Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТОЙ ЛЕНТЫ ИЗ СТАЛИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу для производства литой ленты со свойствами материала, регулируемыми по поперечному сечению и длине ленты, согласно пункту 1 формулы изобретения и устройству осуществления способа по пункту 17 формулы изобретения.
Уровень техники
Сильная конкуренция на автомобильном рынке вынуждает производителей к постоянному поиску решений для снижения расхода топлива парка автомобилей при сохранении максимального комфорта и безопасности пассажиров. С одной стороны, решающую роль играет снижение массы всех компонентов автомобиля, с другой стороны, характеристики отдельных конструктивных элементов, требующие обеспечение пассивной безопасности пассажиров при высоких статических и динамичных нагрузках при эксплуатации и в случае аварии.
Производители исходного материала пытаются удовлетворить данные требования путем изготовления оптимизированных к нагрузке листов и ленты из стали (z. В. Taylored welded oder Taylored rolled Blanks), которые в соответствии с ожидаемой нагрузкой имеют оптимальную толщину или состоят из различного по прочности сырья.
Подобного рода стальные листы и ленты должны удовлетворять сравнительно высоким требованиям относительно прочности, эластичности, вязкости, поглощения энергии, износа и их обрабатываемости, например, при холодной обработке давлением, сварке и/или обработке поверхности.
Недостатками оптимизированных к нагрузке стальных листов в случае изготовления сварных заготовок являются трудоемкие процессы резания и сборки, а также резкие градиенты при переходе металла в шов.
Например, из публикации DE 10124594 А1 известен способ для изготовления комбинированной ленты из стали. Литая ферритная сталь (Kemband), изготовленная по двухроликовому способу, плакируется аустенитной или высоколегированной лентой.
В аналогичном способе согласно публикации WO 02/45885 А1 наносится препятствующий вторичному окислению слой во время прохождения через ролики.
Недостатком в данном случае является обусловленный плакированием резкий скачок свойств композиционного материала, который затрудняет оптимальное согласование свойств по толщине ленты в соответствии с требованиями. Кроме того, нельзя изменять свойства по ширине ленты.
Способ для производства горячекатаной ленты из легкой конструкционной стали посредством горизонтальной установки для непрерывного литья ленты известен, например, из отраслевого журнала steel research 74 (2003), No. 11/12, стр.724-731. При данном способе производства расплав подается из питающего резервуара загрузочной системы через литейный желоб на вращающуюся ленту горизонтальной установки для непрерывного литья. Благодаря интенсивному охлаждению ленты поданный расплав застывает в предварительную ленту с толщиной в диапазоне 6-20 мм. После отвердения предварительная лента подвергается горячей прокатке.
В идеальном случае с помощью данного способа, например, можно изготавливать легкие конструкционные стали с высоким содержанием марганца или алюминия, которые тяжело получить традиционным способом, например непрерывным литьем.
У данных легких конструкционных сталей благодаря высокому содержанию легирующих элементов с удельным весом намного ниже удельного веса железа (например, марганец, кремний, алюминий) можно достичь требуемого в автомобильной промышленности снижения веса при сохранении прежнего исполнения конструкции.
Однако до сих пор при помощи известного способа литья невозможно изготовить стальные ленты, которые обладают оптимизированными к нагрузке по сечению и длине ленты свойствами относительно деформации, прочности при столкновении или износа.
Раскрытие изобретения
Задачей изобретения является разработка способа для производства стальной ленты посредством горизонтального непрерывного литья, с помощью которого по поперечному сечению и длине ленты можно варьировать требуемые свойства материала. Дополнительно должно быть создано оборудование для осуществления способа.
Данная задача решается признаками пункта 1 формулы изобретения. Предпочтительные варианты осуществления изобретения являются предметом дополнительных пунктов формулы изобретения.
Способ согласно изобретению отличается тем, что перед подачей расплава на ленту на контактирующую с расплавом сторону ленты наносится покрывающая масса, состоящая из жидкой или пастообразной основы с включенными в нее добавками, перед подачей расплава покрывающая масса высушивается и затем образует неразъемное соединение с поданным расплавом.
Добавками могут быть металлические или неметаллические элементы, с помощью которых можно целенаправленно влиять на свойства материала (например, механические, коррозионные и износостойкие).
Ими могут быть самые разные металлы для легирования основного материала или оксиды/нитриды/бориды металлов, например оксид алюминия, оксид циркония или оксид иттрия, нитриды титана, а также оксидная керамика, которые в зависимости от температуры расплава либо осаждаются на поверхность получаемой стальной ленты или вводятся путем вплавления в материал.
Важно, что перед подачей расплава на ленту удаляются возможные еще невысохшие жидкие компоненты покрывающей массы для предотвращения интенсивного испарения при подаче расплава и обусловленных им дефектов, например пор или усадочных раковин в застывающей литой стальной ленте.
Поэтому согласно изобретению предусмотрен блок сушки, который перед подачей расплава удаляет жидкие компоненты из покрывающей массы таким образом, что на поверхности литой ленты остается только добавка покрывающей массы.
В качестве альтернативы для сушки можно использовать остаточное тепло литой ленты прежде поданного расплава. Поэтому нанесение на литую ленту должно осуществляться в том месте, в котором литая лента имеет еще необходимое остаточное тепло.
Благодаря вплавлению добавленных в покрывающую массу металлических элементов при нанесении расплава на ленту происходит смешивание жидких фаз таким образом, что в зоне смешивания осуществляется легирование поданного расплава.
Путем дополнительного охлаждения ленты посредством изменения толщины нанесенной покрывающей массы или скорости литья можно управлять теплообменом между расплавом и покрывающей массой таким образом, что покрывающая масса расплавляется полностью или только частично, причем в последнем случае благодаря процессам диффузии в химическое взаимодействие с основным материалом вступает только поверхностный слой покрытия так, что полученная из литой заготовки после охлаждения стальная лента непосредственно после застывания имеет слой из добавленных в покрывающую массу легирующих элементов. Специальные свойства изготовленной таким способом стальной ленты можно регулировать в зоне легирования относительно заданных требований посредством содержания легирующих элементов.
Только при частичном расплавлении покрывающей массы возникает эффект, влияющий на другие свойства материала. Вследствие того, что нерасплавленные компоненты покрывающей массы действуют наподобие разделяющего слоя между расплавом и литой лентой, можно влиять через толщину данного разделяющего слоя на отвод тепла расплава в литую ленту и тем самым на скорость застывания расплава. Отделение ленты можно улучшить благодаря разделяющей функции слоя по типу шлихты, например в виде антикоррозионного слоя. Данный разделяющий слой остается в виде покрытия, прочного сцепленного на получаемой стальной ленте.
В предпочтительном варианте осуществления изобретения во время непрерывного литья по толщине нанесенной покрывающей массы регулируется доля легирующих элементов относительно основного материала таким образом, что благодаря легированию получается стальная лента с различными свойствами по длине ленты и таким образом можно изготавливать стальные ленты с оптимизированными к нагрузке участками. Толщину покрытия можно регулировать, например, посредством обдува или удаления нанесенной покрывающей массы или путем изменения вязкости.
В следующем предпочтительном варианте осуществления изобретения по ширине литой ленты наносится покрытие с разным составом легирующих элементов и/или различной толщины таким образом, что соответствующие различные свойства можно регулировать и по ширине получаемой стальной ленты.
Технически согласно изобретению покрывающая масса наносится, например, таким образом, что в заполненный покрывающей массой и расположенный ниже ленты сосуд погружается валик для нанесения и проходит по двигающейся вперед ленте. Толщину наносимой покрывающей массы можно регулировать через усилие прижатия и/или скорости вращения валика для нанесения. В случае необходимости валик для нанесения можно оборудовать отдельным приводом.
Согласно изобретению свойства материала предпочтительно могут регулироваться по ширине и длине получаемой стальной ленты симметрично, или асимметрично, или гибко в соответствии с требованиями. Путем добавки соответствующих легирующих элементов в широких диапазонах возможно согласование с требуемыми свойствами по прочности, вязкости, коррозии и износу.
При добавке оксидов, нитридов или боридов в покрывающую массу они осаживаются из-за более высокой температуры плавления, нежели у стали на поверхности получаемой стальной ленты, и остаются там в виде прочно сцепленного слоя, который образует разделяющий слой между лентой и расплавом.
Благодаря осаждению данных добавок на получаемой стальной ленте можно регулировать в широком диапазоне поверхностные свойства, например электрические или магнитные, а также относительно коррозии и износа. Дополнительно выборочно можно влиять на свойства по толщине осажденного слоя по длине и ширине литой ленты.
Испытания показывают, что наличие разделяющего слоя между застывшим стальным расплавом и лентой дополнительно приводит стабилизации отвода тепла и тем самым к стабилизации геометрической формы по ширине изготавливаемой стальной ленты при подъеме ленты для литья.
Это в значительной степени упрощает подвод к подключаемому производственному оборудованию, так как отпадает необходимость в предварительном ориентировании стальной ленты. Было обнаружено, что для этого в покрывающей массе предпочтительно использовать нитрид бора.
Следующее преимущество нанесения покрытия ленты для литья - значительное снижение износа благодаря механической и термической нагрузке ленты, вследствие чего могут существенно снижаться эксплуатационные расходы.
С помощью настоящего изобретения впервые посредством горизонтального способа непрерывного литья можно изготовить стальную ленту в виде композиционного материала с регулируемыми по-разному градиентами свойств в поперечном и продольном направлении ленты и тем сам выполнить требования по специфическим свойствам материала относительно деформации, прочности при столкновении и износа.
Согласно изобретению дальнейшая обработка изготовленной стальной ленты может осуществляться известным способом путем обкатки в горяче- или холоднокатаную ленту выборочно с нанесением покрытия.
Согласно изобретению принципиально способ годится для производства лент из различных металлических материалов, в частности для высоколегированных легких конструкционных сталей с высоким содержанием марганца, кремния и алюминия.
В итоге изобретение дает следующие преимущества:
- экономичное исполнение комбинации различных свойств ленты в поперечном и продольном направлении;
- лента без резкого скачка свойств с возможностью их плавной регулировки;
- благодаря регулируемой степени перемешивания использование по областям различных легирующих элементов для создания градиента прочности или специфических свойств относительно деформации/прочности при столкновении.
Краткое описание чертежей
Способ согласно изобретению поясняется при помощи чертежа, показанного на схематическом изображении.
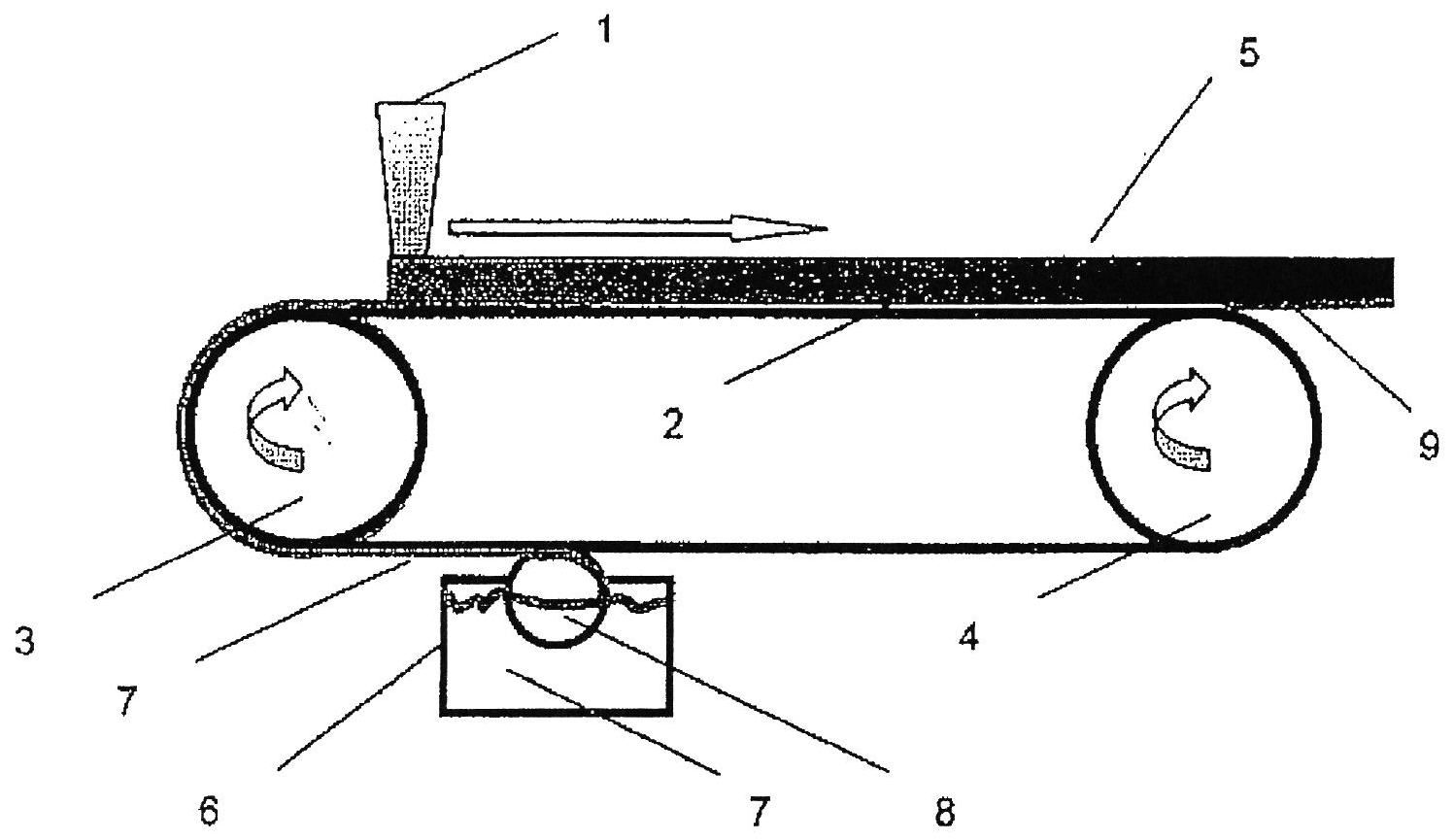
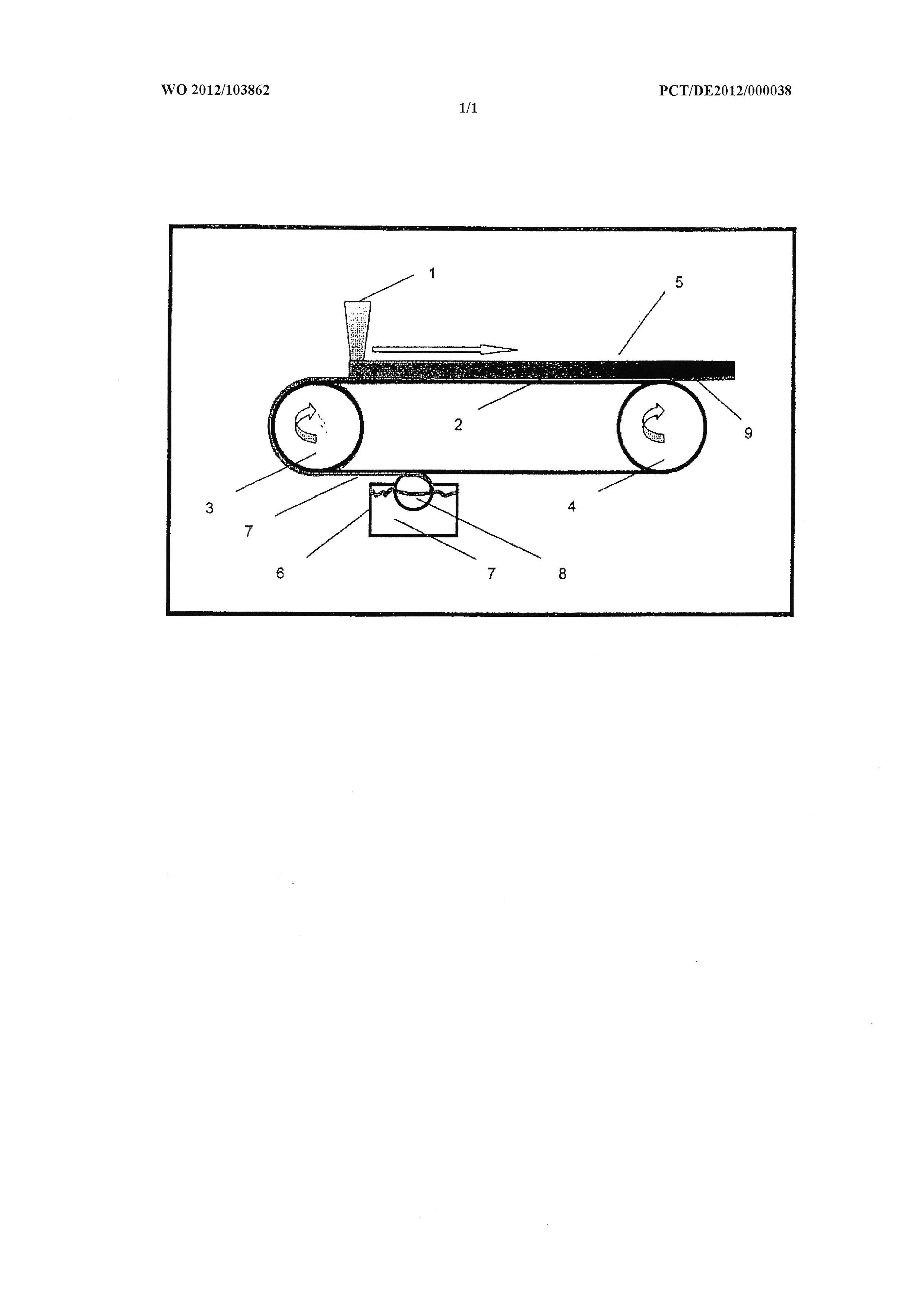
На чертеже представлен вид сбоку горизонтальной установки для непрерывного литья ленты с устройством согласно изобретению для нанесения покрывающей массы на ленту для целенаправленного влияния на свойства материала получаемой стальной ленты в поперечном и продольном направлении.
Осуществление изобретения
На чертеже показан плавильный сосуд 1, из которого на вращающуюся через передний направляющий ролик 3 и задний направляющий ролик 4 подается жидкий расплав в виде заготовки, полученной непрерывным литьем.
Ниже ленты 2 находится согласно изобретению устройство для нанесения покрывающей массы 7 на ленту 2. Устройство состоит из сосуда 6 с находящейся в нем жидкой или пастообразной покрывающей массой 7 и погруженного в покрывающую массу 7 валика для нанесения 8, который контактирует с вращающейся лентой 2. Валик для нанесения приводится в движение за счет трения с лентой 2 и таким образом равномерно распределяет покрывающую массу 7 на нижнюю сторону ленты 2. Здесь не представлен блок сушки для полного высыхания покрывающей массы перед подачей расплава на ленту.
Благодаря регулированию скорости охлаждения расплава на ленте 2 покрывающая масса может расплавляться полностью и тем самым может происходить легирование стального расплава или на стальной ленте может образовываться прочно сцепленный слой.
Благодаря здесь не представленному охлаждению ленты после подачи расплава в зависимости от выбора добавок в покрывающей массе, толщины слоя или скорости литья, теплообменом от нанесенного на ленту 2 расплава к покрывающей массе 7 можно управлять таким образом, что заготовка 5, изготавливаемая непрерывным литьем, соответственно стальная лента, получает слой 9, толщину которого можно регулировать по длине ленты.
Посредством здесь также не представленных нескольких распределенных по ширине лент 2 устройств можно наносить покрывающие массы 7 с различными составами на ленту 2 и таким образом получать различные свойства и градиенты свойств стальной ленты, в том числе и по ширине ленты.
|
Сверхпрочная многофазная сталь и способ производства холоднокатаной стальной полосы из нее
Стальное изделие для защиты электрических деталей от механического повреждения и применение стального изделия
Композитная труба, состоящая из несущей трубы и по меньшей мере одной защитной трубы, и способ ее изготовления
Высоколегированная сталь и способ производства труб из этой стали при помощи формования внутренним высоким давлением
Формуемая легковесная сталь с улучшенными механическими свойствами и способ производства полуфабрикатов из указанной стали
Высокопрочная сталь с содержанием марганца и использование указанной стали для гибко-катаных листовых продуктов, способ производства и сопутствующий стальной листовой продукт
Способ изготовления детали путем деформации стальной пластины и применение стальной пластины для деформирования в деталь
Способ изготовления закаленных под прессом деталей из стальных листов или стальных лент с покрытием на основе алюминия и закаленная под прессом деталь из них
Деталь из закаленного под прессом стального листа с покрытием на основе алюминия и способ изготовления такой детали
Рабочий валок дрессировочного стана, способ дрессировки плоского проката и продукт из плоского металлопроката
Высокопрочная многофазная сталь и способ для изготовления полосы из этой стали с минимальным пределом прочности при растяжении 580 мпа
Способ изготовления деталей из легкой конструкционной стали и детали из легкой конструкционной стали
Способ изготовления стальных лент, в частности изготовления режущих инструментов или инструментов для обработки резанием с улучшенной стойкостью
Стальное изделие для защиты электрических деталей от механического повреждения и применение стального изделия

