Результат интеллектуальной деятельности: РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ
Вид РИД
Изобретение
Изобретение относится к области производства труб и может быть использовано для изготовления электросварных труб со снятием внутреннего грата на трубоэлектросварочных станах.
При сварке давлением происходит вытеснение избытков металла в грат на наружной и внутренней поверхности. Наличие грата ограничивает область применения электросварных труб, поэтому его удаление является одной из важных технологических операций.
Известна резцовая головка для удаления внутреннего грата в электросварных трубах (патент РФ 2100169, МПК В23К 37/08, 1997, БИ 36), содержащая корпус с установленными в нем прижимным роликом, опорными роликами и резцедержателем с резцом.
Недостатки известного технического решения заключаются в том, что для резцовой головки, воспринимающей усилия резания, опорой служит трубная заготовка, жесткость которой ограничивает пределы использования, особенно при производстве тонкостенных труб. При неблагоприятных условиях по жесткости технологической системы процесс резания теряет устойчивость. Потеря устойчивости системы характеризуется возникновением вибраций - вредных периодических колебательных движений. При вибрациях ухудшается качество обработанной поверхности. Стойкость режущего инструмента, особенно твердосплавного и минералокерамического, значительно снижается. Кроме того, снижается износостойкость резцовой головки из-за воздействия всевозможных инородных тел, попадающих внутрь трубы. Так, непременным спутником производства электросварных труб является окалина и брызги расплавленного металла. При сварке труб в режиме оплавления брызги и всплески выделяются в значительных количествах, их скопление может привести к обрыву штанги гратоснимателя и к дополнительным остановкам стана. Кроме этого при прохождении поперечного сварного стыка труб и при остановках - пусках процесса сварки конструкция головки не позволяет обеспечить отвод резца от трубы. Вследствие этого существенно возрастает износ резцов и возможно даже их разрушение холодными участками внутреннего грата, что ведет к снижению, надежности головки и качеству свариваемых труб.
Наиболее близким техническим решением к заявляемому и взятому в качестве прототипа является «Резцовая головка для удаления внутреннего грата в электросварных трубах» (патент РФ 2199425 МПК В23К 37/00, дата публикации от 27.02.2003 г.). Резцовая головка содержит корпус с установленными в нем прижимным роликом, опорными роликами, резцедержателем с резцом и механизмом поджима резца. Использование резцовой головки обеспечивает снятие грата в рабочем режиме и отвод резца (за счет прекращения поджима) при прохождении поперечного стыка труб, в случае аварийного отключения нагрева или при остановке стана.
Недостатки известного технического решения заключаются в том, что отвод резца при прохождении поперечного стыка труб, в случае аварийного отключения нагрева или при остановке стана не гарантирован, поскольку отвод резцовой головки происходит самопроизвольно при прекращении поджима, что ведет к повышению износа резцов и нарушению стабильного режима резания при снятии грата. Кроме того, для резцовой головки, воспринимающей усилия резания, опорой служит трубная заготовка, жесткость которой ограничивает пределы использования гратоснимателей, особенно при производстве тонкостенных труб, что также повышает износ резцовой головки и снижает стабильность режима резания при снятии грата, и тем самым снижает качество свариваемых труб.
Решаемой задачей изобретения является повышение надежности и износостойкости резцовой головки за счет обеспечения принудительного отвода резцовой головки, стабильного режима резания при снятии грата с одновременным повышением качества свариваемых труб.
Техническим результатом от использования заявляемого технического решения является создание высокоэффективной резцовой головки, позволяющей получить качественно сварные трубы.
Технический результат достигается тем, что резцовая головка для удаления внутреннего грата в электросварных трубах, содержащая корпус с жестко закрепленными в нем опорными роликами, установленные резцедержатель с резцом, рычаг с прижимным роликом и упругим элементом, закрепленный в корпусе регулируемый упор, выполненный в виде регулировочного винта и цилиндра со штоком, соединенного с трубопроводом, согласно изобретению снабжена пружиной, установленной между корпусом и рычагом, а опорная поверхность прижимного ролика разделена на две разнесенные части в поперечном направлении на определенное расстояние по отношению к внутреннему диаметру трубы в пределах 0.7...0.8, исходя из условий жесткости опоры внутренней поверхности трубы.
Для пояснения технической сущности рассмотрим фигуры 1, 2 и 3.
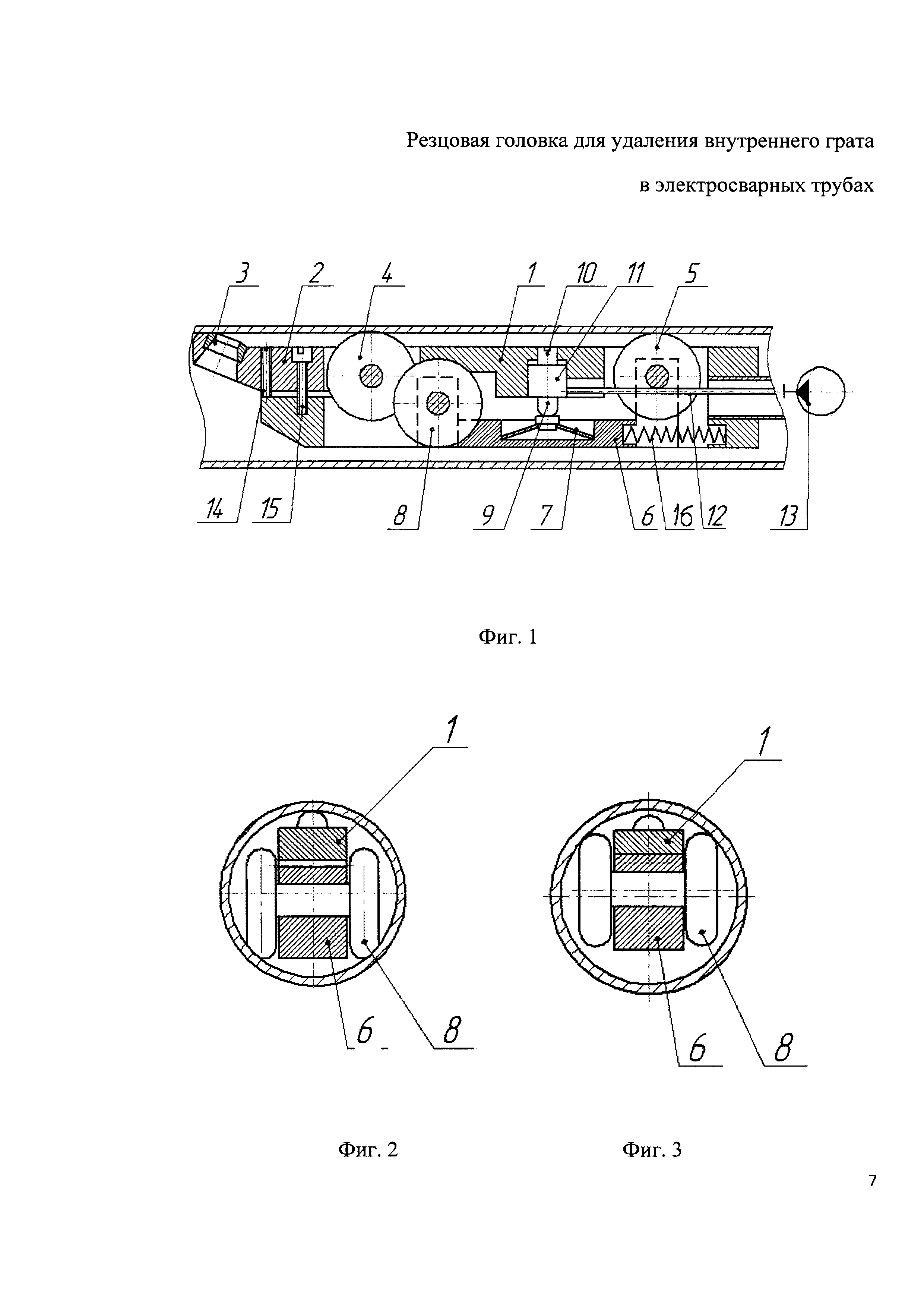
На фиг. 1 изображена резцовая головка в рабочем положении.
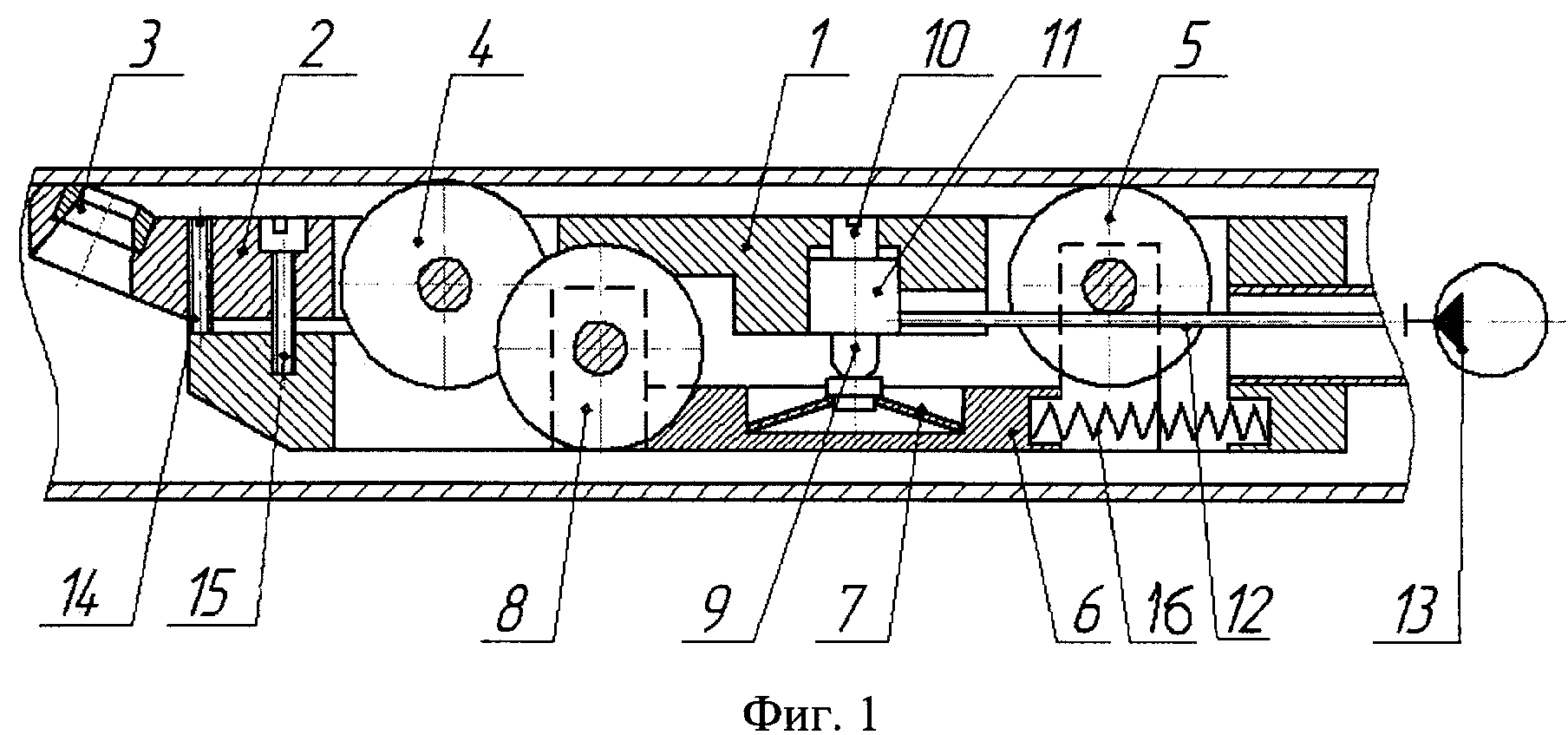
На фиг. 2 показана схема расположения опорных поверхностей прижимного ролика в рабочем режиме при снятии грата.
На фиг. 3 показана схема расположения опорных поверхностей прижимного ролика в режиме принудительного отвода резца.
На фиг. 1-2 обозначено:
1 - корпус;
2 - резцедержатель;
3 - резец;
4 - опорный ролик задний;
5 - опорный ролик передний;
6 - рычаг;
7 - упругий элемент;
8 - прижимной ролик;
9 - шток;
10-винт;
11 - цилиндр;
12 - трубопровод;
13 - гидростанция;
14 - установочный винт;
15 - крепежный винт;
16 - пружина.
Резцовая головка состоит из корпуса 1 с шарнирно установленным в нем резцедержателем 2 с резцом 3 и опорными роликами 4 (задним) и 5 (передним). На поверхностях опорных роликов 4 и 5 выполнены канавки по габаритам сварного шва (на фигурах не показаны). На оси переднего ролика 5 шарнирно установлен рычаг 6 с упругим элементом 7, например, в виде тарельчатой пружины. На рычаге 6 закреплен прижимной ролик 8. Опорная поверхность прижимного ролика 8 (см. фиг. 2) разделена на две разнесенные части в поперечном направлении на определенное расстояние (отношение расстояния к внутреннему диаметру трубы в пределах 0.7…0.8). Рычаг 6 через упругий элемент 7 упирается в шток 9 закрепленного в корпусе 1 и перемещаемого винтом 10 цилиндра 11, соединенного с трубопроводом 12. Резцедержатель 2 шарнирно установлен на оси заднего ролика 4, выставлен в корпусе 1 с помощью установочного винта 14 и закреплен в нем с помощью крепежного винта 15. Пружина 16 установлена между корпусом 1 и рычагом 6.
Резцовая головка работает следующим образом. С помощью установочного винта 14 и крепежного винта 15 выставляют резец 3 относительно опорных роликов 4 и 5 на определенную высоту, определяющую слой срезаемого грата. После настройки головки на стенде и установки в стан трубопровод 12 соединяют, например, с гидростанцией 13. Включают стан и после подхода к резцу 3 разогретого внутреннего грата включают гидростанцию 13. Давление по трубопроводу 12 передается в цилиндр 11, и под действием давления перемещается шток 9. Шток 9 через упругий элемент 7 воздействует на рычаг 6, который, поворачиваясь на оси ролика 5, прижимает его вниз к внутренней поверхности трубы (см. фиг. 2). Прижимной ролик 8, закрепленный на рычаге 6, прижимается к внутренней поверхности трубы. Вследствие этого конструкция "распирается" внутри трубы и резец 3, установленный в резцедержателе 2, упирается в поверхность трубы, врезается в грат и срезает его. Ход штока 9 в цилиндре 11 установлен конструктивно, и шток 9 всегда перемещается до упора, т.е. на одну и ту же величину. Регулирование усилия прижатия резца к трубе осуществляется винтом 10, который, перемещая цилиндр 11, обеспечивает требуемый прогиб упругого элемента 7 и усилие прижима. Регулирование производится на стенде или при остановках через "окно", вырезаемое в трубе.
В процессе работы упругий элемент 7 выдерживает заданное усилие прижатия резца к поверхности трубы, обеспечивая стабильность срезания грата. При прохождении поперечного стыка труб, в случае аварийного отключения нагрева или при остановке стана, вручную или автоматически отключается давление, создаваемое гидростанцией. Шток 9 отходит от рычага 6, пружина 16 воздействует на рычаг 6, который, поворачиваясь на оси ролика 5, в обратном направлении отжимает его вверх от внутренней поверхности трубы. При этом ролик 8, закрепленный на рычаге 6, прижимается вверх к внутренней поверхности трубы (см. фиг. 3). Вследствие этого резец 3, установленный в резцедержателе 2, принудительно отводится от поверхности трубы и исключается возможность его повреждения.
При разнесении опорной поверхности прижимного ролика 8 на две части в поперечном направлении на определенное расстояние (отношение расстояния к внутреннему диаметру трубы в пределах 0.7…0.8) жесткость установки резцовой головки в трубе повышается. При увеличении жесткости повышается собственная частота колебаний системы, и поэтому снижается вероятность возникновения вибраций, так как с ростом частоты колебаний, фактически, линейно увеличивается и работа затухания системы. При благоприятных условиях по жесткости технологической системы процесс резания обретает устойчивость, улучшается качество обработанной поверхности, повышается стойкость резца.
По сравнению с известными аналогами заявляемое техническое решение позволяет получить высокоэффективную резцовую головку, а благодаря надежности и повышению износостойкости резцов за счет обеспечения гарантированного отвода резца при прохождении поперечного стыка труб, в случае аварийного отключения нагрева или при остановке стана и устойчивости режима резания, улучшения качества обработанной поверхности труб.
Кроме этого благодаря разнесению опорной поверхности прижимного ролика на две части в поперечном направлении на определенное расстояние обеспечивают безопасность от всевозможных инородных тел, попадающих внутрь трубы, что влияет также на износостойкость резцовой головки.
Адаптивный гаситель крутильных колебаний
Способ утилизации попутного нефтяного газа и энергетическая машина для его осуществления
Способ изготовления структурно-градиентных порошковых материалов (варианты)
Антенна миллиметровых волн
Печатная антенна миллиметровых волн
Способ выявления и прогнозирования момента отрыва атеросклеротического образования и устройство для его осуществления
Способ лазерной обработки изделия и устройство его реализующее
Способ изготовления составной модели для литья
Способ обработки внутренней и внешней поверхности изделий, изготовленных аддитивным методом, и устройство, его реализующее
Установка для снятия механических характеристик гиромотора
Сотовая структура
Сетчатая оболочка
Летательный аппарат аварийно-спасательный
Способ утилизации попутного нефтяного газа и энергетическая машина для его осуществления
Сферический подшипник скольжения
Сферическая оболочка

