Результат интеллектуальной деятельности: АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ
Вид РИД
Изобретение
Данное изобретение относится к аппарату для последовательного изготовления пластиковых пакетов из полимерной пленки.
Опубликованный для ознакомления документ JP №2010-105186 раскрывает аппарат для последовательного изготовления пластиковых пакетов из полимерной пленки. Аппарат включает подающее устройство, с помощью которого полотна полимерной пленки подаются в продольном по отношению к нему направлении и в прерывистом в отношении длины и пути продвижения режиме. Пластиковый пакет имеет размер, соответствующий такой длине. Аппарат, кроме того, включает ряд подвижных узлов, расположенных вдоль пути продвижения с промежутками друг от друга. Подвижные узлы обеспечиваются для продольного перемещения полотен полимерной пленки. Аппарат, кроме того, включает ряд приводных устройств, каждое из которых установлено на каждом из подвижных узлов для того, чтобы обеспечивать перемещение каждого из подвижных узлов. Для последовательного изготовления пластиковых пакетов полотна полимерной пленки обрабатываются по меньшей мере некоторыми из подвижных узлов. Например, подвижные узлы включают продольное нагревательное устройство, продольное охлаждающее устройство, поперечное нагревательное устройство, поперечное охлаждающее устройство и резак. Полотна полимерной пленки при подаче в периодическом режиме для последовательного изготовления пластиковых пакетов соединяются сварным швом в продольном направлении, охлаждаются, свариваются в поперечном направлении, охлаждаются и разрезаются с использованием продольного нагревательного устройства, продольного охлаждающего устройства, поперечного нагревательного устройства, поперечного охлаждающего устройства и резака.
Помимо этого, на полотнах полимерной пленки напечатан многократно повторяющийся рисунок. Подвижные узлы, кроме того, содержат передний по ходу и задний по ходу оптические датчики, расположенные до и вслед за поперечным нагревательным устройством. Передний по ходу и задний по ходу оптические датчики всякий раз, когда полотна полимерной пленки подаются в периодическом режиме, определяют положение, в котором на полотнах полимерной пленки нанесена печать, для выполнения остановки полотна полимерной пленки. При остановке, полотна полимерной пленки соединяются продольным сварным швом, охлаждаются, соединяются поперечным сварным швом, охлаждаются и разрезаются.
Помимо этого, один из подвижных узлов представляет собой реперную точку. Если полотна полимерной пленки при действии аппарата претерпевают вытяжение или сжатие, контрольное устройство управляет устройством привода так, чтобы после остановки полотен полимерной пленки переместить подвижные узлы, кроме подвижного узла, представляющего реперную точку, на некоторое расстояние. Контрольное устройство перед перемещением подвижных узлов вычисляет расстояния перемещения подвижных узлов в соответствии с вытяжением или сжатием полотен полимерной пленки так, чтобы эти расстояния могли быть пропорциональны расстояниям от реперной точки, с тем, чтобы соответствовать вытяжению или сжатию полотен полимерной пленки. При этом следует понимать, что независимо от вытяжения или сжатия, полотна полимерной пленки соединяются продольным сварным швом, охлаждаются, соединяются поперечным сварным швом, охлаждаются и точно разрезаются.
При этом в ходе вытяжения или сжатия у такого аппарата возникают сложности, связанные с положениями подвижных узлов. Например, подвижные узлы не всегда располагаются в правильных положениях перед началом функционирования аппарата. Поэтому для регулирования их положения оператор вынужден перемещать подвижные узлы вручную. В частности, оператор часто для регулирования их положения должен вручную перемещать поперечное нагревательное устройство и поперечное охлаждающее устройство. Помимо этого, обычным действием является изменение размера пластикового пакета. В этом случае оператор должен вручную переместить подвижные узлы для регулирования их положения таким образом, чтобы подвижные узлы могли быть расположены друг от друга через промежутки, соответствующие данному размеру пластикового пакета, что требует затрат времени и труда.
Поэтому задача настоящего изобретения состоит в создании аппарата, включающего ряд подвижных узлов и предназначенного для последовательного изготовления пластиковых пакетов из полимерной пленки, который может без сложностей перемещать подвижные узлы для регулирования их положения перед началом эксплуатации аппарата.
Согласно данному изобретению, аппарат включает подающее устройство, с помощью которого полотна полимерной пленки в прерывистом режиме подаются в продольном по отношению к нему направлении. Аппарат, кроме того, включает ряд подвижных узлов, расположенных по пути продвижения с промежутками друг от друга. Подвижные узлы предназначены для продольного перемещения полотен полимерной пленки. Аппарат, кроме того, включает ряд приводных устройств, каждое из которых установлено на каждом из подвижных узлов для того, чтобы обеспечивать перемещение каждого из подвижных узлов. Помимо этого, аппарат включает ряд управляющих переключателей, при этом каждый из подвижных узлов снабжен каждым из управляющих переключателей. Каждый из управляющих переключателей соответствует каждому из подвижных узлов. Каждый из управляющих переключателей воздействует на каждое из приводных устройств для перемещения соответствующего узла в целях регулирования его положения при приведении в действие. Для последовательного изготовления пластиковых пакетов полотна полимерной пленки при их подаче в периодическом режиме обрабатываются по меньшей мере некоторыми из подвижных узлов.
В одном предпочтительном варианте выполнения подвижные узлы содержат продольное нагревательное устройство, продольное охлаждающее устройство, поперечное нагревательное устройство, поперечное охлаждающее устройство и резак. Полотна полимерной пленки при подаче в периодическом режиме для последовательного изготовления пластиковых пакетов соединяются сварным швом в продольном направлении, охлаждаются, свариваются в поперечном направлении, охлаждаются и разрезаются с помощью продольного нагревательного устройства, продольного охлаждающего устройства, поперечного нагревательного устройства, поперечного охлаждающего устройства и резака.
На полотнах полимерной пленки напечатан многократно повторяющийся рисунок. Подвижные узлы, кроме того, содержат передние по ходу и задние по ходу оптические датчики, расположенные до и вслед за поперечным нагревательным устройством. Передний по ходу и задний по ходу оптические датчики всякий раз, когда полотна полимерной пленки подаются в периодическом режиме, для выполнения остановки полотна полимерной пленки определяют положение, в котором на полотнах полимерной пленки нанесена печать.
Каждый из управляющих переключателей содержит независимый переключатель движения, приводимый в действие для обеспечения индивидуального перемещения соответствующего узла.
Каждый из управляющих переключателей в дополнение к независимому переключателю движения может содержать переключатель взаимосвязанного движения. Переключатель взаимосвязанного движения приводится в действие для обеспечения перемещения соответствующего узла вместе с другими узлами.
Один из подвижных узлов может устанавливаться в качестве реперной точки. Переключатель взаимосвязанного движения приводится в действие для перемещения соответствующего узла вместе с другими узлами, за исключением подвижного узла, представляющего собой реперную точку, на расстояния, пропорциональные расстояниям от реперной точки.
Переключатель взаимосвязанного движения может приводиться в действие для обеспечения перемещения на некоторое расстояние соответствующего узла вместе с другими узлами.
Переключатель взаимосвязанного движения может быть приведен в действие для перемещения продольного нагревательного устройства и продольного охлаждающего устройства и перемещения поперечного нагревательного устройства и поперечного охлаждающего устройства.
Настоящее изобретение поясняется чертежами, на которых представлено следующее:
фиг.1 - первый предпочтительный вариант выполнения изобретения;
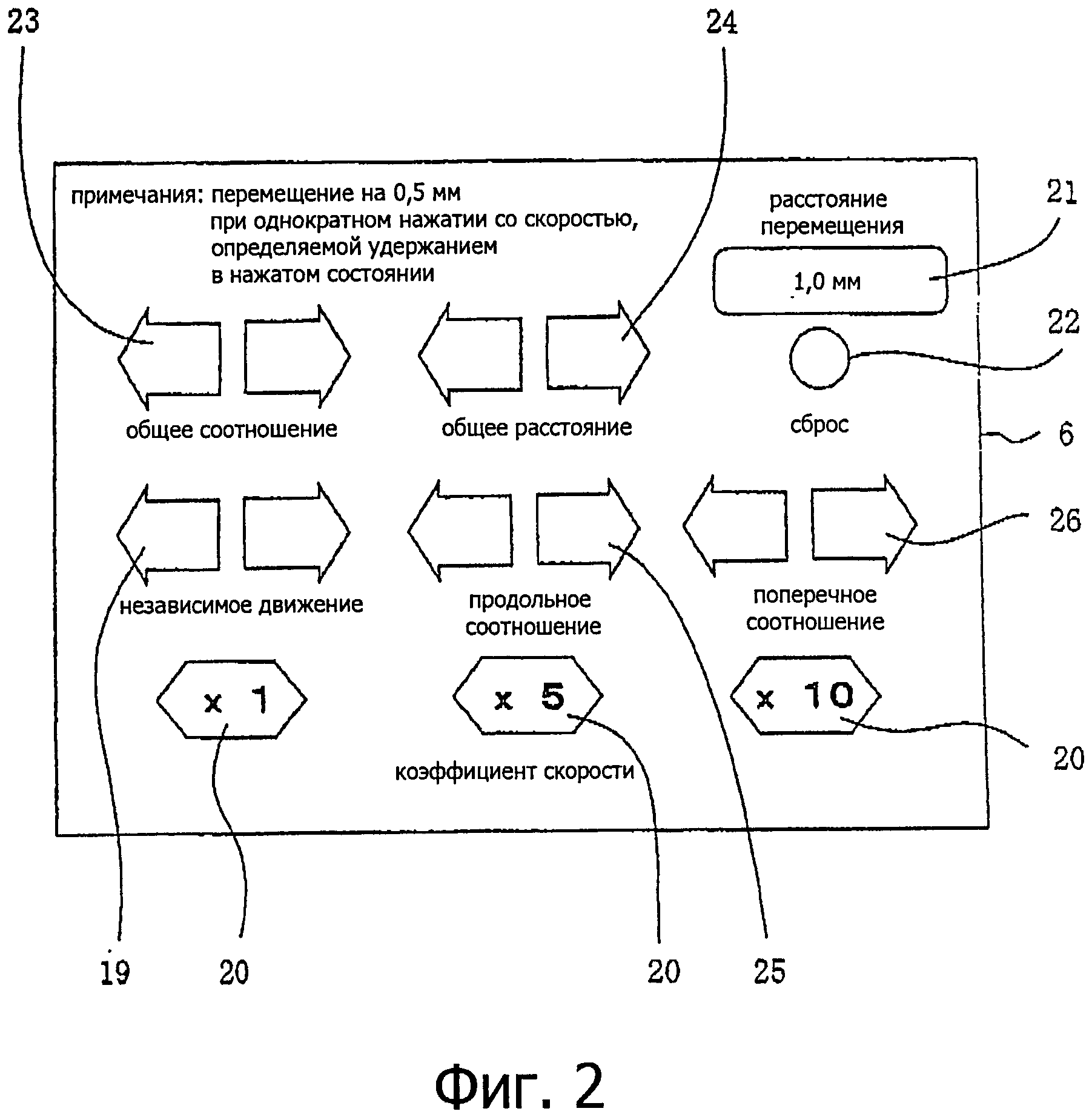
фиг.2 - управляющий переключатель, установленный на поперечном нагревательном устройстве по фиг.1;
фиг.3 - другой предпочтительный вариант выполнения изобретения.
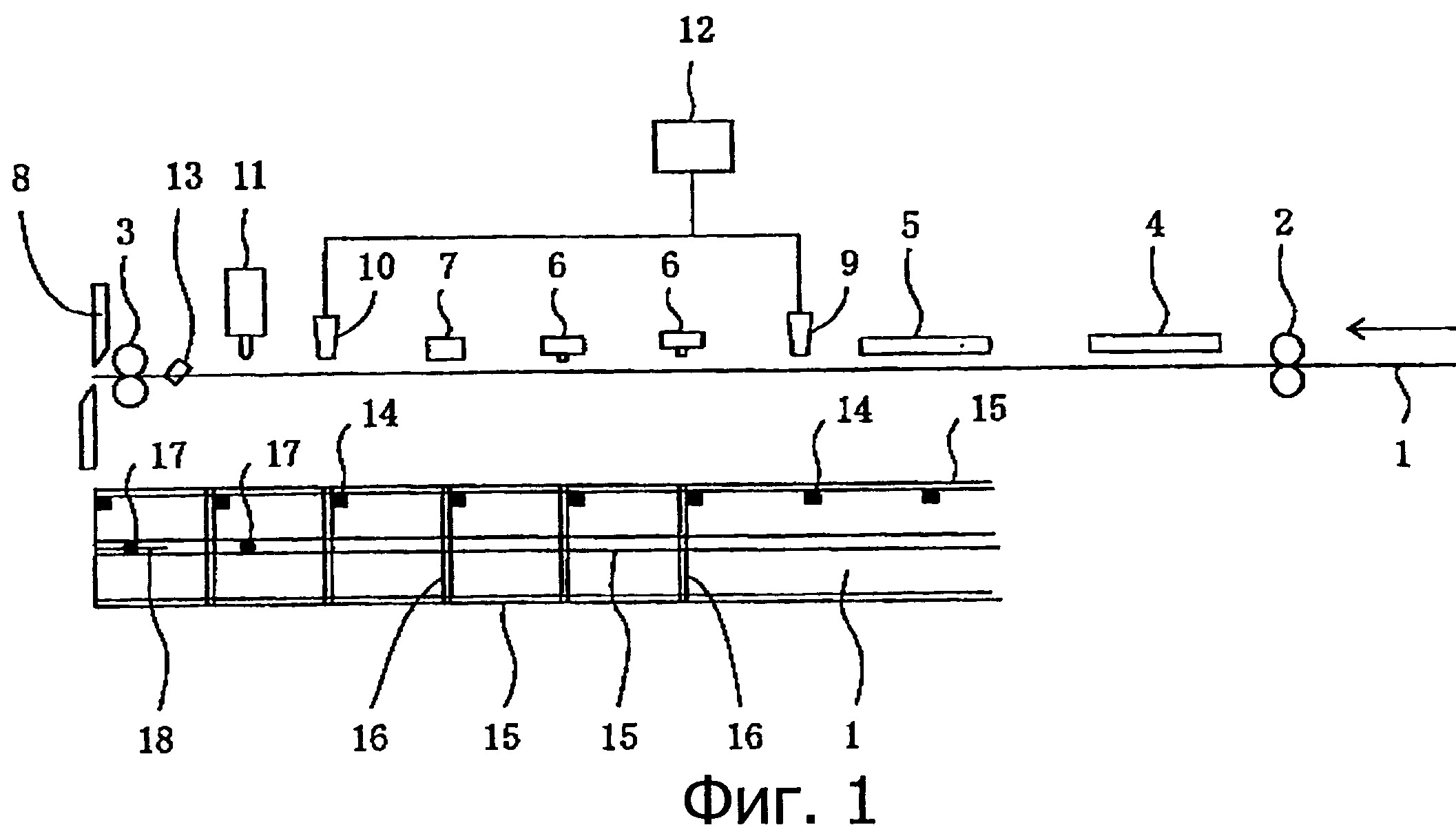
В том, что касается чертежей, фиг.1 представляет аппарат для последовательного изготовления пластиковых пакетов из полимерной пленки согласно изобретению. Аппарат включает подающее устройство, с помощью которого полотна полимерной пленки 1 накладываются друг на друга и подаются в прерывистом режиме в продольном по отношению к нему направлении. Для последовательного изготовления пластиковых пакетов с нанесенным на них рисунком на полотнах полимерной пленки 1 с заранее задаваемым шагом по длине полотна полимерной пленки 1 напечатан многократно повторяющийся рисунок, как в случае аппарата из опубликованного для ознакомления документа JP №2010-105186. Полотна полимерной пленки 1 подаются в периодическом режиме на расстояние, соответствующее длине этого шага. Пластиковый пакет имеет размер, соответствующий этой длине. Подающее устройство содержит направляющие валики 2 и 3, с помощью которых полотна полимерной пленки 1 подаются в периодическом режиме, так же, как и в случае аппарата из указанного документа.
Аппарат, кроме того, включает ряд подвижных узлов, расположенных с промежутками друг от друга вдоль пути, по которому осуществляется подача полотен полимерной пленки 1. Подвижные узлы обеспечивают продольное перемещение полотен полимерной пленки 1. В данном варианте выполнения подвижные узлы содержат продольное нагревательное устройство 4, продольное охлаждающее устройство 5, поперечное нагревательное устройство 6, поперечное охлаждающее устройство 7 и резак 8. Подвижные узлы, кроме того, содержат передний по ходу и задний по ходу оптические датчики 9 и 10 и пуансон 11. Передний по ходу и задний по ходу оптические датчики 9 и 10 расположены до и вслед за поперечным нагревательным устройством 6 и поперечным охлаждающим устройством 7. Следует при этом учесть, что продольное нагревательное устройство 4, продольное охлаждающее устройство 5, передний по ходу оптический датчик 9, поперечное нагревательное устройство 6, поперечное охлаждающее устройство 7, задний по ходу оптический датчик 10, пуансон 11 и резак 8 расположены вдоль пути продвижения через промежутки друг от друга. Промежутки, через которые они отстоят друг от друга, соответствуют шагу или кратны ему. На полотнах полимерной пленки 1 напечатан многократно повторяющийся рисунок с шагом, как описано выше. Помимо этого, поперечное нагревательное устройство 6 содержит ряд отдельных нагревательных устройств, расположенных с промежутками друг от друга на расстоянии, соответствующем данному шагу. Следует также учесть, что продольное нагревательное устройство 4, продольное охлаждающее устройство 5, передний по ходу оптический датчик 9, поперечное нагревательное устройство 6, поперечное охлаждающее устройство 7, задний по ходу оптический датчик 10, пуансон 11 и резак 8 выполнены с возможностью перемещения в продольном направлении относительно полотен полимерной пленки 1.
Аппарат, кроме того, включает ряд приводных устройств, каждое из которых установлено на каждом из подвижных узлов для того, чтобы обеспечивать перемещение каждого из подвижных узлов. Например, приводное устройство содержит двигатель, шестерню и кремальеру, установленные на продольном нагревательном устройстве 4, продольном охлаждающем устройстве 5, переднем по ходу оптическом датчике 9, поперечном нагревательном устройстве 6, поперечном охлаждающем устройстве 7, заднем по ходу оптическом датчике 10, пуансоне 11 и резаке 8, соответственно, как и в случае аппарата из известного документа. Двигатель, шестерня и кремальера скомпонованы так, чтобы обеспечивать перемещение продольного нагревательного устройства 4. То же самое верно и для продольного охлаждающего устройства 5, переднего по ходу оптического датчика 9, поперечного нагревательного устройства 6, поперечного охлаждающего устройства 7, заднего по ходу оптического датчика 10, пуансона 11 и резака 8. Аппарат, кроме того, включает устройство 12 управления, связанное с каждым приводным устройством.
Для последовательного изготовления пластиковых пакетов, полотна полимерной пленки 1 при их подаче в периодическом режиме обрабатываются по меньшей мере некоторыми из подвижных узлов. В одном варианте выполнения полотна полимерной пленки 1 подаются в периодическом режиме направляющими валиками 2 и 3 так, чтобы направляться к продольному нагревательному устройству 4, продольному охлаждающему устройству 5, переднему по ходу оптическому датчику 9, поперечному нагревательному устройству 6, поперечному охлаждающему устройству 7, заднему по ходу оптическому датчику 10, пуансону 11, дисковому ножу 13 и резаку 8. Полотна полимерной пленки 1 при подаче в периодическом режиме для последовательного изготовления пластиковых пакетов соединяются сварным швом в продольном направлении, охлаждаются, свариваются в поперечном направлении, охлаждаются и разрезаются с помощью продольного нагревательного устройства 4, продольного охлаждающего устройства 5, поперечного нагревательного устройства 6, поперечного охлаждающего устройства 7 и резака 8.
Помимо этого, в данном варианте выполнения передний по ходу движения или задний по ходу движения оптические датчики 9 или 10 всякий раз, когда полотна полимерной пленки подаются в периодическом режиме, обнаруживают положение, в котором на полотне полимерной пленки 1 нанесен рисунок, для выполнения остановки полотна полимерной пленки 1. Например, на полотнах полимерной пленки 1 дополнительно напечатана метка 14 в многократно повторяющейся позиции. Задний по ходу оптический датчик 10 обнаруживает метку 14 или это положение всякий раз, когда выполняется периодическая подача полотна полимерной пленки 1, и генерирует сигнал. Устройство 12 управления связано с передним по ходу и задним по ходу оптическими датчиками 9 и 10 для выполнения остановки направляющих валиков 2 и 3 в ответ на такой сигнал так, чтобы полотна полимерной пленки 1 могли быть точно остановлены. Помимо этого, аппарат включает не только приводные устройства, но также и основные приводные устройства, с которыми связано устройство 12 управления для управления основными приводными устройствами так, чтобы продольное нагревательное устройство 4, продольное охлаждающее устройство 5, поперечное нагревательное устройство 6, поперечное охлаждающее устройство 7, пуансон 11 и резак 8 могли быть приведены в действие основными приводными устройствами после остановки полотна полимерной пленки 1. Поэтому полотна полимерной пленки 1 продольно соединяются сварным швом с помощью продольного нагревательного устройства 4 на расстоянии, задаваемом относительно рисунка, который печатается на полотнах полимерной пленки 1, так, чтобы на полотнах полимерной пленки 1 могли образовываться продольные нагретые участки 15. Продольные нагретые участки 15 затем охлаждаются продольным охлаждающим устройством 5. Полотна полимерной пленки 1 соединяются поперечным сварным швом с помощью поперечного нагревательного устройства 6 на расстоянии, задаваемом относительно рисунка, так, чтобы на полотнах полимерной пленки 1 мог образовываться поперечный сваренный участок 16. Поперечный сваренный участок 16 затем охлаждается поперечным охлаждающим устройством 7. К полотнам полимерной пленки 1 прижимается пуансон 11 так, чтобы в полотнах полимерной пленки 1 мог образовываться вырез 17. Полотна полимерной пленки 1 при их подаче разрезаются дисковым ножом 13 так, чтобы в полотнах полимерной пленки 1 образовалась линия разреза 18. Полотна полимерной пленки 1 затем для последовательного изготовления пластиковых пакетов разрезаются резаком 8 на задаваемом относительно рисунка расстоянии.
Кроме того, один из подвижных узлов представляет собой реперную точку. Если полотна полимерной пленки 1 при действии аппарата претерпевают вытяжение или сжатие, контрольное устройство 12 управляет устройством привода так, чтобы после остановки полотна полимерной пленки 1 переместить подвижные узлы, кроме подвижного узла, представляющего реперную точку, на некоторое расстояние. Контрольное устройство 12 перед перемещением подвижных узлов вычисляет расстояния перемещения подвижных узлов в соответствии с вытяжением или сжатием полотен полимерной пленки 1 так, чтобы эти расстояния могли быть пропорциональны расстояниям от реперной точки с тем, чтобы соответствовать вытяжению или сжатию полотен полимерной пленки 1. Например, для выполнения остановки полотен полимерной пленки 1 задний по ходу датчик 10 обнаруживает метку 14 или положение, в котором на полотне полимерной пленки 1 напечатан рисунок. Устройство управления 12 после остановки полотен полимерной пленки 1 заставляет приводное устройство перемещать передний по ходу датчик 9 для поиска метки 14 и вычисляет вытяжение или сжатие. Устройство управления 12 затем вычисляет расстояния и дает команду приводному устройству переместить на это расстояние подвижные узлы, кроме подвижного узла, являющегося репером. При этом следует учесть, что независимо от вытяжения или сжатия, полотна полимерной пленки соединяются продольным сварным швом, охлаждаются, соединяются поперечным сварным швом и охлаждаются с точностью, соответствующей случаю аппарата из публикации. Помимо этого, аппарат может точно сделать прорезь 17 и выполнить точную обрезку полотна полимерной пленки 1.
Аппарат, кроме того, включает ряд управляющих переключателей, при этом каждый из подвижных узлов снабжен каждым из управляющих переключателей. В данном варианте выполнения каждый из управляющих переключателей устанавливается на каждом из подвижных узлов. Каждый из управляющих переключателей соответствует каждому из подвижных узлов. Каждый из управляющих переключателей воздействует на каждое из приводных устройств для перемещения соответствующего узла в целях регулирования его положения при приведении в действие. В данном варианте выполнения каждый из управляющих переключателей при своей активации генерирует сигнал. Устройство управления 12 соединено с управляющими переключателями для управления устройством привода в ответ на такой сигнал и для перемещения соответствующего узла в целях регулирования его положения.
Каждый из управляющих переключателей, как показано на фиг.2, содержит независимый переключатель 19 движения, приводимый в действие для обеспечения индивидуального перемещения соответствующего узла. Следует учесть, что каждый из подвижных узлов включает независимый переключатель 19 движения, установленный на нем и приводимый в действие для осуществления индивидуального перемещения данного узла.
Переключатель 19 независимого движения имеет тип нажимной кнопки, содержащей стрелки одного направления и обратного направления. Стрелка одного направления нажимается для перемещения соответствующего узла в одном направлении, в то время как стрелка обратного направления нажимается для перемещения соответствующего узла в обратном направлении. Переключатель 19 независимого движения сконструирован так, чтобы перемещать соответствующий узел на расстояние, которое изменяется в зависимости от количества нажатий. Например, переключатель 19 независимого движения устроен так, что для перемещения соответствующего узла на расстояние 0,5 мм осуществляется однократное нажатие, а для перемещения соответствующего узла на расстояние 1,0 мм нажатие выполняется дважды. Переключатель 19 независимого движения, кроме того, выполнен так, чтобы при постоянном нажатии перемещать соответствующий узел в непрерывном режиме. Помимо этого, переключатель 19 независимого движения предназначен для перемещения соответствующего узла со скоростью, величина которой изменяется и задается переключателями 20 перед нажатием переключателя 19 независимого движения. Расстояние отображается на индикаторной панели 21 и сбрасывается переключателем 22 сброса. Переключатели 20 и 22 изменения скорости и сброса также имеют тип нажимной кнопки.
Переключатель 19 независимого движения может быть сенсорного типа, в котором для перемещения соответствующего узла в одном направлении производится касание стрелки одного направления, в то время при касании стрелки обратного направления осуществляется перемещение соответствующего узла в обратном направлении. Переключатели 20 и 22 изменения скорости и сброса также могут быть сенсорного типа.
Поэтому перемещение подвижных узлов для регулирования их положения перед работой аппарата может быть выполнено безо всяких сложностей. Например, поперечное нагревательное устройство 6 имеет установленный на нем переключатель 19 независимого движения. Когда переключатель 19 независимого движения приводится в действие, устройство 12 управления управляет приводным устройством для перемещения поперечного нагревательного устройства 6 в продольном по отношению к полотнам полимерной пленки 1 направлении для регулирования его положения. Поэтому оператору для регулирования его положения не требуется перемещать поперечное нагревательное устройство 6 вручную. Помимо этого, поперечное нагревательное устройство 6 снабжено переключателем 19 независимого движения, при этом переключатель 19 независимого движения может быть приведен в действие в данном положении поперечного нагревательного устройства 6. Оператор может поэтому задействовать переключатель 19 независимого движения, не трогая поперечное нагревательное устройство 6 с места. Оператор может отслеживать положение поперечного нагревательного устройства 6 во время перемещения поперечного нагревательного устройства 6. Поэтому переключатель 19 независимого движения позволяет быстро и эффективно перемещать поперечное нагревательное устройство 6 для регулирования его положения.
Поперечное охлаждающее устройство 7 также снабжено установленным на нем переключателем 19 независимого движения. Поэтому переключатель 19 независимого движения позволяет перемещать поперечное охлаждающее устройство 7 для регулирования его положения быстро и эффективно. Продольное нагревательное устройство 4 также снабжено установленным на нем переключателем 19 независимого движения. Продольное охлаждающее устройство 5 также снабжено установленным на нем переключателем 19 независимого движения. Поэтому переключатель 19 независимого движения позволяет перемещать продольное нагревательное или охлаждающее устройство 4 или 5 для быстрого и эффективного регулирования их положения. То же самое действительно и для переднего по ходу и заднего по ходу оптических датчиков 9 и 10, для пуансона 11 и резака 8.
Каждый из управляющих переключателей в дополнение к независимому переключателю 19 движения содержит переключатель 23 взаимосвязанного движения и переключатель 24 взаимосвязанного движения. Переключатели 23 и 24 взаимосвязанного движения приводятся в действие, чтобы перемещать соответствующий узел вместе с другими узлами.
Кроме того, один из подвижных узлов представляет собой реперную точку. Переключатель 23 взаимосвязанного движения приводится в действие для перемещения соответствующего узла вместе с другими узлами, за исключением подвижного узла, представляющего собой реперную точку, на расстояние, пропорциональное расстояниям от реперной точки. Например, реперную точку представляет собой задний по ходу оптический датчик 10. Переключатель 23 взаимосвязанного движения приводится в действие для перемещения продольного нагревательного устройства 4, продольного охлаждающего устройства 5, переднего по ходу оптического датчика 9, поперечного нагревательного устройства 6, поперечного охлаждающего устройства 7, пуансона 11 и резака 8 на расстояния, пропорциональные расстояниям от заднего по ходу оптического датчика 10. Реперная точка может быть представлена резаком 8. В этом случае переключатель 23 взаимосвязанного движения приводится в действие для перемещения продольного нагревательного устройства 4, продольного охлаждающего устройства 5, переднего по ходу оптического датчика 9, поперечного нагревательного устройства 6, поперечного охлаждающего устройства 7, заднего по ходу оптического датчика 10 и пуансона 11 на расстояния, пропорциональные расстояниям от резака 8.
Переключатель 23 взаимосвязанного движения также имеет тип нажимной кнопки или сенсорного переключателя, обладающего теми же функциями, что и переключатель 19 независимого движения. Переключатель 23 взаимосвязанного движения устроен так, чтобы перемещать подвижные узлы со скоростью, величина которой изменяется и задается переключателями 20, и на расстояния, которые отображаются на индикаторной панели 21 и сбрасываются переключателем 22 сброса, так же, как и в случае переключателя 19 независимого движения.
Поэтому аппарат может при изменении размеров пластиковых пакетов перемещать подвижные узлы для регулирования их положения безо всяких сложностей. Например, в качестве реперного может использоваться положение заднего по ходу оптического датчика 10. Помимо этого, принимая во внимание резак 8, снабженный установленным на нем переключателем 23 взаимосвязанного движения, переключатель 23 взаимосвязанного движения приводится в действие при данном положении резака 8 для перемещения резака 8 вместе с продольным нагревательным устройством 4, продольным охлаждающим устройством 5, передним по ходу оптическим датчиком 9, поперечным нагревательным устройством 6, поперечным охлаждающим устройством 7 и пуансоном 11. В результате эти узлы могут располагаться через промежутки друг от друга на расстоянии, соответствующем размеру пластикового пакета. Оператор может задействовать переключатель 23 независимого движения, не изменяя положения резака 8. Поэтому переключатель 23 взаимосвязанного движения делает возможным перемещение подвижных узлов для быстрого и эффективного регулирования их положения.
Переключатель 23 взаимосвязанного движения для перемещения соответствующего узла вместе с другими узлами может быть приведен в действие в определенном положении продольного нагревательного устройства 4, продольного охлаждающего устройства 5, переднего по ходу оптического датчика 9, поперечного нагревательного устройства 6, поперечного охлаждающего устройства 7 или пуансона 11. В этом случае подвижные узлы могут располагаться через промежутки друг от друга на расстоянии, соответствующем размеру пластикового пакета. Положение реперной точки может быть представлено положением резака 8. Кроме того, переключатель 23 взаимосвязанного движения для перемещения соответствующего узла вместе с другими узлами может быть приведен в действие в определенном положении продольного нагревательного устройства 4, продольного охлаждающего устройства 5, переднего по ходу оптического датчика 9, поперечного нагревательного устройства 6, поперечного охлаждающего устройства 7, заднего по ходу оптического датчика 10 или пуансона 11.
Переключатель 24 взаимосвязанного движения приводится в действие для перемещения соответствующего узла вместе с другими узлами на некоторое расстояние.
Переключатель 24 взаимосвязанного движения также имеет тип нажимной кнопки или сенсорного переключателя, обладающего теми же функциями, что и переключатель 19 независимого движения. Переключатель 24 взаимосвязанного движения устроен так, чтобы перемещать подвижные узлы со скоростью, величина которой изменяется и задается переключателями 20, и на расстояния, которые отображаются на индикаторной панели 21 и сбрасываются переключателем 22 сброса, так же, как и в случае переключателя 19 независимого движения.
Поэтому аппарат может безо всяких сложностей перемещать подвижные узлы для регулирования их положения при проведении испытательных действий в целях инспектирования качества сварного шва, когда полотна полимерной пленки 1 находятся в остановленном состоянии. Например, переключатель 24 взаимосвязанного движения приводится в действие в определенном положении поперечного нагревательного устройства 6 для перемещения поперечного нагревательного устройства 6 и других узлов на некоторое расстояние. Другие узлы включают продольное нагревательное устройство 4, продольное охлаждающее устройство 5, передний по ходу оптический датчик 9, поперечное охлаждающее устройство 7, задний по ходу оптический датчик 10, пуансон 11 и резак 8. Поэтому оператор может осматривать полотна полимерной пленки 1 повсюду. Затем переключатель 24 взаимосвязанного движения приводится в действие в определенном положении поперечного нагревательного устройства 6 для перемещения поперечного нагревательного устройства 6 и других узлов в обратном направлении. Поперечное нагревательное устройство 6 при этом возвращается к исходному положению. Другие узлы также возвращаются в исходные положения.
Помимо этого, каждый из управляющих переключателей содержит переключатель 25 взаимосвязанного движения и переключатель 26 взаимосвязанного движения в дополнение к переключателю 19 независимого движения и переключателям 23 и 24 взаимосвязанного движения. Переключатели 25 и 26 взаимосвязанного движения приводятся в действие для выполнения перемещения продольного нагревательного устройства 4 и продольного охлаждающего устройства 5 и перемещения поперечного нагревательного устройства 6 и поперечного охлаждающего устройства 7. В данном варианте выполнения переключатель 25 взаимосвязанного движения приводится в действие для перемещения продольного нагревательного устройства 4 и продольного охлаждающего устройства 5 на расстояния, пропорциональные расстояниям от реперной точки. Переключатель 25 взаимосвязанного движения может быть приведен в действие для перемещения на некоторое расстояние продольного нагревательного устройства 4 и продольного охлаждающего устройства 5. Переключатель 26 взаимосвязанного движения приводится в действие для перемещения поперечного нагревательного устройства 6 и поперечного охлаждающего устройства 7 на расстояния, пропорциональные расстояниям от реперной точки. Переключатель 26 взаимосвязанного движения может быть приведен в действие для перемещения поперечного нагревательного устройства 6 и поперечного охлаждающего устройства 7 на некоторое расстояние.
Переключатели взаимосвязанного движения 25 и 26 также имеют тип нажимной кнопки или сенсорного переключателя, обладающего теми же функциями, что и переключатель 19 независимого движения. Переключатели 25 и 26 взаимосвязанного движения так же, как и в случае переключателя 19 независимого движения предназначены для перемещения подвижных узлов со скоростью, величина которой изменяется и задается переключателями 20, и на расстояния, которые отображаются на индикаторной панели 21 и сбрасываются переключателем 22 сброса.
Поэтому оператор может использовать переключатель 25 взаимосвязанного движения для перемещения продольного нагревательного устройства 4 и продольного охлаждающего устройства 5 без перемещения поперечного нагревательного устройства 6 и поперечного охлаждающего устройства 7. Оператор задействует переключатель 26 взаимосвязанного движения для перемещения поперечного нагревательного устройства 6 и поперечного охлаждающего устройства 7 без перемещения продольного нагревательного устройства 4 и продольного охлаждающего устройства 5.
Данный аппарат может включать панель управления, на которой установлен переключатель режимов. Устройство 12 управления связано с переключателем режимов для того, чтобы при приведении переключателя режимов в действие выбирать определенный режим. Затем приводится в действие управляющий переключатель для выполнения перемещения подвижного узла в выбранном режиме. Например, управляющий переключатель приводится в действие в целях индивидуального перемещения данного подвижного узла посредством выбора режима независимого перемещения. При выборе режима взаимосвязанного движения управляющий переключатель приводится в действие для перемещения соответствующего узла вместе с другими узлами. Таким образом, панель управления позволяет уменьшить количество управляющих переключателей.
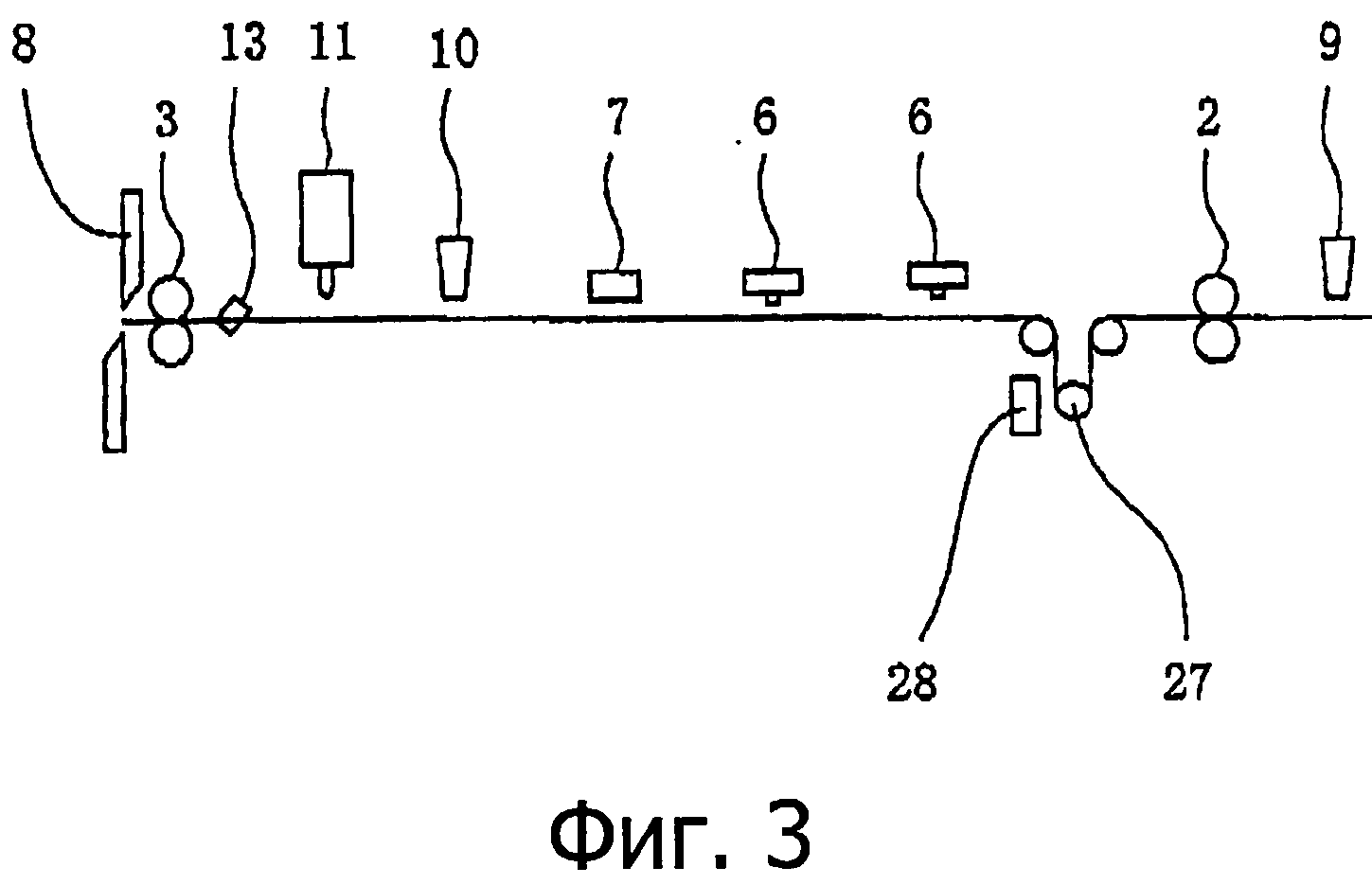
На фиг.3 представлен другой вариант выполнения, в котором между передним по ходу оптическим датчиком 9 и поперечным нагревательным устройством 6 установлен натяжной валик 27, предназначенный для зацепления с полотнами полимерной пленки 1. Полотна полимерной пленки 1 поддерживаются в натяжении посредством перемещения натяжного валика 27 кверху и книзу. Аппарат включает датчик 28 перемещения для обнаружения перемещения натяжного валика 27. Между передним по ходу оптическим датчиком 9 и натяжным валиком 27 вставлен подающий валик 2, предназначенный для осуществления подачи полотен полимерной пленки 1.
Продольное нагревательное устройство 4, продольное охлаждающее устройство 5 и передний по ходу оптический датчик 9 расположены друг от друга через промежутки, величина которых соответствует шагу или кратна ему. На полотнах полимерной пленки 1 многократно с шагом, как описано выше, напечатан рисунок. Помимо этого, через промежутки друг от друга, величина которых соответствует шагу или кратна ему, расположены поперечное нагревательное устройство 6, поперечное охлаждающее устройство 7, задний по ходу оптический датчик 10, пуансон 11 и резак 8.
Задний по ходу оптический датчик 10 обнаруживает метку 14 или положение, в котором на полотнах полимерной пленки 1 нанесен рисунок, для выполнения остановки подающего валика 3, в то время как передний по ходу оптический датчик 9 обнаруживает метку 14 или положение, в котором на полотнах полимерной пленки 1 нанесен рисунок, для выполнения остановки подающего валика 2. Полотна полимерной пленки 1 затем соединяются сварным швом в продольном направлении, охлаждаются, соединяются поперечным сварным швом и охлаждаются при помощи продольного нагревательного устройства 4, продольного охлаждающего устройства 5, поперечного нагревательного устройства 6 и поперечного охлаждающего устройства 7. Помимо этого, в полотнах полимерной пленки 1 образуется прорезь 17. В полотнах полимерной пленки 1 образуется линия разреза 18. Полотна полимерной пленки 1 разрезаются резаком 8.
В данном аппарате полотна полимерной пленки 1 для перемещения натяжного валика 27 претерпевают вытяжение или сжатие. Устройство 12 управления связано с датчиком 28 перемещения для определения вытяжения или сжатия, когда датчик 28 перемещения обнаруживает перемещение натяжного валика 27. Устройство управления 12 управляет приводным устройством для того, чтобы после остановки полотен полимерной пленки 1 переместить на некоторое расстояние подвижные узлы, исключая подвижный узел, представляющий собой реперную точку. Такие расстояния пропорциональны интервалам до реперной точки, так, чтобы соответствовать вытяжению или сжатию полотен полимерной пленки 1. При этом следует учесть, что независимо от вытяжения или сжатия, полотна полимерной пленки 1 точным образом соединяются продольным сварным швом, охлаждаются, соединяются поперечным сварным швом и охлаждаются. Помимо этого, аппарат может точно сделать прорезь 17 и выполнить точную обрезку полотна полимерной пленки 1.
Аппарат, кроме того, включает ряд управляющих переключателей, при этом каждый из подвижных узлов, как в случае аппарата по фиг.1, снабжен каждым из управляющих переключателей. Каждый из управляющих переключателей соответствует каждому из подвижных узлов. Каждый из управляющих переключателей воздействует на каждое из приводных устройств для перемещения соответствующего узла в целях регулирования его положения при приведении в действие.
Каждый из управляющих переключателей, так же, как в случае аппарата по фиг.1, содержит переключатель 19 независимого движения и переключатели 23, 24, 25 и 26 взаимосвязанного движения.
Переключатели независимого движения и взаимосвязанного движения 19, 23, 24, 25 и 26 приводятся в действие для перемещения подвижных узлов в целях регулирования их положения перед эксплуатацией аппарата.
В каждом из воплощений каждый из переключателей независимого движения и взаимосвязанного движения 19, 23, 24, 25 и 26 может содержать по два участка, имеющие формы, отличные от стрелок одного направления и обратного направления. Один из участков нажимается или его касаются для перемещения подвижного узла в одном направлении, в то время как другой участок нажимается или его касаются для перемещения подвижного узла в обратном направлении.
Устройство для изготовления пластиковых мешков
Установка для изготовления пластиковых пакетов
Устройство для установки термосварочной пластины в машине для изготовления пластиковых пакетов
Устройство коррекции шага печати для пластиковой пленки
Способ соединения пластиковой пленки
Устройство для укладки и подачи листовых изделий
Установка для изготовления пластиковых пакетов
Устройство для перфорирования пластиковой плёнки
Устройство для изменения направления перемещения вперед замочного материала
Установка для изготовления пластиковых мешков
Устройство для изготовления пластиковых мешков
Установка для изготовления пластиковых пакетов
Устройство для установки термосварочной пластины в машине для изготовления пластиковых пакетов
Устройство коррекции шага печати для пластиковой пленки
Способ соединения пластиковой пленки
Устройство для укладки и подачи листовых изделий
Установка для изготовления пластиковых пакетов
Устройство для перфорирования пластиковой плёнки
Устройство для изменения направления перемещения вперед замочного материала
Установка для изготовления пластиковых мешков

