Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ЛЕГКОЙ КОНСТРУКЦИОННОЙ СТАЛИ И ДЕТАЛИ ИЗ ЛЕГКОЙ КОНСТРУКЦИОННОЙ СТАЛИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу изготовления деталей из легкой конструкционной стали согласно пункту 1 формулы изобретения и к деталям из легкой конструкционной стали, выполненным, например, из лент, листов металла или труб посредством пластической деформации и которые находят применение, например, в области машиностроения, строительства сооружений, стальных конструкций и судостроения, а также особенно в автомобилестроении, например, для деталей кузова или шасси.
Уровень техники
Именно борьба за рынок автомобилестроения вынуждает производителей постоянно искать решения по снижению расхода топлива при сохранении наибольшего комфорта и защиты пассажиров. При этом, с одной стороны, решающую роль играет экономия веса всех автомобильных компонентов, а с другой стороны, также обеспечивающие пассивную безопасность пассажиров характеристики отдельных деталей при высоких статических и динамических нагрузках при эксплуатации и в случае аварии.
Для этого отдельные детали должны удовлетворять самым различным требованиям относительно прочности, вязкости, износостойкости и т.д. В качестве такого примера, с одной стороны, следует назвать крепления надувной подушки безопасности, которые должны иметь очень высокую вязкость для обеспечения возможности поглощения вводимой энергии при более резкой нагрузке. С другой стороны, например, в поперечных балках или в продольных балках автомобилей следует достигать высокой прочности, также на участках небольшой деформации, причем также следует обеспечивать достаточно высокую вязкость деталей.
В настоящее время для возможности достижения этих противоположных свойств детали, наряду с использованием классической аустенитной хромоникелевой стали, разработаны новые концепции материалов, оптимально приспособленных к соответствующим требованиям к деталям. В качестве примера здесь следует назвать дуплексные или многофазные марки стали, самозакаливающиеся стали или в последнее время - с высоким содержанием марганца аустенитные марки легкой конструкционной стали.
Тем не менее, недостатком является то, что для изготовления деталей должны использоваться согласованные с соответствующими требованиями, подчас дорогие концепции сплавов. До настоящего времени не было возможности выполнять различные требования только при помощи одного материала. Больших эволюционных успехов в течение последних лет удалось добиться для легкой конструкционной стали. Эта сталь отличается небольшим удельным весом при одновременно высокой прочности и вязкости с высокой дуктильностью, вследствие чего она представляют большой интерес для автомобилестроения (например, публикации ЕР 0489727 В1, ЕР 0573641 B1, DE 19900199 А1).
Для этих в исходном состоянии аустенитных марок стали посредством высоких долей легированных составных частей, с удельным весом, намного меньшим удельного веса железа (Mn, Si, Al), достигают, предпочтительно для автомобильной промышленности, сокращения веса при сохранении прежней конструктивной компоновки.
Из публикации DE 102004061284 А1, например, известна легкая конструкционная сталь с составом сплава (в вес.%):
|
Остаток - железо, включая обыкновенные примесные элементы стали. Опционально могут добавляться в зависимости от требований Cr, Cu, Ti, Zr, V и Nb.
Эта известная легкая конструкционная сталь имеет в настоящее время частично стабилизированную смешанно-кристаллическую структуру с определенной энергией дефектов упаковки, с многократным TRIP-эффектом (пластичностью, обусловленную мартенситным превращением), трансформирующим вызванное растяжением или напряжением превращение гранецентрированного смешанного кристалла (аустенита) в мартенсит (гексагональную самую плотную шаровую упаковку), трансформирующегося затем при дальнейшей пластической деформации в пространственно-центрированный мартенсит и остаточный аустенит. Высокой степенью пластической деформации посредством эффектов TRIP (пластичность, обусловленная мартенситным превращением) и TWIP (пластичность, обусловленная двойникованием) достигают необходимых свойств стали.
Многочисленные опыты показали, что в комплексной комбинации Al, Si и Mn первостепенное значение отдается содержанию углерода. Он повышает, с одной стороны, энергию дефектов упаковки и расширяет, с другой стороны, метастабильный диапазон аустенита. Вследствие этого можно влиять в широких границах на вызванное деформацией образование мартенсита и связанное с ним упрочнение, а также на дуктильность.
Хотя при помощи этой легкой конструкционной стали уже и можно в значительной степени выполнять многие требования клиентов, по-прежнему остается желание изготавливать оптимизированные по нагрузке детали из легкой конструкционной стали, по возможности с меньшими издержками сплава и выполнять одновременно различные требования, касающиеся ожидаемых нагрузок при эксплуатации относительно прочности, вязкости, износостойкости и т.д. В настоящее время, тем не менее, это требование может выполняться только сталью с согласованными с соответствующими требованиями составами сплава и связанными с этим более высокими производственными расходами.
Раскрытие изобретения
Задачей изобретения является создание способа изготовления деталей из метастабильной аустенитной легкой конструкционной стали со свойствами TRIP (пластичности, обусловленной мартенситным превращением) и TWIP (пластичности, обусловленной двойникованием), при помощи которой можно простым и малозатратным способом изготавливать, применяя один материал, детали, выполняющие различные требования в режиме эксплуатации.
Эта задача решается в способе признаками п. 1 формулы изобретения.
Согласно техническому решению изобретения для достижения, в частности, высокой вязкости детали деформацию осуществляют при предотвращающей TRIP/TWIP-эффект температуре выше комнатной температуры, от 40 до 160°С, а для достижения, в частности, высокой прочности детали - при усиливающей TRIP/TWIP-эффект температуре ниже комнатной температуры, от -65 до 0°С.
Под комнатной температурой в дальнейшем понимают диапазон температур от 19 до 27°С.
Сущность изобретения состоит в целенаправленном регулировании необходимых температур пластической деформации в соответствии с требованиями к детали. Для этого используют температурную зависимость механизмов упрочнения в метастабильной аустенитной легкой конструкционной стали, имеющей TRIP/TWIP-эффекты. Вследствие этого теперь становится возможным при использовании одного единственного материала изготавливать детали с различными свойства материала, которые производятся соответственно предъявленным требованиям с разными температурами деформации.
Используемые для изготовления деталей листы металла, листовые заготовки или трубы могут быть чисто металлическими или снабженные металлическим покрытием.
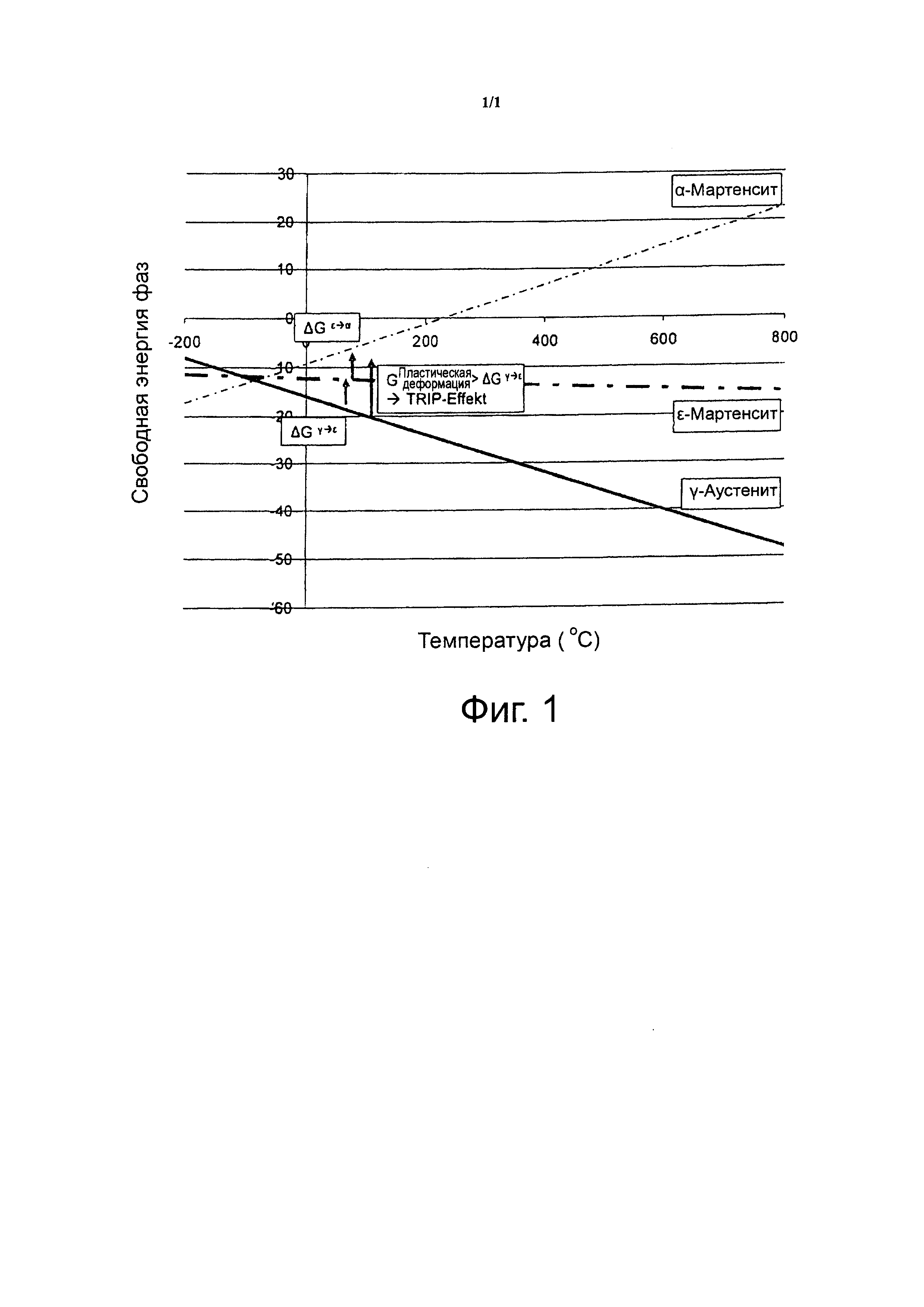
Из уровня техники известно, что в основе TRIP-эффекта лежит разность свободных энергий отдельных фаз. Если разность энергий превышается энергией деформации, структура соответствующим образом изменяется. В метастабильном аустените γ-фаза при комнатной температуре является стабильной фазой, однако она имеет очень маленькую разность энергий к α- или к ε-фазе (фигура 1).
Осуществление изобретения
Вследствие этого при деформации с температурной вариацией TRIP-эффект можно усилить при низких температурах деформации, так как преодолеваемая энергия небольшая. При осуществлении деформации при температурах выше комнатной температуры аустенит стабилизируется, поскольку преодолеваемая энергия сильно возрастает.
Например, возникающее при деформации повышение температуры можно использовать в детали целенаправленно. При этом деталь получает, исходя от комнатной температуры, подъем температуры примерно от 40 до 160°С. В то время как при изготовлении инструменты следует охлаждать, чтобы не влиять на свойства материала детали, теперь, согласно изобретению, можно отказаться от охлаждения или целенаправленно поддерживать постоянную температуру инструментов от 40 до 160°С. Таким способом производят детали, имеющие стабильную аустенитную структуру с высокой дуктильностью.
Этот способ находит применение, например, при изготовлении релевантных к удару деталей, например крепления надувной подушки безопасности, которые могут воспринимать в случае внезапной сильной нагрузки за счет повышенной вязкости значительно большее количество энергии, чем детали, изготовленные при комнатной температуре.
И, наоборот, при пластической деформации материала, например, при температурах от -65 до 0°С возникает усиленный TRIP-эффект. Прежде всего, это выражается в достижении значительно большего предела текучести в детали, чем при пластической деформации с более высокими температурами.
Этот способ соответствующим образом релевантен для деталей, претерпевающих (также локально) небольшую пластическую деформацию, а вместе с ней наклеп, а также нуждающихся в немного деформируемых участках в высокой прочности, например в поперечной балке или в продольной балке.
Поэтому для достижения высокой вязкости детали в стадии эксплуатации пластическая деформация одной детали должна осуществляться при температурах около 40-160°С, а для достижения высокой прочности детали - примерно от -65 до 0°С.
При помощи этого инновационного способа изготовления можно простым способом преодолевать недостатки издержек из уровня техники. В частности, например, больше нет необходимости в дорогих высоколегированных аустенитных хромоникелевых материалах при востребовании деталей с крайне высокой вязкостью. С другой стороны, при помощи этого способа изготовления могут производиться также детали, имеющие очень высокие степени прочности и вязкости в стадии эксплуатации, что, в частности, нельзя сделать при помощи известных концепций материалов.
С одной стороны, высокая способность пластической деформации аустенитных материалов можно оптимизировать без дополнительного добавления элементов сплава, в то время как в первых фазах пластической деформации TRIP или TWIP-эффекты подавляются и, в частности, перед последней фазой пластической деформации еще присутствует способность к деформации основного материала. С другой стороны, низкотемпературная пластическая деформация благоприятствует TRIP/TWIP-эффектам. Благодаря этому можно повышать прочность детали даже без добавления других легированных элементов.
Например, можно осуществлять пластическую деформацию в первой или в других фазах при температуре, предотвращающей вызываемый деформацией TRIP/TWIP-эффект, выше комнатной температуры для сохранения дуктильности исходного материала, а в заключительной фазе деформации - при усиливающей TRIP/TWIP-эффект температуре ниже комнатной температуры для изготовления детали с высокой прочностью.
В качестве возможных способов пластической деформации для изготовления деталей можно использовать, например, различные способы прокатки, глубокую вытяжку или также деформацию посредством способа деформации под высоким внутреннем давлением (IHU).
Кроме того, согласно изобретению при помощи предложенного способа можно также изготавливать детали, которые должны подвергаться экстремальным степеням деформации. Этого достигают посредством подавления TRIP/TWIP-эффекта при повышенных температурах пластической деформации.
Согласно предпочтительному усовершенствованному варианту изобретения пластическую деформацию осуществляют в нескольких фазах, причем в отдельных фазах температура пластической деформации, и/или степень деформации, и/или скорость деформации могут изменяться. Благодаря этому детали можно придавать в разных фазах деформации различные характеристики материала, что дает разнообразные возможности выполнения самых разных требований к детали.
При этом соответствующей температурой пластической деформации можно подвергать не только всю (возникающую) деталь, но и деформировать также детали с разными местными температурами, поэтому можно реализовывать даже различные свойства материала внутри детали.
Сталь для высокопрочных деталей из лент, листов или труб с превосходной деформируемостью и особо пригодная для способов высокотемпературного нанесения покрытий
Способ получения расплава стали с содержанием марганца до 30%
Способ изготовления горячекатаной полосы
Способ изготовления горячекатаной полосы и изготовленная из ферритной стали горячекатаная полоса
Литьевое сопло для горизонтальной ленточной литейной установки
Литьевое сопло для горизонтальной ленточной литейной установки
Способ получения горячекатаной полосы из стали посредством непрерывной разливки и регулируемыми по ее сечению свойствами материала
Способ изготовления конструктивного элемента из стали, способной к самозакаливанию на воздухе, и конструктивный элемент, изготовленный этим способом
Способ нанесения покрытия на стальные полосы и стальная полоса с покрытием (варианты)
Способ изготовления изделий из легкой аустенитной конструкционной стали и изделие из легкой аустенитной конструкционной стали (варианты)
Сталь для высокопрочных деталей из лент, листов или труб с превосходной деформируемостью и особо пригодная для способов высокотемпературного нанесения покрытий
Способ получения расплава стали с содержанием марганца до 30%
Способ изготовления горячекатаной полосы
Способ изготовления горячекатаной полосы и изготовленная из ферритной стали горячекатаная полоса
Литьевое сопло для горизонтальной ленточной литейной установки
Литьевое сопло для горизонтальной ленточной литейной установки
Способ получения горячекатаной полосы из стали посредством непрерывной разливки и регулируемыми по ее сечению свойствами материала
Способ изготовления конструктивного элемента из стали, способной к самозакаливанию на воздухе, и конструктивный элемент, изготовленный этим способом
Способ нанесения покрытия на стальные полосы и стальная полоса с покрытием (варианты)
Способ изготовления изделий из легкой аустенитной конструкционной стали и изделие из легкой аустенитной конструкционной стали (варианты)

