Результат интеллектуальной деятельности: СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ДЛЯ СТАЛЬНОЙ ПЛАСТИНЫ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу дуговой сварки под флюсом стальных пластин и к дуговой сварке под флюсом, пригодной для шовной сварки стальных труб большого диаметра, таких как стальные трубы, изготавливаемые формовкой на U- и O-образных гибочных прессах с последующей сваркой и экспандированием, спиральные стальные трубы и тому подобные трубы.
Уровень техники
Дуговая сварка под флюсом (например, см. патентные документы 1 и 2), в которой применяется два или большее число электродов широко распространена, как способ сварки прямолинейным швом стальных труб большого диаметра, таких как стальные, трубы, изготавливаемые формовкой на U- и O-образных гибочных прессах с последующей сваркой и экспандированием, спиральных стальных труб и тому подобных труб и высокоэффективная двойная сварка одного слоя, при которой внутренняя сторона проваривается за один проход, и внешняя сторона проваривается за один проход, широко применяется с целью повышения производительности изготовления стальных труб большого диаметра.
При двойной сварке одного слоя имеется необходимость обеспечения гарантированной глубины проплавления для достаточного перекрытия внутреннего наплавляемого металла с внешним наплавляемым металлом, чтобы не получить несплавленную часть, и поэтому сварка обычно выполняется путем подачи высокого тока величиной 1000 А или более.
С другой стороны, шовная сварка стальных труб большого диаметра обладает недостатком, заключающимся в снижении прочности зон сварки, особенно зон, подвергаемых воздействию тепла от сварки, и, следовательно, имеется потребность максимально возможного снижения подводимого при сварке тепла для повышения прочности зон сварки. Однако снижение подводимого при сварке тепла повышает вероятность отсутствия проплавления, приводит к возникновению непроплавленной части и вызывает проблему возникновения дефектов поверхности, таких как ослабление сварного шва и тому подобных дефектов.
Поэтому для технологии сварки проводятся исследования, направленные как на обеспечение гарантированной глубины проплавления, так и на повышение прочности в зонах сварки и получение большой ширины шва и предотвращение возникновения дефектов поверхности, таких как ослабление шва при сварке прямым швом стальных труб большого диаметра.
Например, в патентном документе 3 описывается способ сварки, включающий комбинацию газовой дуговой сварки металла и дуговой сварки под флюсом, в котором большая глубина проплавления обеспечивается за счет газовой дуговой сварки металла, а затем выполняется дуговая сварка под флюсом с большим объемом осаждаемого металла при помощи двух проволок для одной горелки, две проволоки устанавливаются под прямым углом к направлению линии сварки, за счет чего обеспечивается большая ширина шва для предотвращения возникновения поверхностных дефектов, таких как ослабление шва и им подобные дефекты.
Однако технология, описанная в патентном документе 3 может вызвать эффект увеличения ширины шва при скорости сварки, превышающей 3 м/мин, но при скорости сварки меньше либо равной 3 м/мин не удается получить эффект увеличения ширины шва, особенно при сварке материала большой толщины, превышающей 20 мм. В связи с этим для увеличения ширины шва требуется применять способ увеличения напряжения сварки или тому подобный способ, что осложняет снижение количества подводимого при сварке тепла. Кроме того, сочетание газовой дуговой сварки металла и дуговой сварки под флюсом приводит к усложнению конфигурации аппарата и, следовательно, увеличивает нагрузку по контролю за условиями сварки и по обслуживанию аппарата.
В патентном документе 4 описывается способ дуговой сварки под флюсом для высокоскоростной сварки при помощи множества электродов, в котором на неотвержденный наплавляемый металл воздействуют магнитным полем для управления потоком расплавленного металла с целью предотвращения образования дефектов поверхности, таких как ослабление сварного шва, и тому подобные дефекты.
Хотя технология, описанная в патентном документе 4, и может вызвать эффект увеличения ширины шва, она требует введения аппарата для создания магнитного поля и, следовательно, усложняет конфигурацию аппарата и повышает нагрузку по контролю за условиями сварки и параметрами создаваемого магнитного поля, а также по обслуживанию аппарата.
Патентный документ 1: Заявка на патент Японии №11-138266.
Патентный документ 2: Заявка на патент Японии №10-109171.
Патентный документ 3: Заявка на патент Японии №7-266047.
Патентный документ 4: Заявка на патент Японии №2002-120068.
Раскрытие изобретения
Задачей настоящего изобретения является разработка способа дуговой сварки под флюсом, направленного на увеличение прочности в зоне сварки за счет подвода малого количества тепла и обеспечивающего получение большой глубины проплавления и достаточной ширины шва при сварке материала большой толщины при скорости сварки меньшей либо равной 3 м/мин.
В результате осмотра сварных стыков, полученных с применением различных вариантов размещения электродов при дуговой сварке под флюсом изобретатели обнаружили, что, когда два электрода расположены с обеих сторон и линия сплавления удерживается между ними сзади по направлению сварки, при этом электроды находятся на одной линии, вертикальной по отношению к линии сварки, и определены положения и углы расположенных сзади электродов, можно попытаться увеличить прочность в зоне сварки при малом подводе тепла и обеспечить достаточное проплавление и большую ширину шва.
Настоящее изобретение получено на основании вышеописанного обнаруженного факта, а суть изобретения описывается ниже.
Способ дуговой сварки под флюсом для стальной пластины, использующий три или большее число электродов, в котором диаметр проволоки первого электрода переднего по направлению сварки составляет 3.9-4.1 мм, два электрода расположены с обеих сторон, линия сплавления удерживается между ними сзади по направлению сварки, концы проволоки двух электродов на поверхности стальной пластины расположены на одной линии, вертикальной по отношению к линии сварки, и расстояние W (мм) между каждым концом проволоки и линией сварки составляет 5-20 мм.
Способ дуговой сварки под флюсом по п. (1), в котором расстояние М (мм) между линией сварки и точкой пересечения поверхности стальной пластины и вертикальной линии, проведенной вертикально от центра контактного конца каждого из двух задних электродов, удовлетворяет условию M≥W относительно расстояния W.
Способ дуговой сварки под флюсом по п. (1) или (2), в котором к первому электроду подводится постоянный ток, а ко второму и последующим электродам подводится переменный ток.
Благодаря настоящему изобретению можно уменьшить подвод тепла сварки и обеспечить как высокую прочность, так и большую глубину проплавления в зоне сварки. Кроме того, достаточно большая ширина шва может быть получена при сварке такого материала большой толщины, который сваривается при скорости меньшей либо равной 3 м/мин. В связи с этим настоящее изобретение дает преимущества при дуговой сварке под флюсом и обеспечивает существенный промышленный эффект.
Краткое описание чертежей
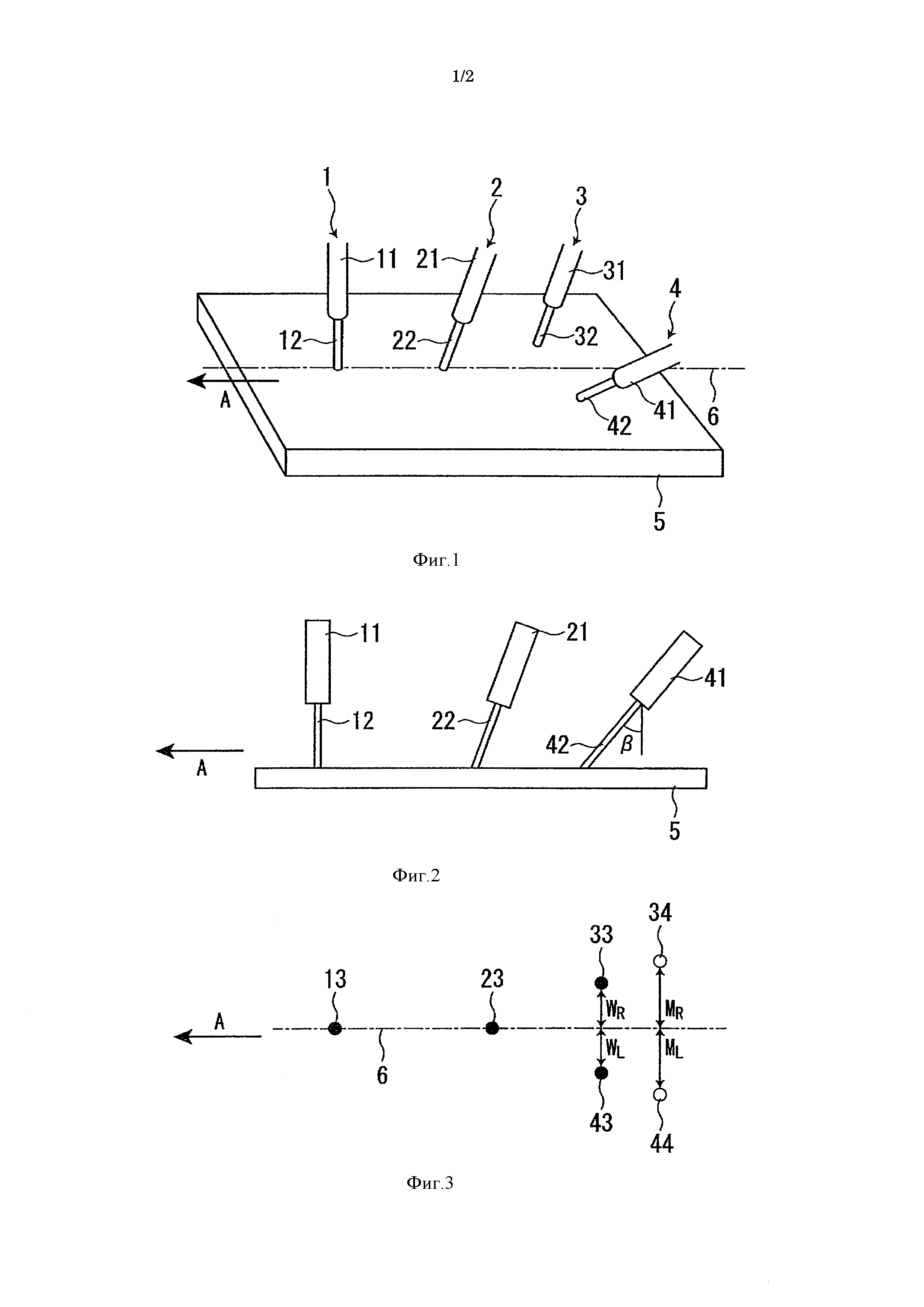
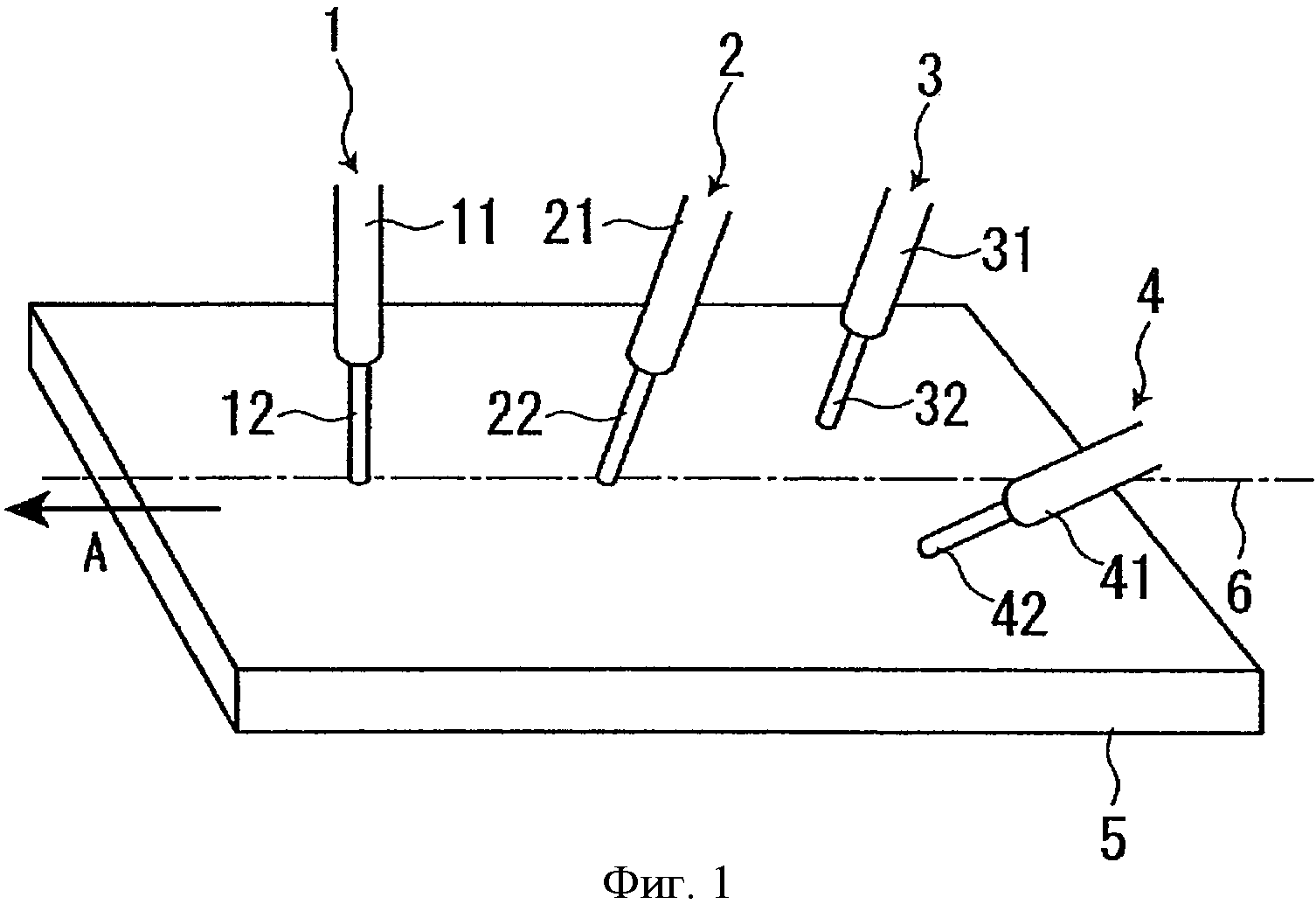
Фиг. 1 - пространственный схематический вид примера способа дуговой сварки под флюсом по изобретению.
Фиг. 2 - вид сбоку электрода и стальной пластины, показанных на фиг. 1.
Фиг. 3 - вид в плане, иллюстрирующий положение конца проволоки каждого электрода и центра контактного конца каждого заднего электрода на поверхности стальной плиты, показанной на фиг. 1.
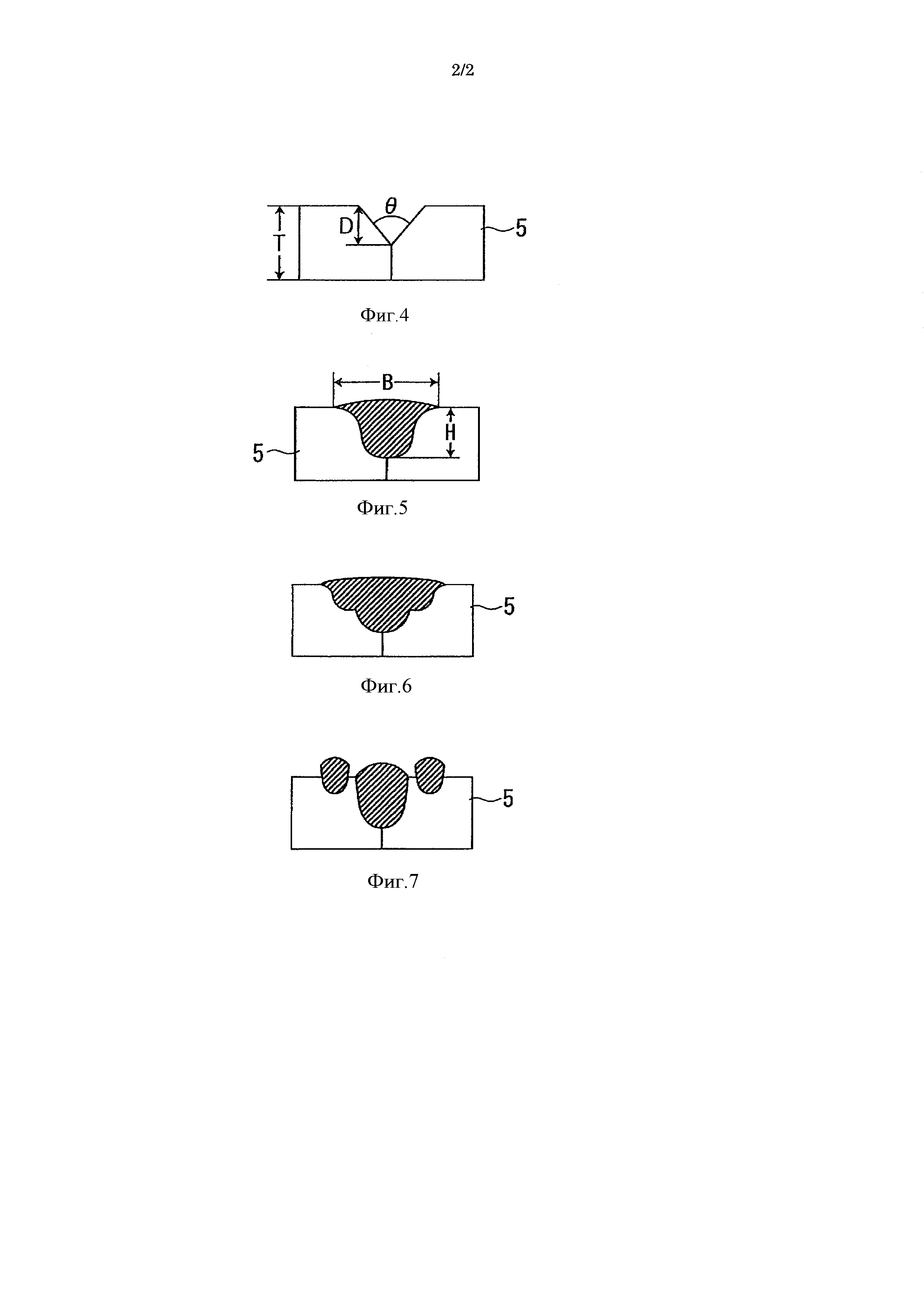
Фиг. 4 - схематический вид в сечении примера формы канавки.
Фиг. 5 - схематический вид в сечении примера сварного стыка.
Фиг. 6 - схематический вид в сечении другого примера сварного стыка.
Фиг. 7 - схематический вид в сечении еще одного примера сварного стыка.
Осуществление изобретения
Фиг. 1 представляет собой пространственный схематический вид примера, в котором стальная пластина сваривается при помощи способа дуговой сварки под флюсом по изобретению, а фиг. 2 представляет собой вид сбоку примера фиг. 1. Фиг. 3 является видом в плане, иллюстрирующим положения конца проволоки каждого электрода и центров контактных концов каждого заднего электрода на поверхности стальной пластины, показанной на фиг. 1. Способ дуговой сварки под флюсом по изобретению описывается далее со ссылками на фиг. 1-3. На фиг. 1-3 показан пример, в котором используется четыре электрода, однако настоящее изобретение относится к способу дуговой сварки под флюсом, в котором используется три или большее число электродов, и не ограничено применением четырех электродов.
Как показано на фиг. 1, когда используется четыре электрода, электрод, расположенный спереди по направлению сварки, показанному стрелкой А, называется «первый электрод 1», и геометрическое место точек перемещающегося конца проволоки 12 первого электрода 1 на поверхности стальной пластины 5 называется «линия 6 сплавления». Электрод, расположенный вторым по направлению А сварки, называется «второй электрод 2» и расположен за первым электродом 1. Кроме того, с обеих сторон размещены два задних электрода, удерживающие линию 6 сплавления между собой, таким образом, что они расположены за вторым электродом 2 и называются «третий электрод 3» и «четвертый электрод 4» соответственно. Контактные концы 11, 21, 31 и 41 электродов снабжены проволокой 12, 33, 32 и 42 соответственно.
Описание первого электрода.
Когда диаметр проволоки 12 первого электрода 1 превышает 4.1 мм, невозможно обеспечить глубокое проплавление и, следовательно, диаметр проволоки меньше либо равен 4.1 мм.
Ток, подаваемый на проволоку 12 первого электрода 1, предпочтительно является постоянным током для дополнительного увеличения глубины проплавления.
Кроме того, как показано на фиг. 2, проволока 12 первого электрода 1 предпочтительно расположена в пределах угла 0 - -15°, образуемого между вертикалью к поверхности стальной плиты 5 (знак минус соответствует заднему углу). За счет размещения проволоки 12 первого электрода, как описано выше, обеспечивается подача дуги к стальной плите 5 в вертикальном направлении и, следовательно, обеспечивается большая глубина проплавления.
Описание второго электрода.
Как показано на фиг. 3, второй электрод 2 расположен таким образом, что положение 23 конца проволоки 22 на поверхности стальной пластины совпадает с линией 6 сплавления. На диаметр проволоки 22 и плотность тока, подводимого к проволоке 22, не накладывается конкретных ограничений, но для предотвращения интерференции дуги с другими электродами предпочтительно к проволоке 22 подается переменный ток.
Кроме того, как показано на фиг. 2, проволока 22 второго электрода 2 предпочтительно наклонена таким образом, что конец проволоки 22 расположен перед контактным концом 21 в направлении А сварки. Угол β (далее называемый «передний угол»), образованный проволокой 22 и вертикальной линией, предпочтительно больше, либо равен 5°, из-за существенного эффекта увеличения ширины шва. Слишком большой передний угол β второго электрода 2 может привести к нестабильной сварке и упростить включение шлака, и поэтому передний угол β предпочтительно меньше либо равен 20°.
Когда настоящее изобретение применяется с использованием трех электродов, второй электрод 2 не устанавливают, а два задних электрода устанавливают с обеих сторон линии 6 сплавления таким образом, что они находятся за первым электродом 1.
Кроме того, когда настоящее изобретение применяется с использованием пяти или большего числа электродов, третий и последующие электроды располагают за вторым электродом 2 на линии 6 сплавления, а два задних электрода располагают с обеих сторон линии сплавления.
Описание задних электродов.
Как показано на фиг. 3, третий электрод 3 и четвертый электрод 4 на заднем участке расположены таким образом, что концы 33 и 43 проволоки 32 и 42 на поверхности стальной пластины находятся на одной линии, вертикальной относительно линии 6 сплавления. Когда расстояние WR между концом 33 проволоки 32 третьего электрода 3 и линией 6 сплавления и расстояние WL между концом 43 проволоки 42 четвертого электрода 4 и линией 6 сплавления меньше 5 мм, не обеспечивается эффект увеличения ширины шва. Когда расстояние WR и WL превышает 20 мм, происходит расслоение наплавляемого металла третьего электрода 3 и четвертого электрода 4, как показано на фиг. 7, из-за чего не удается избежать дефектов поверхности, таких как ослабление шва и тому подобные дефекты. Поэтому и расстояние WR, и расстояние WL лежат в диапазоне 5-20 мм. Расстояние WR и расстояние WL не обязательно должны быть одинаковыми, но для получения хорошей формы шва и предотвращения его ослабления предпочтительно, чтобы WR=WL.
Кроме того, как показано на фиг. 2, проволока 32 и 42 соответствующих третьего электрода 3 и четвертого электрода 4 предпочтительно наклонена таким образом, что концы проволоки 32 и 42 расположены спереди (т.е. со стороны первого электрода) соответствующих контактных концов 31 и 41 в направлении А сварки. Передний угол β проволоки 32 и 42 предпочтительно больше, либо равен 20° из-за эффекта существенного увеличения ширины шва. Слишком большой передний угол β третьего электрода 3 и четвертого электрода 4 может привести к переменной ширине шва, и поэтому передний угол β предпочтительно меньше либо равен 50°.
Кроме того, как показано на фиг. 3, третий электрод 3 и четвертый электрод 4 расположены таким образом, что точки 34 и 44 (далее называемые «центры контактных концов») пересечения поверхности стальной пластины 5 и вертикальных линий, проведенных вниз от центров контактных концов 31 и 41, находятся на одной линии вертикальной по отношению к линии 6 сплавления. Когда расстояние MR (мм) между линией 6 сплавления и точкой 34 центра контактного конца 31 третьего электрода 3 на поверхности стальной пластины 5 и расстояние ML (мм) между линией 6 сплавления и точкой 44 центра контактного конца 41 четвертого электрода 4 на поверхности стальной пластины 5 удовлетворяют условиям MR<WR и ML<WL, проплавление, обеспечиваемое третьим электродом 3 и четвертым электродом 4, происходит раздельно, как показано на фиг. 6, и невозможно предотвратить возникновение таких поверхностных дефектов, как ослабление шва. Расстояние MR и расстояние ML не обязательно должны быть одинаковыми, но для получения хорошей формы шва и предотвращения его ослабления предпочтительно, чтобы MR=ML.
Диаметры проволок 32 и 42 соответственно третьего электрода 3 и четвертого электрода 4 не обязательно должны быть одинаковыми, но для получения хорошей формы шва и предотвращения его ослабления предпочтительно использовать проволоку одинакового диаметра.
Кроме того, ток, подводимый к проволокам 32 и 42, предпочтительно является переменным для предотвращения интерференции дуг электродов. Напряжение в проволоках 32 и 42 предпочтительно находится в диапазоне 38-42 В из-за эффекта существенного увеличения ширины шва.
Хотя выше описан пример, в котором применяется четыре электрода, число электродов, применяемых в данном изобретении, не ограничено 4-мя, и настоящее изобретение может применяться для дуговой сварки под флюсом тремя или большим числом электродов. В частности, когда используется от 3 до 5 электродов, может быть получен существенный эффект. Применение 6 или более электродов является нежелательным из-за снижения прочности зоны, подвергаемой воздействию нагрева за счет подвода избыточного тепла при сварке.
В данном документе термин «вертикальный» не обязательно имеет строгое значение, и допускается отклонение от вертикали на величину около ±15°.
Кроме того, настоящее изобретение может применяться для пластин различной толщины с различной формой канавок, а также для односторонней сварки и для двухсторонней сварки с различными скоростями и, в частности, при использовании его для сварки стальной пластины (толщиной более 20 мм) при скорости меньше либо равной 3 м/мин обеспечивается получение большой глубины проплавления и большой ширины шва, а также снижение количества подводимого тепла, и, следовательно, настоящее изобретение является эффективным для повышения прочности зоны, подвергаемой воздействию тепла сварки, и предотвращения ослабления шва.
Примеры
После формирования канавок с углами θ 60°, 70° и 80° и глубиной D 8 мм, 10 мм и 17 мм в стальной плите 5 толщиной Т равной 18 мм, 25,4 мм и 38,1 мм, как показано на фиг. 4, формировался сварной стык, показанный на фиг. 5, при помощи дуговой сварки под флюсом с использованием четырех электродов. В таблице 1 приведены формы канавки, в таблице 2 приведены условия сварки, в таблице 3 приведена компоновка электродов, а в таблице 4 показаны задаваемые сварочные токи.





Проводился визуальный осмотр внешнего вида шва полученных сварных стыков, а затем проводилось исследование поперечных сечений постоянных участков шва для замера глубины H проплавления в мм и ширины В шва в мм. Результаты приведены в таблице 5.

Как показано в таблице 5, в примере по изобретению была обеспечена глубина проплавления и получена большая, чем обычно, ширина шва. В частности, в вариантах 1, 2 и 10 был получен отличный внешний вид шва. В сравнительном примере под номером 5 расстояние между линией сварки и концами каждого из двух задних электродов составляло 4 мм, и поэтому ширина шва была малой. В примере под номером 6 расстояние W между линией сварки и концами каждого из двух задних электродов составляло 22 мм, и поэтому происходило расслоение шва, как показано на фиг. 7. В примере под номером 7 диаметр проволоки первого электрода составлял 3,2 мм, в результате чего возникало расслоение шва, как показано на фиг. 7. В примере номер 8 диаметр проволоки первого электрода составлял 4,8 мм, в результате чего глубина проплавления была малой. В примерах под номером 9 и 11 расстояние W между линией сварки и концами каждого из двух задних электродов составляло 0 мм, в результате ширина шва была малой.
Лист из текстурированной электротехнической стали и способ его изготовления
Материал для изготовления пластинчатого стального сердечника и способ производства пластинчатого стального сердечника
Устройство для изготовления стальной полосы
Высокопрочная стальная труба, полученная электросваркой методом сопротивления, и способ её изготовления
Трубный экспандер
Текстурированный лист из электротехнической стали и способ его изготовления
Способ производства стальной полосы и стальная полоса
Лист из нетекстурированной электротехнической стали, способ его изготовления и сердечник двигателя
Ролик пода и установка непрерывного отжига
Способ получения листов из нетекстурированной электротехнической стали
Способ замены верхнего штампа гибочного пресса и каретка верхнего штампа
Свариваемая электрической контактной сваркой стальная труба, обладающая превосходным сопротивлением водородному растрескиванию (hic) и низкотемпературной ударной вязкостью получаемого электрической контактной сваркой сварного соединения, и способ ее производства
Лист электротехнической стали с изоляционным покрытием
Контроллер коррекции смещения и способ управления коррекцией смещения в агрегате непрерывной сварки прихваточным швом
Гибочный пресс, способ прессовой гибки, устройство для производства стальных труб и способ производства стальных труб
Электротехническая листовая сталь с изоляционным покрытием
Способ сварки встык стальных листов и стыковое сварное соединение стальных листов
Способ сварки прихваточными швами при производстве сварной стальной трубы большого диаметра
Способ многоэлектродной дуговой сварки под флюсом, сварное соединение и способ получения сварного соединения
Многоэлектродная электродуговая сварка под флюсом

