Результат интеллектуальной деятельности: СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СТАНА КВАРТО
Вид РИД
Изобретение
Изобретение относится к прокатному производству, конкретно к профилированию опорных валков клетей кварто, и может быть использовано на толстолистовых и широкополосных станах.
Известен способ профилирования поверхности бочки опорного валка листопрокатного стана, в котором поверхность бочки формируют в виде цилиндра на основной длине бочки и не менее чем двух конических скосов по краям бочки с расположением перехода наружного конического скоса во внутренний скос за пределами рабочего участка поверхности бочки опорного валка (Патент РФ №2043797, МПК В21В 27/02, 20.09.1995 г.).
Недостаток известного способа состоит в том, что в профиле бочки отсутствуют плавные переходы от рабочего участка к скосам, между скосами и от наружного скоса к фаске, что приводит к образованию концентраторов напряжений в этих переходах, особенно при прокатке самых широких листов. Высокие контактные напряжения вызывают более интенсивное выкрашивание поверхностного слоя бочки в этих местах, что снижает срок службы опорных валков и производительность стана из-за преждевременных перевалок.
Расчет применительно к указанному известному профилю опорного валка толстолистового стана 5000 для случая прокатки наиболее широких листов (ширина b=4752 мм) показал, что в местах перехода от средней части бочки к скосам σэкв=160 МПа, а в местах перехода от скосов к фаскам σэкв=260 МПа. Именно в этих местах на практике и выкрашиваются опорные валки.
Более целесообразным считается профилирование бочки опорного валка в виде выпуклой криволинейной образующей на среднем ее участке с различными формами перехода к краю бочки.
Известен способ профилирования опорных валков стана кварто, включающий формирование профиля образующей поверхности бочки опорного валка в виде нескольких кривых, одна из которых расположена в средней части бочки симметрично относительно ее середины, а остальные - по краям бочки (Патент РФ 2222393, МПК В21В 27/02, 27.01.2004 г.).
Данный способ может быть принят в качестве прототипа изобретения.
В известном способе форма профиля образующей опорного валка описывается тремя разными зависимостями:

где z0 - текущая ордината профиля образующей поверхности бочки опорного валка по длине бочки, мм; zp - абсолютная величина общей выпуклости (вогнутости) образующей рабочего валка, мм; L - длина бочки опорного валка, мм; zи - величина максимального износа рабочего валка, мм; Bmin и Bmax - минимальная и максимальная ширина прокатываемых листов (полос), мм; х - текущая координата по длине бочки опорного валка, отсчитываемая от середины, мм; а - максимально возможный прогиб опорного валка при прокатке, мм.
Первая зависимость действует на участке  (т.е. в средней части бочки, на длине, равной минимальной ширине полосы).
(т.е. в средней части бочки, на длине, равной минимальной ширине полосы).
Вторая зависимость действует на двух участках, где  (т.е. на участках бочки опорного валка, находящихся в промежутках между боковыми кромками самой широкой и самой узкой полосы).
(т.е. на участках бочки опорного валка, находящихся в промежутках между боковыми кромками самой широкой и самой узкой полосы).
Третья зависимость действует на двух крайних участках бочки опорного валка, где 
Недостатки способа, принятого в качестве прототипа, следующие.
1. В нем не устранена главная причина концентрации напряжений и выкрашивания валков в переходных местах профиля бочки - отсутствие плавных переходов между разными участками профиля, т.к. эти участки выполняются в виде кривых, выраженных разными зависимостями, не имеющими на соприкасающихся концах общих касательных.
2. В одном из самых опасных мест профиля бочки - в переходе от бочки к фаске - тупой угол между фаской и профилем, построенный по третьей зависимости, меньше, чем в способе-аналоге, т.е. резкость перехода от профиля бочки к фаске увеличилась, что приведет в этом месте к еще большей концентрации напряжений при прокатке самой широкой полосы, особенно если Bmax>L.
3. Способ предполагает, что максимальный износ рабочего валка имеет место в середине бочки, а на практике это не всегда так: часто максимумы износа рабочего валка располагаются вблизи кромочных участков.
Техническим результатом изобретения является повышение стойкости опорных валков, увеличение их межперевалочного срока службы.
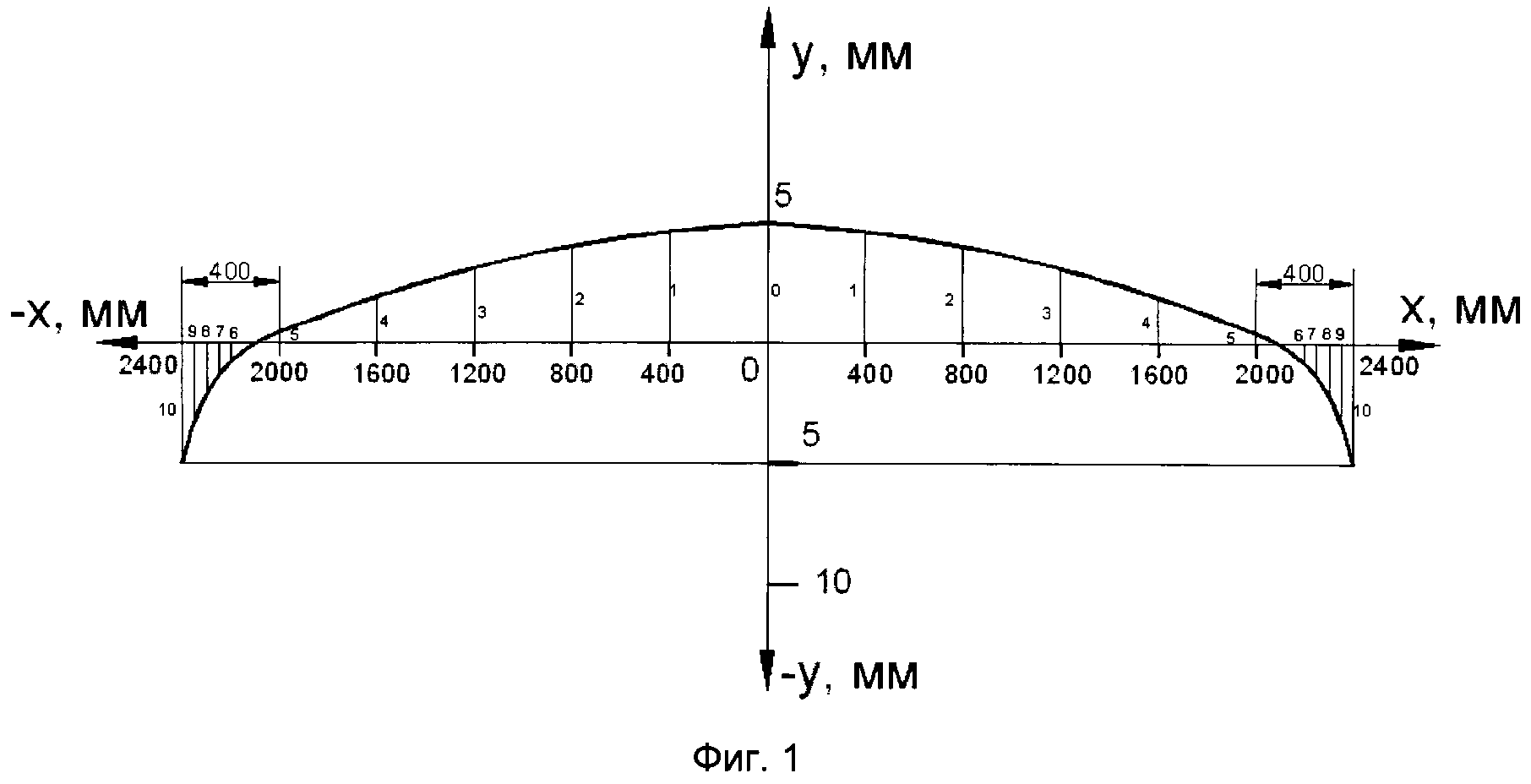
Технический результат достигается тем, что в способе профилирования опорных валов стана кварто, включающем формирование профиля образующей поверхности бочки опорного валка в виде нескольких кривых, одна из которых расположена в средней части бочки симметрично относительно ее середины, а остальные - по краям бочки, согласно изобретению профиль выполняют в форме участков трех выпуклых парабол: одного - в средней части бочки и двух сопряженных с ним - по краям, причем в каждом из сопряжений участки парабол имеют общую касательную, а краевые участки плавно сопрягают с торцом бочки так, что касательные в местах сопряжений перпендикулярны к оси валка.
Кроме того, длина участка краевой параболы по оси бочки составляет 4-8% от длины бочки, а точка сопряжения ее со средней параболой в радиальном направлении отстоит от точки сопряжения ее с торцом бочки на 5-10 мм.
Изобретение поясняется чертежами, где:
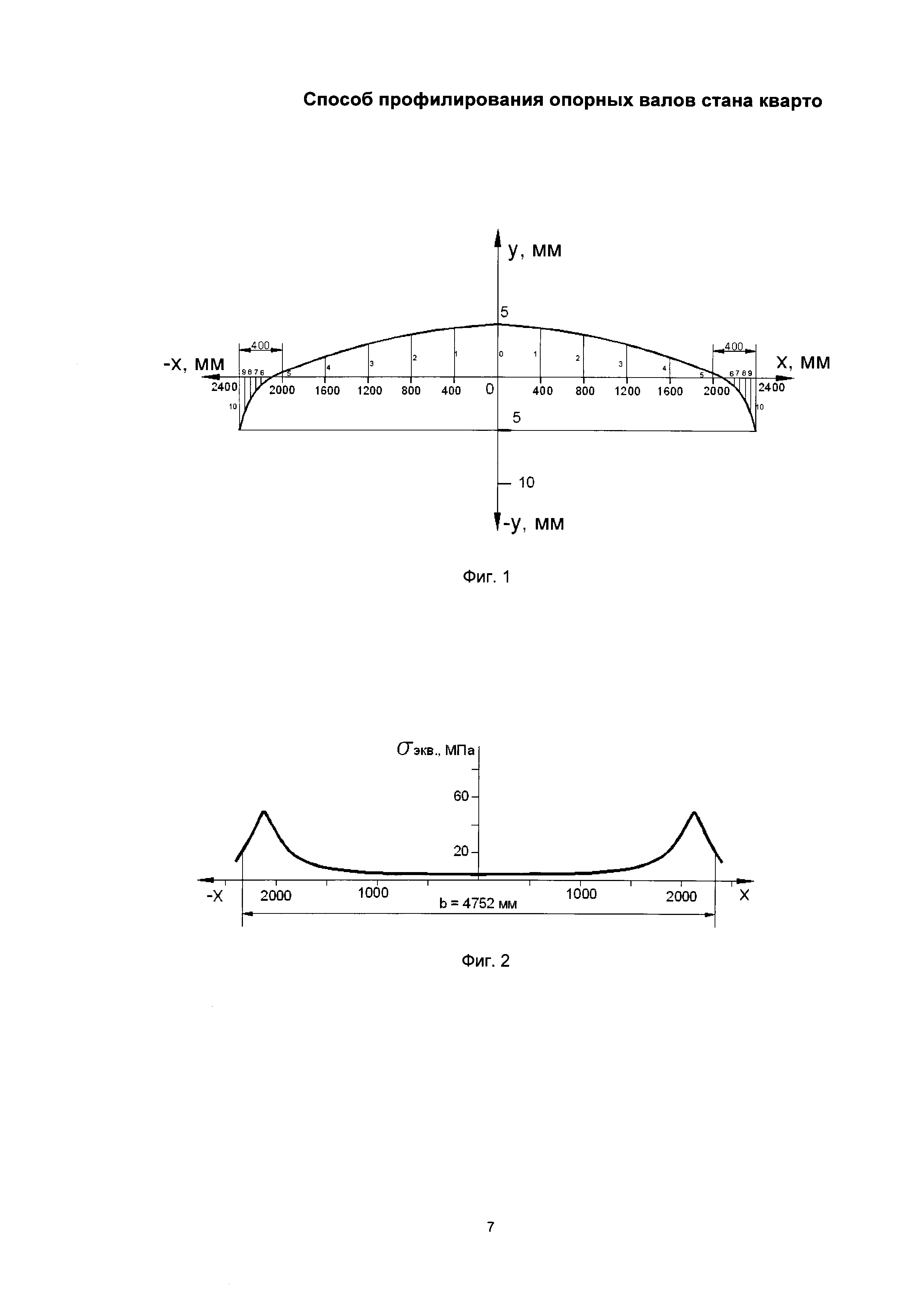
на фиг. 1 показана форма профилировки опорного валка согласно изобретению; горизонтальная ось совпадает с направлением оси валка;
на фиг. 2 показан график распределения по длине бочки контактных напряжений, построенный для случая прокатки на стане 5000 самой широкой полосы (bmax=4752 мм), с опорным валком, имеющим профиль, показанный на фиг. 1.
Сущность изобретения заключается в следующем.
Сохранение нескольких участков профилировки опорного валка целесообразно, поскольку при прогибе в процессе прокатки и рабочего, и опорного валков контакт между ними на этих разных участках неодинаков по длине бочки и по величине удельных контактных давлений. Желательно, однако, сблизить значения этих давлений по всей длине контакта.
Тем не менее, расчеты показали, что для решения этой задачи достаточно трех участков профиля, при этом упрощается процесс профилировки валка на вальцешлифовальном оборудовании.
Выбор формы среднего участка профиля валка в виде выпуклой параболы определяется тем, что при прогибе валка линия изгиба, как известно, принимает форму вогнутой параболы, компенсируя таким образом выпуклость профиля. В рабочем состоянии, вследствие этого, опорный валок будет контактировать с рабочим валком по поверхности, более близкой к цилиндрической, что обеспечит контакт между валками практически на большей зоне рабочей длины бочки, за счет этого контактные напряжения на этом участке на единицу длины будут существенно снижены.
Выбор формы краевых участков также в виде параболы определяется теми же соображениями, при этом эти участки профиля одновременно выполняют функцию дуги сопряжения среднего участка с торцом бочки.
Выбор стрелы выпуклости краевых парабол (т.е. расстояния в радиальном направлении от точек сопряжения со средним участком до торца) определяется достаточностью формы этого скругления для снятия пиков контактных напряжений. Этот результат также выявлен расчетами.
Исключение резких переходов между краевыми кривыми, средней параболической кривой и торцом бочки, выполнение всех сопряжений профилировки таким образом, чтобы у сопряженных кривых были общие касательные, оптимальный выбор длины и стрелы выпуклости участков краевых кривых обеспечивают существенное уменьшение контактных напряжений в межвалковом контакте. Это подтверждает график на фиг. 2, построенный по результатам компьютерного моделирования с применением программы ANSYS. Оптимальные геометрические параметры, указанные выше, установлены путем многократного использования программы ANSYS, с варьированием длин и углублений краевой параболы.
Подтверждаемое расчетами снижение контактных напряжений между опорным и рабочим валками в 2,5-3 раза позволит существенно увеличить срок службы валков между перевалками. Это, в свою очередь, соответственно позволит повысить производительность стана.
Таким образом, указанный выше технический результат изобретения может быть достигнут.
Способ горячей прокатки полос из низколегированной стали
Способ производства низколегированной трубной стали
Сталь низколегированная жаропрочная
Способ горячей прокатки на непрерывном широкополосном стане
Способ производства полос из низколегированной свариваемой стали
Способ горячей прокатки тонких полос на широкополосном стане
Способ правки толстолистового проката
Способ производства горячекатаных листов из низколегированной стали
Способ выплавки стали в конвертере
Способ производства горячекатаных листов для строительных стальных конструкций (варианты)
Способ горячей прокатки полос из низколегированной стали
Способ производства низколегированной трубной стали
Сталь низколегированная жаропрочная
Способ горячей прокатки на непрерывном широкополосном стане
Способ производства полос из низколегированной свариваемой стали
Способ горячей прокатки тонких полос на широкополосном стане
Способ правки толстолистового проката
Способ производства горячекатаных листов из низколегированной стали
Способ выплавки стали в конвертере
Способ производства горячекатаных листов для строительных стальных конструкций (варианты)

