Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКАЛЕННЫХ ПОД ПРЕССОМ ДЕТАЛЕЙ ИЗ СТАЛЬНЫХ ЛИСТОВ ИЛИ СТАЛЬНЫХ ЛЕНТ С ПОКРЫТИЕМ НА ОСНОВЕ АЛЮМИНИЯ И ЗАКАЛЕННАЯ ПОД ПРЕССОМ ДЕТАЛЬ ИЗ НИХ
Вид РИД
Изобретение
Изобретение относится к способу изготовления закаленных под прессом деталей из стальных листов или стальных лент с покрытием на основе алюминия для стальных листов или стальных лент, причем покрытие содержит основной слой на основе алюминия, полученный методом горячего погружения, и при этом на основной слой покрытия нанесен поверхностный слой, содержащий оксид и/или гидроксид алюминия. В дополнение, изобретение относится к закаленной под прессом детали из стальных листов или стальных лент с покрытием на основе алюминия, которая изготовлена вышеуказанным способом.
Известно, что стальные листы, прошедшие горячее формование, все чаще используются в автомобилестроении. С помощью процесса, называемого также закалкой под прессом, могут быть изготовлены высокопрочные детали, используемые преимущественно в области кузовных работ. Закалка под прессом может осуществляться принципиально с использованием двух различных технологических вариантов, а именно, посредством прямого или раздельного способов. При раздельном способе технологические этапы формования и закалки осуществляются независимо друг от друга, в то время как при прямом способе они проходят в одной пресс-форме. В дальнейшем будет рассматриваться только прямой способ.
При прямом способе заготовка стального листа нагревается выше так называемой температуры аустенизации (Ac3), после чего таким образом нагретая заготовка перемещается в формующую пресс-форму, где в процессе одноступенчатой формовки превращается в готовую деталь, которая за счет того, что формующая пресс-форма охлаждена, одновременно охлаждается со скоростью, превышающей критическую скорость охлаждения стали, в результате чего получается закаленная деталь.
Для данной области применения известными сталями, подходящими для горячей формовки, являются, например, марганцево-бористая сталь «22MnB5», а в последнее время также закаливающиеся на воздухе стали, соответствующие европейскому патенту ЕР 2 449 138 В1.
Наряду со стальными листами без покрытия в автомобильной промышленности для закалки под прессом используются также стальные листы с защитой от образования окалины. При этом помимо повышенной коррозионной устойчивости готовой детали преимущества состоят в том, что листовые заготовки или детали в печи не покрываются окалиной, благодаря чему уменьшается износ пресс-форм, связанный с отслаиванием окалины, и детали перед последующей обработкой часто не требуют дорогостоящей струйной очистки.
Канадский патент CA 2 918 863 A1, выложенный в свободный доступ, раскрывает стальную ленту, покрытую алюминием посредством метода горячего погружения и которую, после процесса горячего погружения, который происходит в ванне горячего погружения с низким содержанием кремния от 1,5 вес.% до максимум 6 вес.%, подвергают термообработке при температуре от 300 до 460°С, что способствует диффузии кремния в покрытии. Предполагается, что во время этой обработки образуется исходный слой оксида. Стальная лента, полученная таким образом, должна иметь превосходные свойства в случае полного отражения и улучшенной коррозионной устойчивости. Кроме того, важным является то, что, несмотря на обработку анодированием, появление стальной ленты сравнимо с появлением обычной стальной ленты с алюминиевым покрытием.
Европейская патентная заявка EP 0 575 926 A1 описывает покрытие на основе алюминия для металлических изделий, в частности, для металлических листов. Покрытие на основе алюминия наносят с помощью метода горячего погружения, при котором алюминиевая ванна содержит Si: <10%, Fe: <1%, Mn: 0,5-2%, а остальное - алюминий. Изделия с покрытием охлаждают на воздухе до 300°С и дополнительно охлаждают водой до примерно 40°С. Можно предположить, что во время этой обработки образуется исходный слой оксида. Покрытие обеспечивает повышенную устойчивость изделий к термическому оксидированию и влажной коррозии.
Европейская патентная заявка ЕР 0 204 423 А2 также раскрывает способ изготовления покрытых алюминием пленок фольги на основе железа, при котором на стальную ленту нанесено алюминиевое покрытие с помощью метода горячего погружения, и стальная лента с покрытием затем преобразуется до толщины фольги. Затем фольгу, покрытую таким образом, подвергают термообработке при температуре от 600 °С до 1200°С в окислительной атмосфере. В этом случае происходит диффузия алюминия в слой основной стали и создается пористый слой оксида алюминия, который имеет матовый серый цвет.
Патентная заявка Великобритании GB 2 159 839 описывает стальную фольгу с алюминиевым покрытием, нанесенным с помощью метода горячего погружения, что подходит для наличия толстого слоя остроконечных игольчатых кристаллов, состоящих из оксида алюминия. Фольга, покрытая таким образом, может использоваться в автомобильной промышленности в каталитических нейтрализаторах для очистки выхлопных газов.
Способы изготовления стальных лент с покрытием также описаны в Европейской патентной заявке ЕР 2 843 081 А1 и в выложенном документе WO 2014/059476 A1.
В настоящее время известны следующие (легирующие) покрытия, наносимые методом горячего погружения: алюминий-кремний (AS), цинк-алюминий (Z), цинк-алюминий-железо (ZF/оцинковка), цинк-магний-алюминий-железо (ZM), а также электролитически осажденные покрытия из цинка-никеля или цинка, причем последнее перед горячей формовкой превращается в легирующий слой железо-цинк. Такие антикоррозионные покрытия обычно наносятся в непрерывном сквозном процессе на горячекатаную или холоднокатаную стальную ленту.
В описании изобретения к выложенной заявке Германии DE 197 26 363 A1 описывается плакированная металлическая лента, в которой основой является углеродистая сталь, имеющая с одной или двух сторон покрытие из цветного металла. В качестве материала покрытия предлагается алюминий или алюминиевый сплав. Кроме того, покрытие подвергается нитрированию или анодному оксидированию с целью повышения износостойкости и коррозионной устойчивости поверхности материала покрытия.
Из описания изобретения к патенту Германии DE 10 2014 109 943 B3 известно об изготовлении стальной продукции с металлическим антикоррозионным покрытием из алюминиевого сплава. На холодно- или горячекатаное стальное изделие после активации поверхности, т.е. удаления пассивного слоя окисла с поверхности, наносится покрытие путем погружения в ванну с расплавом. Данная ванна содержит помимо алюминия также неизбежные примеси марганца и/или магния, железа, титана и/или циркония. Это должно повысить устойчивость к коррозии по сравнению с AlSi-сплавами. Такое антикоррозионное покрытие может дополнительно подвергаться анодированию.
Об изготовлении деталей с помощью закалки начальных продуктов из сталей, поддающихся закалке под прессом, посредством горячего формования в формующей пресс-форме известно из патента Германии DE 601 19 826 T2. Согласно этому патенту листовая заготовка, предварительно нагретая выше температуры аустенизации до 800 - 1200ºС и при необходимости снабженная покрытием из цинка или на основе цинка, путем горячего формования в охлаждаемой в отдельных случаях пресс-форме формуется в деталь, при этом во время формовки за счет быстрого теплоотвода лист или деталь подвергается закалке в формующей пресс-форме (закалке под прессом), и за счет возникающей мартенситной твердой структуры достигаются требуемые прочностные характеристики.
Об изготовлении деталей с помощью закалки начальных продуктов из сталей, поддающихся закалке под прессом и покрытых алюминиевым сплавом, посредством горячего формования в формующей пресс-форме известно из патента Германии DE 699 33 751 T2. Согласно этому патенту лист, покрытый алюминиевым сплавом, перед формованием нагревается до температуры выше 700ºС, при этом на поверхности возникает интерметаллическое сплавное соединение на основе железа, алюминия и кремния, после чего лист формуется и охлаждается со скоростью выше критической скорости охлаждения.
Преимущество покрытий на основе алюминия состоит в том, что помимо большего технологического окна (например, в отношении параметров нагрева) не требуется подвергать готовые детали струйной очистке перед дальнейшей обработкой. Помимо этого, в случае основных слоев покрытия на основе алюминия отсутствует опасность проявления хрупкости расплавленного металла, и в приповерхностной области субстрата не могут образовываться микротрещины на прежних границах зерен аустенита, которые могут отрицательно сказаться на усталостной прочности на глубинах более 10 мкм.
Однако, при использовании покрытий на основе алюминия имеет место проблема, заключающаяся в том, что при нагревании стальной листовой заготовки в печи с роликовым подом перед горячим формованием покрытие может вступать в реакцию с керамическими транспортными роликами печи, что существенно сокращает срок их службы. Кроме этого, имеет место очень высокий износ пресс-форм при закалке под прессом по причине сваривания в процессе нагрева алюминиево-кремниевого покрытия с железом. К тому же, неравномерное формирование поверхностной структуры или толщины основного слоя покрытия в процессе нагревания приводит к проблемам при сварке, в особенности, при точечной сварке сопротивлением, часто используемой в автомобильной промышленности, из-за локально изменяющихся электрических сопротивлений на поверхности детали.
Однако, даже при холодном формовании основных слоев покрытий на основе алюминия возникают проблемы. Например, абразивное действие при формовании в пресс-форме по сравнению со стандартными цинковыми основными слоями покрытий значительно выше, что увеличивает износ инструмента и затраты на техническое обслуживание и может привести к ошибкам в формовке последующих деталей в серии по причине впрессовывания продуктов абразивного износа.
Таким образом, задача изобретения состоит в том, чтобы предложить способ изготовления закаленных под прессом деталей из стальных листов или стальных лент и закаленную под прессом деталь из таких стальных листов или стальных лент.
Предложен способ закалки под прессом деталей из стальных листов или стальных лент с покрытием на основе алюминия, отличающийся тем, что стальные листы или стальные ленты с целью закалки, по крайней мере, местами, нагреваются до температуры выше Ac3, после чего при данной температуре формируются и затем охлаждаются со скоростью, превышающей, по крайней мере, местами, критическую скорость охлаждения, причем покрытие на основе алюминия является основным слоем покрытия, нанесенным с использованием метода горячего погружения. При этом покрытие, после процесса горячего погружения и до нагрева до температуры формования подвергается обработке в условиях анодирования и/или плазменного оксидирования и/или обработке горячей водой и/или обработке в водяном пару, при которой покрытие на поверхности окисляется с образованием оксидов или гидроксидов, а основной слой покрытия наносится в ванне плавления с содержанием кремния от 8 до 12 вес.%, содержанием железа от 1 до 4 вес.%, остальное – алюминий.
Сущностью изобретения является покрытие на основе алюминия для стальных листов или стальных лент, причем покрытие содержит основной слой, полученный методом горячего погружения, причем на основной слой покрытия нанесен поверхностный слой, содержащий оксид и/или гидроксид алюминия, который изготовлен путем плазменного оксидирования и/или обработки горячей водой при температуре не менее 90ºС, предпочтительно не менее 95ºС, и/или обработки в водяном пару при температуре не менее 90ºС, предпочтительно не менее 95ºС. При этом покрытие предпочтительным образом может изготавливаться в ванне плавления с содержанием кремния от 8 до 12 вес.%, содержанием железа от 1 до 4 вес.%, остальное – алюминий.
Под основными слоями покрытий на основе алюминия здесь и далее понимаются металлические основные слои покрытия, в которых алюминий является основным компонентом в процентном содержании по массе. Примерами возможных основных слоев покрытий на основе алюминия являются алюминий, алюминий-кремний (AS), алюминий-цинк-кремний (AZ), а также те же покрытия с примесями дополнительных элементов, таких как, например, магний, марганец, титан и редкоземельные элементы.
Кроме того, сущностью изобретения является покрытие на основе алюминия для стальных листов или стальных лент, причем покрытие содержит основной слой на основе алюминия, полученный методом горячего погружения, и на него нанесен поверхностный слой, содержащий оксид и/или гидроксид алюминия, который выполнен путем анодного оксидирования, отличающееся тем, что покрытие наносилось в ванне плавления с содержанием кремния от 8 до 12 вес.%, содержанием железа от 1 до 4 вес.%, остальное – алюминий.
Благодаря образованию на покрытии на основе алюминия определенного поверхностного слоя, содержащего оксид и/или гидроксид алюминия, указанные выше негативные аспекты покрытий на основе алюминия могут быть существенно уменьшены или даже вообще устранены.
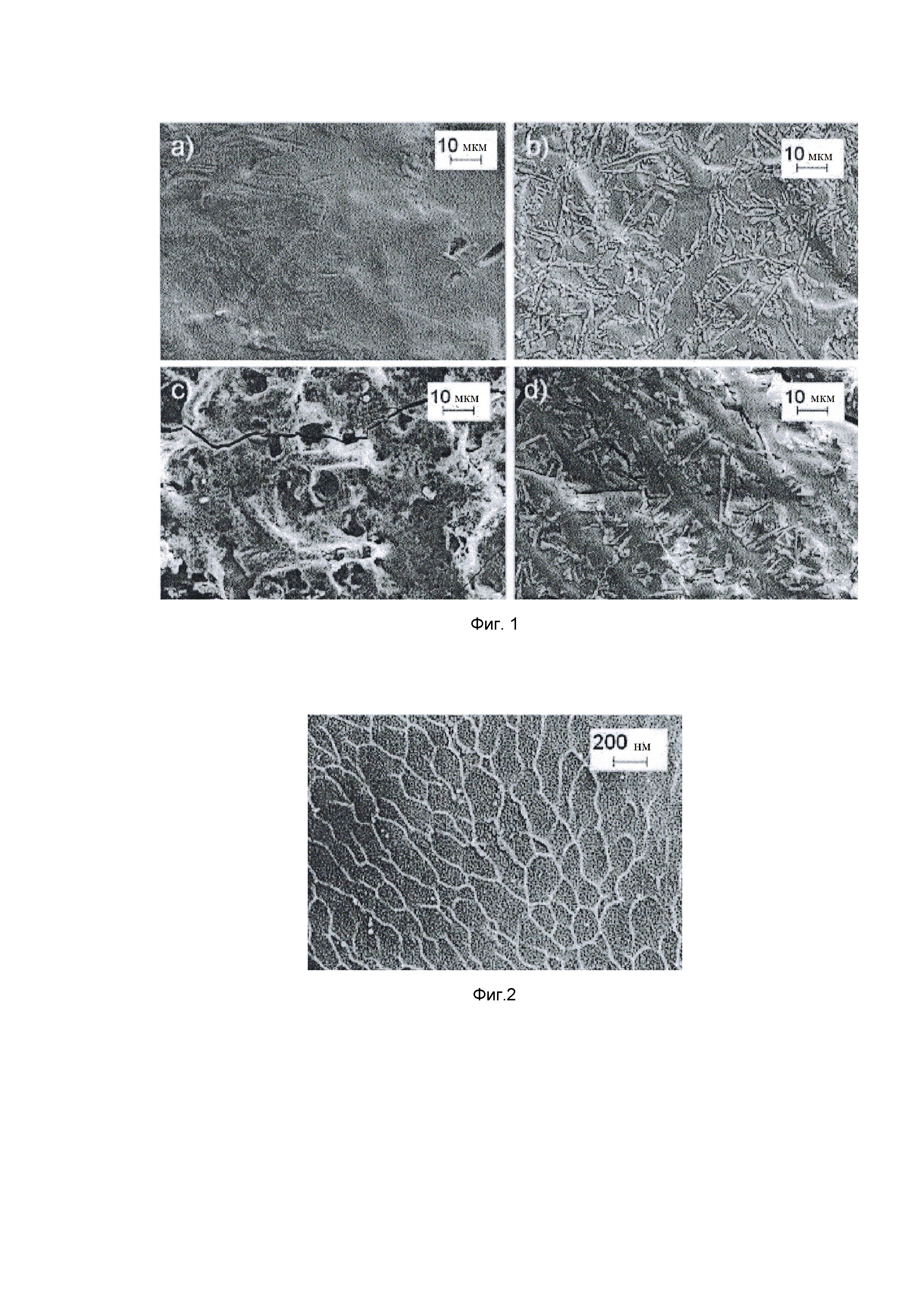
При этом поверхностные слои, содержащие оксид и/или гидроксид алюминия, при горячем формовании действуют как разделительный слой между основным слоем покрытия и керамическими роликами печи. За счет этого эффективно устраняется перенос металлического материала на ролики печи. Кроме того, поверхностный слой, содержащий оксид и/или гидроксид алюминия, отделяет основной слой покрытия стальной ленты на основе алюминия, легированный железом, от металлической поверхности пресс-формы и служит, таким образом, разделительным вспомогательным средством при формовании. Это уменьшает эффекты приваривания и абразивного воздействия, тем самым снижая износ пресс-формы и затраты на техническое обслуживание, так как, по сравнению с предшествующим уровнем техники, слои в процессе закалки под прессом изменяются значительно меньше и заметно меньше подвергаются абразивному воздействию. Это проиллюстрировано на фигурах чертежей 1а – 1d. Представлено сравнение взятых для примера изображений поверхности основного слоя AS-покрытия, полученных с помощью растрового электронного микроскопа, для а) необработанного исходного состояния без закалки под прессом, b) анодированного состояния без закалки под прессом, с) необработанного состояния после закалки под прессом, d) анодированного состояния после закалки под прессом.
Предварительная щелочная обработка перед получением поверхностного слоя покрытия с выполняемым в отдельных случаях последующим кислотным декапированием, например, серной или азотной кислотой, и последующей промывкой стального листа или стальной ленты с покрытием на основе алюминия предпочтительным образом удаляют слой, образовавшийся произвольно вследствие атмосферного окисления, и формируют тем самым определенное исходное состояние для создания последующего поверхностного слоя.
Однако создание на стальной ленте с основным слоем покрытия на основе алюминия определенных поверхностных слоев, содержащих оксид и/или гидроксид алюминия, является проблемой при массовом производстве.
В соответствии с настоящим изобретением, поверхностный слой, содержащий оксид и/или гидроксид алюминия, формируется с помощью плазменного оксидирования. Дополнительно или в качестве альтернативы, может осуществляться обработка горячей водой при температуре не менее 90ºС, предпочтительно не менее 95ºС, или обработка в водяном пару при температуре не менее 90ºС, предпочтительно не менее 95ºС. Такой способ обработки основного слоя покрытия или поверхностного слоя называется также уплотнением.
Далее поверхностный слой, содержащий оксид и/или гидроксид алюминия, формируется методом анодирования. При этом основной слой покрытия формируется в ванне плавления с содержанием кремния от 8 до 12 вес.%, содержанием железа от 1 до 4 вес.%, остальное - алюминий. Способ анодирования по сравнению со способом химического оксидирования является существенно более универсальным. Особенно предпочтительно использовать этот способ в непрерывном процессе при изготовлении стальной ленты с покрытием.
Анодное оксидирование алюминиевого (легирующего) слоя может производиться с использованием как метода постоянного тока, так и метода переменного тока.
Если алюминий или алюминиевые слои обрабатываются способом анодирования, например, в электролитах на основе серной кислоты, то в образующемся электрическом поле отрицательно заряженные сульфатные анионы серной кислоты и ионы ОН воды перемещаются к аноду. На аноде они вступают в реакцию с ионами Al3+ с образованием окиси алюминия. Толщина слоя согласно закону Фарадея зависит от протекающего количества заряда. Благодаря этому возможно регулировать толщину слоя окисла, чтобы она соответствовала конкретной цели использования.
Для анодного оксидирования алюминия, согласно публикациям, при протекании тока 1 А·час/дм2 образуется слой толщиной 20 мкм.
Предпочтительным способом в процессе опытов были получены слои, которые имели толщину, достаточную для того, чтобы обеспечить разделение между роликами печи и основным слоем покрытия. Например, предпочтительным образом были получены толщины слоя от минимального 0,05 мкм до максимального 4,0 мкм, которые одновременно позволяют достичь хорошей свариваемости, в частности при использовании точечной сварки.
Особенно предпочтительными оказались слои покрытия, толщина которых лежит в среднем от 0,1 до 1,0 мкм, так как здесь проявился заметный положительный эффект в части уменьшения износа пресс-формы без ограничения пригодности к сварке.
Для анодного оксидирования алюминия и алюминиевых сплавов подходят различные электролитные системы (например, на основе борной, лимонной, серной, щавелевой, хромовой кислоты, алкилсульфокислот, карбоновых кислот, карбонатов щелочных металлов, фосфатов щелочных металлов, фосфорной, фтористоводородной кислоты).
Типичные значения плотности тока для процесса лежат, в зависимости от электролитной системы, в пределах 1-50 А/дм2. Поскольку технологический процесс протекает с постоянным значением тока, осуществляется регулировка напряжения. Типовые значения лежат в области 10-120 В. Температура электролита составляет, в зависимости от электролитной системы, 0-65ºС. Выбор температуры электролита может оказывать влияние, например, на прочность слоя покрытия. В электролитах на основе серной или щавелевой кислот получаются особо прочные слои при низких температурах электролита (например, 0-10ºС).
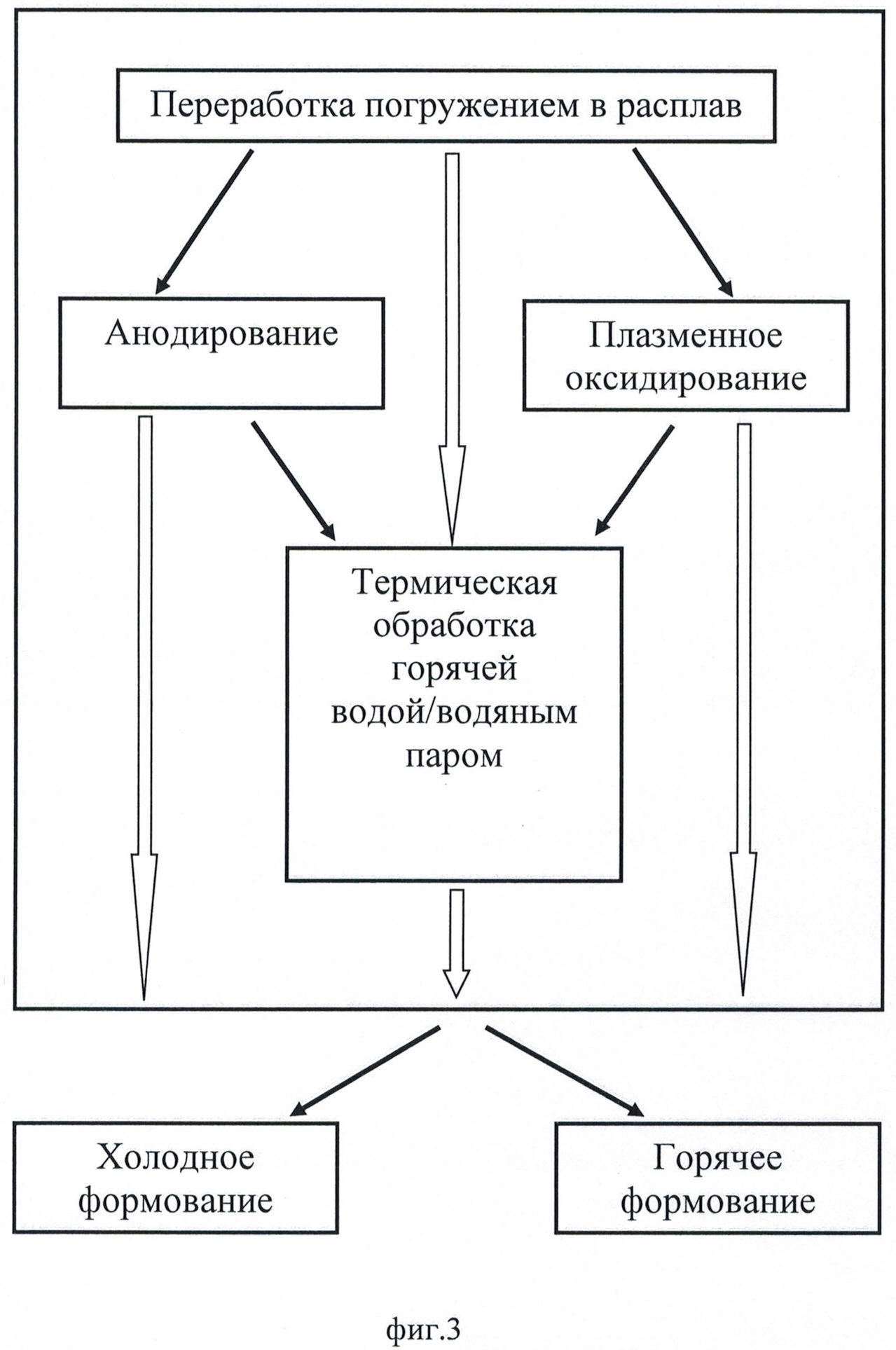
В процессе анодного оксидирования образуется нанопористый оксидный слой, перекрывающий всю поверхность, состоящий из плотно соединенных оксидных ячеек с гексагональным сечением. Эти поры открыты в сторону электролита. Диаметр пор зависит от вида используемого электролита. В зависимости от локального химического состава, лежащего ниже основного слоя покрытия, оксидный слой может локально формироваться в различных фазах (см. фигуру 1b). В процессе экспериментов с технологией, использующей серную кислоту и постоянный ток, было показано, что фазы, содержащиеся в покрытии с AS-легированием, во время обработки анодированием на микроскопическом уровне ведут себя по-разному в отношении толщины слоя окисла и размера пор. В результате образуется микроструктура, отличающаяся от первоначальной металлической поверхности. На макроскопическом уровне образование слоя протекает очень однородно.
На фигуре 2 показан пример полученного с помощью растрового электронного микроскопа изображения поверхностной структуры анодированного основного слоя AS-покрытия. В образующемся нанопористом слое могут размещаться красители (органические или неорганические) или функциональные пигменты (например, электропроводящие металлические частицы, фуллерены, наноструктурированные частицы), с помощью которых могут формироваться окраска и свойства слоя, такие как, например, электропроводность, твердость, устойчивость к коррозии, антибактериальные свойства.
Последующий этап уплотнения, называемый также «запечатыванием», предпочтительным образом закрывает пористую структуру за счет принятия кристаллизационной воды и предотвращает, например, дальнейшее принятие красителей или функциональных пигментов. Уплотнение может осуществляться с помощью обработки водяным паром или горячей водой. Предпочтительными при этом являются температуры не менее 90ºС, а особо предпочтительными – не менее 95ºС. Продолжительность уплотнения зависит от толщины слоя окисла. При этом при увеличении толщины слоя окисла также увеличивается время уплотнения. Добавки в процессе уплотнения, такие как, например, соли металлов, предпочтительным образом могут улучшать коррозионную устойчивость и прочность окраски.
В общих случаях, присутствие железа нарушает процесс анодного оксидирования алюминия и алюминиевых сплавов. Поэтому должны быть обеспечены условия, при которых железо из стального основания не вступает в контакт с электролитом. Поэтому, для заготовок с покрытием необходимо обеспечивать защиту срезов (например, с помощью фланцев, краевых оболочек, покрытий, покраски, пленки), что требует дополнительных затрат. При анодировании покрытой (необрезной) стальной ленты на ее краях нет открытой стали, поскольку они также покрываются в процессе горячего погружения. Это существенно упрощает процесс анодного оксидирования и в то же время гарантирует его стабильность.
Кроме того, согласно изобретению, было бы возможным осуществление исключительно односторонней обработки поверхности слоя на основе алюминия, например, только для достижения положительного эффекта с точки зрения сохранности роликов печи. Также возможна различная обработка поверхности согласно изобретению с каждой из обеих сторон.
В процессе экспериментов было показано, что для образцов, подвергшихся в целях уплотнения обработке водяным паром, даже без предварительного анодирования или плазменного оксидирования был получен тонкий слой окисла, который может использоваться в соответствии с настоящим изобретением.
Основной слой покрытия на основе алюминия предпочтительным образом имеет качества, необходимые для горячего или холодного формования.
Способом согласно изобретению является изготовление стального листа или стальной ленты с покрытием на основе алюминия, причем в качестве покрытия на стальной лист или стальную ленту методом горячего погружения наносится основной слой покрытия на основе алюминия, отличающееся тем, что стальной лист или стальная лента с основным слоем покрытия после процесса горячего погружения и до процесса горячего или холодного формования подвергается плазменному оксидированию и/или обработке горячей водой и/или обработке в водяном пару, причем на поверхности основного слоя покрытия путем образования оксидов или гидроксидов образуется поверхностный слой, содержащий оксид и/или гидроксид алюминия. При этом основной слой покрытия предпочтительным образом может наноситься в ванне плавления с содержанием кремния от 8 до 12 вес.%, содержанием железа от 1 до 4 вес.%, остальное – алюминий.
Предпочтительным образом в качестве опции осуществляется обработка горячей водой или водяным паром при температурах не менее 90ºС, а особо предпочтительно – не менее 95ºС.
Другим способом согласно изобретению является изготовление стального листа или стальной ленты с покрытием на основе алюминия, причем в качестве основного слоя покрытия на стальной лист или стальную ленту методом горячего погружения наносится слой на основе алюминия, а после процесса горячего погружения и до процесса формования стальной лист или стальная лента с основным слоем покрытия подвергается анодному оксидированию, и на поверхности покрытия путем образования оксидов или гидроксидов образуется поверхностный слой, содержащий оксид и/или гидроксид алюминия, отличающееся тем, что основной слой покрытия наносится в ванне плавления с содержанием кремния от 8 до 12 вес.%, содержанием железа от 1 до 4 вес.%, остальное – алюминий.
В предпочтительном варианте осуществления изобретения поверхностный слой наносится на поверхность основного слоя покрытия в непрерывном процессе.
Анодное оксидирование согласно изобретению осуществляется предпочтительным образом в среде на основе борной, лимонной, серной, щавелевой, хромовой кислоты, алкилсульфокислот, карбоновых кислот, карбонатов щелочных металлов, фосфатов щелочных металлов, фосфорной или фтористоводородной кислоты.
Предпочтительными параметрами процесса оказываются плотность тока в пределах 1-50 А/дм2, напряжение порядка 10-120 В и температура электролита в пределах 0-65ºС.
В предпочтительном дополнительном варианте осуществления изобретения предусмотрено, что после этапа анодирования и/или плазменного оксидирования покрытия и перед уплотнением основного слоя покрытия путем обработки горячей водой и/или обработки в водяном пару в поверхностный слой покрытия вносится цветовой пигмент и/или пигмент, влияющий на функцию поверхностного слоя. Благодаря этому возможно свободное формирование цвета поверхности стального листа или стальной ленты с покрытием, а также функциональных характеристик покрытия в соответствии с поставленными требованиями, как описано выше.
В предпочтительном дополнительном варианте осуществления изобретения основной слой покрытия на основе алюминия, изготовленный с использованием способа согласно изобретению, имеет особые качества, подходящие к горячему или холодному формованию.
Изобретение также включает закаленную под прессом деталь из выполненных на основе изобретения стальных листов или стальных лент с покрытием на основе алюминия, изготовленную с помощью вышеописанного способа.
В процессе исследований были обнаружены другие преимущества, относящиеся также к деталям холодной формовки или к самому процессу холодного формования:
а) Поверхностный слой, содержащий, согласно изобретению, оксид и/или гидроксид алюминия, отделяет металлический основной слой покрытия стальной ленты на основе алюминия от металлической поверхности формующей пресс-формы и служит, таким образом, вспомогательным средством при формовании. Это уменьшает эффект приваривания и расширяет диапазон параметров формования за счет снижения сопротивления трения, исключая так называемый эффект неравномерности движения. Эта проблема имеет место, в частности, при медленных скоростях формования и очень высокопрочных материалах и может существенно ограничить технологическое окно. Благодаря слою, формируемому согласно изобретению, технологическое окно существенно расширяется при меньших скоростях и повышенных усилиях формообразования, а следовательно, процесс формования становится значительно стабильнее. Кроме того, на процесс формования оказывает положительное влияние то, что за счет неоднородного в горизонтальном направлении образования поверхностного слоя, содержащего оксид и/или гидроксид алюминия, имеет место не плоскостной, а ограниченный контакт между деталью и пресс-формой.
б) В то же время, пористая поверхность поверхностного слоя, содержащего согласно изобретению оксид и/или гидроксид алюминия, может увеличивать маслоемкость поверхности и существенно уменьшать эффект вытеснения масла. Рулоны стали, т.е. стальные ленты, скатанные в рулоны, смазываются маслом уже у изготовителя, чтобы, во-первых, обеспечить защиту от коррозии перед обработкой у заказчика, во-вторых, произвести предварительное смазывание маслом для процессов формования. При относительно длительном хранении и повышенной температуре это масло может вытекать из витков рулона. В результате возникает его недостаток на поверхности листов, что приводит к необходимости дополнительного смазывания маслом, связанного с дополнительными затратами. При использовании поверхностного слоя согласно изобретению эта проблема может быть устранена.
в) Бòльшая твердость (до 350HV 0,025 по сравнению с металлическим основным слоем) поверхностного слоя, содержащего, согласно изобретению, оксид и/или гидроксид алюминия, позволяет использовать такую систему в тех случаях, когда необходимы гладкие поверхности, минимизирующие сопротивление качению, такие как опорные поверхности подшипников, втулки или выдвижные механизмы, например, выдвижных ящиков. Здесь для металлических основных слоев покрытия также существует опасность холодного сваривания и, как результат, нарастания материала на поверхностях подшипников, что существенно сказывается на работе подшипников скольжения или качения.
г) Поверхностный слой согласно изобретению, содержащий оксид и/или гидроксид алюминия, при коррозионном воздействии создает барьерный эффект, который сам по себе защищает металлический основной слой покрытия от коррозии. Металлические основные слои покрытия защищают тонкий стальной лист при повреждении поверхности за счет а) нанесения защитного слоя и b) катодной защиты от коррозии. Применительно к использованию вместе с дополнительным барьерным слоем (например, лак) говорят о так называемой двухслойной комбинированной системе. Лаки, хотя и обеспечивают хорошую пароизоляцию относительно воды, редко обладают высокой износостойкостью. Поверхностный слой согласно изобретению, содержащий оксид и/или гидроксид алюминия, обеспечивает решение этой проблемы за счет комбинации барьерного эффекта с высокой износостойкостью. Кроме того, слои, выполненные согласно изобретению, являются заметно более термостойкими по сравнению со всеми известными лаками и могут использоваться как в коррозионной среде, так и при повышенных температурах.
д) Кроме этого, наращивание оксидного слоя при высоких температурах сильно сокращается, так как ионный обмен через поверхность, необходимый для роста оксидного слоя, блокируется за счет атомарно плотного образования слоя. Подобным образом, эффективно предотвращается выпаривание основного слоя покрытия.
е) Дополнительное преимущество по сравнению с чисто металлической поверхностью состоит в повышенной устойчивости к кислым и, в особенности, к щелочным средам. В этом отношении поверхностный слой согласно изобретению, содержащий оксид и/или гидроксид алюминия, действует как разделительный слой, защищающий от разъедающего воздействия этих сред.
ж) Одновременно поверхностный слой согласно изобретению очень хорошо подходит для покрытия лаком даже без предварительного фосфатирования, так как он в силу своей неорганической природы позволяет осуществить идеальное химическое и по причине большой поверхности (при отсутствии этапа уплотнения) очень хорошее физическое структурообразование.
з) Поверхностный слой согласно изобретению, содержащий оксид и/или гидроксид алюминия, эффективно увеличивает электрическое сопротивление поверхности, так что в зависимости от толщины слоя (в том числе, более 20 мкм) достигаются значения пробивного напряжения порядка 2 кВ без защитного лака.
и) Из-за пористости поверхностных слоев, содержащих оксид и/или гидроксид алюминия, перед процессом уплотнения имеется возможность добавления пигментов. В области декоративных покрытий, получаемых методом анодного окисления на алюминиевых деталях, известны и широко распространены цветные алюминиевые поверхности. Однако, в дополнение к окрашиванию с помощью таких пигментов могут быть обеспечены и другие технические свойства, такие как, например, электропроводность или антибактериальный эффект.
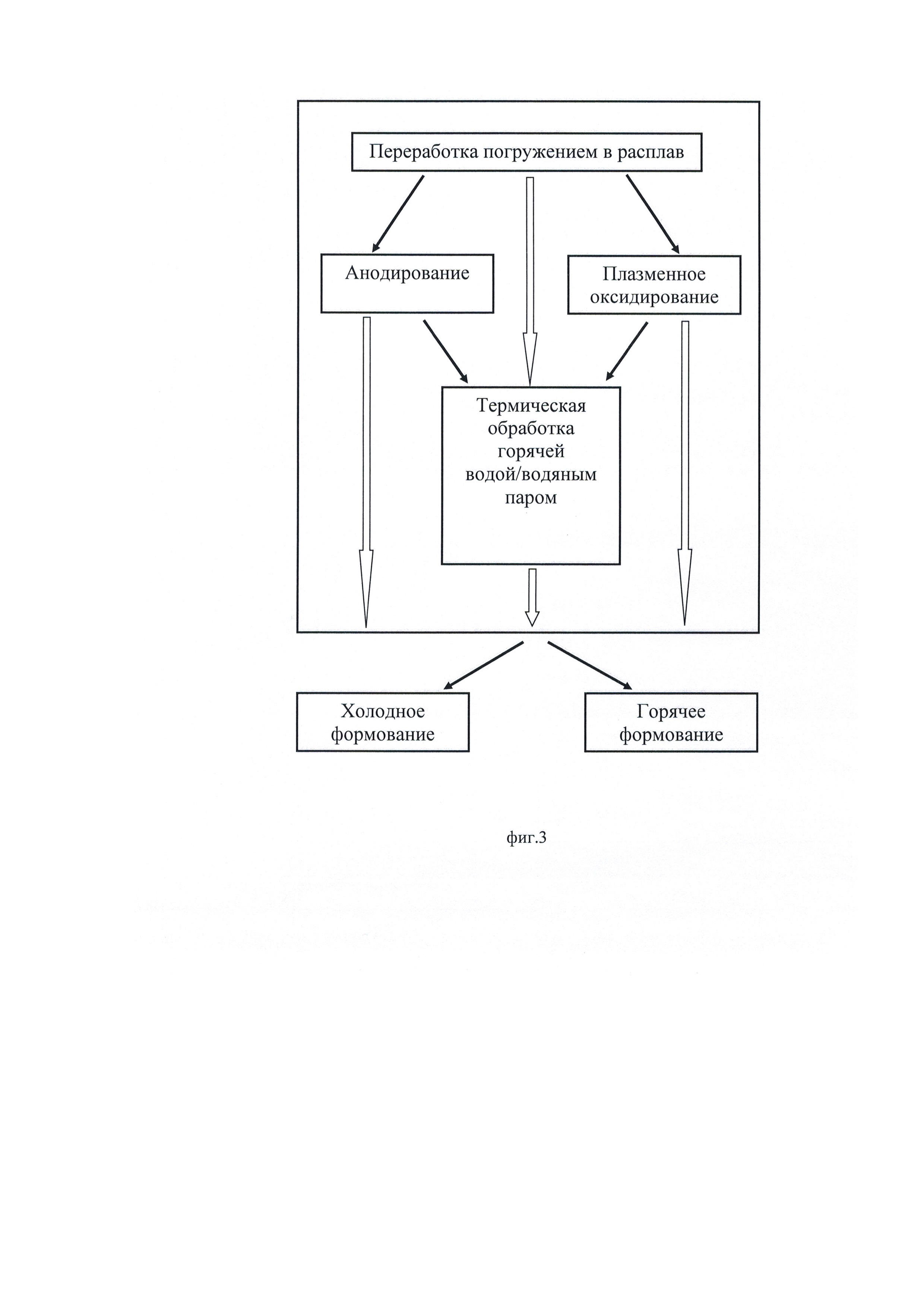
Ниже описываются некоторые возможные технологические пути для изготовления стальных листов или стальных лент на основе алюминия, предназначенных для процессов горячего или холодного формования. Они следуют из общей технологической схемы, как показано на фигуре 3.
Пример процесса I:
А) Переработка погружением в расплав (основной слой на основе алюминия)
Б) Анодирование
1. Предварительная щелочная обработка (с/без поверхностно-активных веществ)
2. Кислотное декапирование (например, серной кислотой, азотной кислотой...)
3. Промывка
4. Процесс анодирования
5. Промывка
6. Окраска / введение функциональных пигментов
7. Промывка
8. Процесс термической обработки горячей водой/водяным паром (процесс уплотнения)
9. Сушка
B) Процесс горячего формования
Пример процесса II:
А) Переработка погружением в расплав (основной слой на основе алюминия)
Б) Анодирование
1. Предварительная щелочная обработка (с/без поверхностно-активных веществ)
2. Кислотное декапирование (например, серной кислотой, азотной кислотой...)
3. Промывка
4. Процесс анодирования
5. Промывка
6. Окраска / введение функциональных пигментов
7. Промывка
8. Процесс термической обработки водой/водяным паром (процесс уплотнения)
9. Сушка
B) Процесс холодного формования
Пример процесса III:
А) Переработка погружением в расплав (основной слой на основе алюминия)
Б) Плазменное оксидирование
1. Предварительная щелочная обработка (с/без поверхностно-активных веществ)
2. Кислотное декапирование (например, серной кислотой, азотной кислотой...)
3. Промывка
4. Сушка
5. Плазменное травление
6. Процесс плазменного оксидирования
В) Процесс горячего или холодного формования
Пример процесса IV:
А) Переработка погружением в расплав (основной слой на основе алюминия)
Б) Термическая обработка водой/водяным паром
1. Предварительная щелочная обработка (с/без поверхностно-активных веществ)
2. Кислотное декапирование (например, серной кислотой, азотной кислотой)
3. Промывка
4. Процесс термической обработки водой/водяным паром
5. Сушка
В) Процесс горячего или холодного формования.
Сталь для высокопрочных деталей из лент, листов или труб с превосходной деформируемостью и особо пригодная для способов высокотемпературного нанесения покрытий
Способ получения расплава стали с содержанием марганца до 30%
Способ изготовления горячекатаной полосы
Способ изготовления горячекатаной полосы и изготовленная из ферритной стали горячекатаная полоса
Литьевое сопло для горизонтальной ленточной литейной установки
Литьевое сопло для горизонтальной ленточной литейной установки
Способ получения горячекатаной полосы из стали посредством непрерывной разливки и регулируемыми по ее сечению свойствами материала
Способ изготовления конструктивного элемента из стали, способной к самозакаливанию на воздухе, и конструктивный элемент, изготовленный этим способом
Способ нанесения покрытия на стальные полосы и стальная полоса с покрытием (варианты)
Способ изготовления изделий из легкой аустенитной конструкционной стали и изделие из легкой аустенитной конструкционной стали (варианты)
Деформационно-упрочненный компонент из гальванизированной стали, способ его изготовления и способ получения стальной полосы, пригодной для деформационного упрочнения компонентов
Композитная труба, состоящая из несущей трубы и по меньшей мере одной защитной трубы, и способ ее изготовления
Деталь из закаленного под прессом стального листа с покрытием на основе алюминия и способ изготовления такой детали

