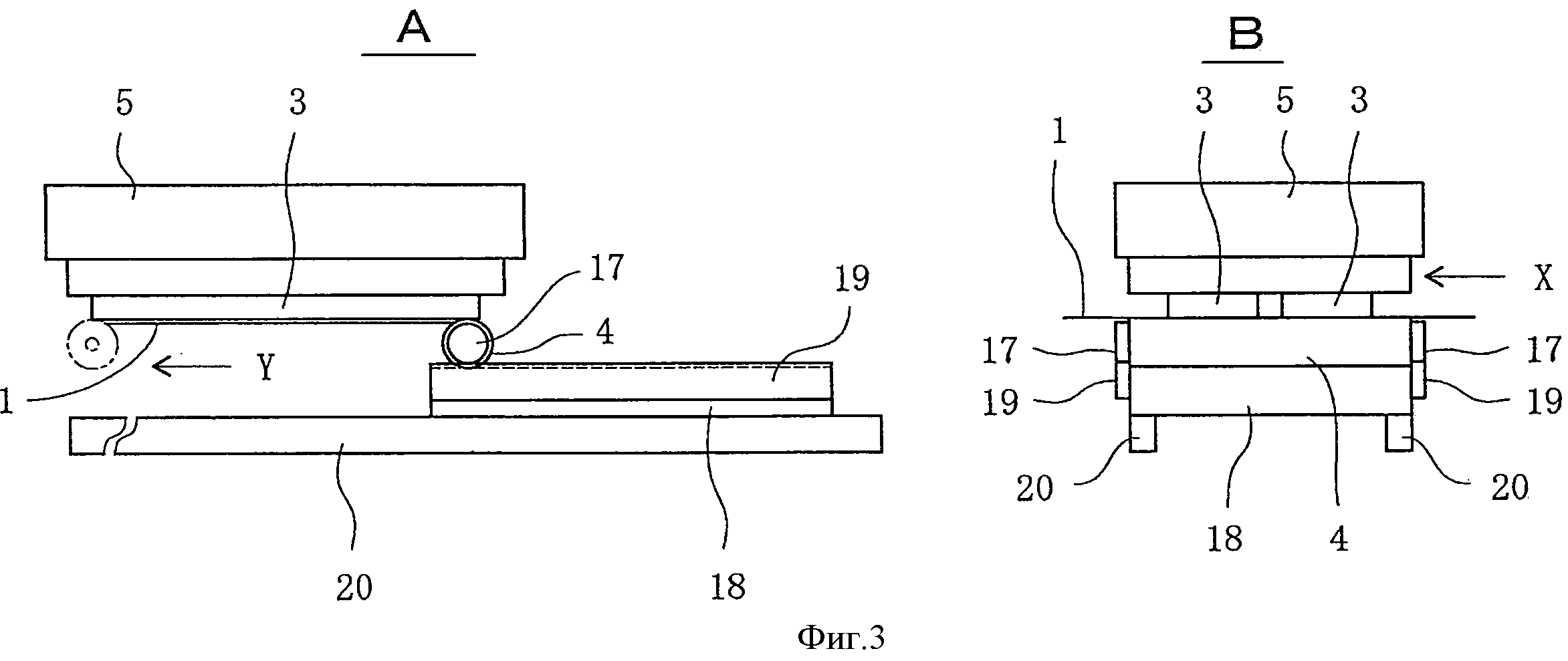
Фиг.3 представляет вид сбоку (А) другого варианта и другой вид сбоку (В) резака Томсона и валка, показанных на виде (А).
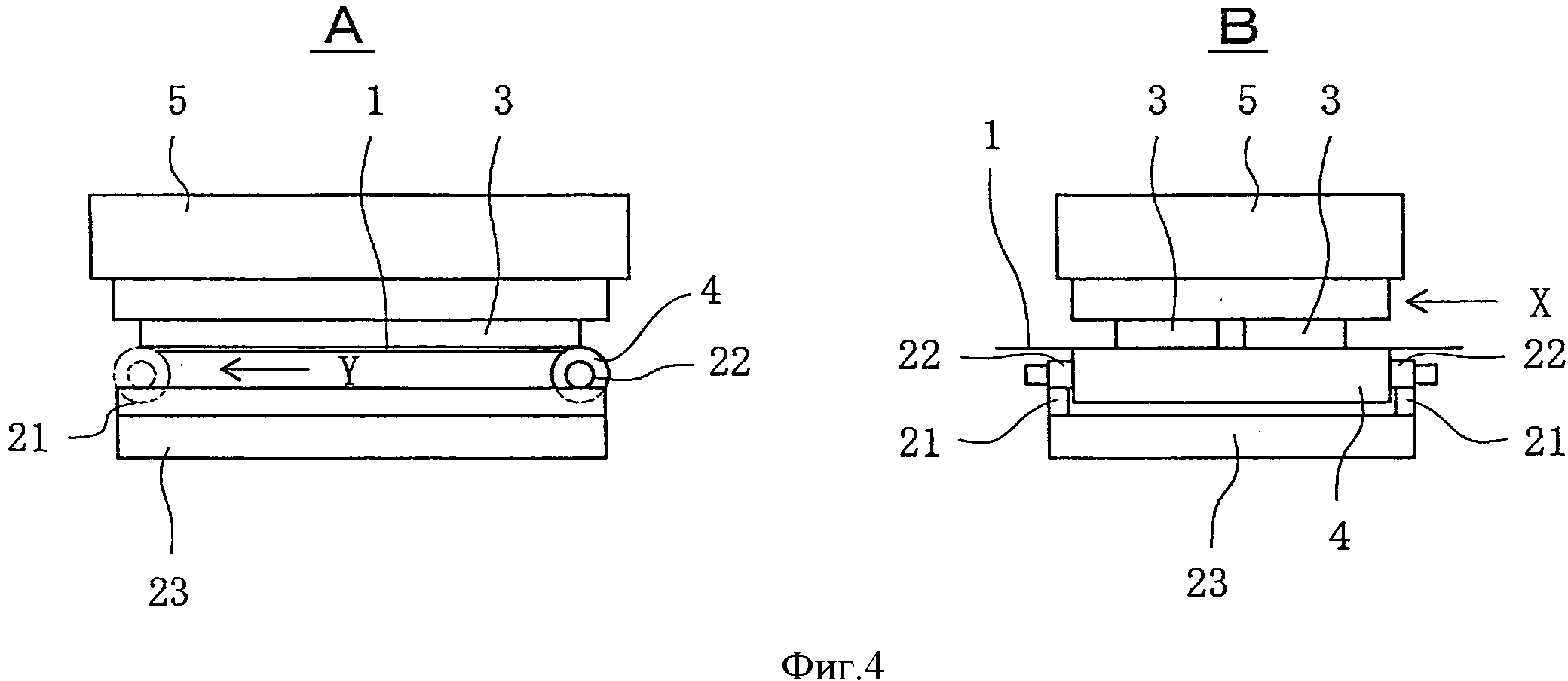
Фиг.4 представляет вид сбоку (А) другого варианта и другой вид сбоку (В) резака Томсона и валка, показанных на виде (А).
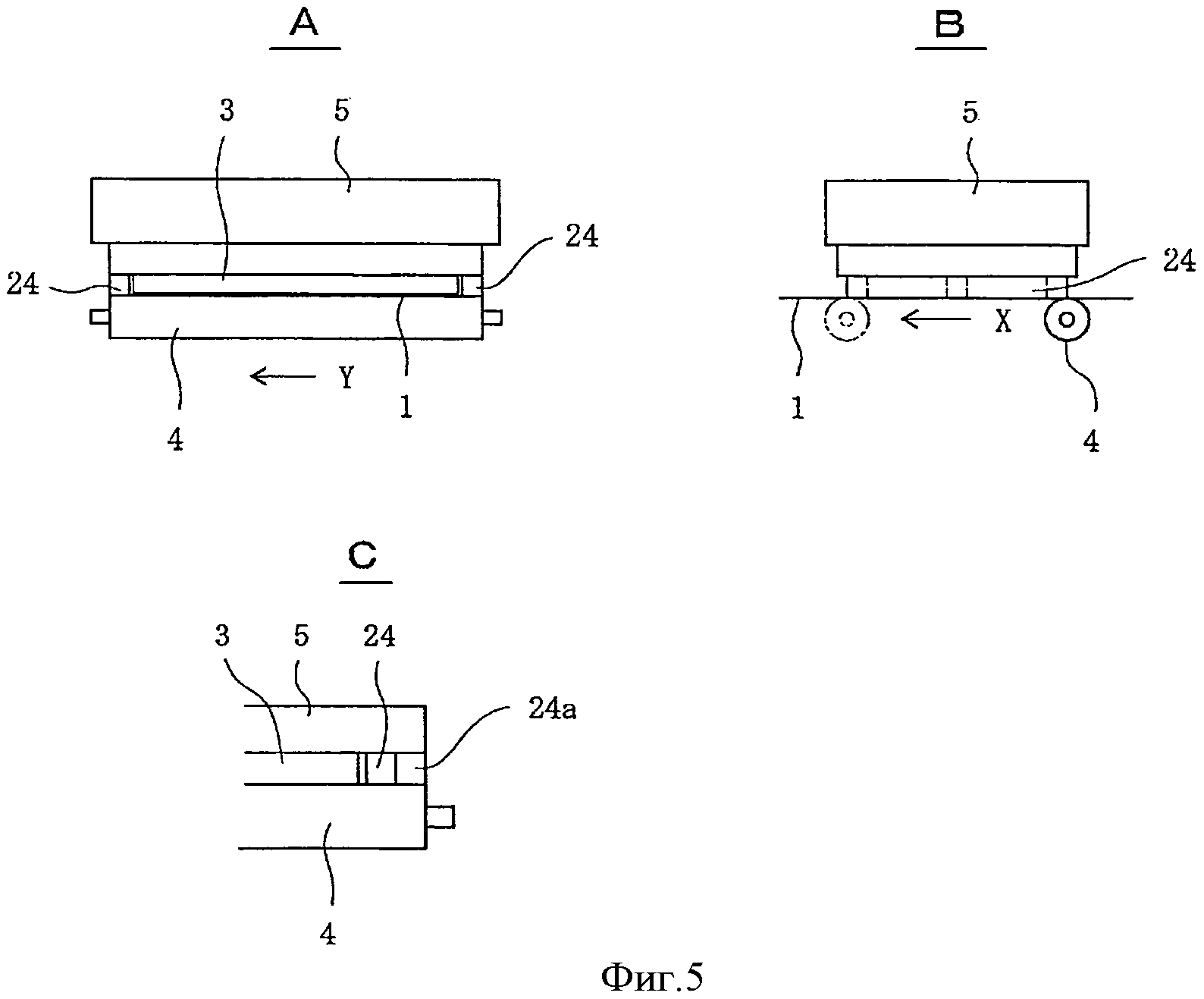
Фиг.5 представляет вид сбоку (А) другого варианта, другой вид сбоку (В) резака Томсона и валка, показанных на виде (А), и пояснительное изображение (С) другого варианта.
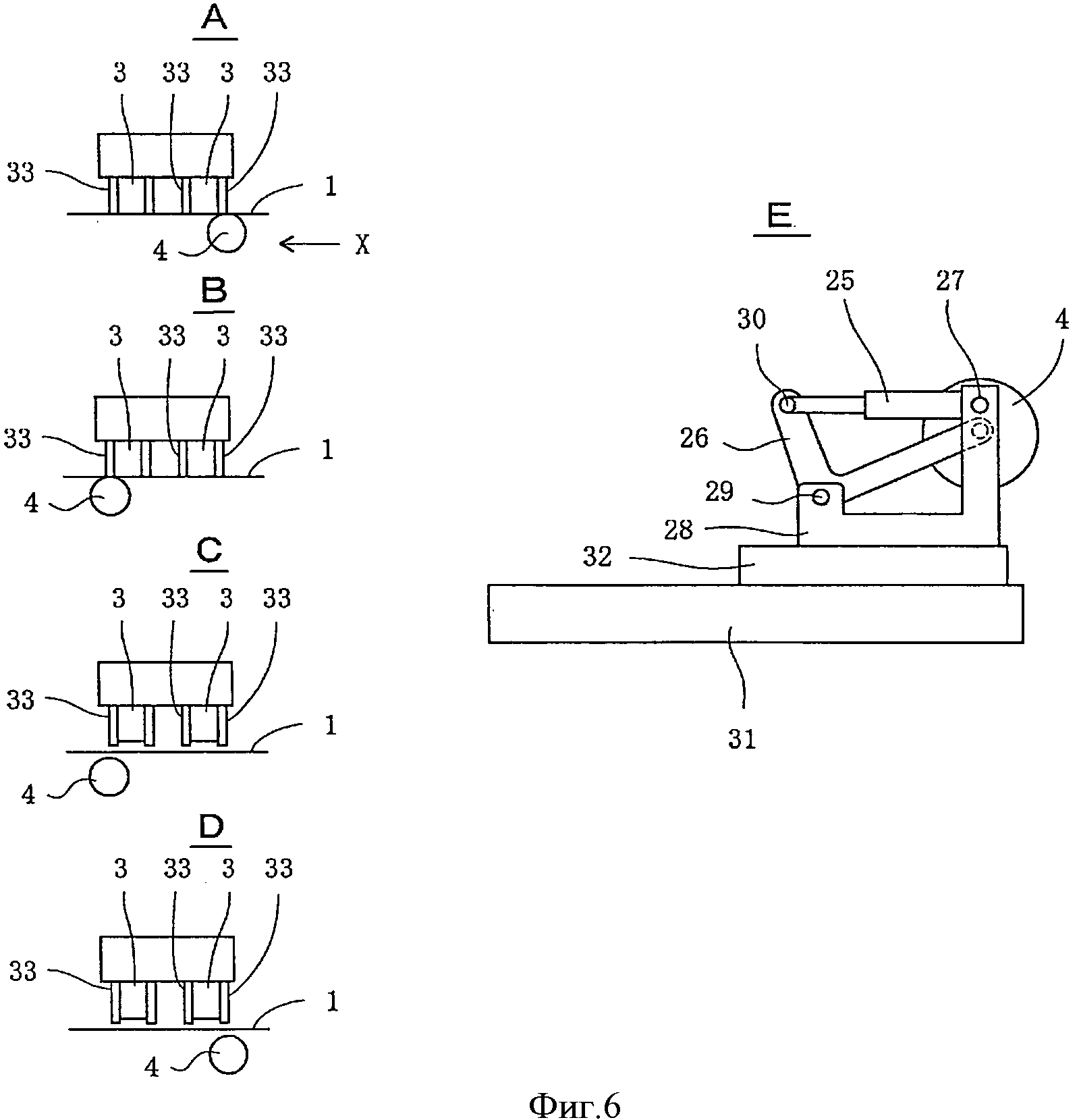
Фиг.6 - вид сбоку (А) другого варианта, другой вид сбоку (В) следующего этапа, относительно изображения на виде (А), вид сбоку (С) следующего этапа, относительно изображения на виде (В), вид сбоку (D) следующего этапа, относительно изображения на виде (С) и пояснительное изображение (Е) привода для валка, показанного на виде (А).
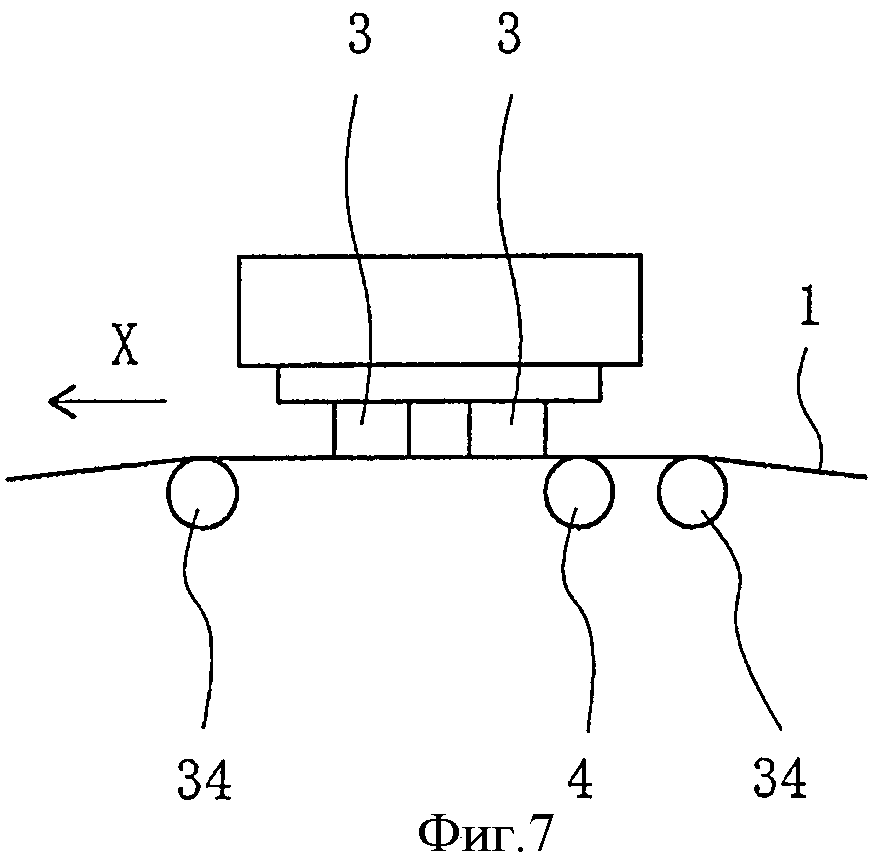
Фиг.7 - вид сбоку другого варианта.
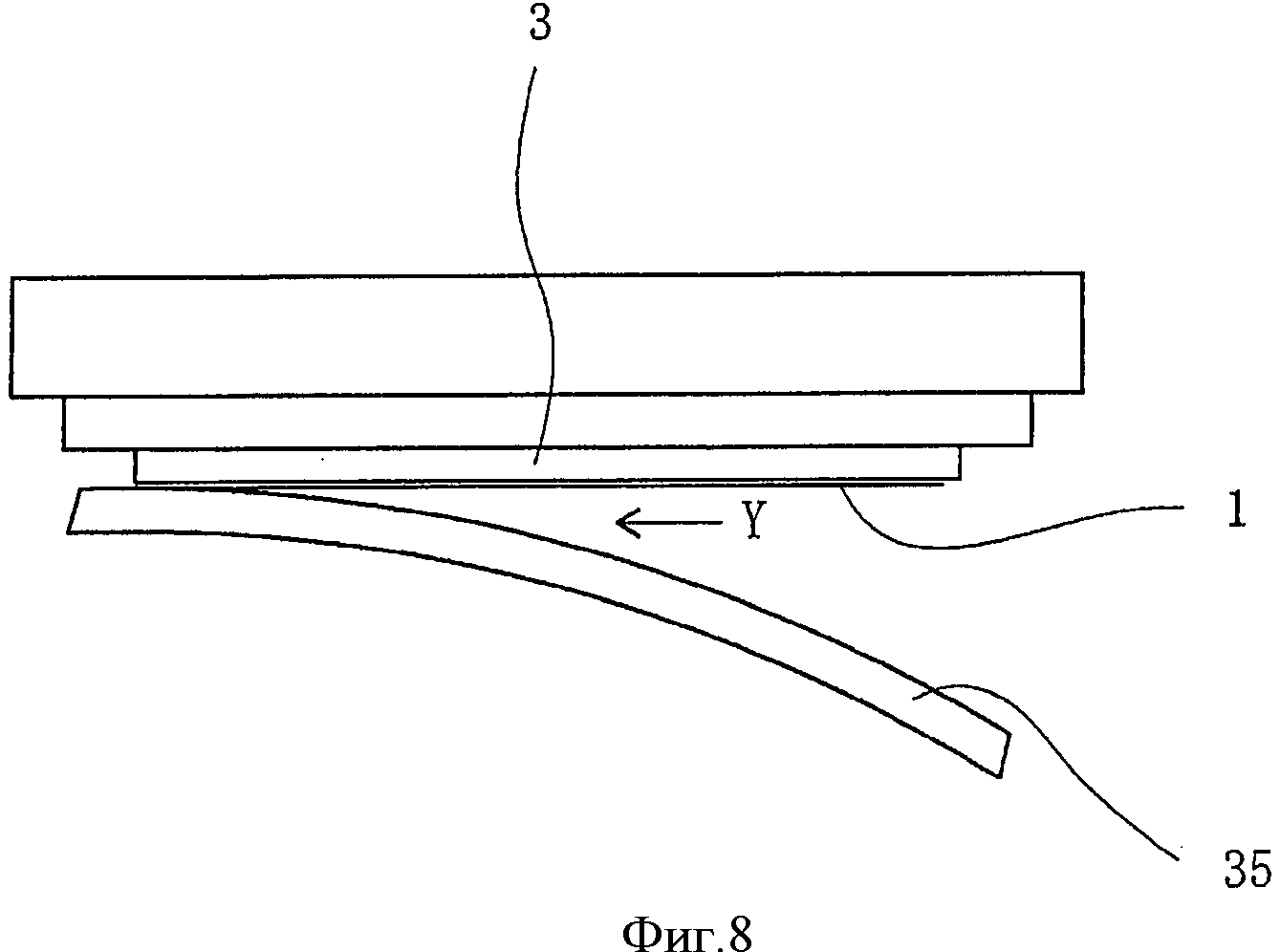
Фиг.8 - вид сбоку другого варианта.
Далее описаны варианты настоящего изобретения.
Фиг.1 иллюстрирует устройство для последовательного изготовления пластиковых мешков согласно настоящему изобретению, в котором полимерную пленку 1 подают прерывисто в направлении X длины пленки. В этом варианте несколько полимерных пленок 1 накладывают одну на другую и подают прерывисто пакетом, как описано в JP 3,344,958. Например, устройство включает механизм подачи, содержащий два валка 2, к которым направляют полимерные пленки 1. Двигатель вращает валки 2, так что полимерные пленки 1 можно подавать прерывисто. Устройство содержит также блоки тепловой сварки, позволяющие термически сваривать полимерные пленки 1 одну с другой.
В рассматриваемом устройстве, резак 3 Томсона приводят в контакт с полимерными пленками 1 на одной из противоположных сторон этих пленок 1 в направлении толщины после того, как пленки 1 будут термически сварены одна с другой, и в момент, когда подача пленки временно приостанавливается. Резак 3 Томсона содержит два лезвия. Кроме того, с полимерными пленками 1 приводят в контакт элемент качения, который катится вдоль пленок 1 и резака 3 Томсона по другой стороне пленок 1 после того, как пленки 1 будут термически сварены одна с другой, и в момент, когда подача пленки временно приостанавливается. Резак 3 Томсона расположен в направлении Y ширины полимерных пленок 1. Элемент качения содержит валок 4, установленный в направлении X длины пленок 1, катящийся в направлении Y ширины полимерных пленок 1.
В рассматриваемом варианте полимерные пленки 1 подают прерывисто в горизонтальной плоскости. Резак 3 Томсона расположен с верхней стороны относительно полимерных пленок 1. Кроме того, резак 3 Томсона установлен на каретке 5, которая соединена с приводом. Этот привод перемещает каретку 5 и резак 3 Томсона в направлении вниз, когда движение полимерных пленок 1 временного остановлено. Например, привод содержит двигатель 6, соединенный с кареткой 5 посредством кривошипа и шатуна. Двигатель 6 вращает кривошип, так что шатун перемещает каретку 5 с резаком 3 Томсона вниз. Вследствие этого резак 3 Томсона перемещается по направлению к полимерным пленкам 1 и валку 4, входя в контакт с полимерными пленками 1 на их верхней стороне.
Валок 4 расположен под полимерными пленками 1. При этом для валка 4 предусмотрены первая и вторая позиции вне контура полимерных пленок 1 в направлении Y ширины пленок. Сначала валок 4 удерживают в первой позиции, как показано сплошной линией. Валок 4 имеет длину и наружную поверхность. Эта наружная поверхность валка касается горизонтальной плоскости, в которой происходит прерывистая подача полимерных пленок 1. Кроме того, с валком 4 соединен привод, так что этот привод может перемещать валок в направлении Y ширины пленок 1 для контакта с ними на их нижней стороне после того, как резак 3 Томсона вошел в контакт с полимерными пленками 1. После этого валок 1 катится вдоль полимерных пленок 1 и резака 3 Томсона, перемещаясь из первой позиции во вторую позицию, обозначенную штрихпунктирной линией.
Таким образом, следует понимать, что полимерные пленки 1 оказываются расположены между резаком 3 Томсона и валком 4 и при этом происходит прорезание этих пленок совместным действием резака и валка.
Указанные первая и вторая позиции расположены вне контура полимерных пленок 1 в направлении Y их ширины, как отмечено ранее. Поэтому валок 4 после достижения второй позиции оказывается в стороне от полимерных пленок 1. После этого каретка 5 перемещается вверх, в исходное положение, так что резак 3 Томсона будет располагаться в стороне от полимерных пленок 1. Валок 4 остается во второй позиции, пока происходит следующий шаг подачи полимерных пленок 1. Когда движение полимерных пленок 1 временно остановится, резак 3 Томсона перемещается по направлению к полимерным пленкам 1 и валку 4 для приведения в контакт с пленками 1 на их верхней стороне. Кроме того, привод перемещает валок 4 для приведения его в контакт с полимерными пленками 1 на их нижней стороне. После этого валик 4 катится вдоль полимерных пленок 1 и резака 3 Томсона. Валок 4 перемещается из второй позиции в первую позицию. После достижения первой позиции валок 4 снова располагается в стороне от полимерных пленок 1.
Таким образом, снова происходит прорезание полимерных пленок 1 и изготовление нового пластикового мешка. Эти этапы выполняют многократно для последовательного изготовления пластиковых мешков.
Полимерный мешок представляет собой профилированный мешок, имеющий криволинейные противоположные боковые кромки. Конфигурация резака 3 Томсона соответствует форме этого профилированного мешка.
В рассматриваемом устройстве валок 4 катится вдоль полимерных пленок 1 и резака 3 Томсона для их прорезания, которое происходит не сразу, а постепенно. В этом случае, в точке контакта между валком 4 и полимерными пленками 1 имеет место сосредоточенная нагрузка, под воздействием которой происходит прорезание. В результате, нет необходимости прикладывать к резаку 3 Томсона и валку 4 большое усилие, чтобы прижать эти резак 3 Томсона и валок 4 к полимерным пленкам 1. Поэтому полимерные пленки 1 могут быть прорезаны совместным воздействием резака 3 Томсона и валка 4 без сжатия резака 3 Томсона и валка 4 с большим усилием. Указанные резак 3 Томсона и валок 4 можно прижимать с небольшим усилием.
В связи с этим, двигатель 6 не должен обладать большой мощностью, поскольку резак 3 Томсона и валок 4 нет необходимости прижимать с большим усилием. Поэтому и каретка 5 не подвергается изгибам под воздействием больших усилий. В результате, резак 3 Томсона и валок 4 можно прижимать равномерно по участку разреза полимерных пленок 1 для их точного разрезания. От каретки 5 не требуется повышенная жесткость, так что увеличения массы и размеров не происходит.
В рассматриваемом устройстве, и это подтверждено испытаниями, полимерные пленки 1 разрезают посредством совместного воздействия резака 3 Томсона и валка 4, прижатых к полимерным пленкам 1 с усилием меньше 60 кгс. В рассматриваемом варианте резак 3 Томсона и валок 4 поэтому прижимают к полимерным пленкам 1 с усилием меньше 60 кгс.
В рассматриваемом устройстве, и это также подтверждено испытаниями, полимерные пленки 1 разрезают посредством совместного воздействия резака 3 Томсона и валка 4, расположенных на расстоянии от 0 до 0,06 мм один от другого. В рассматриваемом варианте резак 3 Томсона и валок 4 расположены на расстоянии от 0 до 0,06 мм один от другого.
В другом варианте, показанном на фиг.2, с валком 4 зацеплен дополнительный валок 7. Валок 4 и дополнительный валок 7 расположены между резаком 3 Томсона и основанием 8, так что этот дополнительный валок 7 зацеплен с основанием 8. Валок 4 расположен сверху от дополнительного валка 7, тогда как основание 8 находится снизу дополнительного валка 7. Основание 8 расположено параллельно резаку 3 Томсона. В дополнение к этому, валок 4 и дополнительный валок 7 соединены с тягами 9 с подвижным элементом 10, перемещаемым приводом. Например, валок 4 и дополнительный валок 7 соединены с тягами 9 посредством осей 4а и 7а, тогда как эти тяги 9 соединены с подвижным элементом 10 посредством осей 9а. Валок 4 и дополнительный валок 7 установлены в направлении X длины полимерных пленок 1 с возможностью вращения вокруг осей 4а и 7а. Тяги 9 расположены в направлении Y ширины полимерных пленок 1 с возможностью качания вокруг осей 9а. Привод содержит двигатель 11, соединенный с подвижным элементом 10 посредством зубчатого приводного ремня 12 и зубчатых шкивов 13. Основание 8 имеет прямолинейную направляющую 14, вдоль которой перемещается подвижный элемент 10. Эта прямолинейная направляющая 14 также расположена в направлении Y ширины полимерных пленок 1.
В этом варианте валок 4 и дополнительный валок 7 находятся под действием силы тяжести, так что валок 4 опирается на дополнительный валок 7, который опирается на основание 8. Двигатель 11, зубчатый ремень 12 и зубчатые шкивы 13 перемещают подвижный элемент 10 после того, как резак 3 Томсона приведен в контакт с полимерными пленками 1. Подвижный элемент 10 перемещается вдоль прямолинейной направляющей 14 в направлении Y ширины полимерных пленок 1, валок 4 и дополнительный валок 7 также перемещаются в направлении Y. Дополнительный валок 7 катится вдоль основания и вращается в одном направлении. Валок 4 вращается в противоположном направлении. Валок 4 перемещается из первой позиции во вторую позицию и затем перемещается из второй позиции в первую позицию, как и в случае варианта, показанного на фиг.1.
В дополнение к этому, в рассматриваемом варианте основание 8 оснащено системой регулирования позиции, позволяющей перемещать это основание 8 по направлению к полимерным пленкам 1 и от них. Например, эта система регулирования имеет наклонную поверхность, так что основание 8 контактирует с этой наклонной поверхностью 15 для скольжения по этой наклонной поверхности 15 посредством винта 16. В результате наклонная поверхность 15 перемещает основание 8 по направлению к полимерным пленкам 1 или от них для регулирования положения. Основание 8 в итоге располагается в такой позиции, чтобы резак 3 Томсона и валок 4 оказались прижаты к полимерным пленкам 1 с усилием меньше 60 кгс. Резак 3 Томсона и валок 4 могут быть приближены один к другому на расстояние от 0 до 0,06 мм, т.е. резак 3 Томсона и валок 4 прижаты с небольшим усилием.
В системе регулирования позиции, изображенной на фиг.2, основание 8 может контактировать с наклонной поверхностью 15 под действием силы тяжести. Система может включать пружину, действующую на основание 8, для удержания основания 8 в контакте с наклонной поверхностью 15.
В другом варианте, показанном на фиг.3, валок 4 снабжен шестерней 17 и расположен между резаком 3 Томсона и основанием 18, опираясь на него. Основание 18 снабжено зубчатой рейкой 19. Шестерня 17 находится в зацеплении с зубчатой рейкой 19. Основание 18 расположено параллельно резаку 3 Томсона. Привод перемещает основание 18, так что валок 4 будет вращаться и перемещаться посредством шестерни 17 и зубчатой рейки 19 после того, как резак 3 Томсона приведен в контакт с полимерными пленками 1. Основание 18 перемещается вдоль направляющего рельса 20. В результате, полимерные пленки 1 оказываются прорезаны под совместным воздействием резака 3 Томсона и валка 4. Валок 4 расположен между резаком 3 Томсона и основанием 18, контактируя с ним. Основание 18 расположено параллельно резаку 3 Томсона. Привод перемещает основание 18, так что валок 4 вращается и перемещается за счет сил трения.
В другом варианте, показанном на фиг.4, валок 4 опирается на направляющий рельс 21, расположенный параллельно резаку 3 Томсона. Например, валок 4 имеет цапфы на противоположных концах валка, снабженные подшипниками 22. Основание 23 оснащено парой направляющих рельсов 21, расположенных параллельно резаку 3 Томсона. Подшипники 22 опираются на эти рельсы. Резак 3 Томсона перемещается по направлению к полимерным пленкам 1 и входит с ними в контакт. Затем валок 4 перемещается вдоль направляющих рельсов 21, контактируя с ними, и катится вдоль полимерных пленок 1 и резака 3 Томсона. При этом происходит прорезание полимерных пленок 1 под совместным воздействием резака 3 Томсона и валка 4.
В вариантах, показанных на фиг.3 и 4, основания 18 и направляющие рельсы 21 перемещаются посредством системы регулирования позиции по направлению к полимерным пленкам 1 и от них, чтобы прижать резак 3 Томсона с небольшим усилием, как в случае варианта, показанного на фиг.2.
В каждом из этих вариантов валок 4 может перемещаться не в направлении Y ширины, а в направлении X длины полимерных пленок 1, чтобы прорезать полимерные пленки 1 посредством совместного воздействия резака 3 Томсона и валка 4.
В другом варианте, показанном на фиг.5, на противоположных сторонах от резака 3 Томсона в направлении Y ширины полимерных пленок 1 расположены упоры-ограничители 24. Эти упоры-ограничители 24 перемещаются посредством системы регулирования позиции по направлению к полимерным пленкам 1 и от них в позицию, соответствующую резаку 3 Томсона. Система регулирования может содержать средство типа наклонной поверхности, как и в случае варианта, показанного на фиг.2. Указанный резак 3 Томсона расположен в направлении Y ширины полимерных пленок 1. Валок 4 также расположен в направлении Y ширины полимерных пленок 1. Резак 3 Томсона перемещается по направлению к полимерным пленкам 1, так что упор-ограничитель 24 и валок 4 должны войти в зацепление друг с другом, чтобы привести резак 3 Томсона и валок 4 в контакт с полимерными пленками 1. Валок 4 затем катится в направлении X длины полимерных пленок 1. Резак 3 Томсона и валок 4 могут быть поэтому прижаты с небольшим усилием, а полимерные пленки 1 при этом оказываются прорезаны точно.
Упоры-ограничители 24 могут быть расположены на противоположных сторонах от резака 3 Томсона в направлении X длины полимерных пленок 1. Система регулирования позиции перемещает эти упоры-ограничители 24 по направлению к полимерным пленкам 1 или от них в позицию, соответствующую резаку 3 Томсона. Указанный резак 3 Томсона перемещается по направлению к полимерным пленкам 1, так что упоры-ограничители 24 и валок 4 должны войти в зацеплении друг с другом, чтобы привести резак 3 Томсона и валок 4 в контакт с полимерными пленками 1. Затем валок 4 катится в направлении Y ширины полимерных пленок 1.
Валок 4 изготовлен из металла. Упоры-ограничители 24 также изготовлены из металла. Поэтому желательно поглотить энергию удара амортизирующими «подушками», когда упоры-ограничители 24 и валок 4 входят в контакт друг с другом. В качестве таких подушек могут быть использованы, например, накладки 24а из силиконовой или уретановой резины, расположенные на противоположных сторонах от резака 3 Томсона в направлении Y ширины полимерных пленок 1, в дополнение к упорам-ограничителям 24. Эти накладки 24а из силиконовой или уретановой резины могут быть расположены на противоположных сторонах от резака 3 Томсона в направлении X длины полимерных пленок 1. Указанные накладки 24а содержат губчатую резину и выступают за пределы резака 3 Томсона по направлению к полимерным пленкам 1. Накладки 24а из силиконовой или уретановой резины входят в контакт с валком 4, когда резак 3 Томсона перемещается по направлению к полимерным пленкам 1, так что накладки 24а из силиконовой или уретановой резины будут сжаты и упруго деформированы валком 4, чтобы привести резак 3 Томсона и валок 4 в контакт с полимерными пленками 1 и поглотить энергию удара посредством таких накладок 24а.
В каждом из рассмотренных вариантов не обязательно, что именно резак 3 Томсона перемещался по направлению к полимерным пленкам 1. В качестве альтернативы, валок 4 может перемещаться по направлению к полимерным пленкам 1, чтобы привести резак 3 Томсона и валок 4 в контакт с полимерными пленками 1.
В другом варианте, показанном на фиг.6, в качестве привода для валка 4 используют цилиндр 25 и двуплечий рычаг 26. В таком приводе используются также ось 27 вместе кареткой 28 и осью 29. Цилиндр 25 соединен с кареткой 28 посредством оси 27. Двуплечий рычаг 26 соединен с кареткой 28 осью 29. Двуплечий рычаг 26 имеет противоположные концы, на один из которых опирается валок 4. Цилиндр 25 соединен с двуплечим рычагом 26 посредством оси 30 на другом конце двуплечего рычага 26. Привод дополнительно включает цилиндр 31, так что каретка 28 установлена на основание 32, которое установлено на цилиндре 31. Цилиндр 31 снабжен прямолинейной направляющей. Основание 32 движется вдоль этой прямолинейной направляющей. Валок 4 расположен в направлении Y ширины полимерных пленок 1, а цилиндр 31 и прямолинейная направляющая расположены в направлении X длины полимерных пленок 1.
В дополнение к этому, в варианте, показанном на фиг.6, на противоположных сторонах от резака 3 Томсона в направлении X длины полимерных пленок 1 расположены накладки 33 из силиконовой или уретановой резины. Эти накладки 33 из силиконовой или уретановой резины содержат губчатую резину и выступают за пределы резака 3 Томсона по направлению к полимерным пленкам 1.
Двуплечий рычаг 26 перемещается, качаясь, посредством цилиндра 25 против часовой стрелки вокруг оси 29, когда продвижение полимерных пленок 1 временно останавливается. В результате, двуплечий рычаг 26 поднимает валок 4 и перемещает его вверх по направлению к полимерным пленкам 1. Накладки 33 из силиконовой или уретановой резины, полимерные пленки 1 и валок 4 входят в контакт друг с другом с одной из противоположных сторон от резака 3 Томсона. Эти накладки 33 из силиконовой или уретановой резины оказываются сжаты и упруго деформированы валком 4, чтобы привести резак 3 Томсона и валок 4 в контакт с полимерными пленками 1 (фиг.6А).
Затем цилиндр 31 перемещает каретку 28 и основание 32, так что валок 4 катится вдоль полимерных пленок 1 и резака 3 Томсона. Основание 32 перемещается вдоль прямолинейной направляющей. Валок 4 при этом перемещается в направлении X длины полимерных пленок 1, чтобы достигнуть заданной позиции с другой стороны от резака 3 Томсона, при этом полимерные пленки 1 оказываются разрезаны в результате совместного воздействия резака 3 Томсона и валка 4. Указанные накладки 33 из силиконовой или уретановой резины, полимерные пленки 1 и валок 4 входят в контакт друг с другом, так что эти накладки 33 сжимаются и упруго деформируются посредством валка 4 (фиг.6В).
Затем двуплечий рычаг 26 поворачивается посредством цилиндра 25 по часовой стрелке вокруг оси 29. Валок 4 поэтому перемещается вниз и располагается на удалении от полимерных пленок 1, так что накладки 33 из силиконовой или уретановой резины возвращаются в исходное состояние. При этом накладки 33 отталкивают полимерные пленки 1 вниз, отделяя их от резака 3 Томсона (фиг.6С).
Далее, цилиндр 31 перемещает каретку 28 и основание 32, так что валок 4 возвращается в первоначальное положение и удерживается в этом положении (фиг.6D).
В дополнение к этому, в варианте, показанном на фиг.6, каретка 28 соединена с основанием 32 посредством вертикального стержня и может перемещаться, качаясь, относительно этого стержня. В такой конструкции в результате качающегося перемещения каретки 28 валок 4 может быть наклонен относительно резака 3 Томсона, чтобы улучшить режущие функции резака 3 Томсона.
В варианте, показанном на фиг.6, на противоположных сторонах от резака 3 Томсона в направлении Y ширины полимерных пленок 1 могут быть расположены упоры-ограничители. Когда валок 4 перемещается по направлению к полимерным пленкам 1, он входит в зацепление с упорами-ограничителями, чтобы привести резак 3 Томсона и валок 4 в контакт с полимерными пленками 1. В дополнение к этому, на противоположных сторонах от резака 3 Томсона в направлении Y ширины полимерных пленок 1 могут быть расположены амортизирующие подушки для поглощения энергии удара, когда упоры-ограничители и валок 4 входят в контакт друг с другом.
В варианте, показанном на фиг.6, валок 4 может катиться не в направлении X длины, а в направлении Y ширины полимерных пленок 1. Упоры-ограничители могут быть расположены на противоположных сторонах от резака 3 Томсона в направлении X длины полимерных пленок 1. Валок 4 перемещается по направлению к полимерным пленкам 1, так что упоры-ограничители и валок 4 входят в контакт с полимерными пленками 1. В дополнение к этому, на противоположных сторонах от резака 3 Томсона в направлении X длины полимерных пленок 1 могут быть расположены амортизирующие подушки.
В варианте, показанном на фиг.6, резак 3 Томсона может перемещаться по направлению к полимерным пленкам 1, чтобы привести накладки 33 из силиконовой или уретановой резины и валок 4 в контакт друг с другом.
Указанные накладки из силиконовой или уретановой резины могут быть расположены на противоположных сторонах от резака 3 Томсона не в направлении X длины, а в направлении Y ширины полимерных пленок 1, чтобы выступать за пределы резака 3 Томсона по направлению к полимерным пленкам 1. Эти накладки из силиконовой или уретановой резины и валок 4 входят в контакт друг с другом, когда резак 3 Томсона или валок 4 перемещаются по направлению к полимерным пленкам 1, так что накладки из силиконовой или уретановой резины окажутся сжаты и деформированы валком 4, чтобы привести резак 3 Томсона и валок 4 в контакт с полимерными пленками 1.
В другом варианте, показанном на фиг.7, на противоположных сторонах от валка 4 в направлении X длины полимерных пленок расположены вспомогательные элементы 34. Эти вспомогательные элементы 34 синхронизированы с валком 4 для перемещения по направлению к полимерным пленкам 1 и приведения в контакт с ними, когда валок 4 перемещается по направлению к полимерным пленкам 1, так что эти полимерные пленки 1 будут смещены посредством указанных вспомогательных элементов 34 в позицию, соответствующую резаку 3 Томсона. Вспомогательные элементы 34 содержат направляющие валики.
Резак 3 Томсона и валок 4 могут, таким образом, быть точно приведены в контакт с полимерными пленками 1. После того как полимерные пленки 1 будут прорезаны, валок 4 и вспомогательные элементы 34 располагают на удалении от этих полимерных пленок 1. Далее полимерные пленки 1 оттягивают вниз посредством натяжения, чтобы отделить их от резака 3 Томсона. После этого, полимерные пленки 1 снова продвигают вперед на следующий шаг прерывистой подачи.
В другом варианте, показанном на фиг.8, элемент качения представляет собой не валок 4, а дугообразный элемент 35. Этот дугообразный элемент 35 прокатывают вдоль полимерных пленок 1 и резака 3 Томсона, чтобы прорезать полимерные пленки 1 в результате совместного воздействия резака 3 Томсона и дугообразного элемента 35.
В каждом из описанных вариантов вдоль режущей кромки резака 3 Томсона могут быть выполнены несколько отделенных одно от другого промежутками микроуглублений, так что во время резания полимерных пленок 1 вдоль линии разреза в этих полимерных пленках 1 образуются множество соединительных микроучастков, отделенных один от другого промежутками. Эти соединительные микроучастки называются микромостиками. Полимерные пленки 1 могут быть прорезаны на половину толщины, как и в случае устройства согласно заявке JP 2002-224994.
Аппарат для изготовления пластиковых пакетов
Установка для изготовления пластиковых пакетов
Устройство для установки термосварочной пластины в машине для изготовления пластиковых пакетов
Устройство коррекции шага печати для пластиковой пленки
Способ соединения пластиковой пленки
Устройство для укладки и подачи листовых изделий
Установка для изготовления пластиковых пакетов
Устройство для перфорирования пластиковой плёнки
Устройство для изменения направления перемещения вперед замочного материала
Установка для изготовления пластиковых мешков
Аппарат для изготовления пластиковых пакетов
Установка для изготовления пластиковых пакетов
Устройство для установки термосварочной пластины в машине для изготовления пластиковых пакетов
Устройство коррекции шага печати для пластиковой пленки
Способ соединения пластиковой пленки
Устройство для укладки и подачи листовых изделий
Установка для изготовления пластиковых пакетов
Устройство для перфорирования пластиковой плёнки
Устройство для изменения направления перемещения вперед замочного материала
Установка для изготовления пластиковых мешков

