Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА
Вид РИД
Изобретение
Изобретение относится к области металлургии, в частности к производству горячеоцинкованного проката, используемого для изготовления кузовных деталей автомобиля методом холодной штамповки с последующим нанесением лакокрасочных покрытий.
Известен способ дрессировки тонколистовой холоднокатаной оцинкованной стали, заключающийся в том, что валками дрессировочного стана осуществляют обжатие полос толщиной 0,4-0,6 мм из стали, содержащей 0,04-0,08% углерода, 0,24-0,39% марганца, 0,01-0,03% кремния, 0,013-0,09% серы, 0,001-0,017% фосфора, до 0,1% хрома и никеля, а для обеспечения оцинкованной стали с шероховатостью Ra=0,3-0,6 мкм усилие обжатия полос определяют из зависимости Рдр=2470,64-1,38σтг+2,31σвг-1915,18Сэ (кН), степень обжатия при этом принимают равной εдр=0,51-0,0005σтг+0,069Сэ, (%), где σтг и σвг - соответственно предел текучести и временное сопротивление оцинкованных полос, Сэ - углеродный эквивалент, равный Сэ=[C]+[Mn]/9+[Si]/3, где [С], [Μn], [Si] - содержание в стали соответственно углерода, марганца и кремния, вес. % (Патент РФ №2455090, В21В 1/28, опубл. 10.07.2012 г.).
Недостатком известного способа является невозможность получения горячеоцинкованного проката с шероховатостью Ra=1,1-1,6 мкм и плотностью пиков 50-80 1/см, обеспечивающих отсутствие шелушения цинкового покрытия при холодной штамповке.
Наиболее близким по технической сущности к предлагаемому изобретению является способ получения оцинкованной полосовой стали для последующего нанесения высококачественных лакокрасочных покрытий, включающий холодную прокатку полос с величиной шероховатости (Ra), равной 1,1-1,5 мкм, и плотностью пиков (RPc) 80-160 на см, химическую очистку поверхности полосы, предварительный нагрев, рекристаллизационный отжиг, горячее цинкование, влажную дрессировку с величиной обжатия 0,5-0,8% на валках с шероховатостью, равной 2,5-3,0 мкм, плотностью пиков, равной 150-200 на 1 см после предварительной обкатки их в дрессировочной клети без полосы с удельным усилием 100-200 Н/мм2 в течение 0,1-0,3 ч, при дрессировке и обкатке осуществляют очистку рабочей поверхности бочек валков. Кроме этого, дрессировку производят с подачей водяного тумана (аэрозоли) дистиллированной водой одновременно на оба валка, верхнюю и нижнюю поверхность полосы на входе в клеть (Патент РФ №2149717, В21В 1/28, опубл. 27.05.2000 г.).
Недостатками известного способа являются:
1. Невозможность получения горячеоцинкованного проката с шероховатостью Ra=1,1-1,6 мкм и плотностью пиков 50-80 1/см, обеспечивающих отсутствие шелушения при штамповке.
2. Нестабильный коэффициент отпечатываемости при обжатии 0,5-0,8%. В зависимости от химического состава (высокопрочная сталь, сверхнизкоуглеродистая IF сталь) при одинаковом обжатии усилие прокатки будет различным, соответственно коэффициент отпечатываемости не будет постоянным.
3. Невозможность проведения операции предварительной обкатки валков в дрессировочной клети без полосы. Производство стальных полос с цинковым покрытием осуществляется на непрерывных (бесконечных) агрегатах оцинкования, т.е. полоса всегда находится в агрегате. Предварительная обкатка валков в дрессировочной клети без полосы нарушает технологический процесс производства готовой продукции.
Технической задачей изобретения является обеспечение требуемой микрогеометрии поверхности горячеоцинкованного проката и повышение потребительских свойств готовых окрашенных деталей кузова автомобиля за счет равномерной деформации холоднокатаного горячеоцинкованного проката во время холодной штамповки, а также уменьшения количества готовых отштампованных деталей с неравномерной вытяжкой или повреждением поверхности.
Для решения технической задачи в известном способе производства горячеоцинкованного проката, включающем холодную прокатку, химическую очистку поверхности полосы, предварительный нагрев, рекристаллизационный отжиг, горячее цинкование, влажную дрессировку, согласно изобретению влажную дрессировку производят с удельным усилием 150-250 т/м на валках с шероховатостью 2,2-2,6 мкм и плотностью пиков 100-120 1/см, при этом используют эмульсию с концентрацией 0,5-1,5%. Кроме того, получение заданной шероховатости и плотности пиков на валках осуществляют путем подготовки валков на установке электроразрядного текстурирования с применением бронзовых электродов, а после влажной дрессировки на оцинкованную полосу наносят консервационно-штамповочное масло в количестве 1,0-2,0 г/м2 на сторону.
Сущность изобретения заключается в следующем. В результате исследований причин ухудшения качества отштампованных деталей было установлено, что в условиях высоких давлений во время холодной штамповки происходит налипание частиц цинка на поверхность штампа с последующим их постепенным накоплением до критических размеров. Наличие скоплений частиц цинка на поверхности штампа приводит к неравномерной вытяжке металла или повреждению поверхности, это в свою очередь приводит к ухудшению качества готовых деталей. Для устранения дефектов штамповки отштампованные детали отправляют на последующую доработку - ретуширование. Экспериментально установлено, что наиболее важными параметрами, влияющими на отсутствие налипаний частиц цинка при штамповке, являются характеристики микрогеометрии поверхности горячеоцинкованного проката. Поэтому для устранения шелушения цинка при штамповке и налипания его на поверхность штампа, параметры микрогеометрии поверхности холоднокатаной горячеоцинкованной полосы должны составлять: шероховатость Ra=1,1-1,6 мкм и плотность пиков RPc=50-80 1/см.
Для обеспечения указанных параметров микрогеометрии требуется нормирование параметров шероховатости рабочих валков и технологических параметров дрессировки, обеспечивающих постоянство коэффициента отпечатываемости - коэффициента, характеризующего перенос шероховатости с рабочих валков на полосу. Коэффициент отпечатываемости зависит от величины удельного усилия при дрессировке и концентрации эмульсии. Нормирование величины удельного усилия при дрессировке в диапазоне 150-250 т/м и концентрации эмульсии 0,5-1,5% позволяет получить коэффициент отпечатываемости в диапазоне 0,50-0,60. При величине удельного усилия и концентрации эмульсии за пределами заявленного диапазона значения коэффициента отпечатываемости выходят из диапазона 0,50-0,60, следовательно, и микрогеометрия поверхности готовой горячеоцинкованной полосы не соответствует заявленным требованиям, что в свою очередь приведет к шелушению цинка при штамповке.
С учетом требований к микротопографии готового проката и коэффициента отпечатываемости подобраны параметры рабочих валков: шероховатость Ra=2,2-2,6 мкм и плотностью пиков не более 100-120 1/см. Несоответствие заявленных требований по этим параметрам приведет к отклонению микрогеометрии поверхности готового проката и, как следствие, к шелушению цинка при последующей холодной штамповке.
Кроме того, получение заданной шероховатости и плотности пиков на валках осуществляют путем подговтовки валков на установке электроразрядного текстурирования с применением бронзовых электродов. Использование бронзовых электродов, например, по сравнению с медно-графитовыми, позволяет обеспечить требуемое количество пиков в диапазоне 100-120 1/см с шероховатостью Ra=2,2-2,6 мкм.
Для последующей защиты от коррозии горячеоцинкованного проката во время транспортировки и последующей штамповки, после влажной дрессировки на оцинкованную полосу наносят консервационно-штамповочное масло в количестве 1,0-2,0 г/м2 на одну сторону. Указанный объем промасливания обусловлен следующими причинами: при нанесении масла в количестве менее 1 г/м2 невозможно обеспечить надежную защиту от коррозии в связи с формированием тонкого защитного слоя, нанесение консервационно-штамповочного масла в количестве более 2 г/м2 экономически нецелесообразно.
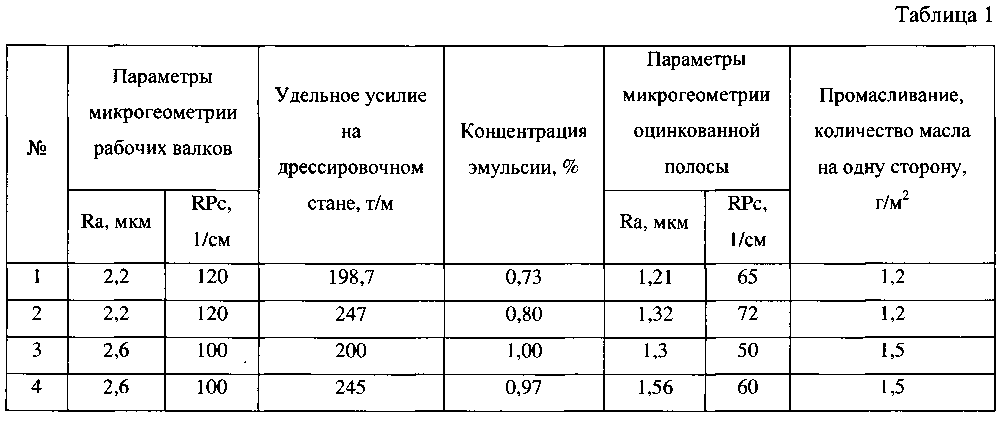
Пример реализации
Прокат марки стали DX54D прокатали на 5-клетевом стане холодной прокатки с суммарным относительным обжатием 79%. Оцинкование холоднокатаных рулонов производили на агрегате непрерывного горячего цинкования. Для дрессировки оцинкованных полос в дрессировочную клеть заваливали валки, подготовленные на установке электроразрядного текстурирования с применением бронзовых электродов. Технологические параметры обработки полосы представлены в таблице 1.
Полученный таким способом оцинкованный прокат отгружали потребителю для холодной штамповки. Результаты опытных штамповок показали, что разработанная технология позволяет улучшить качество готовых отштампованных деталей и снизить количество деталей, отправляемых на ретуширование.
Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущества перед известной технологией.
Способ ведения доменной плавки
Способ подготовки к работе воздушной фурмы доменной печи
Способ доменной плавки цинкосодержащей шихты
Способ выплавки стали в конвертере
Способ переработки пиритных огарков
Способ разделения побочных продуктов и отходов металлургической промышленности и устройство для его осуществления
Способ подготовки извести к выплавке стали в сталеплавильном агрегате
Горячекатаная полоса высокой коррозионной стойкости из низколегированной стали и способ ее производства
Канат стальной в полимерной оболочке со светоотражающими наполнителями (варианты)
Способ непрерывной разливки стали в заготовки малого сечения
Способ производства горячекатаного рулонного проката
Рулонный прокат для обсадных и насосно-компрессорных труб и способ его производства
Способ производства холоднокатаной полосы
Способ производства прямошовных труб большого диаметра из низколегированной стали
Способ производства горячекатаных листов из низколегированной стали для изготовления ответственных металлоконструкций
Способ производства высокопрочного оцинкованного проката
Способ производства высокопрочного оцинкованного проката

